
Abstract
With the growing concern about the risk of needle puncture injuries for many professional groups, a study has been undertaken to investigate the interaction between medical (hypodermic) needles and materials used for protective gloves. This paper looks at the impact of glove use conditions on the resistance of their constitutive materials to needle puncture. Mechanical deformations which may result from hand and finger flexion, for example, were shown to induce a large reduction in the puncture force in the case of elastomers. On the other hand, no significant effect of a support material simulating the hand inside the glove was observed on needle puncture resistance. Finally, a reduction in the needle puncture force was recorded with sheets of neoprene rubber after application of a lubricant. These results demonstrate the large contribution of cutting and friction in the needle puncture process.
Introduction
Medical needles appear as a growing occupational concern not only in health care but also for law enforcement officers and maintenance workers.1 For example, in a study involving New York City police officers, >12% of the 121 self-reported cases of transcutaneous exposure in 1992 were caused by needlesticks.2 With the large prevalence of blood borne infections among injection drug users2 and the possibility of hepatitis B and C and immunodeficiency viruses surviving for up to several weeks outside of the body,3 the risk of contamination is high.
Wearing gloves has been shown to lead to a large reduction in hand injury. In particular, the risks of laceration and puncture may be decreased by 60–70% with gloves.4 As a tool to improve hand safety, standards for protective gloves against mechanical hazards have been developed by various organisations, for example, the American National Standards Institute5 and the European Committee for Standardisation.6 However, they are not suitable for needlesticks.7 Indeed, the associated standard test methods relative to puncture resistance make use of rounded tip probes with diameters ranging from 1 to 4·5 mm.5, 8, 9
Comparatively, general use medical needles are much thinner, with diameters typically <1 mm, and more importantly, they bear cutting edges at their tip. In fact, it has been shown that major differences exist between rounded tip puncture probes and medical needles in terms of both puncture mechanism and resistance of materials.10, 11 Puncture by rounded tip probes occurs suddenly when the strain reaches its maximum value.12 For their part, medical needles penetrate gradually through the membrane in a process involving cutting.10 A large reduction in maximum force values has been observed in the case of medical needles both with sheets of rubber11 and with a list of commercially available protective gloves.13
In order to deepen the understanding of the process of needle puncture, a study has been undertaken to investigate the interaction between medical (hypodermic) needles and materials used for protective gloves. A first phase of the project looked at the influence of needle characteristics on the puncture resistance of these materials.11 More specifically, the needle dimensional parameter controlling the variability in puncture force for mass produced hypodermic needles was identified to be the outer diameter at the transition between the facets. In addition, the effects of needle diameter, point angle and number of facets were analysed with a series of materials relevant to protective gloves. It was also shown that needle should not be reused for successive measurements in the case of materials harder than pure elastomers. Finally, a step by step analysis of the needle puncture mechanism was proposed, involving an initial deformation of the sample followed by a progressive penetration of the needle through its thickness.
In the second stage of the project, the effects of sample thickness and test conditions were studied and provided insights into the principles behind the needle puncture resistance of the different types of materials.14 More precisely, two grand categories of material behaviour were observed. In the case of elastomers and fabric reinforced elastomers, needle puncture appeared to be controlled by the principles of fracture mechanics, with the puncture force being related to the fracture surface created by the needle into the sample. It was also shown that the fracture energy associated with needle puncture in elastomers is larger than the energy associated with cutting and smaller than that for tearing. This was explained by the fact that the diameter of the crack tip is controlled by the needle cutting edge.15, 16 On the opposite, a discrete medium behaviour was observed for the textile based materials tested, which included an elastomer coated knit, coated and not coated woven aramid fabrics and a structure made of tiny guard plates embedded in a base fabric.14 Finally, it was shown that the needle puncture process for all the materials tested includes a viscoelastic contribution. In the case of elastomers, the applicability of the time–temperature superposition principle was also verified.
