
Abstract
Polypropylene (PP) hybrid composites filled with wood flour and needle-like minerals, including SiO2 whiskers, CaCO3 whiskers and milled glass fibres, were prepared by melt blending and injection moulding. Maleic anhydride grafted PP was used as a compatibiliser. The effect of the needle-like minerals’ type and content on the crystallisation and melting behaviour, morphology, mechanical properties, moisture resistance and thermal stability of the hybrid composites were studied. The results showed that SiO2 and CaCO3 whiskers exhibited strong heterogeneous nucleation and promotion effect on PP crystallisation. Milled glass fibre was superior to enhance the tensile, flexural and impact properties of hybrid composites. Maleic anhydride grafted PP was selective for the interfacial modification of hybrid fillers and the best modification effect achieved in the composites hybridised with milled glass fibre. Comparatively speaking, the optimal proportions between the three kinds of needle-like minerals and the wood flour for the hybrid modification of PP all lie in 1·5∶48·5.
Introduction
In recent years, energy shortage and environmental pollution have already become pressing concerns due to resource scarcity. Thus, increasing attention has been paid to the use of natural cellulose fibres (NCFs) as reinforcements in polyolefin composites (NCFRP).1, 2 Except for the basic properties of mineral fibres, NCF also has many other advantages, such as low cost, low weight, high strength, etc. Therefore, NCFRPs are expected to replace traditional mineral fibres as reinforcements in polyolefin composites in the application of aviation, automotive, construction, textile, furniture and other fields. However, the polarity difference between NCF and polyolefin has caused the dispersion of NCF and interfacial adhesion problems.3 To overcome the difficulties, physical, chemical and macromolecule compatibilisation methods have been taken to improve the interface of NCF and polyolefin.4–12 Moreover, compared with polyolefin composites reinforced by mineral fibres, NCFRP still have rigidity, strength and water absorption problems, which would hamper the large scale application of NCFRP.13–15 Mineral fibres, such as glass fibres, carbon fibres and talc, have better water resistance and bacterium resistance than that of NCF. Hybridising NCF with mineral fibres can improve the rigidity, strength and moisture resistance of NCFRP. In hybrid composites with various types of fibres, the merit of a fibre can make up for the drawback of the others, and the balance of the properties and the cost can be achieved by the design of the material.
Prehn et al.16 investigated the hybrid structure of epoxy resin, polyamide, polyetheretherketone filled with glass, carbon and aramid fibres to obtain outstanding abrasive resistance. However, the reinforcement effect of hybrid fillers is closely related to its morphology. Wu et al.17 compared various morphologies of fillers to reinforce polyolefins, and they have reported that needle-like or sheet fillers have a superior reinforcement effect.18–21 A wide range of literature shows that few reports have discussed NCFs (especially wood fibres) hybridised with needle-like minerals to reinforce composites.
In this paper, three needle-like mineral fillers with different length/diameter ratios and particle sizes, namely SiO2 whiskers, calcium carbonate whiskers and milled glass fibres, were hybridised with wood fibres to reinforce polypropylene (PP) at a fixed fillers content of 40 wt-%. The effect of the filler type and the hybrid radio on the mechanical properties, thermal behaviour, morphology and moisture resistance of composites was studied.
Experimental
Materials
A commercial grade isotactic PP (HP500N, mass flow rate = 12 g/10 min at 230°C) used in this study was supplied by Reliance Industries Limited. Maleic anhydride grafted PP (PP-g-MA, containing 1·0 wt-%MA) was supplied by China Guangzhou Lushan Chemical Materials Co., Ltd. Wood flour (WF) was supplied by a wood processing factory in South China and screened by a sieve with the hole of 100 meshes before being used. SiO2 whisker, with 2 μm in diameter and aspect ratio of ∼10, was purchased from Shanghai Huijing Sub-Nanoscale New Material Co., Ltd. CaCO3 whiskers, with 5 μm in diameter and aspect ratio of ∼10, were kindly provided by Beijing University of Chemical Technology. Milled short fibres, with 20 μm in diameter and aspect ratio of ∼10, were supplied by Dongguang Tiansheng Glass Fibre Co., Ltd. Antioxidant Irganox 1010 was purchased from Ciba Specialty Chemicals Inc.
