
Abstract
Blends of ground tyre rubber and waste polypropylene with a maleimide curing system (50∶50 blends of ground tyre rubber/waste polypropylene) were prepared in a Haake Rheocord Polylab System, at 180°C and 90 rev min–1 for 5 min. The curing agent and the activator used were N,N′-meta-phenylene dimaleimide (HVA-2) and di(tert-butylperoxyisopropyl) benzene (DTBPIB) respectively. The HVA-2 level varied from 0 to 5 parts per hundred parts (pphp), while the DTBPIB level varied from 0 to 1 pphp. Melt viscosity, tensile strength and elongation at break showed an increase with HVA-2 content, while the impact energy showed an optimum at 3 pphp level. The addition of the DTBPIB increased melt viscosity further and produced a homogeneous phase morphology of the blends. Impact energy improved with the DTBPIB level, while elongation at break and tensile strength showed an optimum at 0·6 pphp. Swelling behaviour and gel/sol from the boiled xylene extractions were studied, and the results obtained were correlated with the impact and tensile properties.
Keywords
Introduction
Polymer blending is an effective way of achieving a desirable combination of properties that are often absent in single component polymers.1 This technique has been practised in the polymer industry to achieve properties suited to particular applications. Polymer waste from the industry, especially waste tyre rubber and commodity thermoplastics, creates a major social and environmental problem throughout the world. Blending of such polymer waste helps to solve the waste disposal problem that industry faces.
Rubber waste in powder form, including ground tyre rubber (GTR), has been incorporated into virgin commodity thermoplastics, such as polyethylene2–4 and polypropylene (PP),5–11 to produce rubber toughened thermoplastics. Polypropylene compared to polyethylene is lighter, has a higher rigidity and hardness and has a higher softening temperature meeting dimensional stability at higher temperature requirements.12 Furthermore, PP offers excellent electrical and chemical resistance at higher temperatures.13 Because of these inherent properties, PP can be used in both indoor and outdoor applications and also in engineering applications. However, PP is notch brittle, particularly at low temperatures and under impact loading.14 Hence, the use of waste polypropylene (WPP), compared to waste polyethylene, in rubber–thermoplastic blends is valued.
Ground tyre rubber contains both natural rubber (NR) and synthetic rubbers. The synthetic rubbers contain styrene butadiene rubber (SBR) as a major component and other rubbers such as butadiene rubbers and butyl rubbers as minor components.4 Waste polypropylene, unlike virgin PP, may be contaminated with other thermoplastics, like polyethylene, and several chemical additives, and it may have also suffered from chemical and physical changes during processing and its previous service lifetime.15 At the molecular level, both NR and PP and SBR and PP are incompatible, which gives rise to two-phase blends.16 The GTR/WPP blends also exhibited a two-phase system with poor cohesive strength in the GTR phase and with poor adhesion between the two phases.17
It has been shown in many papers3–5,7 that the important factors in rubber toughening of PP are rubber content, rubber particle size, shape and particle size distribution, melt viscosity of the thermoplastic phase, degree of cross-linking in the rubber phase and degree of interfacial adhesion. The optimum particle size for the rubber phase in rubber toughened thermoplastics should be in the region of a micrometer.5 The toughening effect varies with the nature of the thermoplastic matrix used. As an example, in the case of pseudoplastic polymers, the optimum rubber particle size is about 0·1–0·5 μm. Ground tyre rubber particles, even when ground to the smallest size possible by any technique, are an order of magnitude larger than this optimum size. The GTR, therefore, behaves as a filler when incorporated into a thermoplastic matrix.6, 7 Hence, the present study is focused on improving the degree of cross-linking and the degree of interfacial adhesion and thereby improving the properties of the blends. Our preliminary study17 also showed the necessity of a suitable compatibiliser to improve the properties of the GTR/WPP blends.