This third paper deals with the impact of glove use conditions on their resistance to needle puncture. For example, mechanical deformations may be experienced by gloves during service as a result of hand and finger flexion. An illustration of such situation is provided in Fig. 1, where strains of up to 80% were recorded. Such material deformations may affect the resistance of gloves to needle puncture. Another parameter to consider is the possible supporting effect produced by the hand inside the glove. Compared to the freely deforming configuration used in the first two phases of the study,11, 14 the hand inside the glove may restrict the deformation of the membrane during the puncture process and modify its resistance to needle puncture. At last, protective gloves against mechanical hazards are frequently in contact with various fluids in occupational environments. These chemicals may affect their surface and/or volume properties. Since a reduction in neoprene cutting resistance has been reported after contamination with liquid soap and cutting oil17 and due to the large contribution of cutting and friction to needle puncture,15, 16 an effect of lubricants on needle puncture is possible and was also investigated with elastomers.
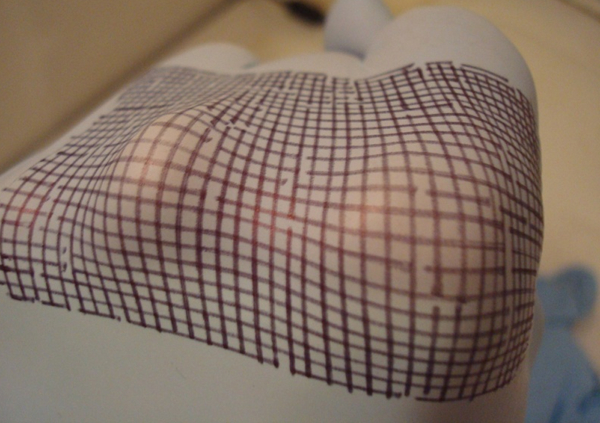
Illustration of deformations experienced by gloves during service
Experimental
Method
The main test set-up used in this study has been previously developed for research on protective material puncture resistance.18 It includes two hollowed steel plates between which the sample is secured. These holes have a 38 mm diameter. The edge of the lower plate hole is rounded to avoid stress concentration. This set-up was positioned in a universal testing machine. A pin chuck mounted on the load cell was used to hold the probes.
Intramuscular hypodermic (three-facet, regular bevel and regular wall) needles (Becton, Dickinson and Company, USA) of diameters ranging between 0·35 and 0·8 mm (gauge 28G to 21G) were used as puncture probes. Their type and dimensions correspond to the most widely encountered public used needles.19 For comparison purposes, some measurements were also carried out with two of the puncture probes of the ASTM F1342-05 standard relative to the puncture resistance of protective clothing.8 Probe A is a 2 mm diameter stainless steel cylinder with a 26° angle conical head and a 0·25 mm radius tip. Probe B is a 1 mm diameter stainless steel cylinder with a 0·5 radius hemispherical head.
For materials other than elastomers, needles were used only once. Indeed, it has been shown that needle wear may create a large increase in puncture force for some materials.11 On the other hand, they were reused up to five times for elastomers since previous work involving neoprene membranes has shown an increase in puncture force of <7% after 10 successive uses of the same needle.20
During the tests, force–displacement data were recorded, while the puncture probe was pushed through the sample at a constant rate. Values of probe displacement rate between 5 and 100 mm min−1 have been used. For each condition, four replicates were measured. The reported puncture force corresponds to the average of the maximum value of the force–displacement curves obtained for these replicates.
Equibiaxial prestrains simulating deformations experienced by gloves during service were applied by way of a 16 mm diameter hollow copper cylinder positioned below the sample secured in the main set-up (Fig. 2). It was moved upward with a lab jack until the desired prestrain was applied on the sample. The exact calculation of the applied prestrain was performed by measuring the marked diameter of the stretched surface after release.
