
Abstract
A new recycling technology (namely ‘direct powder moulding’) is proposed to produce large rubber parts from spent tyres without any addition of virgin materials or linking agents. Rubber pads were produced by compression moulding of rubber powder mixtures which were obtained by mechanical grinding of ground tyre rubbers. In this study, the effect of different powder mixtures on the final performances of the moulded parts was evaluated. Starting from three initial size distributions of the rubber powder, other binary and ternary blends were prepared, for a total of 15 different powder distributions. All these rubber mixtures were compression moulded to produce large pads. Differential scanning calorimetry of the rubber powders was carried out as well as tensile tests and dynamic mechanical analyses on samples extracted from the pads. It was found that the rubber powder distribution strongly affects the mechanical performances of the recycled rubber moulded products.
Introduction
The modern industrial development must take into consideration the enormous waste of materials and energy in the last years. Even if people have been made aware of the environmental risk connected with the industrial production, there are only few initiatives which allow the reduction in the related energy consumption and the extraction of raw materials from waste. Nowadays, the social and political attention on these themes is very strong but the government agencies do not operate efficiently and the scientific research seems to be ineffective. A typical example is given by the management of spent tyres which are already an increasing problem for the European Union. Nevertheless, a great effort has been made in the scientific community to solve the problem of tyre recycling. In order to have an outlook of the technical strategies for tyre recycling, the scientific contribution in the last 5 years was taken into consideration. Numerous articles were published dealing with technologies for tyre recycling.
Tyre remanufacturing is the simplest way to solve the problem of the management of spent tyres. There are two competing technologies in tyre retreading: the mould cure process and the precure process.1 In both cases, retreated tyres deliver the same mileage as comparable new tyres, although they are sold with discounts between 30 and 50%. However, there are several stages in the retreading process where some material is lost, and tyre retreading is not always technically feasible. Moreover, tyre retreading has already reached its limits with respect to the fraction of the demand willing to buy ‘green tyres’ eventually. As a result, remanufacturing cannot be considered the only solution for spent tyre recycling but only a valid alternative for small quantities of tyres.
In order to recycle a tyre, the first processing step is the tyre grinding. Each tyre is cut in small parts for successive processing and, in some cases, scrap tyres are subsequently grinded to separate the spent rubber from the other materials (steel and organic fibres). Crum rubber can be produced from scrap tyres in a wide range of particle sizes and quality levels. The profitability of a crumb facility appears to be sensitive to crumb rubber prices, operating costs and raw material availability.2 The optimisation of the grinding systems is already a matter of research. The kinematics and wear of tool blades for tyre shredding are essential for an optimal process design.3 After grinding, cyclones and mechanical separators are used for the removal of tangled steel and rayon fibres from crumbed rubber products: a vertical Venturi separator can be used as well.4 After grinding, crumb rubber can be recycled in different ways: pyrolysis is one of the best known. In tyre pyrolysis, solid, liquid and gaseous products are obtained. The solid compounds (∼40 wt-% of the initial rubber) are mostly constituted of carbon black. In the latest studies, the characterisation of liquid products from pyrolysis has been expanded.5 as well as the pyrolysis kinetics under fast heating conditions.6 Nitrogen thermal plasma pyrolysis has the advantage of eliminating the emission of toxic substances and the generation of liquid products. 7 , 8 However, many other technological solutions can be used to improve the process efficiency, such as a vertical reactor with multiple hollow discs,9 a conical spouted bed reactor10 and a steam activation of the pyrolytic carbon black.11 During pyrolysis, a non-condensable gas is formed which is composed by a mixture of light hydrocarbons, carbon dioxide and monoxide, and hydrogen. Owing to its high calorific value, this gas can be used to supply energy to the tyre endothermic pyrolytic process, monitoring the related emissions.12 Also pyrolytic oils can be burned for energy recovery.13
