
Abstract
Acrylonitrile butadiene styrene+20 wt-% polycarbonate (PC)/27 wt-% aluminium flake metallised plastics were immersed in aqueous H2SO4 for chemical roughening. The adhesive strengths of the metallised plastics that were roughened at various corrosion temperatures (30–90°C) for various times (10–30 min) with styrene–ethylene–butene–styrene at various melting temperatures (180–220°C) were investigated. Experimental results indicate that the aluminium flakes reduce the activation energy of the metallised plastics in aqueous H2SO4 at 30–70°C. The roughness and the weight rate of the roughened metallised plastics increase with corrosion temperature and time. Corrosion at 70°C for 10 min yields the largest effective adhesive area and adhesive strength. The adhesive strength increases with the melting temperature of styrene–ethylene–butene–styrene.
Introduction
The outer covers of several consumer electronic products are made of plastic. The circuit signal inside the plastic cover must be shielded from external electromagnetic interference (EMI). A plastic outer cover can be made to prevent EMI in three ways:1–3
surface treatment: such as coating with conductive paint, vacuum evaporation or vacuum sputtering of a metal film, electroless plating with a metal film and arc spraying of a metal on the surface of the plastic
metallised treatment: adding an electric conductive material, such as aluminium flakes, stainless fibre or nickel coated mica, into the plastic matrix to metallise the plastic
intrinsically conducting polymers: intrinsically conducting polymers, mainly polyaniline and polypyrrole, and their composites in various frequency ranges are new alternative candidates for EMI shielding applications due to their lightweight, corrosion resistance, ease of processing and tunable conductivities as compared with typical metals.3
The surface of a plastic outer cover that contains soft rubber may have improved surface characteristics, such as feeling to the touch and color.4–7 To promote the strength of adhesion between the plastic surface and the soft rubber, surface roughening of the plastic is commonly used. Roughening methods include mechanical roughening,8 chemical roughening,9, 10 plasma roughening11 and laser roughening.12
According to Guitsi,9 chemical roughening can be optimised using chromic acid as a corrosion solution. When chromic acid is used in chemical roughening, the weight loss rate does not increase with the concentration of the acid.10 During initial corrosion, the rate of weight loss is highest because the solidification layer close to the surface is corroded easily. The strength of adhesion between the soft rubber and the plastics is increased by the mechanical interlocking that is caused by the formation of a mesh of holes on the plastic surface during corrosion.12 The anchor effect increases the strength of adhesion between the soft rubber and acrylonitrile butadiene styrene (ABS) by deepening and making rounder the holes on the ABS surface that are formed by corrosion.6
Although an outer cover that is made of aluminium flake metallised plastic can effectively prevent EMI, the aluminium flakes on the surface of the case are likely to become exposed. In this investigation, styrene–ethylene–butene–styrene (SEBS) block copolymers in roughened ABS+20 wt-%PC/27 wt-% aluminium flake metallised plastics are formed by injection overmoulding. Acrylonitrile butadiene styrene+20 wt-%PC/27 wt-% aluminium flake metallised plastics are immersed in aqueous H2SO4 for chemical roughening. This method not only prevents the exposure of aluminium flakes on the surface but also improves the appearance of the case and its feeling to the touch. This investigation examines the adhesive strength of the metallised plastics that are roughened at various temperatures for various times using SEBS at various melting temperatures.
Experimental
Manufacture of metallised plastic pellet
Metallised plastic is made of ABS+20 wt-%PC/27 wt-% aluminium flake composites. Acrylonitrile butadiene styrene+20 wt-%PC (C2800) copolymers, UL94-0, produced by GE Co., were utilised as the plastic matrix, and the aluminium flakes were made using a cutting system.13 Aluminium foil with a thickness of 18 μm was immersed in an NH2(CH2)3Si(OC2H5)3 (A1100) coupling agent to increase the adhesive strength between the aluminium strips and the plastic matrix. This coupling agent was diluted using ethanol [2 g A1100+1 m3 (ethanol/aqua = 95∶5)]. The metallised pellets were formed from ABS/20 wt-%PC composed of aluminium strips that were melted at 220°C, through a T type die of an extruder (model: KK-70PP; Kailien Enterprise Co., Ltd). The plastic rods were cut into metallised pellets with a diameter of 3 mm and a length of 7 mm using a rotating cutting knife. The metallised pellets contained 27 wt-% aluminium flakes with an aspect ratio of ∼388.