Maleimide curing is commonly used with unsaturated rubbers in order to produce cured rubber with good aging characteristics.18, 19 One of the attractive features of a maleimide curing system is that the physical properties of the cured rubber are independent of the cure temperature, and it does not markedly affect the ability of rubbers to crystallise when stretched.18 N,N′-meta-phenylene dimaleimide, which is commercially called HVA-2, can be viewed as a multifunctional radical acceptor, which promotes the combination of dissimilar polymer radicals to give a co-polymer by reducing the interfacial tension. N,N′-meta-phenylene dimaleimide has been used to cross-link the rubber phase in NR/PP20–22 and SBR/PP.23 It also has been used in GTR/virgin PP blends.24, 25 However, no studies have been carried out using HAV-2 in GTR/WPP blends. N,N′-meta-phenylene dimaleimide was found to be an effective curing agent in the presence of an organic peroxide or 2,2′-dithiobenzothiazole.18, 19, 21, 22, 24, 25 In addition, in the absence of activators, HVA-2 was able to cure NR and SBR, but the degree of cross-linking was relatively low.18, 19 Furthermore, HVA-2 is capable of reacting with polymer radicals formed by chain scission during blending.20, 21
Ground tyre rubber, even though it is vulcanised, contains 90% of the double bonds found in unvulcanised rubber.6, 7 The presence of these double bonds in the GTR provides opportunities for grafting and/or cross-linking reactions, which improve its compatibility with the thermoplastic phase.6 The surfaces of the GTR particles have active sites formed during the grinding processes.6, 7 The presence of these active sites will further improve the compatibility. The purpose of the present study is to investigate the effect of a maleimide curing system on the mechanical properties of the GTR/WPP blends. The influence of an organic peroxide activator called di(tert-butylperoxyisopropyl) benzene (DTBPIB) on the HVA-2 cured GTR/WPP blends was also investigated. Of a series of peroxides used for NR/PP blends, dicumyl peroxide (DCP) and DTBPIB exhibited better mechanical properties, with DTBPIB being the best.22 Dicumyl peroxide has already been used as a curing agent with HVA-2 for GTR/PP blends,24, 25 but the use of DTBPIB with HAV-2, especially for GTR/WPP blends, is novel.
Experimental
Materials
The WPP used in this study was of injection moulding grade and was supplied by Plastic Reclamation Ltd, UK. The melt flow index of the WPP was obtained as 12·5 g/10 min (at 230°C and 2·16 kg load). The GTR, a recycled product from ambient ground tread from car and truck tyres, was supplied by the Alruba Rubber Co., UK. A 40 mesh size of GTR was used. The curing agent HVA-2 (Vulcafac 13PDM Powder) was supplied by Safic Alcan Ltd, UK. The organic peroxide DTBPIB (Perkadox 14-40B-PD), which was used as the activator, was supplied by Akzo Nobel Polymer Chemicals, The Netherlands, while the antioxidant 2,2′-methylene-bis-(6-tert-butyl-4-methylphenol) (Ralox-46) was supplied by Raschig GmbH, Germany. All materials were commercially available and used without further purification.
Formulations and processing of blend
The GTR/WPP blends selected for this study contained equal amounts of each material. The level of HVA-2 was varied from 0 to 5 parts per hundred parts (pphp) by weight of the GTR and WPP combined at 1 pphp intervals. The level of DTBPIB was varied from 0 to 1 pphp at 0·2 pphp intervals. The antioxidant was added to all blends at a constant level of 0·4 pphp. The samples were identified using the following code: the first number in the code represents the level of HVA-2 present in the blend, while the second number represents the level of DTBPIB in the blend (e.g. 3H/0·2D). The blend without the curing system (0H/0D) was designated as the control blend.
The blends were prepared by melt mixing in a Haake Rheocord Polylab System at a temperature of 180°C and a rotor speed of 90 rev m–1. Both the GTR and the WPP were added to the mixer at the same time. The curatives and the antioxidant were added to the blended mix after 2 min, and the mixing process continued for another 3 min. The total mixing cycle was only 5 min. Torque versus time data were recorded for each blend, and the torque at the completion of the mixing was considered as the steady state torque.
Moulding of test specimens
Moulded sheets having a 2 mm thickness were prepared by compression moulding in an electrically heated hydraulic press. Small pieces of blended material from the Haake mixer were initially compressed under 500 kN m−2 pressure at 200°C for 4 min, and then the pressure was increased to 1000 kN m–2 over a period of 4 min, at a constant rate of 125 kN m−2 min–1. The blends were subsequently cooled down for 2 min under a 1000 kN m−2 pressure in a cooling press. The test specimens were cut to their required size from the moulded sheets.
Evaluation of mechanical properties
Impact tests were performed, according to BS EN ISO 6603-2:2002, using a Rosand Falling Dart Impact tester. The impact test was conducted at a velocity of 3 m s−1 with an applied load of 4 kg.
Tensile tests were performed according to BS EN ISO 527-1:1996 using a Hounsfield tensile testing machine with a 1000 N load cell. The crosshead speed was set at 8·3×10−4 m s−1. Elongation was determined using a laser extensometer. All the mechanical tests were carried out at a temperature of 20±1°C.
Morphology
The morphology of the blends was studied using scanning electron microscopy (SEM). Macrographs of the tensile fracture surfaces of the blends were obtained using a Leica Cambridge S360 scanning electron microscope. The fractured ends of the tensile specimens were mounted on aluminium stubs and then sputter coated with a thin layer of gold to avoid electrostatic charging during examination.
Swelling behaviour
Swelling characteristics were obtained using equilibrium swelling in accordance with BS ISO 1817:2005. The specimens were immersed in toluene at a temperature of 25°C for 72 h, which extended well beyond the point of maximum absorption. The swollen specimens were dried in a temperature controlled oven at 70°C for 2 h, after which they reached a constant mass.