Combustion is just another recycling solution for tyre recycling. In this case, shredded tyres can be directly used without any successive grinding process. Tyre derived fuels (TDF) can be also used as a supplement fuel for the clinker production.14 However, TDF cannot exceed 30% of the kiln fuel without adversely altering the chemistry of the cement's hardening process. As a further advantage, the use of TDF allows kilns to reduce NOx emissions.15 Tyre derived fuels can also be used in cupolas,16 or in fluidised beds for steam generating,17 and low temperature gasification.18 Gasification with steam and carbon dioxide was also suggested to produce activated carbons from tyres,19 and fluidised beds can be used for this aim.20 Activated carbons are widely used as adsorbents in both gas phase and liquid phase separation processes, and are generally prepared from many carbonaceous materials including wastes and agricultural byproducts. Dealing with their absorption properties, tyre shreds can be directly used as drainage media in landfill leachate collection systems.21 As tyre rubber is flexible and hydrophobic (i.e. oilphilic), that is a good candidate as an oil adsorbent.22 About 2·2 g of motor oil can be adsorbed to each gram of 20 mesh tyre powder. Graft copolymerisation of tyre rubber was also used to improve the oil absorbency.23 However, the production of energy and valuable chemical products from waste tyres remains the main goal of their chemical reprocessing. In fact, catalytic pyrolysis and distillation lead to the production of an oil with high gross calorific value.24 Scrap tyre derived oils can also be upgraded by means of activated carbon supported metal catalysts to produce liquid fuels.25 Acetylene was obtained from the copyrolysis of biomass and waste tyres.26
Chemical processes intend to extract energy and chemical substances from the spent tyres. In this way, the rubber structure has to be destroyed, whereas the material performances of the rubber could also be used. Even if tyre remanufacturing is not always feasible, a structural application should always be preferred for the spent tyre as structural parts made of recycled rubber directly reduce the consumption of natural resources, and do not prevent successive chemical recycling processes. For example, the rubbers of the spent tyres still preserve good damping properties. Additives from recycled tyres were used with plaster to change the acoustical and physical–mechanical properties of sound absorption materials.27 Recycled rubber granulates were also used to damp rectangular tubes.28 Scrap tyres were efficiently used as damping materials in the construction of roads. In the case of road embankments, using tyre shreds as a lightweight fill, can consume large quantities of scrap tyres with certain engineering benefits.29 Recycled tyre chips allow the reduction in railroad vibration due to transports,30 and give the possibility to reduce dynamic earth pressure during compaction of backfill.31 Another way to use spent tyres for the construction of roads deals with the production of asphalt mixtures. In fact, the addition of recycled tyre rubber in asphalt mixtures using dry process can improve their engineering properties in laboratory tests.32 However, use of scrap tyres in asphalt or other pavement applications, although technically viable, needs to be subsidised in order to compete with conventional aggregates in meeting the technical requirements for asphalt pavements.33 On this point, during the asphalt production, it was observed that modification of bitumen with rubber makes the mixture less compactable when compared with the mixtures made without rubber.34 Moreover, processing procedure and tyre type play an important role in the determination of the mixture viscosity.35
Asphalt is not the only construction material under consideration for tyre recycling. Many scientific studies deal with the production of rubber modified concretes, and in this case the final results are not very impressive. From laboratory tests, it was observed that strength and stiffness of concrete modified with waste tyre fibres or chips were always lower than those without waste tyres.36 Previous treatment of rubber with NaOH and silane does not produce significant changes on compressive strength and splitting tensile strength of Portland I concrete composites.37 Self-compacting technology leads to better results,38 but the application of rubber granulates to replace coarse and fine aggregates in pedestrian concrete block seems to be more interesting.39 In fact, crumb rubber can make concrete blocks more flexible and thus provide softness to the surface. Moreover, the material durability is acceptable.40 Alternatively, the typical properties of rubber filled concrete can be exploited to produce controlled modulus columns41 or improving thermal and sound properties of precast panels.42
