
Abstract
The effect of maleic anhydride compatibilser on the mechanical, rheological and thermal properties of polypropylene–carbon nanotube composites is reported. A commercial grade of polypropylene copolymer was melt compounded with acid purified multiwalled carbon nanotubes at loadings up to 12 wt-%, with and without the addition of a maleic anhydride grafted polypropylene. Tensile and flexural moduli were found to increase with filler content at all nanotube loadings and these properties were enhanced by addition of maleic anhydride. Ultimate tensile strength increased with nanotube loadings up to 8 wt-% and then decreased; maleic anhydride had a negative effect on tensile strength most likely resulting from nanotube agglomerations. Rheological and morphological characterisations confirmed that dispersion was relatively poor in both systems suggesting that maleic anhydride improved interfacial bonding without significantly improving dispersion, for the materials and compounding conditions examined in this work.
Introduction
Carbon nanotubes have attracted a great deal of attention in the emerging field of polymer nanocomposites due to their high stiffness strength1–5and electrical properties. 6 , 7 Nanotbues have a low density, high mechanical strength, and excellent thermal and electrical conductivity which enable significant property enhancement for applications such as electrostatic dissipation and electromagnetic interference shielding.8–12 Nanotubes can be divided into single walled carbon nanotubes (SWCNTs), multiwalled carbon nanotubes (MWCNTs) and carbon nanofibre (CNF), based on their geometry and dimensions. One of the difficulties to achieve effective incorporation of nanotubes into a polymer matrix is that they tend to agglomerate due to van der Vaals attraction between the nanotubes. Thus, attaining effective dispersion is one of the key challenges to process engineers seeking to utilise carbon nanotubes in polymer matrices.13–16 A further challenge is the difficulty in effectively bonding the smooth surfaces of the nanotubes to the polymer chains.17–19 The amount of intrinsic defects presented at the surface of carbon nanotube can be considered as a small adhesion sites relative to the huge area surrounding nanotubes. Another possible reason for the difficulty in achieving strong bond between carbon nanotube and polymer may be attributed to the sp2 hybridised carbon in carbon nanotube which prevents the formation of covalent bonds between carbon atoms and surrounding polymer. 20 , 21
Polypropylene (PP) is a commodity polymer widely used in the automotive, packaging and medical industries. A range of fillers are commonly added to PP to improve mechanical properties, including calcium carbonate, talc and carbon black. Such fillers are conventionally added in relatively large volumes to achieve the required property enhancement, with loadings of up to 50 vol.-% being common. Carbon nanotubes offer a potentially attractive alternative to conventional microfillers, with significant increases in properties being reported at much lower loadings. 22 , 23 However, property enhancements are highly dependent upon interfacial bonding and the ability to effectively disperse and bond with the nanotubes.24–26
Reported methods of tailoring a strong interface and controlling dispersion of carbon nanotubes in PP matrices include chemical techniques such as surface modification of carbon nanotubes by chemical treatment,27–30 mechanical techniques to improve mixing conditions 22 31 22,31,32 and use of processing additives.33–36 Surface modification of carbon nanotubes can be performed by pretreatment of carbon nanotubes in air, oxygen or in chemical solution. Among the chemical solution acid treatment is commonly used to remove the metal catalyst impurities produced from synthesis method and introduce functional groups on open ends and sidewall of carbon nanotubes. 37 , 38 Investigation into MWCNTs has revealed that treatment of MWCNTs with a mixture of nitric and sulphuric acids (HNO3/H2SO4) generated new carboxylic (−COOH) groups in the open ends of the nanotubes which also decreased concentration of inorganic impurities such as Al–Fe catalysts.39 The amount of impurities and the number of functional groups generated on the surface of carbon nanotube is strongly dependent upon the type of the acid solution 38 , 40 and treatment time. 39 , 41 Extensive acid treatment can be as effective as it creates defects and alters the structure of nanotubes.41–43 The presented functional group at the surface of acid treated carbon nanotubes can be directly used with polymer matrix39 or as a reactive sites to attach other functional groups.33
Additives may also be useful to maximise the re-enforcing efficiency of carbon nanotubes in the PP. For example by addition of compatibiliser containing maleic anhydride functionalities such as maleic anhydride grafted polypropylene (MA-g-PP) and maleic anhydride grafted styrene-ethylene/butylenes-styrene into functionalised carbon nanotube/PP, 34 , 44 without further chemical modification of PP matrix. MA-g-PP is known as one of the most promising compatibilisers for promoting dispersion and enhancement of interfacial interaction in pristine form 35 36 35,36,45 or chemically modified 30 33 30,33,46 MWCNT/PP composite. It is reported that the hydrogen bonding between maleic anhydride and functional group in chemically modified carbon nanotube resulted in stabilising the morphology and increasing the interfacial interaction between MWCNT and PP matrix. 34 36 34,36,47 Investigation into PP/MWCNT revealed that the use of MA-g-PP is more effective to improve the dispersion of chemically modified MWCNTs than of pristine MWCNT composites. 33 , 46 As in the absence of chemical bonding between carbon nanotube and polymer the origin of carbon nanotube–polymer interactions are electrostatic and van der Waals interaction which is weaker than hydrogen bonding.48
The main objective of this work was to investigate the effect of MWCNT loading and MA-g-PP compatibiliser on the mechanical, rheological and thermal properties of PP. A commercial extrusion grade of PP and a conventional melt compounding process were purposely chosen to represent a manufacturing route of potentially direct relevance to the polymer processing industry rather than by a purely laboratory based route. The effects of compatibiliser and nanotube loading were quantified using a range of characterisation techniques, and the results interpreted with particular emphasis on interfacial bond strength and carbon nanotube dispersion.