Preparation of composites and test specimens
Polypropylene, WF, PP-g-MA, SiO2 whisker, CaCO3 whisker and milled glass fibre (MGF) were dried at 80°C for 24 h and mixed according to the composition in Table 1. The mixtures were blended in a twin screw extruder at the temperature of 200°C. The extruded composites were cooled at room temperature and crushed into small granules in a plastic breaker. WGnM, WSnM and WCnM series composites were obtained, where letters G, S and C stand for MGF, SiO2 whisker and CaCO3 whisker respectively, and letter n stands for the volume percentage of the needle-like mineral. The specimens of tensile, flexural and Charpy notched impact tests were made according to ASTM D638, ASTM D790 and ISO 179 by injection moulding with an injection moulding machine at the temperature of 200°C.
Composition of PP/WF composites and compatibilised PP/WF composites hybridised with SiO2 whisker, CaCO3 whisker and milled glass fibre respectively*
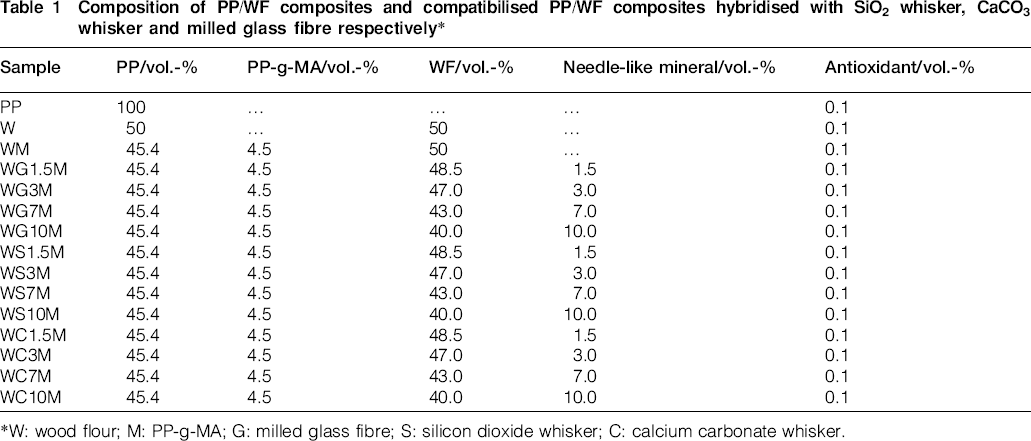
*W: wood flour; M: PP-g-MA; G: milled glass fibre; S: silicon dioxide whisker; C: calcium carbonate whisker.
Mechanical testing
Tensile, flexural and Charpy notched impact tests were carried out according to the ASTM standard. For each test and each type of composite, five specimens were tested, and the average values were reported. Tensile tests were conducted according to ASTM D638 using a universal testing machine (Zwick/Roell Z005; Zwick Roell Testing Machines Pvt. Ltd) at a crosshead speed of 50 mm min−1. Static flexural tests were carried out according to ASTM D790 using the same testing machine mentioned above at a crosshead speed of 2 mm min−1. Charpy notched impact tests were conducted according to ISO 179 using a universal impact testing machine (ZBC-50; China Shenzhen SANS Testing Machine Co., Ltd).
Morphology analysis
The impact specimens were frozen in liquid nitrogen for 3 h and then quickly smashed. The fracture surfaces of the specimens were sputter coated with gold before scanning electron microscope (SEM) observation. The fracture surface morphology of the composites was observed on a Philips XL-30 environmental SEM with an acceleration voltage of 15 kV.