Boiled xylene extraction
Boiled xylene extractions were performed according to BS ISO 10147:2004. The extraction was carried out for 8 h. The extracted specimens were dried in an oven at 150°C for 3 h. The xylene insoluble fraction and the degree of cross-linking were defined according to equations (1) and (2). These two parameters were used to describe the character of cross-linking reaction.26 Both the WPP and GTR alone create residual masses during boiled xylene extraction, and hence, these were deducted from the residual masses of the blends when calculating the degree of cross-linking of the blends.

The gel component from the boiled xylene extraction was analysed by differential scanning calorimetry (DSC) using a DSC 2010 thermal analyser. The thermograms were produced over a temperature range of 20–250°C at a heating rate of 0·17 K s−1.
Results and discussion
Processing characteristics
Figure 1 shows typical torque–time curves for GTR/WPP blends with and without HVA-2 and/or DTBPIB. All blends exhibited the same trend in torque development during the first stage of mixing. The blends exhibited an initial sharp peak due to the resistance exerted on the rotors by loading with unmolten material. A decrease in torque towards stabilisation can be attributed to softening and then melting of the WPP when subjected to mechanical and thermal shearing stresses. The break in the curve at 2 min is due to raising the ram in order to add the curatives and the antioxidant. A slight, but gradual, decrease in torque thereafter is observed with the control blend. In contrast, the blends containing HVA-2 alone exhibit a slight increase in torque towards stabilisation. This torque increase can be attributed to the increase in viscosity with the formation of cross-links in the GTR phase.27 It could also be due to the formation of a graft co-polymer.20 The blends containing both HVA-2 and DTBPIB show a sudden torque increase when the curatives are added and a decrease thereafter towards stabilisation. The height of this second peak, which is related to the amount of cross-links formed in the GTR phase22 and between the phases, is relatively high at higher DTBPIB contents. The second peak does not appear in the case of the blends without DTBPIB. The decrease in torque after the second peak could be associated with degradation of WPP and/or with a size reduction of the GTR phase.27
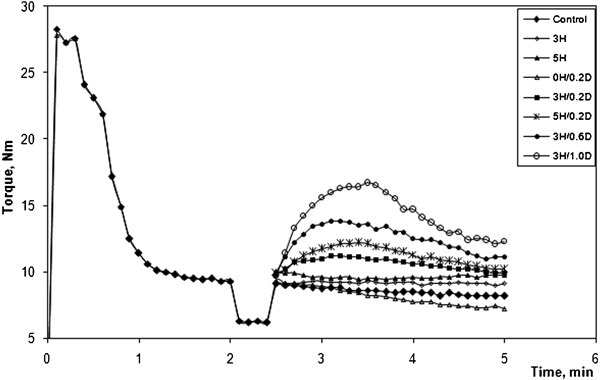
Mixing torque versus time for GTR/WPP blends
In general, peroxides generate free radicals at higher temperatures, which lead to undesirable side reactions with polyolefin present in the blend as the plastic phase. In the case of PP, the peroxy free radicals abstract the hydrogen radicals not only from allylic carbons but also from the tertiary carbons of polyolefin.26 The more stable tertiary free radical generated undergoes β chain scission, which results in some degradation of the PP.28 Similarly, the DTBPIB in the GTR/WPP blends generates highly active radicals and produces a high degree of cross-linking in the presence of HVA-2, but with some degradation of the WPP phase. The decrease in viscosity of the WPP due to chain scission overrules the viscosity increase due to cross-linking, resulting in an overall decreased torque at the final stage of the mixing. However, the blend containing DTBPIB alone does not show any increase in torque at the latter stage of mixing and drastically decreases with time. This confirms the degradation of the WPP phase and suggests the necessity of HVA-2 for the cross-link formation in the GTR/WPP blends.
Figure 2 shows the steady state torque of the blends as a function of HVA-2 content. The steady state torque reached at the completion of the mixing is an indicator of the viscosity of the final blends and is commonly used to access the processability of the blend.29 It is clear from the figure that the steady state torque increases with increase in HVA-2 and DTBIPB contents. This results in a substantial reduction in processability. The higher the HVA-2 content, the greater the difference in steady state torque between blends. Furthermore, the higher the DTBIPB content, the greater the increase in steady state torque (see Fig. 1). The overall increase in steady state torque first with HVA-2 and then with DTBPIB is due to the formation of cross-links in the GTR phase and between the phases. The formation of interfacial cross-links by DCP was reported for NR/PP22 and GTR/PP blends.25 However, these studies also reported some degradation of the PP phase.