Materials
Polypropylene impact copolymer (Innovene 400-GAO3) with a melting point of 164°C and melt flowrate of 2·5g/10 min (230°C, 2·16 kg) was selected as the polymer matrix. Acid purified MWCNTs produced by the chemical vapour deposition method with 95 wt-% purity were obtained from Cheap Tubes Inc. (Brattleboro, VT, USA). According to the supplier's specification the MWCNTs had an outside diameter of 20–40 nm, inside diameter of 5–10 nm and length of 10–30 μm. Maleic anhydride grafted PP (Chemtura POLYBOND 3200) containing 1 wt-% maleic-anhydride with melting point 163°C was used as a compatibiliser.
Preparation of PP/MWCNT composites
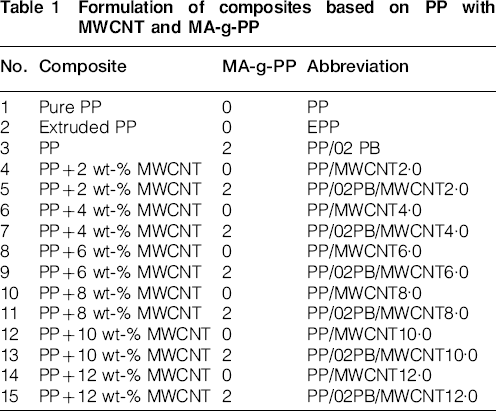
Composites of PP/MWCNT were prepared at 2, 4, 6, 8, 10 and 12 wt-% MWCNT loadings and with 2 wt-% MA-g-PP (see Table 1 for mixture compositions). Materials were tumble blended for 10 min by a three-dimensional Turbula mechanical mixer before extrusion.
Formulation of composites based on PP with MWCNT and MA-g-PP
Each composite was melt compounded using a co-rotating twin screw extruder (PRISM-TSE-16-TC, 15∶1 length to diameter ratio), with set barrel temperatures of 180–200–210°C respectively, at a screw speed of 100 rev min−1. The screw configuration employed was a relatively low intensity mixing type, having one section consisting of staggered bilobal mixing paddles. Molten extrudate was quenched in cold water and pelletised for subsequent forming and analysis. For mechanical characterisation the nanocomposite pellets were injection moulded by a pneumatic ram injection moulding machine at a set temperature of 220°C and a pressure of 0·35 MPa. Flexural and tensile test bars were moulded with dimensions of 25×10×4 mm and 33×6×2 mm respectively. Five samples were tested and the mean value of true standard deviation calculated for n number of samples using equation (1)

Characterisation techniques
Investigation of as received MWCNT
The surface of as received acid purified MWCNT was analysed by Fourier transform infrared (FTIR) and Raman spectroscopy. Samples for FTIR characterisation were prepared by grinding MWCNTs with potassium bromide (KBr). The mixtures were pressed into ∼1 mm thickness by Specac press and analysed by a Digilabs Scimitar series infrared spectrometer (UMA 400). The spectra were performed in a transmission mode at resolution of 4 cm−1 and 128 scans. The presented spectra were baseline corrected and transformed to absorbance mode. Raman studies were performed on MWCNT powder by a Raman-Reinshaw inVia spectrometer, equipped with a 785 nm Solid state laser source. The spectrums were collected in external mode from 9 scans with 10 s exposure time and 10% laser power.
Characterisation of PP/MWCNT
Mechanical properties
Tensile and flexural tests were carried out using a tensometer (Instron 5564) at ambient conditions and a deformation rate of 5 mm min−1. Five samples were tested and the mean values and standard deviation calculated from each dataset. Tensile and flexural properties of each sample were measured according to BS EN ISO 527-1 and BS EN ISO 178 respectively.
Dynamic mechanical analysis (DMA)
Tests by DMA were conducted using a dynamic mechanical analyser (TA Instruments DMA Q800) to measure the modulus and damping characteristics of each composite. Rectangular samples were tested in dual cantilever bending mode at a frequency of 1 Hz, soak time of 15 min and a heating rate of 3°C min−1. Three samples of injection moulded specimen bars of size 35×10×4 mm were tested for each composition at a temperature range of −10 to +30°C and strain rate of 0·1%. Liquid nitrogen was used to cool the system.
Rheological properties
Complex viscosity, storage and loss moduli were obtained in dynamic oscillation mode using a rotational rheometer (Anton Paar MCR 301) with parallel plates of 25 mm diameter at constant gap of 1 mm. Frequency sweeps between 10−1 and 102 s−1 were performed within the linear viscoelastic range of the materials at a strain of 5% and a temperature of 200°C.
Thermal analysis
Thermal transitions were investigated using differential scanning calorimetry (DSC). A TA Instruments Q2000 DSC was used to measure crystallisation rate, enthalpy of fusion and melting temperature. Samples were heated from 20°C to 200°C at 10°C min−1 and held for 5 min to eliminate the thermal history then cooled to 20°C at 10°C min−1.
Characterisation of MWCNT dispersion
To study the dispersion of MWCNTs in the PP matrix, the morphology of the nanocomposites was observed using scanning electron microscopy (FEI Quanta 400 ESEM) at 20 KV. In order to attain sufficient magnification, the extruded nanocomposite samples were fractured in liquid nitrogen and a thin layer of gold was deposited on the surface of the fractured samples.
Results and discussion
Infrared and Raman analysis
Figure 1 shows the FTIR spectra for the as received acid purified MWCNT. In Fig. 1a the band at 1140 cm−1 and small peak at 1750 cm−1 were associated with C-O and C = O stretching vibration mode respectively.33 Also the band at 1560 cm−1 and ∼1430 cm−1 can be stretching bands related to the carboxylate ions. 37 38 37,38,49 The appearance of IR band at 1560 cm−1 followed by a small peak at 1750 cm−1 can be a feature of carboxyl group in the acid purified MWCNT.41 The small intensity of the peak around 1750 cm−1 may indicate the mild acid treatment. In Fig. 1b the bands between 2800 and 3000 cm−1 are related to the C-H symmetric and asymmetric stretching vibration. The strong peak at 1640 and 3450 cm−1 corresponds to O-H stretching vibrations as a result of acid treatment in the acid purified MWCNT or adsorbed water in KBr pellets.