Characterisation of non-isothermal crystallisation and melting behaviour
A TA Instruments Q200 differential scanning calorimeter was used to study the non-isothermal crystallisation and melting behaviour of pure PP and the PP/WF composites and was calibrated using the melting temperature and enthalpy of a pure indium standard. About 8–9 mg of the sample was accurately weighted for differential scanning calorimeter testing, and all the measurements were performed in nitrogen atmosphere. A composite sample was rapidly heated to 220°C and held for 5 min to eliminate the heat history. Subsequently, it was cooled to 60°C at a cooling rate of 20°C min−1 for crystallisation behaviour study. Then, it was reheated to 220°C at 20°C min−1 for melting behaviour study.
Thermogravimetric analysis (TGA)
The thermal decomposition behaviour of the composites was studied by thermogravimetry (TA Instruments) in nitrogen atmosphere with a heating rate of 10°C min−1.
Water absorptivity testing
The water absorptivity of each sample mentioned above was tested according to ASTM D507-1998 after being soaked at 25°C for 24 h.
Results and discussion
Morphology
The properties of the composites are closely related to the interfacial adhesion between the fillers and the matrix, so SEM observation was first taken to characterise the extent of interfacial adhesion in this paper. Figure 1 shows the SEM images of the fracture surface of the PP/WF composites with 50 vol.-%WF and the hybrid composites with 3 vol.-% of needle-like mineral and 47 vol.-% of WF. It could be seen that the unmodified PP/WF composite (W) (see Fig. 1a) had a coarse surface with lots of exposed WF rod shaped particles. The clear interface between PP and WF and the smooth cavity attributed to the exfoliation of WF were also observed. Compared with unmodified PP/WF composite, the composite modified by PP-g-MA (WM) (see Fig. 1b) had a relatively smooth surface, and no rod shaped particles and cavities were observed. Only a few WF particles embedded in PP resin and the interface between them were tight. These indicated that PP-g-MA modified the interfacial adhesion between WF and PP very well. On the fracture surface of PP/WF composites hybridised with MGF (WG3M) (see Fig. 1c), WF and MGF had a relatively homogeneous distribution in the PP matrix, and the interface between them was tight. When the composite was suffering from external force, the external force was favourably transferred and dissipated by WF and MGF, so a positive hybrid effect was observed on the mechanical properties. Figure 1d and e represents the fracture surface of PP/WF composites hybridised with SiO2 whiskers (WS3M) and CaCO3 whiskers (WC3M) respectively. The SiO2 and CaCO3 whiskers had a relatively homogeneous distribution in the PF matrix, but the interfacial adhesion between both fillers and matrix was bad. It indicated that PP-g-MA was selective for the interfacial modification of hybrid composites, and the selectivity would be reflected on the mechanical properties.