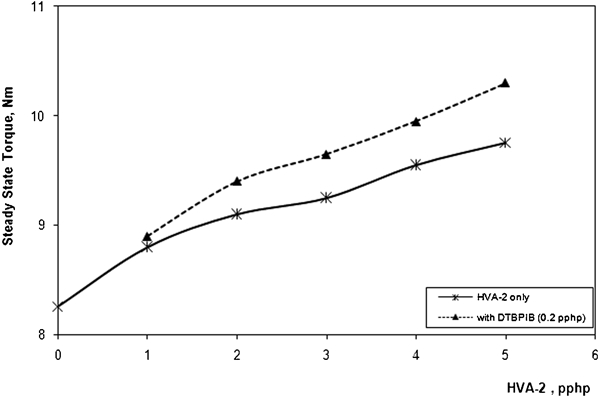
Steady state torque versus HVA-2 content for GTR/WPP blends
Impact properties
Table 1 and Fig. 3 shows the impact properties obtained from the falling dart impact test. Peak force, which has been shown to correspond to the yield point in the failure process, stiffness and ductility index, is given in Table 1, while the fracture initiation, propagation and failure energies as a function of HVA-2 content are shown in Fig. 3. The stiffness of the blend is given by the initial slope of the force–displacement curve. The ductility index is the ratio of fracture propagation energy to failure energy.
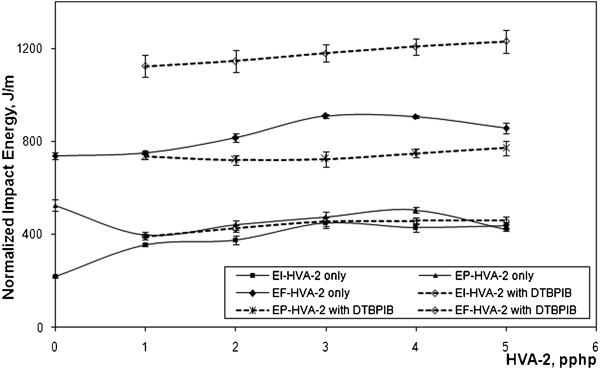
Impact energy versus HVA-2 content for GTR/WPP blends
Impact properties of blends*
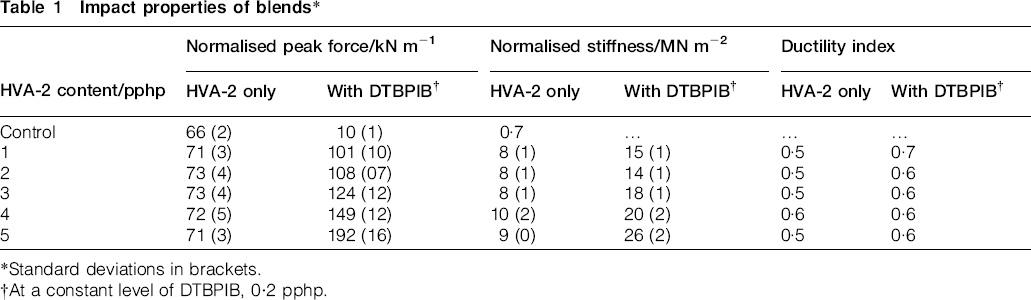
*Standard deviations in brackets.
†At a constant level of DTBPIB, 0·2 pphp.
The impact failure of the control blend was a ductile failure process in which the dart drew the material out as it passed through the specimen. With the addition of just 1 pphp HVA-2 to the control blend, the peak force increased, while the stiffness and the ductility decreased (see Table 1). The fracture initiation energy increased and the propagation energy decreased, resulting in a higher impact failure energy (see Fig. 3) but with a semibrittle fracture of the specimen. As noticed with the torque–time curves (see Fig. 1), this variation is attributed to the formation of more cross-links in the GTR phase by the HVA-2 curing agent. The free radicals formed during high shear melt mixing will facilitate the formation of cross-links. A relatively high degree of cross-linking will provide additional strength to the GTR phase, which will allow GTR molecules to stretch to a greater extent before failure. This cross-link formation increases with increase in HVA-2 content up to a maximum level. Once the free radicals formed during mixing are completely utilised, HVA-2 added to the blend may remain unreacted and behave like a filler. Alternatively, the HVA-2 added to the blend may be fully utilised to form cross-links. This variation in the degree of cross-linking with the addition of HVA-2 can be verified by the results obtained in the swelling and boiled xylene extraction experiments. However, the peak force, the stiffness and the ductility remain unchanged. The impact failure energy passes through a maximum at 3 pphp of HVA-2, suggesting it as the optimum level for the GTR/WPP (50∶50) blend.
With the addition of DTBPIB to the blends containing HVA-2, a significant increase in the peak force and in the stiffness of the blends resulted. The propagation energy drastically increased, providing more ductility to the blend. This effect was greatest at the higher HVA-2 levels. The impact failure energy also increased accordingly. The failure energy further increased with the increase in DTBPIB content (see Table 2). These improved impact properties could be due to better adhesion caused by the formation of cross-links over the interphase.28 A stronger interphase will transfer load effectively from the WPP phase to the GTR phase.