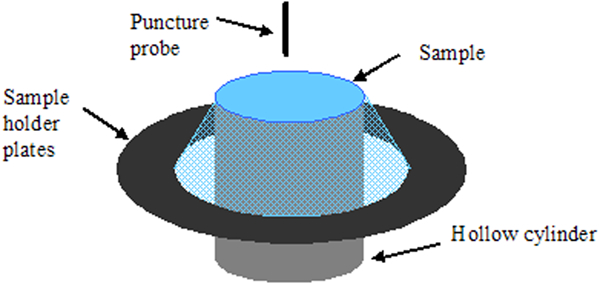
Principle of sample prestrain system
Simulation of the presence of hand inside the glove was carried out by placing a rubber support block just below the sample in the main set-up. In order to detect when sample puncture occurred, a small piece of thin (0·02 mm) aluminium foil was inserted between the sample and the support block (Fig. 3) and connected to the data acquisition system. Several 25 mm thick neoprene sheets with hardness values ranging from 20 to 100 Shore A (McMaster Carr, USA) were used as support blocks. This was intended to cover the physiological domain of hardness corresponding to the hand. Indeed, values of 20 Shore A have been reported for the hand and the ventral section of the fingers, while the dorsal section of the fingers displayed a hardness of 50 Shore A.21
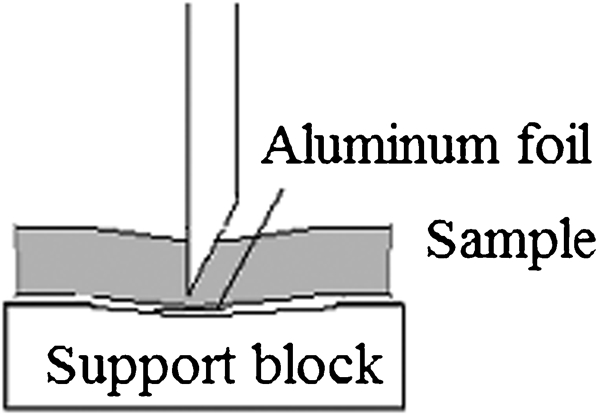
Schematic representation of support set-up
Finally, lubricants were applied on the surface of the sample and puncture probe in order to evaluate their effect on the resistance of elastomers to needle puncture. Three types of lubricants were used: silicone grease, liquid soap and BP lubricant.
Materials
A series of materials relevant to protective gloves were used for the study. They were selected to represent the different types of protective gloves: unsupported elastomers, elastomer coated knit and sewn gloves based on specially designed textile based materials. As much as possible, the use of flat sheets was preferred for this study due to the large variability in the needle puncture results recorded when measuring off the shelf protective gloves.13 Some tests were also performed on specific commercial glove models.
Sheets of neoprene (style NS-5550, hardness 50 Shore A) of four different thicknesses (0·4, 0·8, 1·6 and 3·2 mm) were obtained from Fairprene Industrial Products. Nitrile rubber was tested in the form of 0·8 mm thick sheets of two different hardnesses [50 Shore A (# 86715K211) and 70 Shore A (# 86715K441); McMaster Carr]. Specimens were also cut in the palm of 0·3 mm thick nitrile rubber gloves (Sol-Vex 37–145, Ansell) as well as 1·3 mm thick neoprene coated cotton knit gloves (Scorpio 8–352, Ansell).
Two materials developed specifically for high resistance to mechanical risks were also tested. The SuperFabric material has been developed by the HDM Inc. Company (USA). It is made of tiny hard guard plates embedded in a base fabric. When protection against puncture by needles is required, at least two layers of SuperFabric are superimposed so that spaces between guard plates in one layer are covered by plates in the other layer(s). Another type of material, i.e. TurtleSkin, has been developed by Warwick Mills (USA) and is based on very tightly woven aramid fibres. Samples of four types of TurtleSkin materials corresponding to two types of gloves (S 002 and D 006) were tested. Material S 002-a is made of a thin TurtleSkin fabric coated with a black polymer, with a total thickness of ∼0·35 mm and a rough finish. Material S 002-b is similar to S 002-a but with a smooth finish. Material D 006-a includes a thicker TurtleSkin fabric with a smooth black polymer coating, for a total thickness of ∼1·35 mm. Finally, Material D 006-b corresponds to the thick TurtleSkin fabric.