The specimens of injection moulded metallised plastic have a metallised plastic flat plate for chemical roughening and injection overmoulding. The plate has dimensions of 100×100×2 mm. Table 1 presents the injection moulding parameters of the specimen that allowed the effective shielding of EMI to be measured. The design of the mould for testing EMI shielding is a complex fan shaped gate with a 180° annular and trapezoid runner. Table 2 shows the injection moulding conditions. Before the metallised plastics were injection moulded, the metallised pellets were dried for 5 h in an oven at 80°C, until the water content had declined to <0·2 wt-%. The melting metallised plastic flowed rapidly and steadily in the mould cavity, and the aluminium flakes dispersed uniformly in the metallised plastic matrix.
Injection moulding parameters for EMI shielding specimen

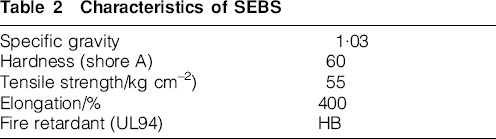
Characteristics of SEBS
Microstructural observation and analysis of effectiveness of EMI shielding
The distribution of aluminium flakes in a metallised plastic matrix was observed using a Nikon OPTIPHOT-100 optical microscope. The surface of the metallised plastic matrix was ground using a mesh 2000 abrasive paper and polished with a 0·3 μm Al2O3 suspension until the aluminium flakes can be seen. To observe the breakage of the aluminium flakes in the injection moulding and to determine their aspect ratio, pieces were cut from the injected metallised plastic specimens and placed in an air furnace at 530±3°C for 2 h to decompose the plastic. The flakes were then put in tetrahydrofuran, which is a selective solvent for ABS+20%PC, to dissolve any remaining material on the aluminium flakes. The flakes were observed under a Yashica RFB-7 stereomicroscope to determine their dimensions. The shielding effectiveness of the metallised plastic was determined by performing an ASTM D4935-89 coaxial transmission test, in which the specimen was placed between the internal pole and the external pole of a coaxial jig, and this pole jig was placed between the signal source and the receiver. The shielding effectiveness was defined as the ratio of the signal power with the specimen to that with the specimen removed. This test was performed at various frequencies from 30 to 1500 MHz. The final value at each frequency was an average of three data.
Chemical roughening
Metallised plastic, aluminium flakes and ABS+20%PC were immersed in various concentrations of aqueous sulphuric acid (250–400 cc L–1), at various corrosion temperatures (30–90°C) for various periods (10–30 min) for chemical roughening. After roughening, the corrosion product of the metallised plastic was washed using distilled water. Then, a Surfcorder (model: SE-2300) surface roughness tester was used to measure the surface roughness. A digital microbalance was used to measure the rate of weight loss of the corroded metallised plastic. Three data were averaged to yield the final value for each specimen. The surface morphology of the corroded metallised plastic, after it was coated with 5 μm gold, was observed under a JEOL-JSM 840A SEM.
Injection overmoulding
Table 2 shows the characteristics of SEBS. Table 3 presents the conditions of injection overmoulding. Before injection overmoulding was performed, the SEBS pellets were dried for 4 h in an oven at 60°C, and the metallised pellets were dried for 5 h in an oven at 80°C, until the water content had declined to <0·2 wt-%. Figure 1 presents the injection overmoulding of the specimen.