Impact and tensile properties of blends containing 3 pphp HVA-2*
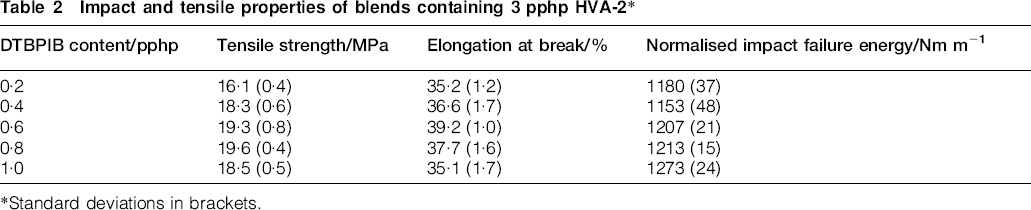
*Standard deviations in brackets.
Tensile properties
Figure 4 shows the variation in tensile strength with HVA-2 content for the blends with (0·2 pphp) and without DTBPIB. Tensile strength increases initially with HVA-2 content and then reaches a plateau, appearing to reach an optimum level at 4 pphp. A 33% increase in tensile strength over that of the control blend was observed. A ∼75% increase in tensile strength, over the control blend, was reported with the addition of 0·2 wt-% HVA-2 in an NR/PP (20∶80) blend.30 Another study showed only a 20% increase with 0·2 phr for NR/PP (15∶85) blends.20 In addition, no further increase in strength with HVA-2 content was recorded in those studies.
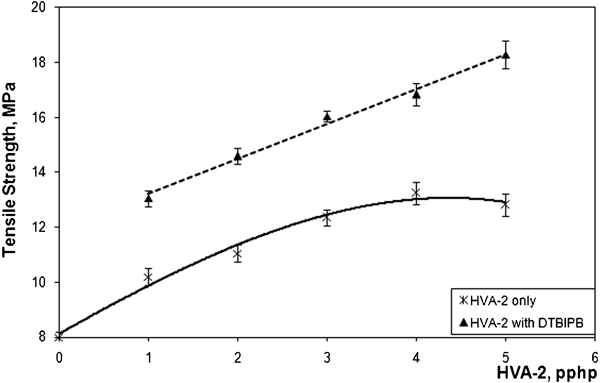
Tensile strength versus HVA-2 content for GTR/WPP blends
The tensile strength continuously increased with HVA-2 content when a constant level of DTBPIB (0·2 pphp) was added to the blend (see Fig. 4). This is again due to the formation of interfacial cross-links and/or cross-links within the GTR phase. In both cases, the morphology is stabilised by a reduced coalescence rate of GTR particles at the melt mixing process.8 This improves the compatibility of the blends and, hence, results in stabilised phase morphology. Further increases in the DTBPIB increased the tensile strength significantly, up to a maximum at 0·6 pphp for 3 pphp of HVA-2 (see Table 2). This increase over the control blend was 98%. A 100 and 24% increase in tensile strength over the control blend were reported for NR/PP (80∶20) blend21 and GTR/PP (20∶80) blend24 respectively. However, the results obtained in the present study cannot be compared accurately with the results of previous studies due to differences found in formulations, processing conditions and in moulding techniques used to make test specimens.
Elongation at break increased gradually with HVA-2 content (see Fig. 5). This increase was small, and the highest increase of 23% was obtained at 5 pphp of HVA-2. The addition of DTBPIB (at a constant level of 0·2 pphp) increased the elongation at break significantly for all the HVA-2 levels studied. Unlike the gradual increase in tensile strength with HVA-2 content, an optimum elongation at break, at 3 pphp of HVA-2, was observed. This was due to the additional cross-links formed in the GTR phase, which restricted the stretching of GTR molecules. However, due to the formation of additional interfacial cross-links with DTBPIB, the elongation at break further increased with DTBPIB content up to a maximum level (see Table 2). However, any further increase in both types of cross-links dropped the elongation at break. The maximum increase in elongation at break over the control blends (210%), was observed at 0·8 pphp DTBPIB with 3 pphp HVA-2. This suggests the necessity for an optimum level of both HVA-2 and DTBPIB to achieve best properties.