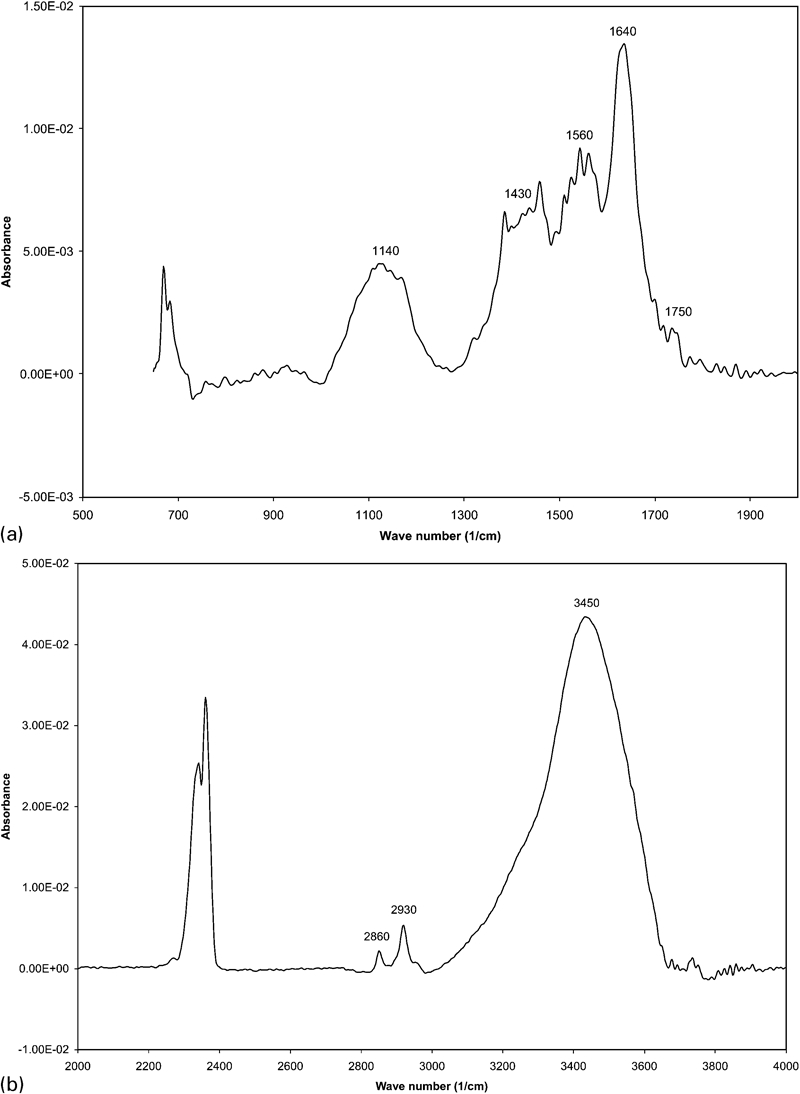
Spectra of FTIR of as received MWCNT in spectral range of a 500–2000 cm−1 and b 2000–4000 cm−1: peak positions are indicated
The densities of structural defects in MWCNTs were analysed by Raman spectroscopy and the spectra were shown in Fig. 2. The as received acid purified MWCNT showed two main features, the disorder mode (D band) at ∼1200 cm−1 and tangential mode (G band) at ∼1600 cm−1. The D band indicates the amount of defects and imperfection in the structure of MWCNTs while G band shows the vibration of carbon atom along the tube axis. The disorders in carbon nanotubes can be attributed to defects, amorphous carbon, kinks, and sp3 hybridised carbon as a result of functionalisation. 43 , 50 The ratio of D to G band intensity (ID/IG) can be used as an estimation of the structural order and purity of the MWCNT. The ratio of ID/IG in the raman spectrum shown in Fig. 2 is ∼1·7. This is similar to reported values for acid purified samples.46 The higher intensity of D band than the G band can gives an indication that the as received acid purified MWCNTs were not perfect and contained structural defects. 40 , 51
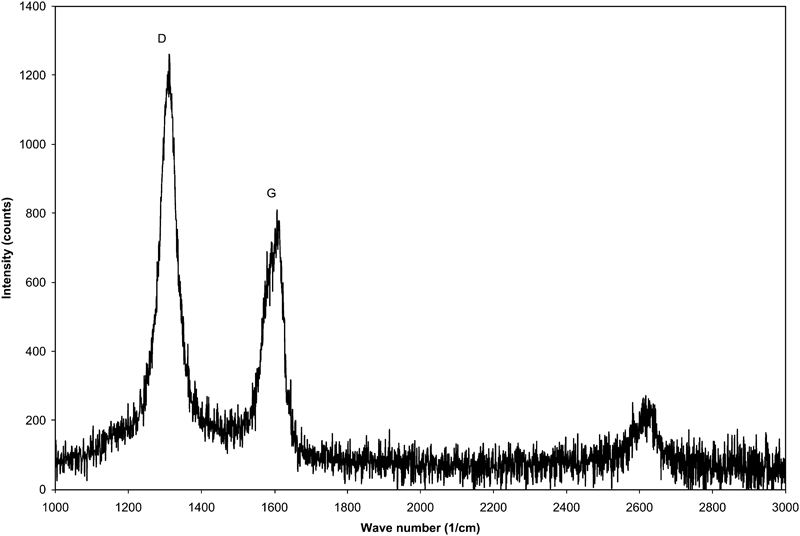
Raman spectra of as received MWCNT
Properties of PP/MWCNT
Tensile properties
Figure 3 shows the effect of carbon nanotube loading on the tensile modulus of PP, with and without addition of MA-g-PP. Tensile modulus was found to increase linearly with carbon nanotube loading in both cases, with compatibiliser increasing the reinforcing effect. Without compatibiliser a maximum increase of 45% over unfilled PP was observed at 12% MWCNT content, compared to a corresponding increase of 100% at 10% MWCNT loading with MA-g-PP. This reinforcing effect is probably due to the formation of hydrogen bonds between the maleic anhydride and the carboxyl groups in acid purified MWCNTs allowing better stress transfer between the PP and the MWCNTs. This observed enhancement in elastic modulus by maleic anhydride is higher than the values reported for a similar PP/MWCNT MA-g-PP formulation prepared by masterbatch dilution compounding.36