Apart from concrete, scrap tyre powders can be used as fillers for many other structural materials. The simplest case is the incorporation of rubber waste in virgin rubber. Thermochemically partially devulcanised ground tyre rubber was revulcanised with different virgin rubbers.43 Recycled tyre materials were also used in natural rubber based,44 and in natural rubber/polybutadiene rubber blend45 based tyre tread composites. However, deterioration in tensile strength, fatigue to failure and abrasion properties were observed. Particularly, it was found that using devulcanised rubber as part of rubber yields much better properties than using it as filler.46
Structural composites can be produced by using non-rubber matrices. Granulated rubber and polyurethane prepolymers were used for the synthesis of rubber waste–polyurethane composites.47 Rubber powders were also modified with peroxide producing polypropylene/rubber composites.48 However, the most interesting results were obtained by mixing rubber powders and polyethylene. The possibility to produce secondary materials by blending recycled polyethylene coming from greenhouses and tyre rubber is particularly interesting.49 Avoiding virgin materials use seems to be the only successful recycling strategy, and polyethylene, like tyres, is present in a lot of civil and industrial applications. High performance thermoplastic elastomers, based on recycled high density polyethylene, olefinic type ethylene–propylene–diene monomer rubber and ground tyre rubber treated with bitumen, were also prepared by using dynamic vulcanisation technology,50 with a good compatibility between the components.51 It was also observed that treatments with H2SO4 and silane coupling agent,52 as well as Y irradiation,53 improve the rubber ability to interact with high density polyethylene. Other methods to increase mechanical properties of composites are: the addition of polypropylene filled with 30 wt-% glass fibre,54 the rubber oxidation55 and the free radical mechanism, by adding a peroxide.56 However, using additional treatments or virgin materials leads to an increase in the production cost which is a serious obstacle to the development of a sustainable recycling technology. An interesting result was obtained by sintering rice husk–waste tyre rubber mixtures: no linking agent was necessary even if the adhesion between the components has to be improved.57 However, following the concept of a recycling technology without using virgin materials, the most interesting contribution was already given in 2003 by Bilgili et al.58 They proposed a new two stage recycling process: first, the pulverisation of the rubber granulates into small particles using a single screw extruder in the solid state shear extrusion process; then, the compression moulding of the produced powder in absence of virgin rubber. Good mechanical performances were obtained at the end of the two stage process. Bilgili et al. discussed that, after the pulverisation, the single rubber particle acquired new reactivity because of the broken links on the external particle surface. It is very singular that among the latest contribution (last 5 years), almost no one deals with this recycling technology. A contribution can be cited about the preparation of composites from ground tyre rubber and waste fibre by mechanical milling.59 A pan mill mechanochemical reactor was developed to partly devulcanise the rubber which was subsequently mixed with the other components, and revulcanised.
In a recent work, the same authors of this article have shown that rubber particles from mechanical grinding of tyres can be compression moulded as well.60 Thus, solid state shear extrusion process is not the only way to provide new reactivity to the recycled rubber particles. The proposed recycling technology was called ‘direct powder moulding’ so as to refer to the absence of any virgin material or linking agent. Three different size distributions of the rubber powder were considered in the experimentation: coarse particles, medium size particles and fine powders. In the current study, the authors have evaluated the effect of the different powder mixing on the final performances of the moulded products. Starting from the three initial size distributions, 15 different mouldable mixtures were obtained and a significant difference in the mechanical performances of the moulded products was observed (up to 50%).
Materials and methods
Exhausted tyres were comminuted by mechanical grinding to produce rubber powders with different size distributions. Tyre grinding was carried out by Sycorex Ricerche Italia S.p.A. (Caserta, Italy) which supplied the rubber powders used in the experimentation. Three size distributions were available (namely fine, medium size and coarse particles). Figure 1 shows the powder size distributions extracted by sieving. The reported size is the dimension of the sieve mesh: for the coarsest particles the final value (at 2·5 mm) does not correspond to the average size of the granules but to the minimum size of the powder residual in the last sieve. In conclusion, a very large difference was observed between the finest and the coarsest particles and rubber pellets up to 5 mm of size were present.
