
Abstract
The mechanical and electrical properties of natural rubber (NR)–alumina (Al2O3) composites crosslinked with dicumyl peroxide (DCP) were investigated. Scanning electron micrographs indicate the interaction of the C–C microstructure and that alumina particles are moderately dispersed in the matrix. The X-ray diffraction patterns indicate that Al2O3 is of the β phase polytype that possesses high ionic conductivity. The electrical conductivity of the composites with DCP is greater by nearly three orders of magnitude than that of NR–Al2O3 composites without DCP and pure NR. The increase in the electrical conductivity and the mechanical property is caused by the strong C–C bond, the tunnelling phenomenon and the ionic polarisation of the alumina particles acting as the dispersed phase in the elastomer matrix.
Introduction
The backbone of natural rubber (NR), i.e. polyisoprene, is related to the polyacetylene backbone through the saturation of every other double bond. Polyisoprene is a potential candidate for materials used in various devices: solar cells, light emitting diodes and field effect transistors.1, 2 Raw elastomers, e.g. NR, have poor properties and need to be reinforced. Reinforcement provides improvement in properties, such as tear strength, abrasion resistance, stiffness and hardness. The solid particles (reinforcing agent or filler) and curing agents, to a large extent, control the mechanical properties of the rubber matrix.3 STR XL is one kind of NR grades which means Standard Thai Rubber type XL or dried NR in an extralight colour slab with a low dirt content of <0·04 wt-% having the chemical structure as shown in Fig. 1 and used as astarting material in this work.
Natural rubber structure
Alumina is a linear dielectric material with ionic polarisation and potential uses as electrolytic capacitors, optical materials and photoluminescents.4 The most common form of crystalline alumina is corundum, which has a rhombohedral Bravias lattice with a space group R-3c (number 167 in the International Tables). Alumina also exists in other phases, namely η, γ, θ and δ theta alumina. All the phases have a structure with a spinel-like Al–O network similar to that found in β-alumina polytypes. The structures of β- and β″-alumina are closely related polytypes; both have the same general stacking pattern of Al–O spinel-like blocks separated by Na–O planes.4 The β- and β″-alumina are high temperature solid electrolytes exhibiting high ionic conductivity.4 These materials have been used in energy storage, alkali–metal thermal to electric conversion cells and gas sensors.5 β″-Alumina, which has higher ionic conductivity, is preferred over that of β-alumina. In general, the properties of Al2O3 are low thermal expansion, good thermal shock fracture resistance, low density, high creep resistance, good chemical and thermal stability, high melting point (1828±10°C) and excellent toughness and strength. Previous studies6, 7 reported that alumina can reduce heat, humidity, light, ozone and gamma radiations and crack growth in NR. Al2O3 is a potential candidate as the dispersed phase in the NR matrix.8–10 Sulphur is the most widely used material as curing agent for rubbers. When it is used with an accelerator and an activator at elevated temperatures, thermally stable covalent bonds are formed between the elastomer chains at the carbon–carbon double bonds. Oh and Koenig11 reported the preferred use of peroxide as crosslink agent. An important feature of peroxide as curing agent is the superior strength of the C–C bond compared to the S–S or C–S bond in sulphur curing. The stronger bond strengths result in superior heat and creep resistance at high temperatures compared to sulphur crosslinked systems. Bhowmick et al.12 reported that C–C crosslinking is more resistant than C–S crosslinking and has better compression set properties. The C–C crosslinking is induced by peroxides, which are basically divided into two types: peroxide with a carboxylic acid group (dibenzoyl peroxide) and peroxide without a carboxylic acid group [dicumyl peroxide (DCP)]. Peroxide without carboxylic groups has less sensitivity to acids and higher decomposition temperatures and is suitable for compression. The general advantages of peroxide based crosslinking are high temperature resistance, good elastic behaviour in particular compression sets and no discoloration of the finished product.13 Dicumyl peroxide is an organic compound containing the peroxy group (–O–O–) chain-like structure. Dicumyl peroxide is used as a vulcanising agent for elastomers, a crosslink agent for polyolefins, a polymerising initiator for polyester and a flame retardant for alkenyl aromatic resins (like polystyrene) when combined with organic halogens.
The objective of the present work is to investigate the effect of DCP as crosslink agent on the mechanical and electrical properties of NR and Al2O3 composites. The present work also reports on the microstructures and the physical and thermal properties of the NR/Al2O3 composites.
Experimental
Materials
The Al2O3 (Sigma-Aldrich Chemical Co., Ltd, USA) powder's specific gravity was 3·90 g cm−3. The starting NR (STR XL) was supplied by Venus Technology Co., Ltd, Thailand. The STR XL is a dried NR in an extralight colour slab with low dirt content of <0·04 wt-%. The specific gravity, impurity content, Mooney viscosity, initial plasticity and plasticity retention of the NR (STR XL) are 0·92 g cm−3, 0·02 wt-%, 62·8 (unitless), 32·0 (unitless) and 81·3 (unitless) respectively. This NR (STR XL) exhibits a high compounded gum tensile strength and good tensile properties and possessed low level non-polymer constituents.1, 7, 14 Dicumyl peroxide (Sigma-Aldrich Chemical Co., Ltd, USA) [C6H5C(CH3)2]2O2, with 99·0 wt-% purity, was used as the crosslink agent.