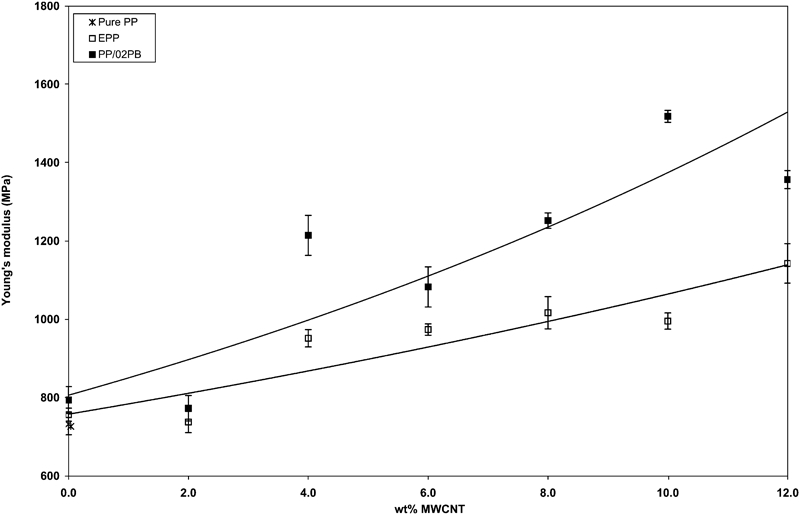
Effect of carbon nanotube loading and MA-g-PP on tensile modulus of PP: error bars indicate ±1× standard deviation, exponential fit applied
Corresponding ultimate tensile strength results are presented in Fig. 4. It can be seen that the tensile strength of unfilled PP increased with addition of MWCNT content up to 8 wt-% of MWCNT and decreased at higher loadings. Addition of MA-g-PP had a negative effect on tensile strength in all cases, and the value of tensile strength for both composites decreased above 6–8 wt-% MWCNT. Such a decrease in tensile strength of the PP matrix may be due to the formation of an interconnected network resulting in poor stress transfer to the nanotubes. The results also suggest that addition of MA-g-PP had a negligible effect on dispersion of nanotubes and that improved bonding between the nanotubes and polymer matrix led to a tensile failure at lower stresses. This is likely to be a result of large agglomerations of nanotubes forming crack initiation sites, such behaviour has been reported previously. 27 , 29 Decreases in toughness and elongation to fracture has also been reported at high carbon nanotube content52 and attributed to agglomeration.
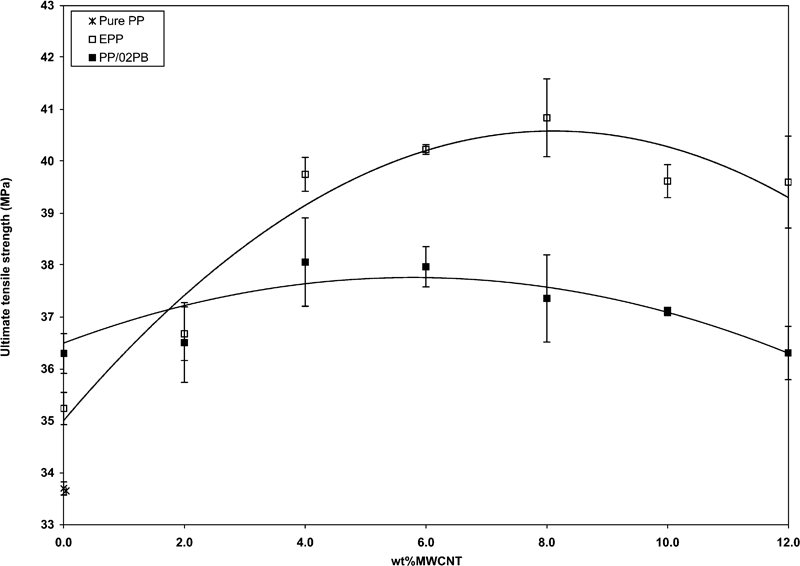
Effect of carbon nanotube loading and MA-g-PP on ultimate tensile strength of PP: error bars indicate ±1× standard deviation, polynomial fit applied
Flexural properties
Figure 5 represents the dependence of the flexural modulus on MWCNT content and the effect of MA-g-PP. Flexural modulus was found to increase with increasing MWCNT content and the addition of maleic anhydride enhanced the flexural modulus of PP/MWCNT slightly, although less significantly than those observed in the tensile modulus. On average the flexural modulus improved by 4% compared to a corresponding increase of 28% in tensile modulus. This may be related to orientation effects during injection moulding of the samples along the sample length leading to improved strength in that direction, thus increasing tensile stiffness.