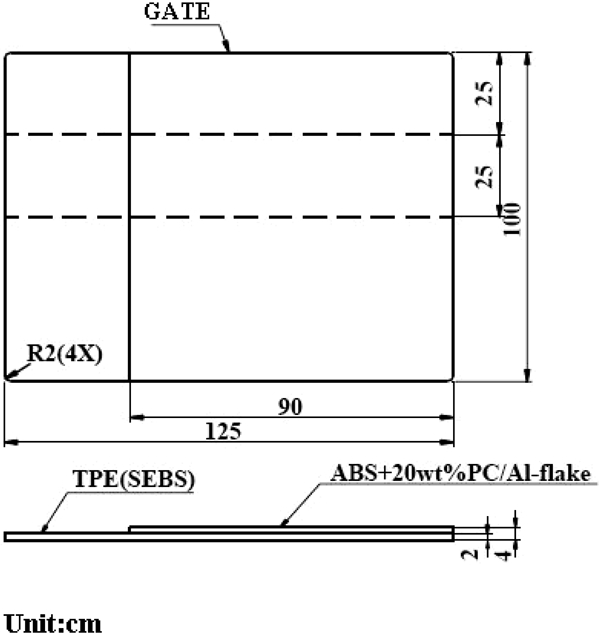
Double layer injection moulded specimen
Parameters of injection overmoulding

Adhesive strength test
A microcomputer tensile tester of type GT-7010A2-PC (iPACK International Co., Ltd) was employed to measure the adhesive strength between metallised plastic and SEBS. The metallised plastic was jigged on the upper jig, while SEBS was jigged on the lower one. The tensile angle between SEBS and the metallised plastic was thus 180°. The 180° peel adhesion test was according to ASTM D1876. The tensile strain rate was 200 mm min–1. Three data were averaged to yield the final value for each specimen. The tensile fracture surface morphology of the metallised plastic and SEBS that were plated with 5 μm gold was observed using a JEOL-JSM 840A SEM.
Results and discussion
Microstructure and shielding effectiveness of metallised plastic
Figure 2 shows the distribution of aluminium flakes in the metallised plastic matrix. The average aspect ratio of the aluminium flakes is reduced from 388 to 140 due to the attrition and friction between melting of the metallised plastic and screw. The shielding effectiveness of the metallised plastic is 15–43 dB in the 30–1500 MHz range, as shown in Fig. 3. Applying an electromagnetic field to the metallised plastic induces a current and heating in the aluminium flakes, which reflect and absorb, reducing the intensity of the electromagnetic field.
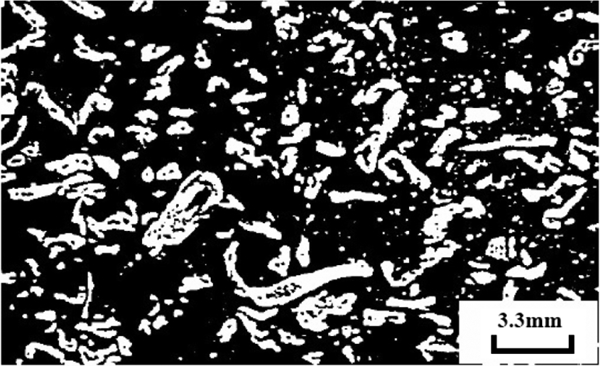
Optical microscopy image of aluminium flakes distributed in metallised plastic matrix
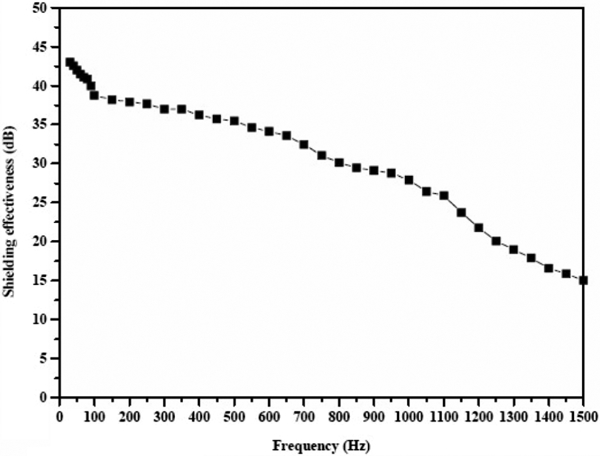
Relationship between frequency and effectiveness of shielding of metallised plastic
Corroded surface morphology of PC, ABS, ABS+20 wt-%PC and metallised plastic
Figure 4 shows the corroded surface morphology of PC, ABS, ABS+20 wt-%PC and the ABS+20 wt-%PC/27 wt-% aluminium flake metallised plastics that are immersed in aqueous sulphuric acid with a concentration of 400 cc L–1 at 70°C for 10 min. Following corrosion, a few corrosion holes are observed on PC (Fig. 4a), some are formed by corrosion of the butadiene on ABS (Fig. 4b), and the corrosion holes are formed by corrosion of the butadiene on ABS+20 wt-%PC (Fig. 4c). In addition, areas of corroded aluminium flakes on the metallised plastic (Fig. 4d) are observed. At the beginning of corrosion, the solidified layer undergoes a large