Instruments
Fourier transform infrared (FTIR) spectra were recorded on a spectrometer (PerkinElmer, model Spectrum One) with spectral resolution of 4 cm−1. The specimens were prepared by mixing with a single crystal potassium bromide.
X-ray diffraction (XRD) patterns were obtained and analysed using an analyser (Bruker, D8 Discover) with a VANTEC-1 detector and a double crystal wide angle goniometer. Scans were taken from 10 to 80° 2θ at a scan speed of 5° 2θ/min in 0·05 or 0·03° 2θ increments using Cu Kα radiation (λ = 0·154 nm). Peak positions were compared with the standard of the Joint Committee on Powder Diffraction Standards files to identify the crystalline phases.
Simultaneous thermal analysis (STA) measurements were taken (Netzsch, model STA 490). The thermal scan was from 27 to 600°C at a heating rate of 10°C min−1 under air atmosphere to determine the vulcanisation behaviour of the composites cured with DCP. The heat of vulcanisation was calculated by integrating the area under the exothermic signal.
Scanning electron microscope (SEM) images were obtained using SEM (model JEOL-5200). Samples of NR, NR/Al2O3 and Al2O3 powder were mounted on stubs using a carbon paste and sputter coated to ∼0·1 μm gold to improve conductivity. An acceleration voltage of 20 kV with magnifications of ×100 and ×2000 was used.
The electrical properties were obtained and measured using an impedance analyser (HP, model 16451B) with an inductance, capacitance and resistance meter (HP, model 4284 A). The samples were prepared according to ASTM B263-94 for electrical property measurement. Composite samples were prepared as thin discs having a diameter of 25 mm and a thickness of 0·50 mm. The electrical properties were measured at frequencies from 500 to 106 Hz with an ac current of 2 A. The measured electrical resistivity of the composite materials was converted to electrical conductivity as follows15

Cumulative and fractional distributions were measured using a particle size analyser (Mastersizer S, model Polydisperse 2·19). The samples were dispersed in a water medium and vibrated in an ultrasonic bath for 20 min.
The curing behaviour was investigated at 160, 170, 180 and 190°C using an oscillating disc rheometer (Techpro-Rheo Tech, ODR121105).
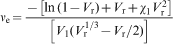
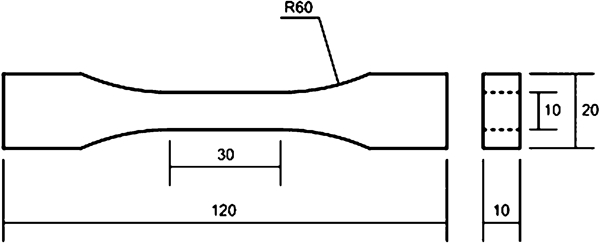
Crosslink density measurement was performed using the toluene swelling method prescribed in ASTM D-6814-02. The vulcanised samples cured at 160, 170, 180 and 190°C were cut into squares (1 cm wide and 3–5 mm thick) and weighed before being swollen in toluene until equilibrium, which normally took 72 h. The crosslink density was determined at room temperature and calculated using the Flory–Rehner equation
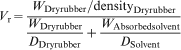

Tensile tests were carried out according to the ISO 37 and ASTM D42 procedures, with a type 1 dumbbell specimen in tension mode using a tensile testing machine (Zwick, model Instron 1011) at a constant crosshead speed of 500 mm min−1. Compression moulding and compression set were tested according to ISO 815 on samples of 6 mm thickness and 13 mm diameter. The tests were conducted at the temperature of 23°C and at 55% humidity.
Dumbbell sample for tensile mode (ASTM D42)
Composite sample preparation
Composite samples of NR and Al2O3 with DCP were prepared using a two-roll mill (Kodair Seisakusho model R11-3FF). The dispersed phase (Al2O3) and the crosslink agent were added in appropriate amounts. The composites were vulcanised for the durations required to obtain 90% cured reaction or t90 as determined from the rheometer curing curves. Three curing conditions were used: adding 1, 3 and 5 wt-%DCP as the crosslink agent at 170°C (the formulations of the composite samples are shown in Table 1).
Formulation of composite samples*

*Density of STR XL, 0·92 g cm−3; density of alumina, 3·90 g cm−3; density of DCP, 1·02 g cm−3.
Results and discussion
Physical characterisation
The particle size distribution of the DCP shows that the cumulative fraction finer than the size of 90% (d90), 50% (d50) and 10% (d10) is at 1623·33, 963·33 and 311·85 μm respectively. The average particle size of the DCP is 976·16±22·26 μm. Alumina particle sizes corresponding to the cumulative fraction finer than the size of 90% (d90), 50% (d50) and 10% (d10) are at 27·82, 0·16 and 0·06 μm respectively. The average particle size of the alumina is 9·870±0·023 μm. The chemical composition of the alumina powder, as measured by X-ray fluorescence, indicates that it contains 99·79 wt-% of Al2O3 and 0·21 wt-% of other oxides.