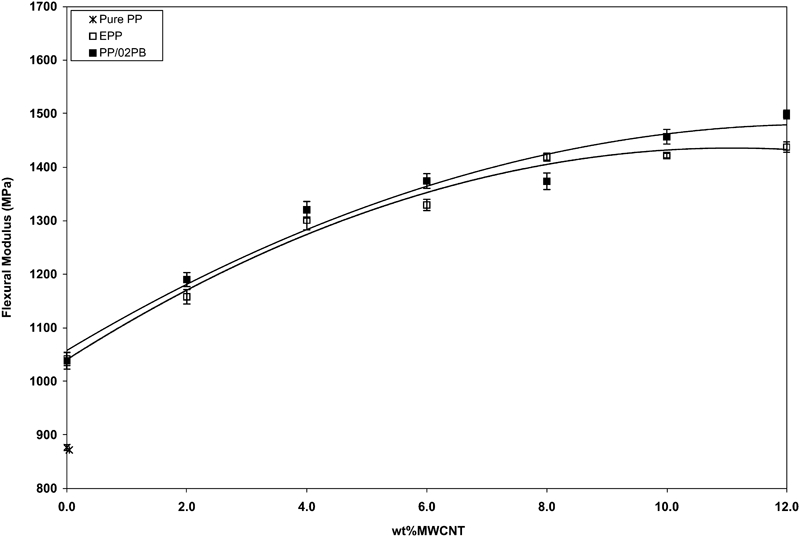
Effect of carbon nanotube loading and MA-g-PP on flexural modulus of PP: error bars indicate ±1× standard deviation, polynomial fit applied
Dynamic mechanical analysis
Figure 6 shows the results from DMA experiments performed on moulded samples in cantilever bend mode. The storage modulus of PP/MWCNT and PP/MWCNT/2 wt-%PB at 20°C is plotted against different MWCNT contents. As with flexural modulus, addition of MWCNTs was found to increase the storage modulus of the PP and MA-g-PP addition increased the storage modulus further for most of the samples, presumably due to improved interfacial bonding. These results show a similar trend to those observed in three-point bending which is expected as the deformation mode is similar. Glass transition temperature Tg was calculated from the peak value of tan delta (phase lag) during DMA tests 53 , 54 and the results are shown in Table 2.
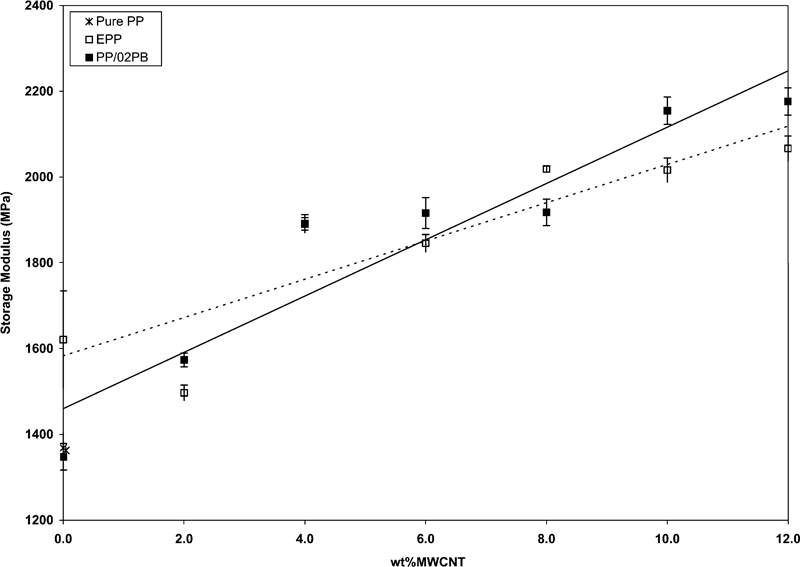
Effect of carbon nanotube loading and MA-g-PP on storage modulus of PP: error bars indicate ±1× standard deviation, linear fit applied
Glass transition temperature with value of standard deviation of PP/MWCNT at different MWCNT contents and 2 wt-% MA-g-PP
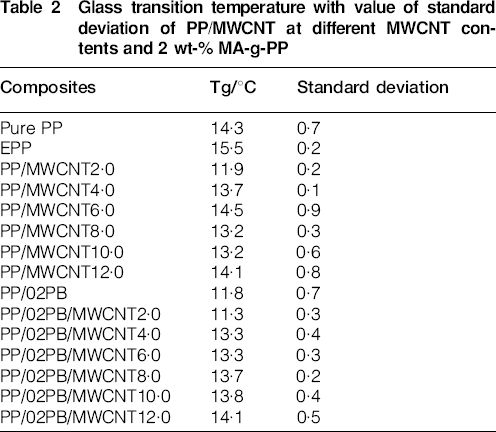
It can be seen that introduction of 2 wt-% MWCNT significantly lowered the glass transition temperature of unfilled PP (pure PP) and increased with increased loading of MWCNTs, from 2 wt-% and above. This is in agreement with previously reported studies and has been attributed to the carbon nanotubes restricting mobility of the polymer chains.44 These results suggest that at minimum loadings molecular mobility of the PP chains were improved by nanoparticulates but were retarded at increased loadings. The presence of MA-g-PP was observed to have a negligible effect on Tg of the nanocomposite.