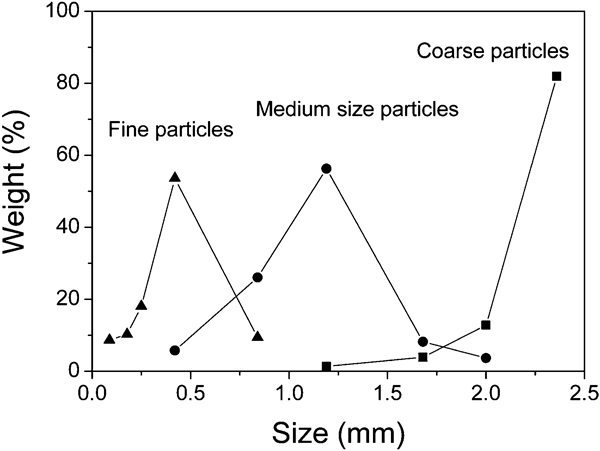
Size distribution of rubber powders used in experimentation
Rubber parts were produced by compression moulding of rubber powder without any addition of virgin rubber or linking agent (i.e. by direct moulding). Thick quadrangular plates with a thickness of ∼15 mm, and the edge length of 150 mm, were moulded in aluminium mould. Figure 2a shows the aluminium mould: the upper punch was particularly tall because of the high contraction of the powder under pressure during moulding. The mould consisted of three parts with a frontal plate which could be removed to extract the moulded plates. A hole was drilled in a vertical wall of the mould for the insertion of a thermocouple to monitor temperature during moulding. The aluminium mould was placed between the plates of a hot parallel plate press which provided the necessary heat and pressure. This press was a hydropneumatic press by ATS FAAR with a maximum load of 264 kN and the plate size of 300×300 mm2. The moulding procedure was defined according to a previous study.60 A pressure of 2·6 MPa was applied and the plate temperatures were fixed at 250°C. During the process, material was left under the combined action of temperature and pressure until the value of 200°C was reached for the mould temperature. Afterwards, the plate heating was turned off and the mould was left under pressure for following 15 min. The moulding parameters were left constant for all the moulded plates, and only the powder size distribution was changed. Several mixtures of the available powders were prepared according to Fig. 2b. Rubber plates were moulded with 100% of fine, medium size or coarse particles, as well as with binary and ternary mixtures. By using a step of 25 wt-% of the single component for the mixture preparation, nine binary blends and three ternary blends were prepared, and a sum of 15 different powder distributions were produced. The same weight of rubber powder was used (350 g) for each moulding test so as to simplify the experimental procedure; as a consequence, a difference in the sample thickness was observed in the moulded plates. However, this difference was very small (<1 mm) and, as a consequence, a small difference in density was observed (<5%). The thickness difference is strictly related to the powder blend, and is subsequently discussed in terms of density change. The surface aspect of the moulded plates is greatly influenced by the powder distribution, as shown in Fig. 2c. In this image, the nominal size of the rubber plates is shown together with some moulded plates with 100% of the initial rubber powders. A very smooth surface was obtained with 100% fine particles, and the contour of the single particle is not visible. Instead, in the case of 100% coarse particles, the contour of the larger particles is evident. Even if the plate aesthetics is strongly dependent on the rubber blend, the thermal history of the rubber part during moulding seems to be independent. Figure 3 shows the acquired temperature of the mould for the three plates with 100% of the initial powders. By applying a temperature of 250°C to the heated plates of the press, a time of ∼5 min is necessary to reach 200°C. Subsequently, the heating system is turned off and the rubber part slowly cools. A higher temperature or time would result in material degradation. The temperature curves of Fig. 3 show that the effect of the powder distribution on the rubber heating during moulding is negligible, and it is reasonable to assume that all the plates were processed in similar conditions.