Figure 3 shows the STA data (differential thermogravimetric–thermogravimetric–differential thermal analysis) of the NR/Al2O3 composite crosslinked with DCP and DCP particles respectively. Simultaneous thermal analysis measurements were performed under non-isothermal conditions in order to investigate the vulcanisation behaviour of the uncured composite. Figure 3a shows the percentage of ceramic yield between room temperature and 600°C to be equal to 77·19. The differential thermal analysis thermogram of the composite shows four reaction peaks at temperatures of 170·0, 294·3, 379·1 and 513·6°C under the exothermic signal. The first exothermic peak of the NR/Al2O3 composite crosslinked with DCP and vulcanised at 170·0°C occurs at 175·9°C, as shown in Fig. 3b. The general information of DCP halflife occurs at 175·9°C, corresponding to only one peak obtained for the exothermic reaction, as shown in Fig. 3b. The cure time and the cure temperature in a typical application can be related to the halflife of the peroxide. The halflife is the time required for half of the peroxide to decompose at the reaction temperature. Dicumyl peroxide has a short halflife and can initiate curing at a lower temperature. During vulcanisation, the amount of peroxide remaining at any time is the initial concentration of peroxide multiplied by (1/2n), where n is the number of halflives. The DCP is the peroxide without a carboxylic acid group; it has a compression set at low temperature, is fast curing and decomposes at high temperature. The percentage of DCP remaining is equal to 9·50 as the curing agent decomposition occurs above 175·9°C. The NR/Al2O3 composite samples crosslinked with DCP exhibit the viscoelastic behaviour as the temperature is raised above Tg, Tm and Tdegrade.15
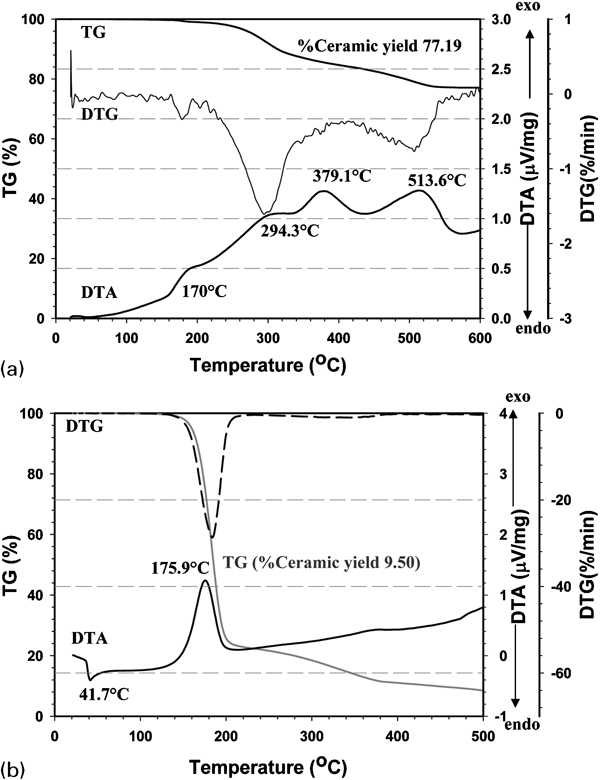
Simultaneous thermal analysis of samples
The FTIR spectra of the NR, the alumina, the NR/Al2O3 crosslinked/uncrosslinked with DCP and the NR with DCP at 27°C are shown in Fig. 4a. The characteristic peaks of NR/Al2O3 crosslinked with/without DCP at 170°C are at 3400–3200 cm−1 ν(O–H), 3000–2900 cm−1 ν(C–H) and ( = CH), 2900–2800 cm−1 ν(CH2), 1800–1600 cm−1 ν(C = C), 1500–1300 cm−1 (CH3 asymmetric deformation), 1300–1100 cm−1 ν (C–O–C), 1100–740 cm−1 ( = CH bending) and 640–580 cm−1 ν(Al–O), as shown in Fig. 4a. Our FTIR results are consistent with those reported by Ismail et al.16 and Kansal and Laine.17 Figure 4b shows the FTIR spectra of the NR with/without DCP at 170°C: a broaden peak at 3400–3200 cm−1 ν(O–H) of alumina and the NR 3000–2900 cm−1 ν(C–H) and ( = CH), 2900–2800 cm−1 ν(CH2), 1750 cm−1 and 1031 cm−1 ν(C = C) and ν(C = O), 1152 cm−1 ν(C–O–C), 930 and 740 cm−1 ν( = CH bending) and –(CH2)n– (n⩾5) and 640–580 cm−1 ν(Al–O). Figure 4 illustrates the chemical bonding and the functional groups of NR/Al2O3 composites through the addition of DCP as the crosslink agent at the curing temperature of 170°C. Dicumyl peroxide as curing agent for NR has one advantage: the resulting network contains only relative stable carbon–carbon bonds as the junction units between chains, providing the crosslinks with high thermal stability, low creep and compression set as well as high reversion and superior heat aging resistance. This is in contrast to the sulphur cured systems, which consist of –C–(S)x–C– units.