Rheological studies
Figure 7 shows the complex viscosity of PP/MWCNT composites measured using oscillatory rheometry. In all cases the shear viscosity exhibited shear thinning behaviour at high frequencies and tended towards a Newtonian plateau at low frequencies. Without MA-g-PP (Fig. 7a) the viscosity was observed to increase with carbon nanotube loading above 2 wt-%, the effect being more pronounced at low frequencies. This behaviour is attributed to large agglomerations restricting the motion of polymer chains.55 With addition of compatibiliser (Fig. 7b) the viscosity again increased with increasing carbon nanotube loading, up to ∼8 wt-% carbon nanotube, above which there was no significant further change. This suggests that the MA-g-PP may have had a positive influence on dispersion of carbon nanotubes or interfacial bonding, as the changes in flow behaviour above 6–8 wt-% MWCNT could indicate the formation of a percolated network which restricts the flow of polymer chains. This behaviour is in agreement with previous studies reported for PP/MWCNT composites. 24 , 35 Interestingly, in both cases viscosity was lower at 2 wt-% MWCNT loadings than unfilled PP, possibly indicating that dispersion at this low loading of the MWCNT was better than at higher loadings. This may be related to the percentage of compatibiliser used, which was kept constant at 2 wt-% in all formulations investigated in this work.
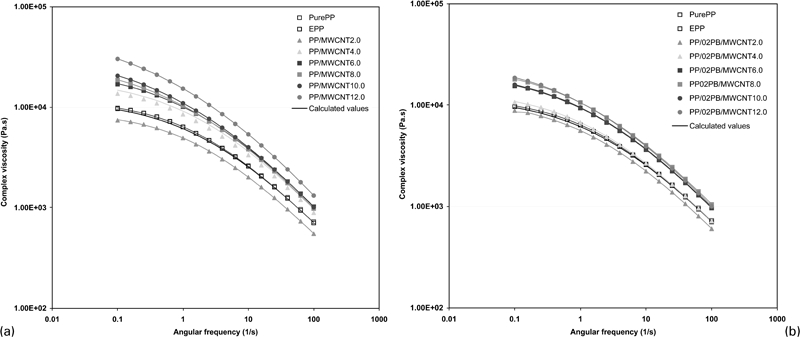
Effect of a MWCNT loading and b MWCNT loading and MA-g-PP on complex viscosity: experimental data shown with Carreau–Yasuda model fit
In order to further investigate the relationship between complex viscosity η and angular frequency ω, the Carreau–Yasuda model
56
, 57 was fitted to the experimental data, given by the equation
 represents angular frequency ω, η0 is the zero shear rate viscosity, ηω is the infinite shear viscosity and λ is the characteristic of relaxation time. The value λ determines the shear rate at which the transition from Newtonian to shear thinning behaviour occurs, a determines the width of the transition region, and n is the power law index which determines the slope of the viscosity curve in the shear thinning region. The Carreau–Yasuda model was found to provide a good fit to all the composites studied. Fitted values of η0, λ and n for PP/MWCNT at different MWCNT contents and 2 wt-% MA-g-PP are summarised in Table 3. From the corresponding plots of storage G′ and loss moduli G″, the modulus values and frequencies at which storage and loss moduli crossed were calculated and also included in Table 3. These parameters provide an indication of the transformation from predominantly viscous to elastic flow behaviour.
represents angular frequency ω, η0 is the zero shear rate viscosity, ηω is the infinite shear viscosity and λ is the characteristic of relaxation time. The value λ determines the shear rate at which the transition from Newtonian to shear thinning behaviour occurs, a determines the width of the transition region, and n is the power law index which determines the slope of the viscosity curve in the shear thinning region. The Carreau–Yasuda model was found to provide a good fit to all the composites studied. Fitted values of η0, λ and n for PP/MWCNT at different MWCNT contents and 2 wt-% MA-g-PP are summarised in Table 3. From the corresponding plots of storage G′ and loss moduli G″, the modulus values and frequencies at which storage and loss moduli crossed were calculated and also included in Table 3. These parameters provide an indication of the transformation from predominantly viscous to elastic flow behaviour.
Measured rheological properties at 200°C
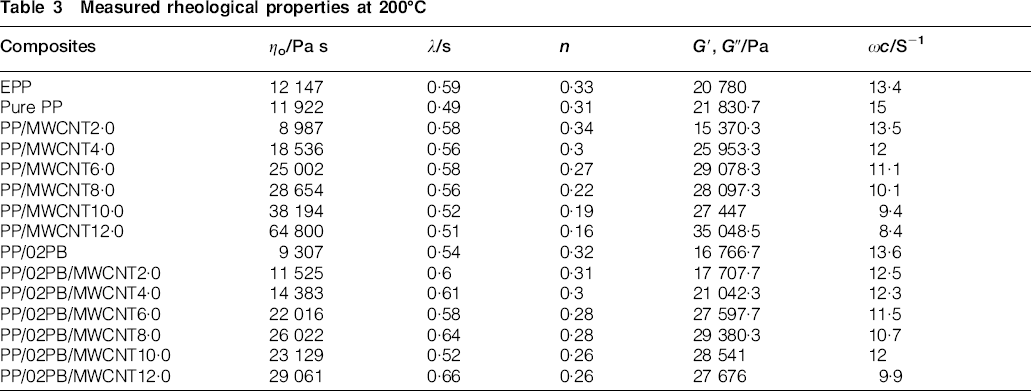
From the fitted parameters shown in Table 3, it can be seen that MWCNT loading had a significant effect on rheological properties. Values of Newtonian shear viscosity η0, and power law shear thinning index n, are plotted against MWCNT loading with and without compatibiliser in Fig. 8. From Fig. 8a it can be seen that without compatibilser η0, increased significantly at 10 and 12 wt-% MWCNT, whereas with the addition of compatibiliser this large increase was not observed. Corresponding plots of n, as shown in Fig. 8b reveal that the shear thinning behaviour was retarded with the introduction of MA-g-PP. These results suggest that dispersion of the nanotubes was improved by introduction of MA-g-PP, as non-Newtonian behaviour at low frequencies and high levels of shear thinning are known to result from agglomeration of nanofillers.