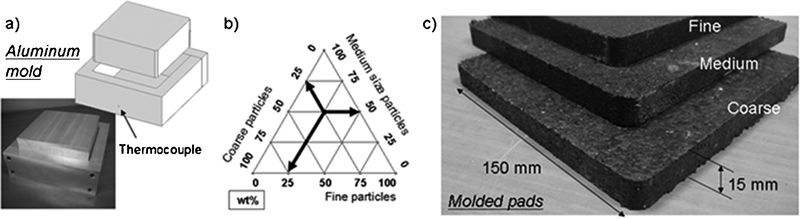
Direct moulding process
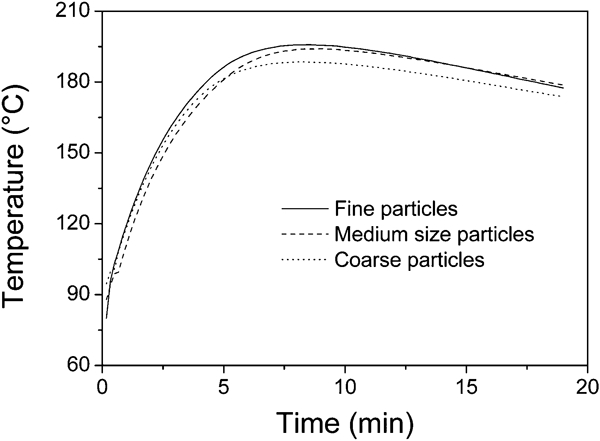
Mould temperature during moulding of plates with 100% of initial powders
Thermal analysis of supplied rubber powders was carried out by means of a differential scanning calorimeter (DSC; Netzsch DSC 200PC). The DSC tests were performed from room temperature to 250°C on samples of the 100% fine, medium size and coarse particles. A double scan was carried out on each sample. The mechanical properties of moulded rubber parts were evaluated by tensile tests which are particularly suitable to evaluate the effectiveness of the powder moulding process. In fact, tensile tests better quantify the adhesion among the rubber particles due to moulding. Five specimens were cut by sawing from each moulded plate with a thickness ranging between 5 and 8 mm, a length equal to the plate edge length (150 mm) and a width equal to the moulded plate thickness (i.e. ∼15 mm). A gage length of 60 mm and a test rate of 10 mm min−1 were used: the test terminated with the sample rupture. Figure 4 shows a comparison between four typical tensile curves for the three different supplied powders and a mixture (fine, medium size, coarse particles and a ternary mixture with 50 wt-% of fine particles). Generally, higher strength and elongation at break are achieved with finer size distributions. Also elastic properties seem to be improved by the reduction in the average size. However, good mechanical properties can be also obtained by mixing the supplied powders. The elastic properties of the moulded rubber were estimated also by means of dynamic mechanical analysis (Netzsch DMA 242C). A small sample was extracted from each rubber plate with a size of ∼5×5×3 mm3. Dynamic mechanical analysis tests were carried out by compression at the temperature of 30°C, and the frequency of 10 Hz.
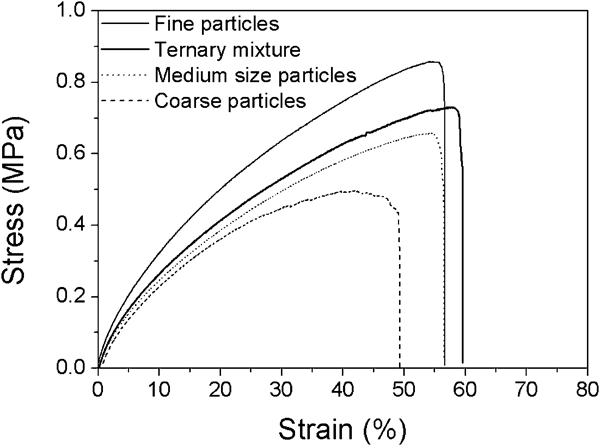
Typical tensile curves of specimens extracted from moulded plates with 100% of initial powders and from ternary mixture
Results and discussion
Owing to the combined action of heat and pressure, the comminuted rubber is shaped in thick plates. The pressure is important to guarantee the contact among the rubber particles during moulding, and the heat is necessary to increase the rubber temperature. At high temperatures, the molecular mobility increases; therefore, the broken links on the surface of the rubber particles can originate a new link. Moreover, if a residual reactivity is present in the comminuted material, polymerisation occurs in both powder bulks and in the contact surface among particles. Another important effect related to the high temperature is the higher material deformation which enhances the contact among the particles under pressure. By increasing temperature, all these mechanisms are exalted, but a limit in the applied temperature value (over 200°C) is present due to the occurrence of rubber degradation or burning over this threshold value. All the powder mixtures showed a good mouldability even if the part aesthetics and properties strongly depend on the powder size distribution. Even if a good agglomeration was observed for all the powder mixtures, the shape of the coarse particles was always visible with naked eye (Fig. 2c). Fine particles have to be used to obtain smooth surfaces. This effect is also clearly visible from the section of the pads. Figure 5 shows these sections (obtained by means of a circular saw) in the case of the three initial size distributions (fine, medium size and coarse). The boundaries among the particles are easily recognisable as the perfect joining cannot be achieved.