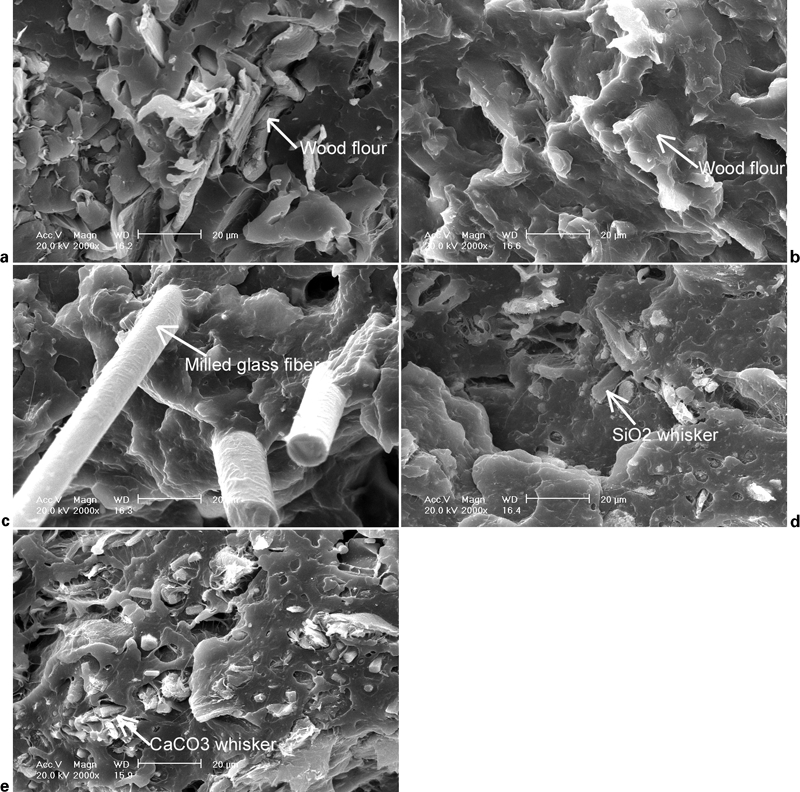
Images (SEM) of a PP/WF composite, b PP-g-MA modified PP/WF composite and PP/WF composites hybridised with c milled glass fibre, d SiO2 whisker and e CaCO3 whisker respectively at total filler content of 50 vol.-%
Non-isothermal crystallisation and melting behaviour
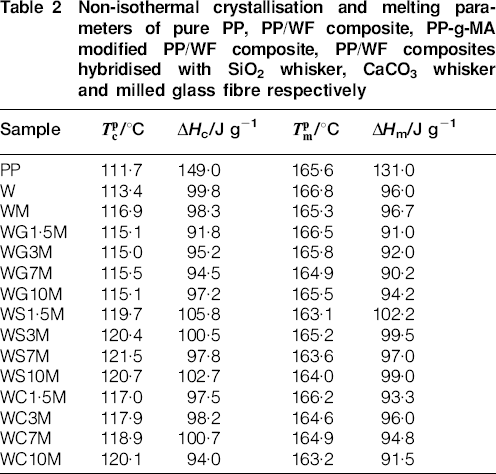
Some researchers22, 23 reported that the addition of fillers and compatibilisers had different effects on the crystallisation and melting behaviour of the PP. Therefore, this paper subsequently studied the effects of WF, needle-like minerals and PP-g-MA on the crystallisation and melting behaviours of the PP. Table 2 shows the non-isothermal crystallisation and subsequent melting parameters of the PP/WF composites and its composites hybridised with needle-like minerals. It can be seen that the peak crystallisation temperature
 and the peak melting temperature
and the peak melting temperature
 of PP in the W composite increased when WF was added. These indicated that WF had a heterogeneous nucleation effect on PP crystallisation. When PP/WF composites were modified with PP-g-MA (WM), the
of PP in the W composite increased when WF was added. These indicated that WF had a heterogeneous nucleation effect on PP crystallisation. When PP/WF composites were modified with PP-g-MA (WM), the
 increased further, and the increasing extent was higher than that of the unmodified PP/WF composites, but the other thermal parameters changed slightly. The PP-g-MA mainly existed between WF and PP and also had a promotion effect on PP crystallisation, and the promotion effect was higher than pure WF. The
increased further, and the increasing extent was higher than that of the unmodified PP/WF composites, but the other thermal parameters changed slightly. The PP-g-MA mainly existed between WF and PP and also had a promotion effect on PP crystallisation, and the promotion effect was higher than pure WF. The
 of the hybrid composites filled with WF and MGF (WGnM series composites) was higher than that of W and lower than that of WM composites, but the
of the hybrid composites filled with WF and MGF (WGnM series composites) was higher than that of W and lower than that of WM composites, but the
 slightly changed with the variation of MGF/WF volume radio. According to the SEM observation, PP-g-MA mainly existed between MGF and PP, and the interface between them was tight. Therefore, the PP crystallisation mainly depended on PP-g-MA. The
slightly changed with the variation of MGF/WF volume radio. According to the SEM observation, PP-g-MA mainly existed between MGF and PP, and the interface between them was tight. Therefore, the PP crystallisation mainly depended on PP-g-MA. The
 of the hybrid composites filled with WF and SiO2 whisker (WSnM series composites) were higher than the composites mentioned above. The
of the hybrid composites filled with WF and SiO2 whisker (WSnM series composites) were higher than the composites mentioned above. The
 of PP in the composites increased gradually with the increasing content of SiO2 whisker and decreased when the SiO2 whisker content reached 7 vol.-%. From the result of SEM, the interfacial adhesion between SiO2 whiskers and PP matrix had no obvious improvement. Therefore, SiO2 whiskers, which served as inorganic fillers, could exhibit an obvious heterogeneous nucleation effect on PP crystallisation and increased the
of PP in the composites increased gradually with the increasing content of SiO2 whisker and decreased when the SiO2 whisker content reached 7 vol.-%. From the result of SEM, the interfacial adhesion between SiO2 whiskers and PP matrix had no obvious improvement. Therefore, SiO2 whiskers, which served as inorganic fillers, could exhibit an obvious heterogeneous nucleation effect on PP crystallisation and increased the