residual stress, and the aluminium flakes on the surface tend to be corroded. The butadiene is corroded subsequently, leaving several meshed holes on the surface of the metallised plastic. Aluminium flakes close to the surface are corroded continuously, resulting in the formation of large and shallow holes. Finally, the corrosion of butadiene leaves meshed corrosion holes.
Images (SEM) of corroded surface morphology of a PC, b ABS, c ABS+20 wt-%PC and d ABS+20 wt-%PC/27 wt-% aluminium flake metallised plastics immersed in aqueous sulphuric acid at concentration of 400 cc L–1 at 70°C for 10 min
Effect of corrosion time and corrosion temperature on morphology of corroded surface
Figure 5 displays the corroded surface morphology and surface roughness (Ra, Rmax) of the metallised plastic that is immersed in sulphuric acid at a concentration of 400 cc L–1 at 70°C for various times (10/20/30 min). The average roughness Ra and rate of weight loss increase with corrosion time (Fig. 6).
Image (SEM) and roughness profile of corroded surface morphology of metallised plastic immersed in aqueous sulphuric acid with concentration of 400 cc L–1 at 70°C for a 10 min, b 20 min and c 30 min
Surface roughness Ra and rate of weight loss of metallised plastic immersed in aqueous sulphuric acid at concentration of 400 cc L–1 at 70°C for 10, 20 and 30 min
Figure 7 shows the morphology of the corroded surface of metallised plastic that is immersed in sulphuric acid with a concentration of 400 cc L–1 for 10 min at various temperatures (30/50/70/90°C). At 30°C, no corrosion hole is formed by the corrosion of butadiene, and only scratches are observed on the surface (Fig. 7a). At 50°C, not only is the solidified metallised plastic surface corroded but also some corrosion holes are formed by the corrosion of butadiene (arrow in Fig. 7b). At 70°C, the aluminium flakes and butadiene are corroded and form large and shallow holes as well as individual meshed corrosion holes (Fig. 7c). At 90°C, much butadiene and styrene is corroded, leaving larger corrosion holes (Fig. 7d). The surface roughness Ra and weight rate increase with corrosion temperature (Fig. 8). At a corrosion temperature below 70°C, the surface roughness and the weight rate decrease as the temperature decreases. As the corrosion temperature increases over 70°C, the curves of roughness and weight loss are shifted greatly.