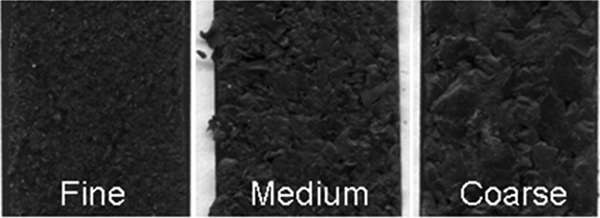
Section of pads moulded with 100% of initial size distributions
Thermal analysis showed that an important material modification occurred during heating of the provided powders, independently of their size distribution (Fig. 6). The material change is evident from the comparison between the first and the second DSC scans for each rubber powder. At high temperatures (>200°C), the first and second scans are superimposed. At lower temperatures, a similar modification of the DSC curves was observed for all the samples. This effect is probably dependent on the residual reactivity and the rubber restructuration, and is surely dependent on the rubber bulk rather than on the powder surface. In fact, the DSC samples were very different in terms of surface/volume ratio but a similar trend was observed for all of them. The DSC results suggest using a temperature of 200°C as a reference for the moulding process: in fact, this temperature is sufficient to complete all the required material modifications. Higher temperatures could reduce the process time as well but produce material degradation.
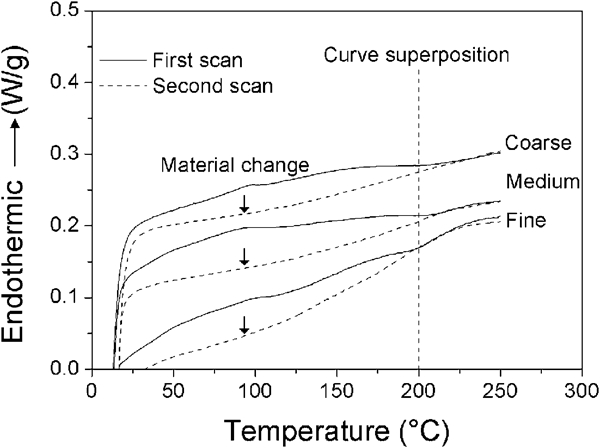
Differential scanning calorimetry tests performed on rubber powders
Figure 6 shows that all the rubber powders used in the experimentation were sufficiently similar, apart from the size. In fact, even if the difference in the size of particles was evident, the DSC curves are very similar. Evidently, the difference in the powder size is not correlated to important material modifications. In this way, if a significant difference would be observed during mechanical testing, it is reasonable to assume that the difference depended on the size distribution. All the test results were arranged in a ternary diagram according to Fig. 2b. Figure 7 reports the ternary diagram of the moulded rubber density. As expected, the highest values were obtained for the combination between the three different size distributions. However, the density change is very low as the maximum difference is in the order of 10%. It is particularly important that similar densities can be obtained by using very different powder mixtures. However, the moulded rubber density is not