 of the composites. The
of the composites. The
 of the hybrid composites filled with WF and CaCO3 whiskers (WCnM series composites) fell in between equivalent WGnM and WSnM composites, and the
of the hybrid composites filled with WF and CaCO3 whiskers (WCnM series composites) fell in between equivalent WGnM and WSnM composites, and the
 of PP in composites increased with the increasing content of CaCO3 whiskers. From the result of SEM, the interfacial adhesion between CaCO3 whiskers and PP matrix also fell in between the first two. Compared with WSnM, CaCO3 whiskers had more obvious heterogeneous nucleation effects on PP crystallisation.
of PP in composites increased with the increasing content of CaCO3 whiskers. From the result of SEM, the interfacial adhesion between CaCO3 whiskers and PP matrix also fell in between the first two. Compared with WSnM, CaCO3 whiskers had more obvious heterogeneous nucleation effects on PP crystallisation.
Non-isothermal crystallisation and melting parameters of pure PP, PP/WF composite, PP-g-MA modified PP/WF composite, PP/WF composites hybridised with SiO2 whisker, CaCO3 whisker and milled glass fibre respectively


Mechanical property
Figures 2–5 show the mechanical properties of pure PP, PP/WF composites and hybrid composites with WF and needle-like minerals. It could be seen that the tensile strength (TS) of the unmodified PP/WF composite somewhat declined, and the elongation at break evidently dropped compared with that of pure PP. However, the flexural strength (FS) and the flexural modulus of the unmodified PP/WF composite increased to 164 and 470% of those of pure PP respectively. These fully indicated that without modification, WF still had a strengthened and toughened effect on PP. Both the TS and FS of PP/WF composites modified by PP-g-MA were higher than those of PP and unmodified PP/WF composites. The TS and FS of the modified composite improved to 120 and 193% of those of PP respectively, indicating that PP-g-MA could obviously modify the interface adhesion and improve the TS and FS at the same time. When the filler content was fixedly 50 vol.-%, with the different volume radios of WF and MGF, WGnM series composites were prepared. The TS and FS of WGnM series composites presented an upward trend. The TS and FS of the WG1·5M composite even enhanced to 136 and 236% of those of PP respectively. Therefore, a positive hybrid effect was observed. Fixedly 50 vol.-% of the fillers content WSnM was prepared with the different volume radios of WF and SiO2 whisker. The TS of the composites was in accordance with the modified PP/WF composites, and the FS increased slightly. However, the increasing extent of FS was inferior to the WGnM series composites. Similarly, the WCnM series composites were prepared by hybridising WF and CaCO3 whisker, the TS and FS of the composites did not change basically and the hybrid effect was not obvious. The Charpy notched impact strength (IS) of the PP/WF composite was lower than that of pure PP due to the fact that too much of the WF act as stress concentration point. However, MGF was superior to WF in mechanical properties, including impact toughness. As a result, compared with WM, the IS of the WGnM series composites had an elevation to some extent. However, the IS was still lower than that of pure PP. The IS of the WSnM and WCnM series composites was even lower than that of WM. This indicated that among the three hybrid materials, the PP/WF composites hybridised with MGF had the best effect, and SiO2 whisker was inferior, while CaCO3 whisker had no obvious effect. Moreover, the optimal volume radios of the three needle-like fillers and WF all lie in 1·5∶48·5.