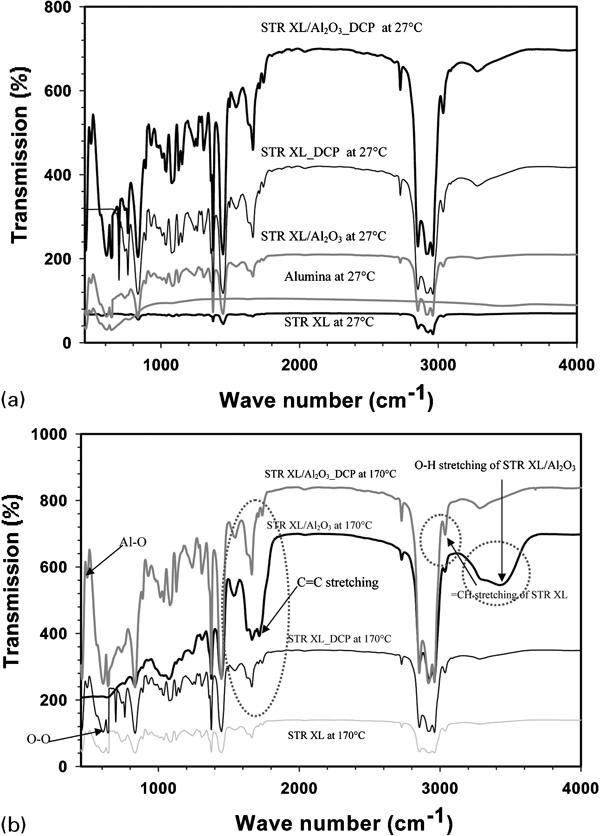
Fourier transform infrared spectra of a NR, alumina (Al2O3), NR/Al2O3 composite without DCP and NR with DCP, at 27°C and b NR at 170°C, NR with DCP at 170°C, NR/Al2O3 with DCP at 170°C and NR/Al2O3 without DCP composite at 170°C
The cross-sectional SEM images of the NR (STR XL) and NR/Al2O3 composites with 1, 3 and 5 wt-%DCP cured at 170°C are shown in Fig. 5. Figure 5a shows an SEM image of the pure NR. Crosslinking with DCP into the NR/AL2O3 composite helps the bridge bonding and, consequently, the mechanical and electrical properties. The higher the percentage by weight of DCP in the NR/Al2O3 composites, the stronger and stiffer the bridge bonding in the network, as shown in Fig. 5b–d respectively. The strong and stiff bridge bonding in the network, as indicated by the cross-sectional SEM images of NR/Al2O3 composites crosslinked by DCP, is due to the strong C–C bonds (C–C bond strength of 350 kJ).
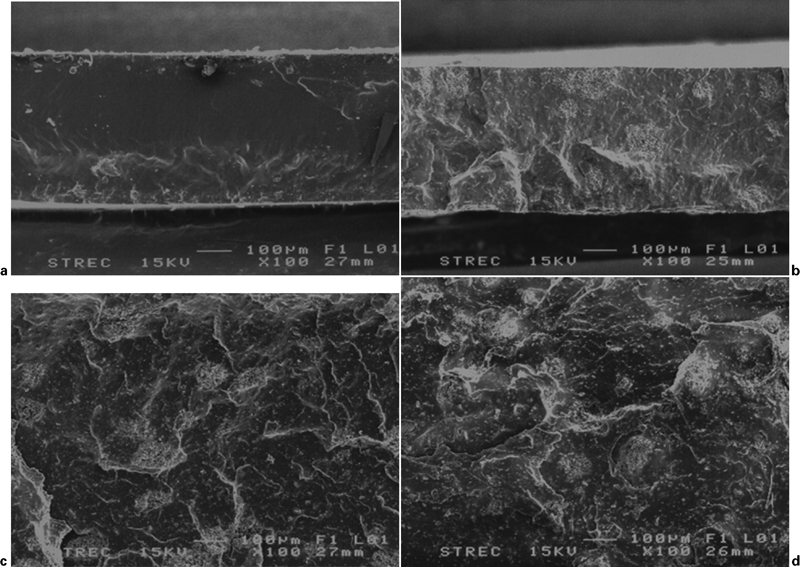
Images (SEM) of a NR, b NR/Al2O3 with 1%DCP cured at 170°C, c NR/Al2O3 with 3 wt-%DCP cured at 170°C and d NR/Al2O3 with 5 wt-%DCP cured at 170°C
The XRD patterns of the NR, Al2O3 and NR/Al2O3 composites, with DCP vulcanised at 170°C, are shown in Fig. 6. The XRD patterns of alumina powder and NR–Al2O3 composite with DCP cured at 170°C resemble those recorded by the International Center for Diffraction Data (Joint Committee on Powder Diffraction Standards no. 00-042-1458 with the corundum phase form and no. 01-070-0384 with the hexagonal phase form). This observation indicates a partial phase transformation from the corundum phase (rhombohedral) to β- and β″-alumina forms (hexagonal). The structures of β- and β″-alumina are closely related polytypes; both have the same general stacking pattern of Al–O spinel-like blocks separated by Na–O planes.4 The β- and β″-alumina forms exhibit high ionic conductivity; impurity ions (K+, Ca2+ and Na+), as traced by X-ray fluorescence, can migrate through a surplus of cationic sites in the crystal lattice. Furthermore, the XRD pattern of the NR–Al2O3 composite crosslinked by DCP suggests that the corundum phase and the rhombohedral form Al2O3, which are capable of three polarisations (i.e. electronic, ionic and orientation). This is due to the repositioning of Al3+ and O2− ions and the non-centrosymmetric structures: the tetragonal, orthorhombic and rhombohedral forms. In addition, the XRD pattern of NR–Al2O3 with DCP shows both crystalline and amorphous phases. The alumina particles in the NR represent the crystalline domains of well packed chains with delocalised charge species dispersed in the amorphous media of low chain ordering. Interparticle resonance tunnelling occurs through the strongly localised states in the amorphous media. In the crystalline region, the NR chains are regularly and densely packed, and there is good interchain overlap. In the amorphous region, the order in the chain arrangement is poor, so the charges are localised in isolated chains.