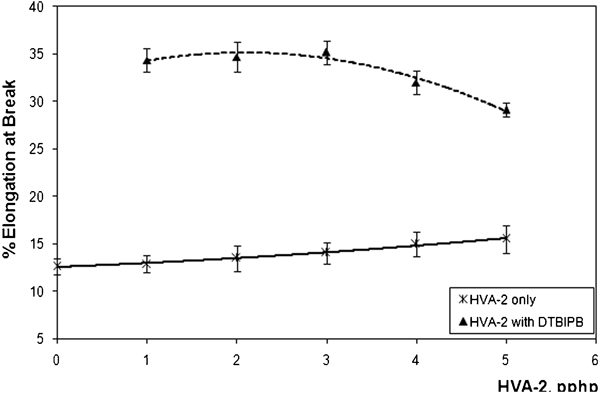
Elongation at break versus HVA-2 content for GTR/WPP blends
Phase morphology
Figure 6 shows the SEM images of tensile fracture surfaces of GTR/WPP blends at room temperature. Figure 6c shows quite regular shapes and a homogeneous blend. It reveals that the 3H/0·2D blend yields a good interfacial adhesion. Furthermore, this blend shows a rough failure surface, which indicates better tensile properties (see Table 2). The features of homogeneity and roughness are high for the 3H/0·6D blend (see Fig. 6d). As discussed before, the 3H/0·6D blend exhibits a relatively higher tensile strength. The micrographs for the control blend (see Fig. 6a) and for the 3H blend (see Fig. 6b) exhibit non-homogeneous fracture surfaces, indicating poor interfacial adhesions. These two-phase systems give relatively low tensile properties.
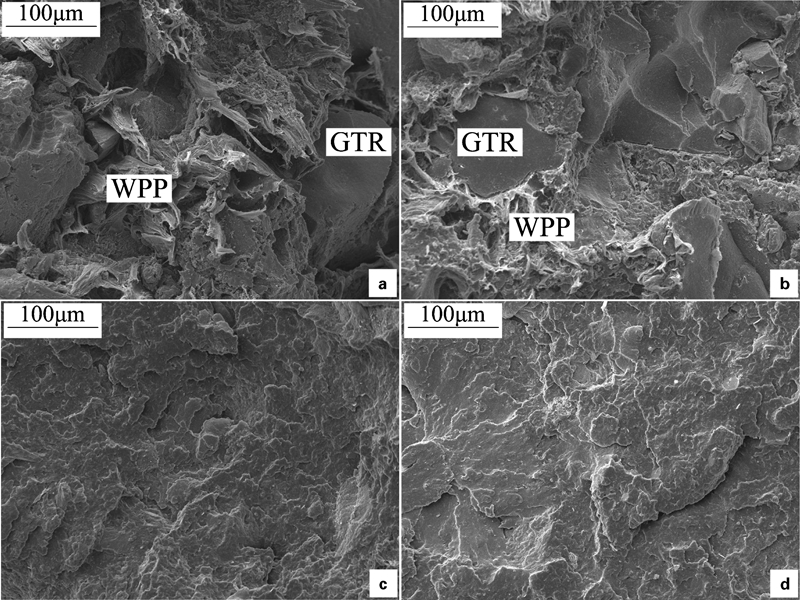
Images (SEM) of tensile fracture surfaces for a control blend, b 3H blend, c 3H/0·2D blend and d 3H/0·6D blend
Swelling behaviour
Cross-linked rubber, in general, is insoluble in toluene, but is highly swollen by the solvent.31 The swelling index of the GTR, the ratio of the swollen weight different before and after drying to the original weight of the specimen,26 was obtained as 1·6; while the gel content of the GTR, the ratio of dry weight after swelling to the original weight of the specimen, was obtained as 85%. This indicates that the GTR contains some soluble rubber and a considerable gel fraction, which, of course, contains the carbon black, the majority of which is bound chemically or physically to the rubber. As expected, the WPP exhibited 100% gel with a negligible swelling index. The control blend recorded a very low swelling index with relatively higher gel content (see Table 3). This reveals that cross-links were formed in the GTR/WPP blends without a curing system during the high shear melt mixing process. During melt mixing, PP chains are adsorbed onto the active sites of the GTR surface.
Swelling characteristics of blends*
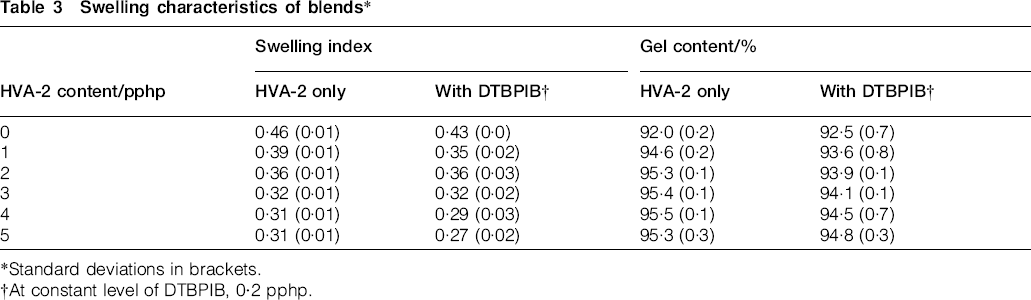
*Standard deviations in brackets.
†At constant level of DTBPIB, 0·2 pphp.