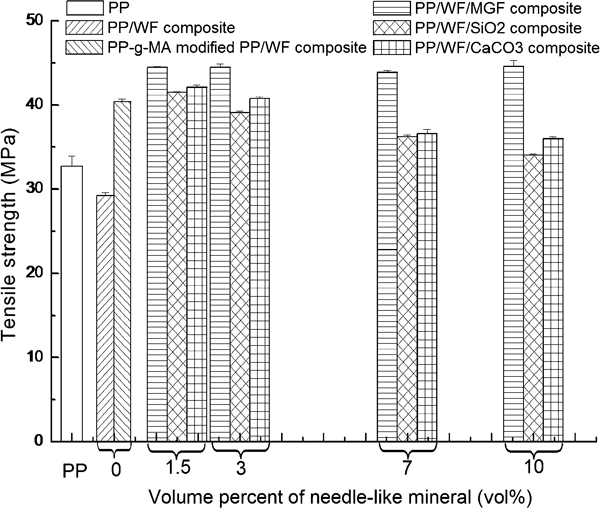
Tensile strength of pure PP, PP/WF composite, PP-g-MA modified PP/WF composite, PP/WF composites hybridised with SiO2 whisker, CaCO3 whisker and milled glass fibre respectively at total filler content of 50 vol.-%
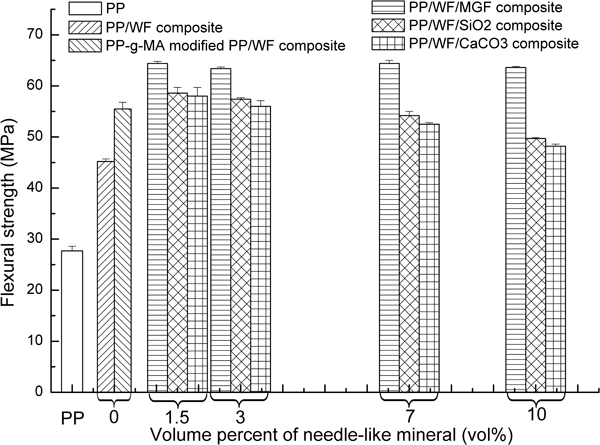
Flexural strength of pure PP, PP/WF composite, PP-g-MA modified PP/WF composite, PP/WF composites hybridised with SiO2 whisker, CaCO3 whisker and milled glass fibre respectively at total filler content of 50 vol.-%
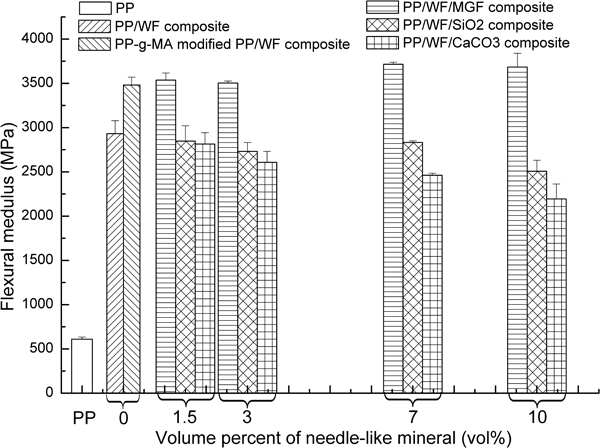
Flexural modulus of pure PP, PP/WF composite, PP-g-MA modified PP/WF composite, PP/WF composites hybridised with SiO2 whisker, CaCO3 whisker and milled glass fibre respectively at total filler content of 50 vol.-%
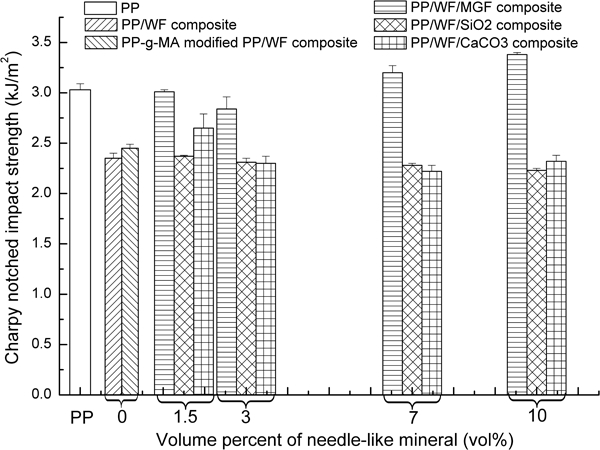
Charpy notched IS of pure PP, PP/WF composite, PP-g-MA modified PP/WF composite, PP/WF composites hybridised with SiO2 whisker, CaCO3 whisker and milled glass fibre respectively at total filler content of 50 vol.-%
Thermal stability
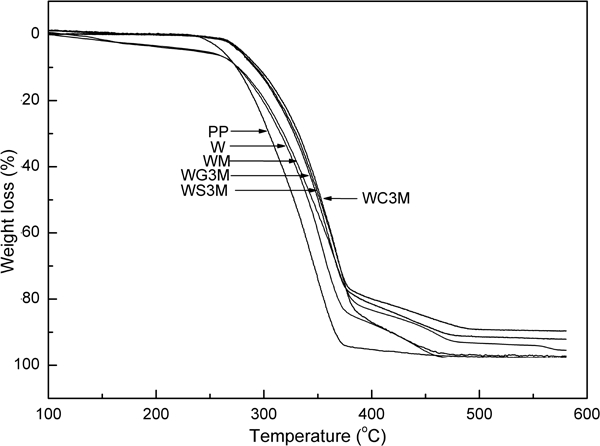
Figure 6 shows the TGA curves of pure PP, PP/WF and hybrid composites with WF and needle-like minerals. It could be seen that one decomposition stage occurred on the TGA curves of PP. However, three decomposition stages differentiated at 136–263, 263–364 and 364–466°C appeared on that of WF/PP composite (W) and PP-g-MA modified WF/PP composite (WM). The three decomposition stages in turn correspond to the decomposition of WF, PP and tar forming at the WF decomposition stage.24 This indicated that the addition of WF decreased the thermal stability of PP. The second decomposition stage of WM slightly increased to high temperature compared with that of W, which may be due to the fact that maleic anhydride and the –OH group on the surface of WF exhibited strong bonding and delayed the decomposer release of WF. In the hybrid composites (WG3M, WS3M and WC3M), two decomposition stages, which differentiated at 263–364 and 364–466°C, were observed, and the 136–263°C stage seen in W disappeared. In the 263–364°C stage, the peak decomposition temperature
 of the hybrid composites evidently increased from 320°C of pure PP to above 348°C, which was also higher than 333°C of the W composite. The
of the hybrid composites evidently increased from 320°C of pure PP to above 348°C, which was also higher than 333°C of the W composite. The
 of the composites mentioned above at 263–364°C stage ranks as WC3M>WS3M>WG3M>WM>W>PP. This indicated that the addition of needle-like fillers markedly increased the thermal stability of PP/WF composites, which may be ascribed that needle-like fillers had higher decomposition temperatures and formed strong bonding with PP-g-MA to hamper the decomposer release of PP and WF.