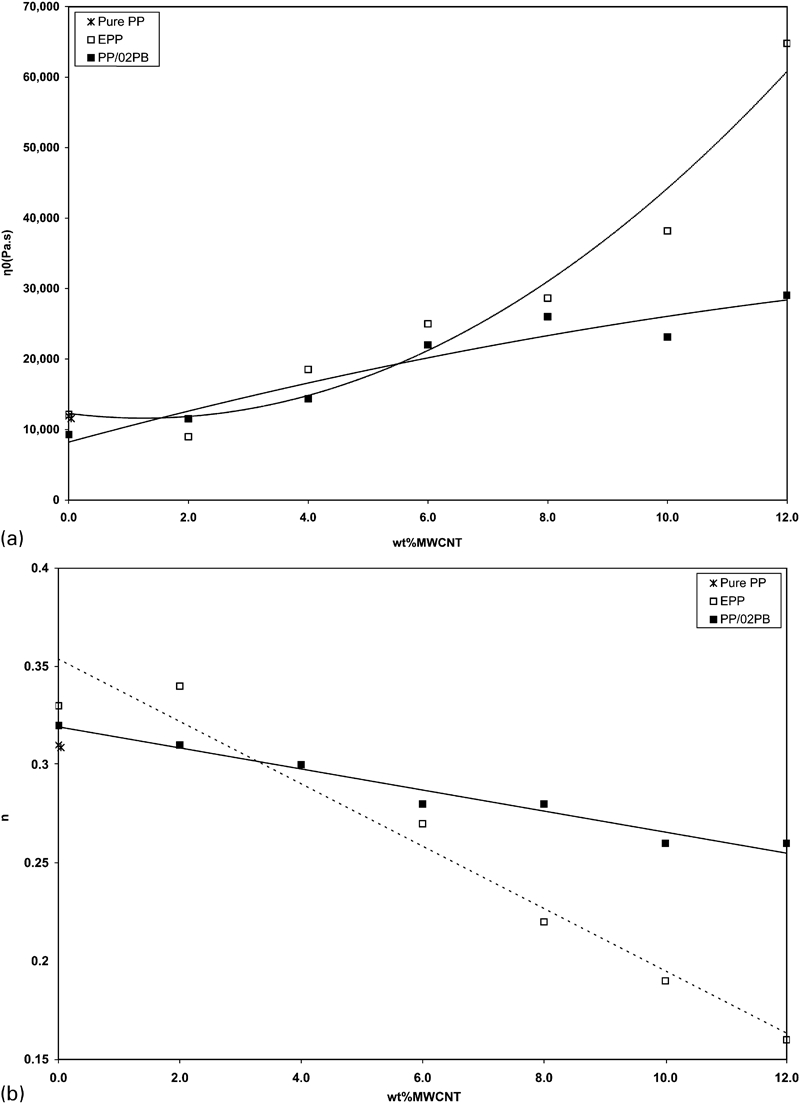
a dependence of zero shear rate viscosity on MWCNT loading and MA-g-PP content and b dependence of shear thinning index on MWCNT loading and MA-g-PP content: fitting parameters from Carreau–Yasuda model
From Table 3 it can also be observed that addition of MWCNTs increased the levels of both G′ and G″ at the crossover point, and that value of ωc (crossover angular frequency) shifted toward lower angular frequencies. At a MWCNT loading of 12 wt-% the value of ωc for pure PP dropped from 15 to 8·4 s−1. This indicates that a pseudoplastic solid network was formed and that the relaxation dynamics of pure PP were affected by MWCNTs. Similar behaviour has been reported for other polymer nanocomposites. 58 , 59 Addition of 2 wt-% maleic anhydride to PP/MWCNT retarded the decrease in ωc, again suggesting a slight improvement in dispersion.
Nanocomposite dispersion can be further analysed by plots of G′ against G″ (Cole-Cole plots). Deviation from the unfilled matrix behaviour has been proposed as an indication of high levels of nanoparticle dispersion. 36 , 45As shown in Fig. 9, all composites examined here did not deviate significantly from the unfilled matrix material, indicating a relatively poor level of dispersion at all loadings, with negligible effect of MA-g-PP. Of all the composites examined, only at 2 wt-% loading did the Cole–Cole plots suggest that significant dispersion levels were achieved.
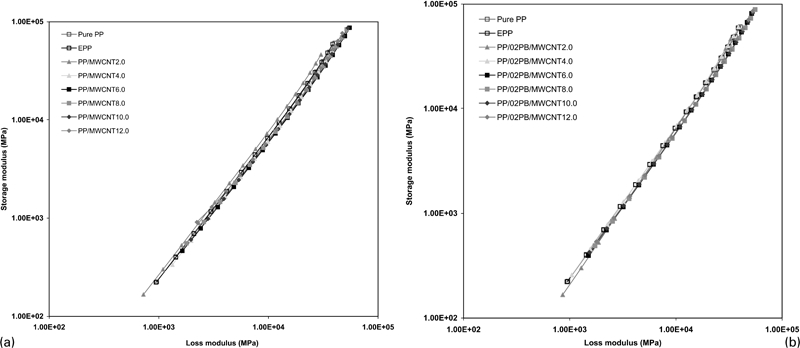
Cole-Cole plot for composites a without and b with MA-g-PP
Interpretation of the rheological behaviour of nanocomposites is a complex art, especially in the presence of a tertiary additive such as a compatibiliser. However, the rheological results obtained here appear to be in agreement with the mechanical characterisations reported earlier, and suggest that while MA-g-PP may influence interfacial bond strength the dispersion of all composites was relatively poor. It should be noted that the screw configuration employed in the twin screw extrusion compounding step was of a relatively low mixing intensity design. These results indicate that high levels of dispersion are difficult to achieve without a more intensive compounding process.