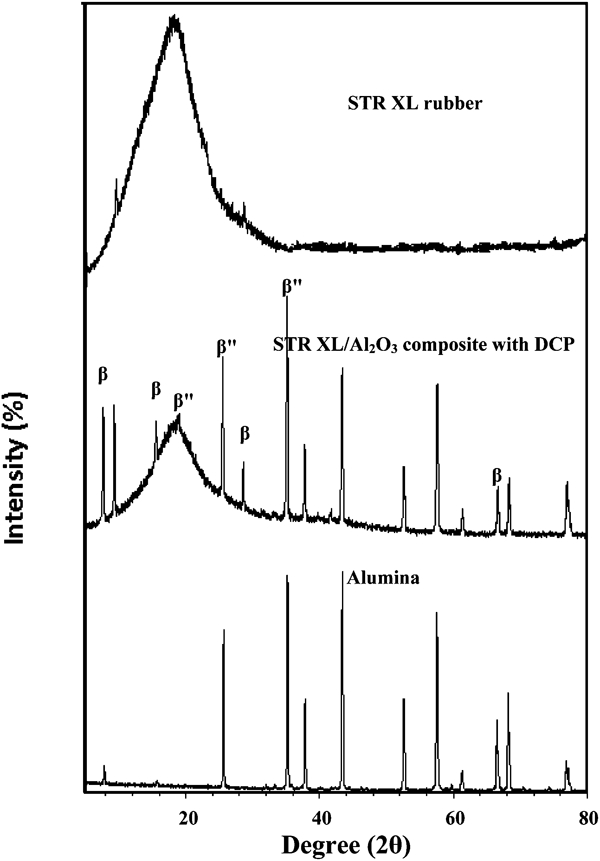
X-ray diffraction peak patterns of NR, alumina (Al2O3) and NR–Al2O3 composites with DCP cured at 170°C
Curing characteristics and crosslink density measurement
The curing characteristics of NR/Al2O3 with 1, 3 and 5 wt-%DCP and vulcanisation at 170°C are tabulated in Table 2. The results show that the curing time, denoted as t90, is ∼8 min. The effect of DCP as the crosslink agent on the cure characteristics, the optimum curing time and the maximum rheometric torque is considered next. With the incorporation of DCP, the vulcanisation reaction of cured NR–Al2O3 composites increases, as indicated by the increase in rheometric torque (more stiffness), curing time and scorch time. This can be explained by the rather good dispersion of the dispersed phase (Al2O3) on the NR matrix. It can be assumed that the rheometric torque is related to the crosslink density of the composites.18 The NR–Al2O3 composites with 1, 3 and 5 wt-%DCP vulcanisation at 160, 170, 180 and 190°C show swelling ratio and crosslink density characteristics. The NR–Al2O3 composites with 1, 3 and 5 wt-%DCP vulcanisation at 170°C show the highest crosslink density. To prove this hypothesis, the crosslink density and swelling ratios of the composites were measured (the data are tabulated in Table 3). At lower and higher vulcanisation temperatures (e.g. 160, 180 and 190°C), the crosslink densities obtained are relatively low. Under- and overcurings lead to reverse reaction and bond breakage (C–C bond breaking).
Curing times of STR XL/Al2O3 with DCP vulcanisation at 170°C*

*Smax: maximum torque; Smin: minimum torque; ΔS: difference between maximum and minimum torques; TS2: scorch time; TS90: optimum cure time; vulcanisation temperature = 170°C.