Corroded surface morphology of metallised plastic that was immersed in sulphuric acid (at or with) concentration of 400 cc L–1 for 10 min at temperatures of a 30°C, b 50°C, c 70°C and d 90°C
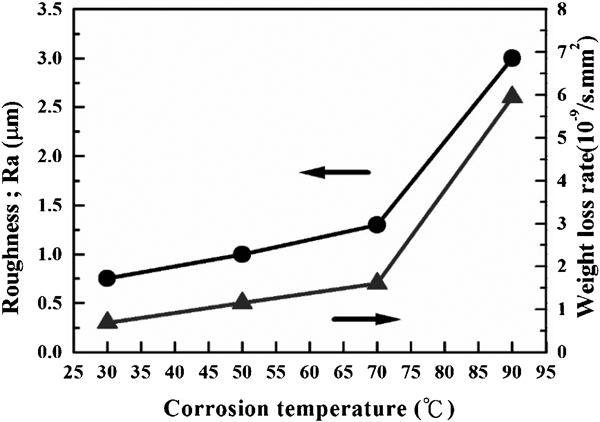
Surface roughness Ra and rate of weight loss of metallised plastic immersed in aqueous sulphuric acid at concentration of 400 cc L–1 for 10 min at 30, 50, 70 and 90°C
Role of aluminium flakes in chemical roughening
The metallised plastic and ABS+20%PC are immersed in aqueous sulphuric acid with a concentration of 400 cc L–1 at a temperature of 90°C for 10 min. Large mesh holes are formed by corrosion of the butadiene and the styrene on ABS (Fig. 7d). Therefore, the rate of weight loss changes greatly. At a corrosion temperature below 70°C, only corrosion by butadiene on ABS forms holes, and the kinetics of this process satisfy the Arrhenius equation, V = Ae−Q/RT, where V is the corrosion rate, A is a constant, Q is the activation energy (kcal mol–1), R is the gas constant and T is the corrosion temperature (K). V = Ae−Q/RT can be rewritten as ln (V) = ln (A)–Q/RT. Figure 9 plots [ln (V) versus 1/T] for the metallised plastic, and ABS+20%PC immersed in aqueous sulphuric acid with a concentration of 400 cc L–1 at temperatures of 30–70°C for 10 min. The activation energies of the metallised plastic and ABS+20%PC are ∼63 and 28 kcal mol–1 respectively because the aluminium flakes reduce the activation energy of corrosion in aqueous sulphuric acid.
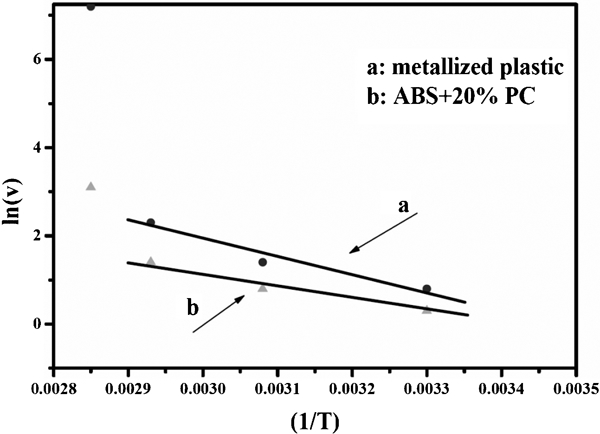
Equations and activation energy of immersion of a metallised plastic, b aluminium flakes and c ABS+20%PC in various concentrations of aqueous sulphuric acid (250–400 cc L–1) at temperatures of 30–90°C for corrosion time of 10 min
Effect of corrosion time and corrosion temperature on adhesive strength
The adhesive strength of the corroded metallised plastic with 200°C SEBS decreases as the corrosion time increases (Table 4) because the corroded surface morphology changes from smooth to rough. In injection moulding, the surface roughness of the mould cavity significantly influences the melting of the plastic.13–17 According to Zhang et al., 18, 19 surface roughness determines the pressure that is developed at the centre of the bottom surface of the mould cavity. As expected, for a particular thickness and filling volume, a greater pressure is required to fill a mould cavity with a rougher surface. Figure 10 displays the SEM fracture surface morphologies of the metallised plastic after the peeling test, in which it is immersed in aqueous sulphuric acid with a concentration of 400 cc L–1 at 70°C for 10, 20 and 30 min. At a fixed melting temperature of SEBS and mould pressure, the melted SEBS that flows through a smoother corroded surface for 10 min more easily fills the mould cavity. Therefore, the real bonding area over a smooth surface exceeds that obtained by flowing through a rougher corroded surface for 30 min. As mentioned above, the optimal surface roughness ensures that the mould cavity is filled out and ensures efficient mechanical locking. Additionally, the thermal retroactive stress, determined from the cooling of the melted SEBS and the metallised plastic, also potentially increases the adhesive strength.