of the composites mentioned above at 263–364°C stage ranks as WC3M>WS3M>WG3M>WM>W>PP. This indicated that the addition of needle-like fillers markedly increased the thermal stability of PP/WF composites, which may be ascribed that needle-like fillers had higher decomposition temperatures and formed strong bonding with PP-g-MA to hamper the decomposer release of PP and WF.
Thermogravimetric analysis curves of pure PP, PP/WF composite, PP-g-MA modified PP/WF composite, PP/WF composites hybridised with SiO2 whisker, CaCO3 whisker and milled glass fibre respectively at total filler content of 50 vol.-%
Water absorptivity
The experimental results of water absorptivity are presented in Fig. 7. As can be seen, the water absorptivity decreased with the increasing needle-like minerals content. This indicated that the needle-like minerals exhibited greater resistance to water ingress than WF. Therefore, the hybrid composites had outstanding water resistance, and the water absorptivity was under 0·3%.
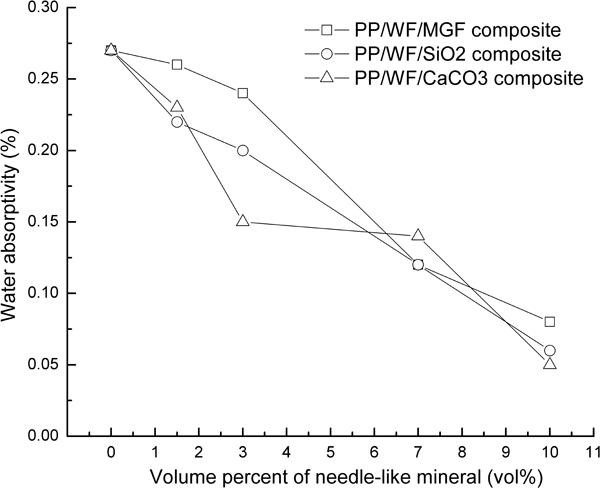
Water absorptivity of pure PP, PP/WF composite, PP-g-MA modified PP/WF composite, PP/WF composites hybridised with SiO2 whisker, CaCO3 whisker and milled glass fibre respectively at total filler content of 50 vol.-%
Conclusions
In this paper, WF/PP composites, PP-g-MA modified WF/PP composites and PP/WF composites hybridised with SiO2 whisker, CaCO3 whisker and MGF were prepared. The mechanical properties, thermal behaviours, morphology and moisture resistance of these composites were studied. The WF exhibited heterogeneous nucleation and promotion effect on the PP crystallisation. The SiO2 and CaCO3 whiskers also promoted the crystallisation of PP, while the MGF retarded it. The interfacial adhesion between WF and PP was poor. The PP-g-MA modified the dispersion and interfacial adhesion of WF in PP/WF composites and further upgraded the mechanical properties, especially the TS and toughness. When hybridised with needle-like fillers, the mechanical property and thermal stabilisation of the composites further improved. The MGF had the best effect on the mechanical property improvement since it improved the tensile, flexural and impact properties at the same time. The SiO2 whisker just increased the flexural property, but the hybrid effect of the CaCO3 whisker was not obvious. The hybrid composites had excellent moisture resistance, and the water absorptivity after 24 h was below 0·3%. The needle-like minerals made for the improvement in thermal stabilisation of the composites, the hybrid composites filled with WF and CaCO3 whisker had the most obvious effect. Taking all of the above into consideration, the optimal proportions between the three kinds of needle-like fillers and WF for the hybrid modification of PP all lie in 1·5∶48·5. As a result, the PP/WF composite could achieve outstanding improvement effect by being hybridised with the above three needle-like fillers.