Swelling ratios and crosslink densities of STR XL/Al2O3 crosslinked with DCP as measured at room temperature
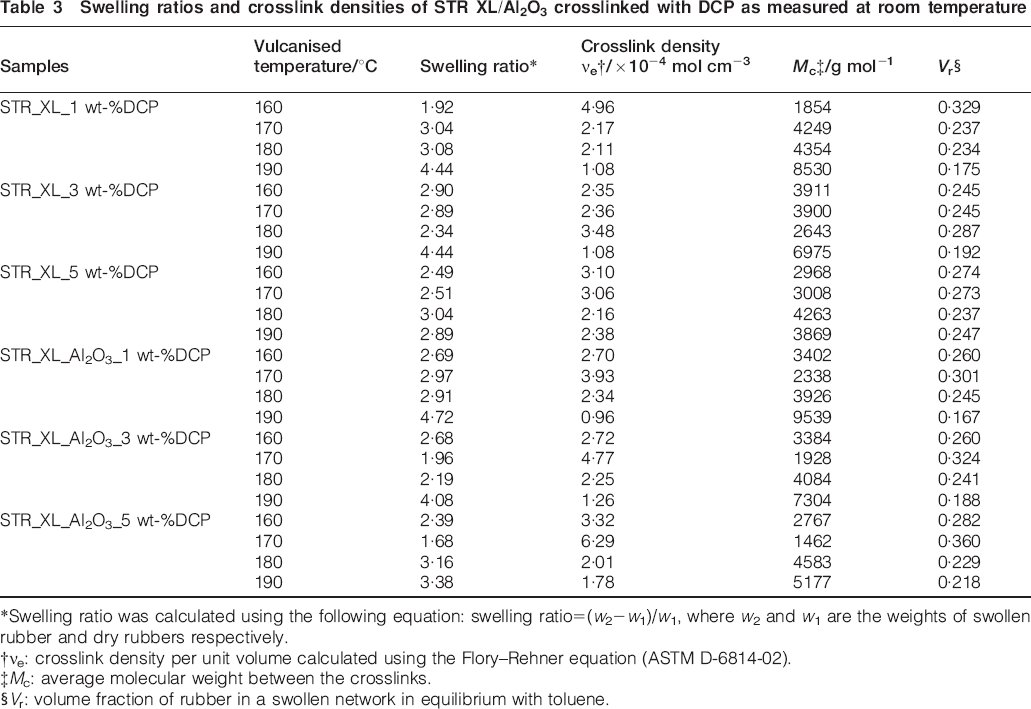
*Swelling ratio was calculated using the following equation: swelling ratio = (w2−w1)/w1, where w2 and w1 are the weights of swollen rubber and dry rubbers respectively.
†νe: crosslink density per unit volume calculated using the Flory–Rehner equation (ASTM D-6814-02).
‡Mc: average molecular weight between the crosslinks.
§Vr: volume fraction of rubber in a swollen network in equilibrium with toluene.
Swelling behaviour
Figure 7 shows the relationship between the volume fraction of NR–Al2O3 composites with 1, 3 and 5 wt-%DCP cured at 160, 170, 180 and 190°C in swollen vulcanizate and the crosslink density or swelling ratio determined in toluene according to D 6814-02 following the Flory–Rehner equation and the Flory–Huggins interaction parameter. The swelling ratio of the composites at the equilibrium state in toluene solution decreases as the DCP cured at 170°C percentage increases from 1 to 5 wt-%. The NR–Al2O3 composite sample with 5 wt-%DCP cured at 170°C has the highest crosslink density or the lowest swelling ratio. The swelling ratio increases gradually with the vulcanisation temperature and shows an overcuring at high temperature, especially at 190°C. Our results are consistent with the swelling behaviour results obtained by Ismail et al.19 In this work, toluene was used as the only solvent, with the Flory–Huggins interaction parameter equal to 0·391.
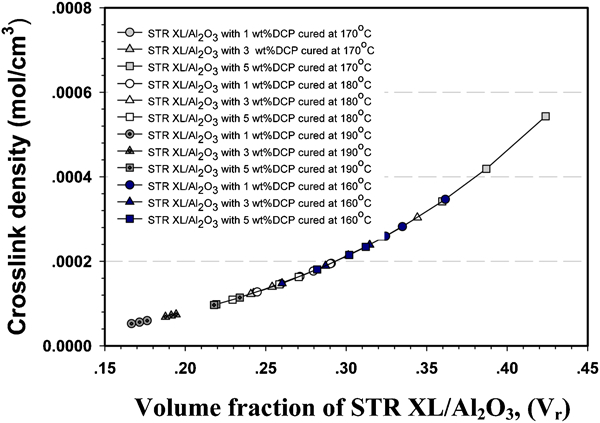
Crosslink density of NR–Al2O3 with 1, 3 and 5 wt-%DCP composites cured at 160, 170, 180 and 190°C versus volume fraction Vr following Flory–Huggins interaction parameter between toluene and elastomer
Mechanical properties of NR–Al2O3 composites crosslinked by DCP at vulcanisation temperature of 170°C
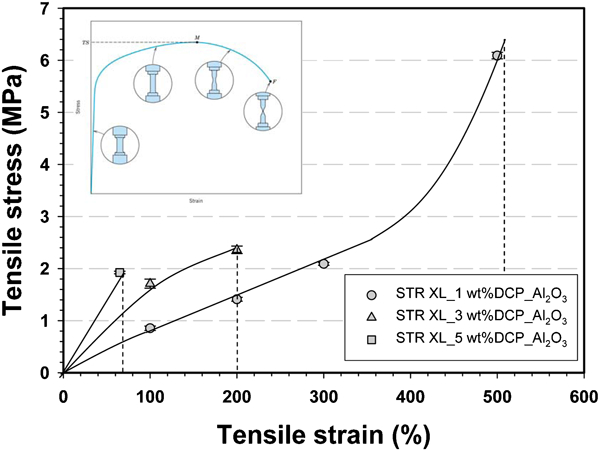
The mechanical properties in tensile mode of the NR–Al2O3 composites with 1, 3 and 5 wt-%DCP cured at 170°C are shown in Fig. 8, and the data are tabulated in Table 4. Figure 8 shows the tensile stress–strain curves of the cured composites at 170°C as a function of the percentage of DCP. There is a clear trend of increases in the stiffness and the tensile modulus of elasticity with the increase in the percentage of crosslink agent (DCP). The bond strengths for the rubber crosslinked with DCP (C–C bond of 350 kJ) can be compared to those of sulphur curing (C–S bond of 285 kJ and S–S bond of 155–270 kJ).20, 21 Palys et al. reported that carbon–carbon bonds of DCP crosslinking have higher bond strengths as compared to the lower energy sulphur–sulphur bonds from sulphur vulcanisation.22 The mechanical properties of the NR–Al2O3 composites crosslinked by DCP are due to the high bond