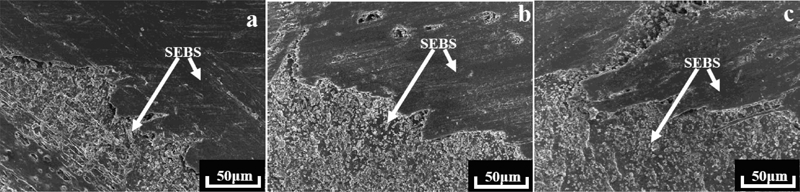
Image (SEM) of fracture surface morphologies of metallised plastic after peeling test in which plastic is immersed in aqueous sulphuric acid with concentration of 400 cc L–1 at 70°C for a 10 min, b 20 min and c 30 min
Adhesive strength of corroded metallised plastic immersed in sulphuric acid, whose concentration is 400 cc L–1 and corrosion temperature is 70°C for corrosion of 10, 20 and 30 min, and composed with 200°C melting temperature SEBS
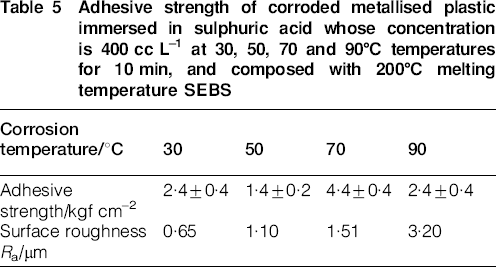
Table 5 presents the adhesive strength of the metallised plastic with 200°C SEBS. The metallised plastic is immersed in sulphuric acid at a concentration of 400 cc L–1 for 10 min at various temperatures (30/50/70/90°C). The adhesive strength at 30°C exceeds that at 50°C because 30°C does not result in remarkable chemical roughening. The chemically roughened morphology that is formed by friction differs from that formed by solidification and chemical corrosion at 50°C. The mechanical locking associated with frictional roughness exceeds that associated with chemical roughening. Since meshed holes that are formed by the corrosion of butadiene at 50°C do not support mechanical locking, the real bonding area is small. Therefore, the adhesive strength is lower than at 30°C (Fig. 11a and b). The real bonding area and adhesive strength are higher at 70°C (Fig. 11c) because the melt can effectively fill the mould cavity and mechanical locking is significant. At 90°C, the surface roughness of the corroded metallised plastic is higher (Fig. 8), so the melt cannot effectively fill the mould cavity since a higher pressure is required to fill a mould cavity with a rougher surface. The real bonding area is lower (Fig. 11d), and no effective mechanical locking occurs. Therefore, the adhesive strength is lower. Figure 12 presents the adhesive fracture surface of SEBS. At 50 and 70°C, part of the corroded metallised plastic is transferred to the fracture surface of SEBS by mechanical locking.