The addition of HVA-2 decreases the swelling index, which further decreases in the presence of DTBPIB. In contrast, the addition of HVA-2 alone increases the gel content, but it decreases with the addition of DTBPIB. The swelling of a cross-linked elastomer is dependent upon the average length of the polymer chains between cross-links.26, 31 The HVA-2 curing system produces C–C cross-links, which are shorter and stronger than the polysulphidic cross-links available in the GTR. Hence, the increase in both properties with increase in HVA-2 content suggests the formation of additional cross-links in the GTR phase. The variations of the two properties with HVA-2 content in the presence of DTBPIB suggest the formation of interfacial cross-links in addition to the formation of cross-links in the GTR phase. This also suggests scission of polymer chains in the blend. Further increases in the DTBPIB content results in a decrease in swelling index and increase in gel content (see Table 4) and suggests the formation of more interfacial cross-links with the chain ends generated by chain scission.
Swelling and xylene extraction of blends containing 3 pphp HVA-2*
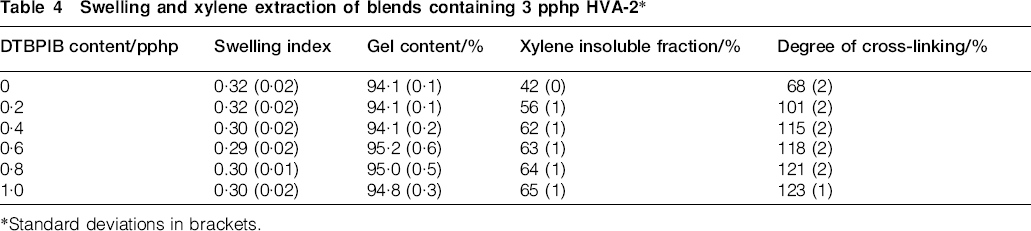
*Standard deviations in brackets.
Boiled xylene extraction
Uncross-linked PP, and both cross-linked and uncross-linked rubbers, in general, completely dissolve in boiled xylene. However, both WPP and GTR showed residues due to the presence of particulate additives and impurities of particle sizes >100 μm in the blend, and the xylene insoluble fractions were measured as 15 and 12% respectively. The xylene insoluble fraction for the control blend showed a much higher value (38%) compared to the insoluble fractions of the individual materials, confirming the formation of cross-links during melt mixing (see Table 5).
Xylene extraction properties for GTR/WPP blends containing 0·2 pphp DTBPIB*
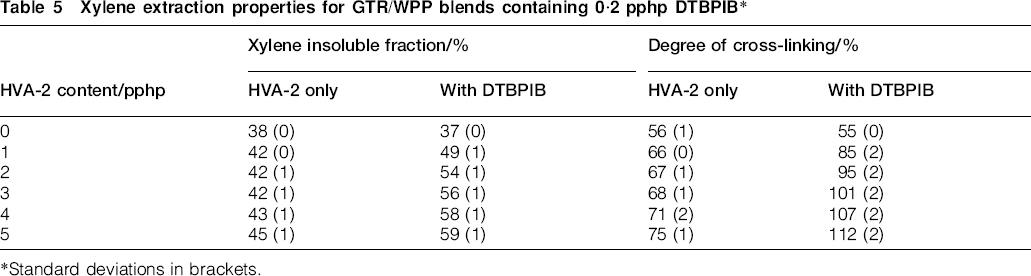
*Standard deviations in brackets.
The xylene insoluble fraction increased with the addition of HVA-2 to the control blend. This increase remains unchanged up to 4 pphp of HVA-2. Furthermore, the xylene insoluble fraction increases continuously with HVA-2 content in the presence of DTBPIB and also with an increase in the DTBPIB content (see Tables 4 and 5). These observations are in agreement with swelling characteristics and with the mechanical properties. The degree of cross-linking is high at higher HVA-2 contents, but is always <100%. However, the degrees of cross-linking in the blends at high HVA-2 contents, in the presence of DTBPIB, were >100% and confirm the adhesion of the WPP phase with the GTR phase, hence confirming that the WPP was also involved in the process. This adhesion can be due to the formation of interfacial cross-links and/or the formation of graft co-polymers. This effect is similar for an increase in DTBPIB content, but is significant at higher contents.
The blend with DTBPIB alone shows the lowest xylene insoluble fraction and degree of cross-linking, which is caused by degradation of the WPP. This is in agreement with the processing characteristics obtained (see Figs. 1 and 2). These results can be further confirmed by the appearance of the gel and sol obtained and with the DSC thermograms of the gels.