strengths of C–C bonds; this also explains why DCP generally has better heat aging, higher hardness and modulus, reduced elongation, tear strength and flex fatigue. Moreover, Bhowmick et al.12 showed that C–C crosslinking is mechanically better than C–S crosslinking and has better compression set properties. However, NR–Al2O3 composites with a small amount of 1 wt-%DCP cured at 170°C are suitable for various applications, such as engineering devices, actuators and biomimetics, because they still have the highest elongation at break and tensile strength values.
Modulus of elasticity of NR–Al2O3 composites with 1, 3 and 5 wt-%DCP cured at 170°C
Mechanical properties of STR XL/Al2O3 with DCP cured at 170°C as measured at room temperature

The NR–Al2O3 composites crosslinked by DCP possess good electrical properties because of the three main mechanisms related to alumina particles as the dispersed phase within the NR matrix:
the stress transfer from the matrix to the non isometric particles
the partial substitution of soft matrix with stiffer filler
the segmental immobilisation caused by the interaction of polymer chains with filler surface.23
The stress transfer mechanism depends on the inclusion aspect ratio, its orientation to the applied load and the strength of adhesion, and thus, it is considered as a size independent contribution for the case of sufficiently flexible matrix chains. The second mechanism is independent of particle size as well. On the other hand, the segmental immobilisation mechanism contributes to the overall composite reinforcement with the extent primarily affected by the size of the inclusions, becoming important for submicrometre particles with large surface/volume ratio. In addition, other reinforcement principles are ions migrating out of the alumina particle and the electrochemical reaction.
Electrical properties of alumina particles embedded in NR composites (NR–Al2O3) crosslinked by DCP at vulcanisation temperature of 170°C
Figure 9 shows the electrical properties (electrical conductivity and dielectric constant) of NR (STR XL), Al2O3 and NR–Al2O3 composites with 1, 3 and 5 wt-%DCP cured at 170°C versus the frequency from 500 to 106 Hz, measured at room temperature with an ac current of 2 A. With an increasing percentage of DCP, the electrical conductivity and the dielectric constant increase gradually. The dielectric constant values are 1·542, 15·741, 32·053, 68·385 and 74·383 for the NR, Al2O3 and NR–Al2O3 composites with 1, 3 and 5 wt-%DCP respectively, as measured at room temperature and at 500 Hz. The electrical conductivity values of the NR, Al2O3 and NR/Al2O3 composites with 1, 3 and 5 wt-%DCP are 6·517×10−9, 1·502×10−7, 6·375×10−6, 1·101×10−5 and 1·283×10−5 Ω−1 m−1 respectively, as measured at room temperature and at 500 Hz.