correlated to the mechanical performances as shown in Fig. 8 in terms of tensile strength. Higher strengths were obtained by using the smaller particles (medium size and fine). Evidently, the low surface/volume ratio of the coarse particles affects the ultimate properties of the moulded pads. The ternary diagram of the strain at break (Fig. 9) is very similar to the diagram of the tensile strength (Fig. 8). The difference between the highest and the lowest values of the map is also similar (about 40–50%), and much higher than the maximum difference observed in the density diagram (<10%). Probably, the combined action of pressure and heat both provides a shape to the rubber mixtures and allows them to join. In such cases, a good shape effect can be observed (with the result of a high density) but the particles adhesion can remain low (with the result of poor mechanical performances). The similarity of the tensile strength map and the elongation at break map is very singular; in fact, materials with higher strengths show lower elongation at breaks. For rubber pads, instead, increasing mechanical properties means increasing both strength and ductility. That is due to the intrinsic nature of the moulded products which are made of granules joined together by their external surface; in fact, sample break always occurs at the interface between particles and never inside the particles. Therefore, by improving the adhesion among particles, the ductility increases as well as the strength. The correlation between elongation at break and tensile strength is better shown in Fig. 10: all the tested specimens are reported in the graph. It is important to observe that tensile test is the hardest loading condition for the rubber samples (because of their granular structure) and much higher ultimate properties are expected in compression. The distribution of the elastic modulus (Fig. 11), extracted from the same tensile tests, is very different from the discussed maps of tensile strength and elongation at break. Particularly, higher values were obtained with the combination of coarse and fine particles. Probably, the presence of large granulates exalts the material stiffness even if the ultimate properties are poor. In