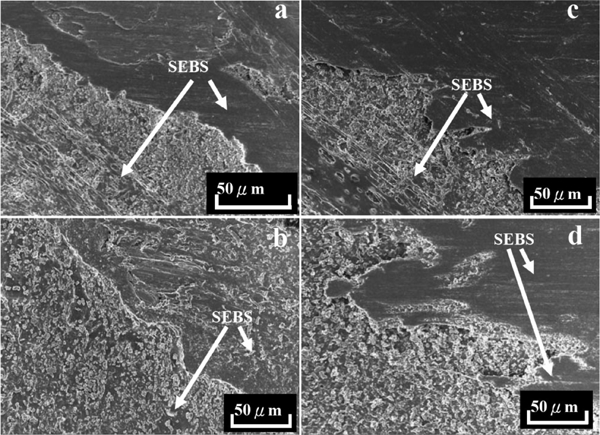
Image (SEM) of fracture surface morphologies of metallised plastic after peeling test in which plastic is immersed in aqueous sulphuric acid at concentration of 400 cc L–1 for 10 min at a 30°C, b 50°C, c 70°C and d 90°C
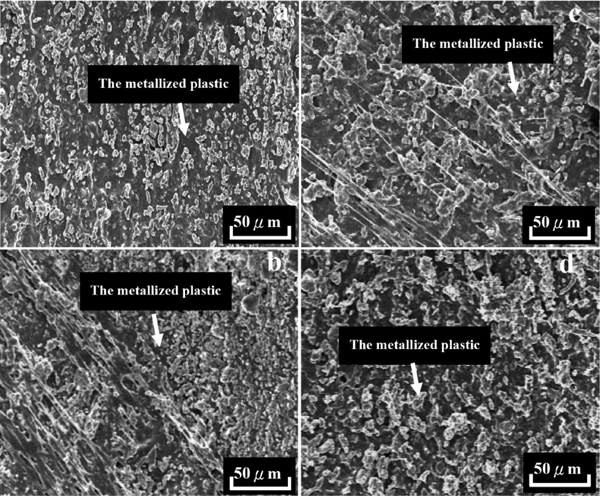
Image (SEM) of fracture surface morphologies of SEBS at melting temperature of 200°C, immersed in aqueous sulphuric acid with concentration of 400 cc L–1 for 10 min at a 30°C, b 50°C, c 70°C and d 90°C
Adhesive strength of corroded metallised plastic immersed in sulphuric acid whose concentration is 400 cc L–1 at 30, 50, 70 and 90°C temperatures for 10 min, and composed with 200°C melting temperature SEBS
Effect of SEBS melting temperature on adhesive strength
Table 6 shows the strength of adhesion between the metallised plastic and the melted SEBS at various melting temperatures (180, 200 and 220°C). The results are as follows. First, increasing the melting temperature increases liquidity and promotes filling out of the mould cavity by the melt. Second, the melting temperature 220°C exceeds the glass transition temperature (116°C) of ABS+20%PC. Therefore, the temperature of the melted SEBS and the mould pressure can be maintained during injection moulding. The heat can activate and diffuse the molecular chains of ABS+20%PC and SEBS. The extent of the interdiffusion and activation of the molecular chains increases with temperature. Third, a high melting temperature can cause great compressive stress on the surface of the metallised plastic when SEBS cools to the ambient temperature. These effects can increase adhesive strength. The rougher metallised plastic exhibits better bonding by efficient mechanical locking (Table 6).
Adhesive strength between metallised plastic composed with 180, 200 and 220°C melting temperature SEBS

Conclusions
Acrylonitrile butadiene styrene+20 wt-%PC/27 wt-% aluminium flake metallised plastics were immersed in aqueous H2SO4 for chemical roughening at temperatures of 30–90°C for various times (10–30 min), and the adhesive strength between the corroded metallised plastics and SEBS with various melting temperatures (180–220°C) was determined. The following conclusions have been drawn.
The shielding effectiveness of the metallised plastic is 15–43 dB at 30–1500 MHz.
Incorporating 27 wt-% aluminium flakes into the ABS+20 wt-%PC matrix can reduce the matrix's activation energy of corrosion in aqueous H2SO4.
After chemical roughening of the metallised plastic, the surface roughness (Ra, Rmax) and the weight loss rate increase with the corrosion temperature and the corrosion time.
An increase in the surface roughness of the corroded metallised plastic can prevent the molten SEBS from filling a mould cavity and reduce the effective area and strength of adhesion between the corroded metallised plastic and the SEBS.
Roughening of the metallised plastic can increase the adhesive strength of the metallised plastic and SEBS. Corrosion at 70°C for 10 min yields the highest effective adhesive area and adhesive strength.
The adhesion strength between corroded metallised plastic and SEBS increases with the melting temperature of SEBS.
Footnotes
Acknowledgements
The authors would like to thank the National Science Council of the Republic of China, Taiwan, for financially supporting this research.