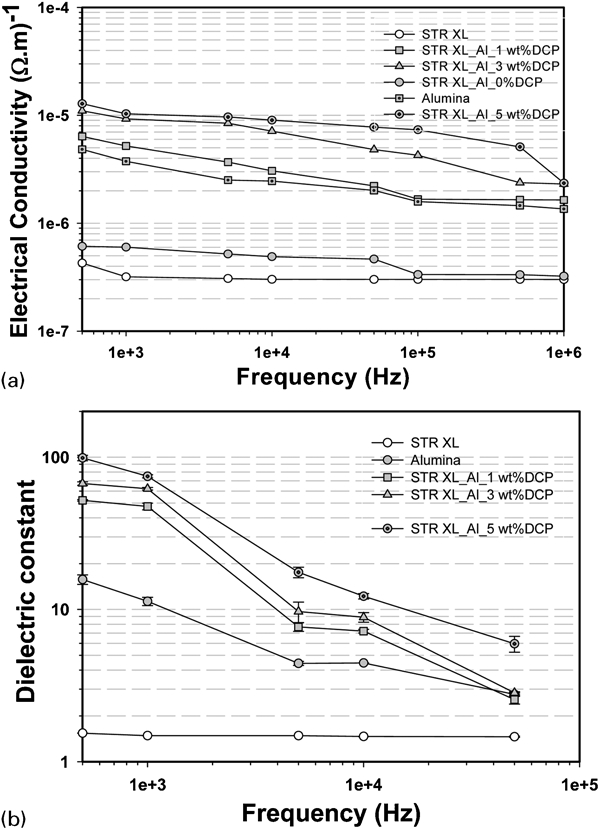
a electrical conductivity of NR, alumina and NR–Al2O3 composites with 1, 3 and 5 wt-%DCP cured at 170°C versus frequency from 500 Hz to 1 MHz measured at 27°C and b dielectric constant of NR, alumina and NR/Al2O3 composites with 1, 3 and 5 wt-%DCP cured at 170°C versus frequency from 500 Hz to 1 MHz measured at 27°C
Alumina can improve the electrical conductivity of the composites. In the corundum phase and of the rhombohedral form, Al2O3 is capable of three polarisations: electronic, ionic and orientation. This is due to the repositioning of Al3+ and O2− ions and the non-centrosymmetric structures (the tetragonal, orthorhombic and rhombohedral forms), including the mechanism of charge species transport occurring by resonance quantum tunnelling like a Drude model response for both high and low frequency regimes. Alumina is a good microparticle conductor used as a filler dispersed randomly into the NR matrix affecting the phenomena involved on both microscopic and macroscopic scales. The conductivity models are based on the continuous insulator–conductor transition called the percolation transition. Our electrical conductivity of the NR–Al2O3 composite results corresponds to the theory reported by Sau et al.24 The report explained three main theories for the mechanism of electrical conduction through composites having a random distribution of conductive fillers. The first theory is that the conductive filler forms a few continuous chains (conductive networks) in the rubber matrix. Through this continuous network, charge species (electrons) move from one end to the other under an applied electrical field.25 The second theory is in the electron tunnelling theory; the electrical conduction is believed to take place not only by interparticle contact but also by electrons being able to jump or hop across a gap or tunnel through the energy barrier between conducting elements in the NR matrix. The third theory is in accord with the electric field radiation theory; it is assumed that an emission current is caused to flow by the high electric field being generated between conducting elements separated by a gap of a few nanometres.26
Conclusions
The experimental data show that the NR–Al2O3 composite with 1 wt-%DCP as the crosslink agent has the highest tensile strength and elongation at break. The electrical properties, namely dielectric constant and electrical conductivity, of the NR–Al2O3 composites crosslinked with 1 wt-%DCP are 32·053 and 6·375×10−6 Ω−1 m−1 respectively. The electrical conductivity σ of the NR–Al2O3 composites with 1 wt-%DCP increases by nearly two and three orders of magnitude as compared to those of NR–Al2O3 composites without DCP and pure NR respectively. Our results suggest that a small amount of DCP as the crosslink agent added to the composites can induce strong C–C bond crosslinks. As a result of the C–C bond, the covalent C–C bonds induce high strength, high hardness and high heat aging resistance but poor flex fatigue and tear strength. The bond strength of the rubber crosslinked with DCP (C–C bond of 350 kJ) can be compared to that of the sulphur curing (C–S bond of 285 kJ and S–S bond of 155–270 kJ).20, 21 The carbon–carbon bonds of DCP crosslinking have higher bond strengths as compared to the lower energy sulphur–sulphur bonds from sulphur vulcanisation. Therefore, a small amount of Al2O3 particles can be used as filler to absorb loss and to store additional elastic energy within the NR matrix. Furthermore, Al2O3 is capable of three polarisations: electronic, ionic and orientation due to the repositioning of Al3+ and O2− ions and the non-centrosymmetric structures: tetragonal, orthorhombic and rhombohedral forms. The charge species of Al3+ and O2− ions in alumina particles correspondingly assume the role of the tunnelling conductance model in the rubber matrix. Therefore, the obtained NR–Al2O3 composites with DCP as the crosslink agent are soft and flexible materials and may be potential candidates for biomimetic actuators and/or artificial muscles.
Footnotes
Acknowledgements
The authors would like to thank the following: the Petroleum and Petrochemical College and the Scientific and Technological Research Equipment Centre, Chulalongkorn University; the Rubber Technology Division, Rubber Research Institute of Thailand, Department of Agriculture; the Faculty of Engineering, Kasetsart University; and the Departments of Materials Engineering and Physics, Kasetsart University, for the use of their analytical equipment. We are also grateful for the grant support from the Small Projects on Rubber (SPR) of the Thailand Research Fund. A. Sirivat would like to acknowledge the financial supports from the Conductive and Electroactive Polymer Research Unit of Chulalongkorn University, the Thailand Research Fund (TRF-BRG), the Royal Thai Government and the Center of Petroleum, Petrochemicals and Advanced Materials.