Figure 7 shows the appearances of the gel components and sol components obtained during boiled xylene extraction, while Fig. 8 illustrates the DSC thermograms of the gel components. The gel from the control blend is a free flowing fine powder (see Fig. 7), which does not exhibit any peak assignment for the melting point of PP at 166°C (see Fig. 8). The gel for the 3H blend was a coarse powder, which could be crushed under finger pressure. The DSC thermogram for the 3H blend also did not exhibit a peak for PP, but the 5H blend exhibited a small peak assigned to PP, which revealed that a cross-linking reaction occurred in the GTR/WPP blends at the GTR particles selectively. The gels from the blends containing both HVA-2 and DTBPIB were combined into single masses and show significant peaks assigned to PP, indicating that the selectivity is retained in the WPP phase. These peaks become larger and also broader with an increase in the DTBPIB content and confirm the formation of increased levels of interfacial adhesions with the DTBPIB content. However, the appearance of the gel from the blend with only DTBPIB was very similar to that of control blend. It did not show the peak assigned to PP and, hence, confirms the failure in formation of interfacial cross-links with DTBPIB alone for the WPP/GTR blends, although these have been reported with virgin NR/PP blends.22
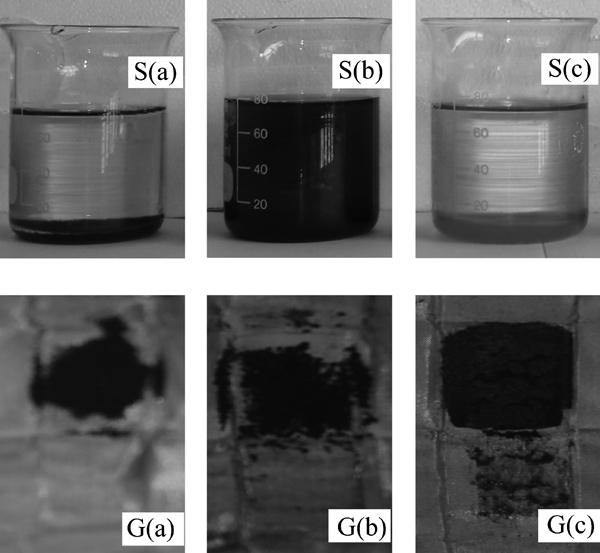
Sol (S) and gel (G) following boiled xylene extraction for GTR/WPP blends
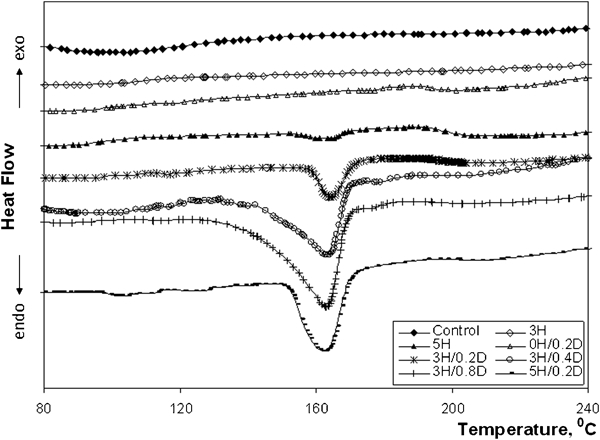
Differential scanning calorimetry thermograms of gels from boiled xylene extractions
The sol component of the control blend was partly clear and showed a black precipitate at the bottom. This black precipitate indicates dissolution of carbon black in the xylene. The sol of the blend containing HVA-2 alone was a turbid solution with black powdery dispersed particles, but with a considerable black precipitate. The sol of the blends containing HVA-2 and DTBPIB was a clear yellow colour solution, with a white thick gel at the bottom. The yellow colour was due to the dissolution of HVA-2 in the xylene and the white gel may be uncross-linked PP. The absence of black precipitate in this blend reveals the entrapment of carbon black in the network that was formed during blending, which result in a further enhancement of the mechanical properties.
Conclusions
The GTR/WPP blend without the addition of a curing agent (the control blend) was a two-phase system due to presence of two incompatible materials. This blend exhibited a certain degree of cross-linking formed during high shear melt mixing. The addition of HVA-2 caused the formation of cross-links at the GTR phase, with relatively improved impact and tensile properties. Particularly, it is important to achieve a balance of properties, and hence, it is important to have a high toughness combined with a high strength and elongation before failure. The best balance of properties for these blends was obtained at 3 pphp of HVA-2. Further increases in HVA-2 content did not produce a significant improvement in properties but an increase in melt viscosity, which caused difficulty in processing. The addition of DTBPIB produced a homogeneous blend with increased cross-link formation at the GTR phase, together with interfacial cross-links and/or a co-polymer. As a result, the blends with the curing system exhibited further improvements in impact and tensile properties. The ductility of the blend also improved. With an increase in DTBPIB content, impact properties and tensile strength continuously increased, but the elongation at break decreased. The best balance of properties for the blends containing both HVA-2 and DTBPIB were obtained at 3 and at 0·6 pphp respectively. The addition of DTBPIB alone did not improve the properties of the GTR/WPP blends. The properties of the GTR/WPP obtained were comparable with virgin NR/PP blends.
Footnotes
Acknowledgements
The authors would like to thank the University of Moratuwa for the sponsorship and the World Bank for the IRQUE grant.