Thermal analysis
Results from thermal analysis of PP/MWCNT composites are shown in Table 4 at a range of carbon nanotube loadings. Crystallisation temperature Tc, melting temperature Tm, enthalpy of crystallisation ΔHc and fusion ΔHm were calculated from integrating the peak values of DSC heat flows. Percentage of crystallinity Xc1 and Xc2 (%) were calculated from the enthalpy of crystallisation60–62 and melting
63
, 64 peaks respectively using the following equations
Crystallisation temperature, melting temperatures, crystallisation and fusion enthalpies and crystallinity degree of PP/MWCNT at different MWCNT contents and 2 wt-% MA-g-PP

Nanocomposites have been found to enhance the nucleation of crystal growth, increase the crystallisation rate and form smaller spherulites. 24 , 61 As shown in Table 4, peak crystallisation temperatures were found to increase dramatically with addition of MWCNTs and increased further with increasing nanotube loading. This confirms the nucleating effect of the nanotubes during crystallisation. Addition of MA-g-PP had negligible effect on Tc, suggesting that dispersion levels were not significantly affected. Enthalpy of crystallisation and melting decreased with increasing nanotube loading, which has been attributed to nanotubes inducing a heterogeneous nucleation, leading to more defect ridden crystalline lamella and less ordered crystals of PP. 23 , 24 Percentage of crystallinity was relatively unaffected by MWCNT loading or MA-g-PP.
Scanning electron microscopy analyses
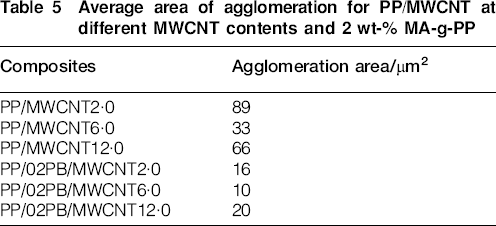
Figure 10 shows SEM images of fracture surfaces of PP composites at loadings of 2, 6 and 12 wt-% of MWCNT with and without MA-g-PP respectively. Carbon nanotubes can be seen as the light coloured particles. Figure 10a and b shows that, at loadings of 2 and 6 wt-%, some MWCNTs appear to be dispersed, but the majority of nanotubes form agglomerates. Figure 10c shows that at 12 wt-% loading the nanotube agglomeration is more pronounced and in larger numbers. Corresponding SEM images of composites incorporating MA-g-PP are displayed in Fig. 10d–f. Agglomerations of nanotubes were also observed at all three loadings studied, although the size and density of these agglomerations appeared to be smaller than those without compatibiliser. The average areas of agglomeration in Fig. 10 were measured by AnalySIS 3.2 software (Soft Imaging System GmbH, Germany) and the result were summarised in Table 5. Interestingly, by addition of MA-g-PP the average size of agglomeration area of PP/MWCNT composite decreased from 63 to 15 μm2. It is clear from these SEM observations that a high level of dispersion was not achieved in any of the composites studied, reflecting the findings of the mechanical and rheological characterisations. A relatively low mixing intensity twin screw extruder configuration is likely to have influenced these poor dispersion levels. Development of novel, intensive screw configurations and incorporation of dispersants will be the subject of our future studies with these composite materials.
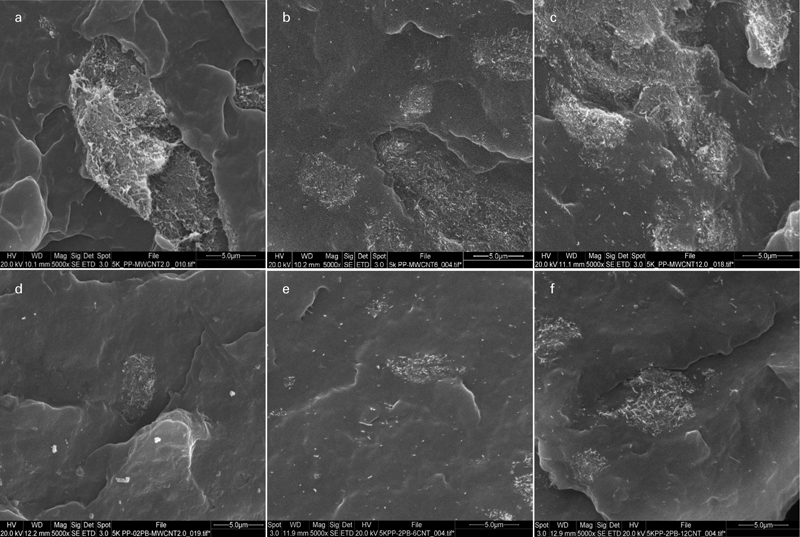
Fracture surface images (SEM) of PP/MWCNT at a 2 wt-% MWCNT, b 6 wt-% MWCNT, c 12 wt-% MWCNT, and PP/MWCNT containing 2 wt-% MA-g-PP at d 2 wt-% MWCNT, e 6 wt-% MWCNT and f 12 wt-% MWCNT
Average area of agglomeration for PP/MWCNT at different MWCNT contents and 2 wt-% MA-g-PP
Conclusions
Mechanical, rheological and microstructural properties of PP with MWCNTs were investigated with and without the addition of a maleic anhydride compatibiliser. Results suggested that addition of compatibiliser improved interfacial bonding but had a limited effect on the dispersion of MWCNTs in a PP matrix. Nanotubes were found to increase stiffness by up to 100% compared to unfilled PP. Ultimate tensile strength increased up to 8 wt-% loading of MWCNTs above which it decreased. Addition of compatibiliser enhanced stiffness values but decreased tensile strength at all MWCNT loadings. Analysis of melt rheology suggested that levels of dispersion were relatively poor in all composites examined, although some positive influence of compatibiliser on agglomeration was observed and confirmed by microstructural analysis of fractured surfaces. A relatively low mixing intensity screw configuration in the melt compounding process was thought to have influenced the low levels of dispersion observed.