order to verify this hypothesis, dynamic mechanical analyses were performed by compression. In fact, this kind of tests is generally performed on small samples which are more influenced by the presence of large granulates. As a result (Fig. 12), the highest value of the storage modulus was measured in the case of 100% coarse particles, and the lowest for the other two 100% cases. However, the final diagram of the storage modulus is not homogenous due to the sample extraction problems.
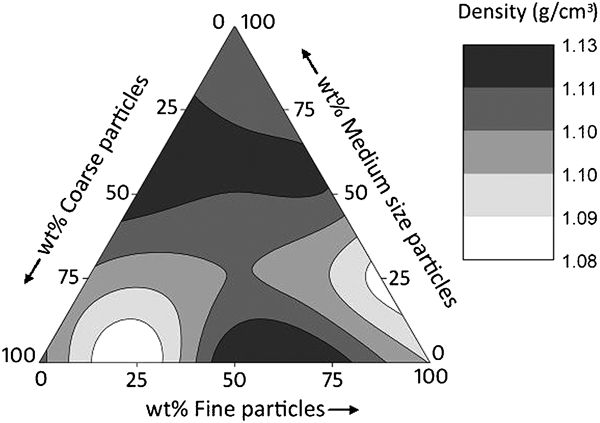
Ternary diagram of moulded rubber density
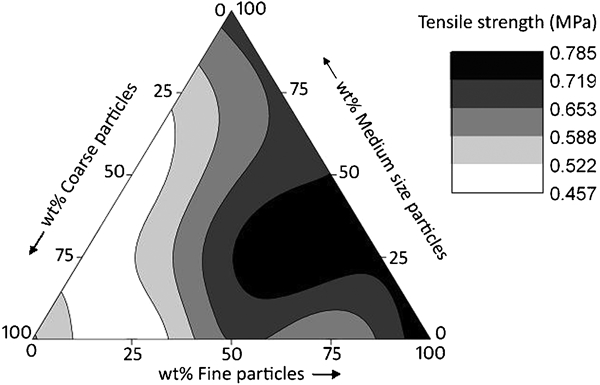
Ternary diagram of tensile strength of moulded specimens
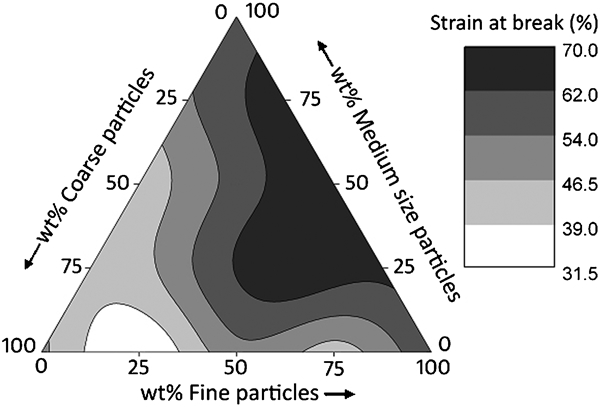
Ternary diagram of elongation at break of moulded specimens
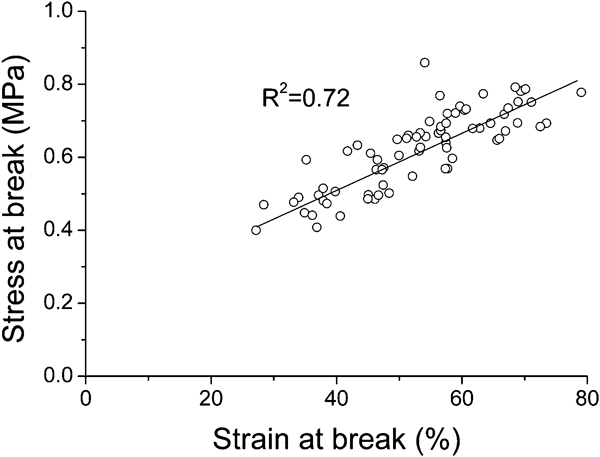
Correlation between tensile strength and elongation at break for all tested specimens
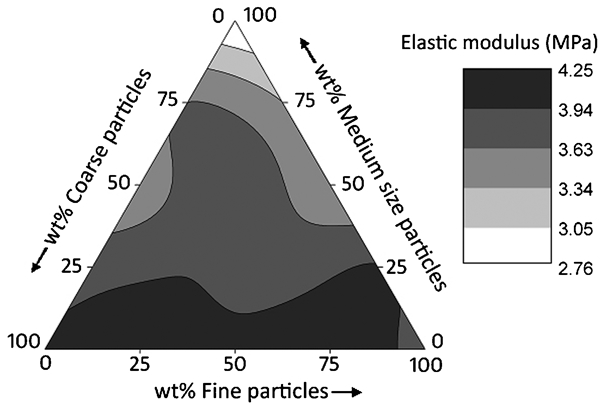
Ternary diagram of elastic modulus of moulded specimens
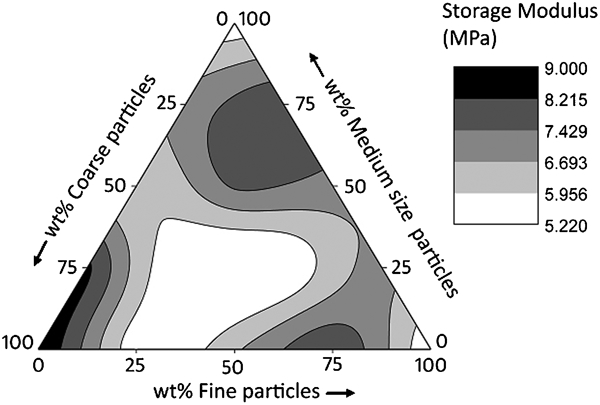
Ternary diagram of storage modulus of moulded specimens
Conclusion
The problem of tyre recycling is far to be solved even if many efforts have been made by the scientific community. This study shows that spent rubber can be reused to produce large parts with good mechanical properties without any addition of virgin material or linking agent. The performances of the parts obtained by means of the proposed process make different applications possible such as flooring, buffer or damping parts.
In the management of waste tyres, additional technological steps can be added before the thermal recycling or disposal of the rubber. Direct moulding of rubber powders and granulates (i.e. compression moulding without any other additive) sets an example. Mechanical performances of the recycled rubber products strongly depend on the size distribution. In particular, high ultimate properties are obtained by using the smaller particles but also with rubber powder mixtures of fine and medium size particles. Some ternary mixtures (as shown in ternary diagrams) exhibit good mechanical performances as well. In terms of stiffness, an increase is observed if large granulates are present in the powder mixture.