Results and discussion
Effect of material prestrain
The set-up designed to apply equibiaxial deformations to samples before subjecting them to needle puncture (Fig. 2) was used to study the effect of prestrain on the resistance of neoprene, nitrile rubber and neoprene coated cotton knit to needle puncture. The two other materials, i.e. SuperFabric and TurtleSkin, display a too low extensibility for the measurements to be performed.
Figure 4 presents the variation of the applied force as a function of the needle displacement for five different values of prestrain applied to 0·8 mm thick neoprene samples. While the general shape of the curves remains similar, the values of maximum force and probe displacement at puncture are reduced with increasing prestrain. This behaviour is comparable to what had been observed in the case of uniaxial prestrain.16
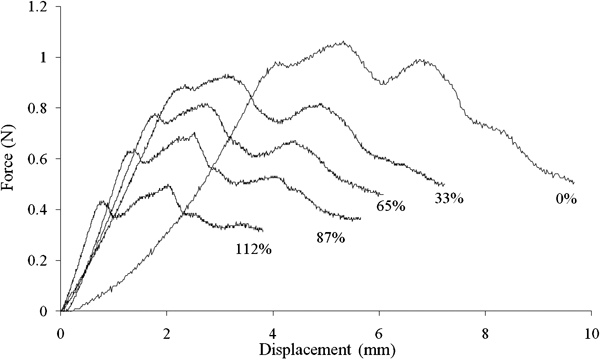
Force–displacement curves corresponding to five values of applied prestrain (0, 33, 65, 87 and 112%) measured with 0·8 mm thick neoprene, 0·8 mm diameter needles and probe displacement rate of 50 mm min−1
The variation of the maximum puncture force as a function of the applied prestrain is shown in Fig. 5 for 1·6 mm thick neoprene and 0·8 mm thick nitrile rubber. It can be observed that, for both materials, the reduction in maximum puncture force with increasing prestrain can be fitted with a straight line. In the case of elastomers, the total fracture energy G has been shown to remain constant in the low tearing region.16 G is equal to the sum of the tearing energy T associated with the applied prestrain and the puncture energy P, i.e. G = T+P. As a result, any increase in the tearing energy due to a larger applied prestrain is compensated for by an equal reduction in the puncture energy. This may explain the linear variation of the maximum puncture force with the applied prestrain observed for neoprene and nitrile rubber.
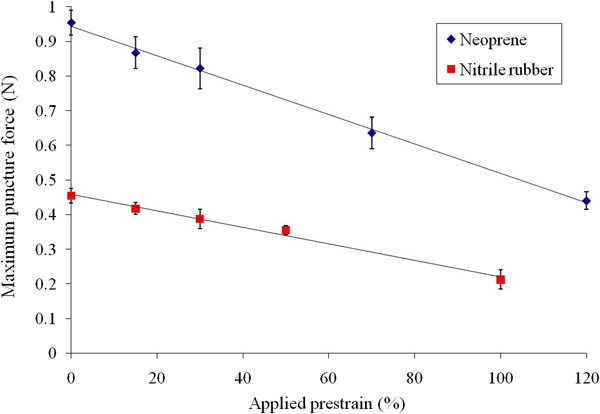
Variation of maximum puncture force as function of applied prestrain for 1·6 mm thick neoprene and 0·8 mm thick nitrile rubber (50 Shore A) with 0·5 mm diameter needles and probe displacement rate of 13 mm min−1
The same experiment was carried out with neoprene coated cotton knit. However, due to the lower extensibility of that material, only prestrains of up to 30% could be applied on the samples. Figure 6 displays the variation of the maximum puncture force as a function of the applied prestrain. Within that range of prestrain values, no significant effect of sample prestrain on the maximum puncture force can be observed. In the case of that material, it has been shown that the response to needle puncture is not controlled by the principles of fracture mechanics like for elastomers, but that the neoprene coated cotton knit behaves as a discrete medium.14 Indeed, the needle puncture phenomenon is not related to the initiation and propagation of a crack but to the deformation of the mesh and the rupture of threads. As a result, the concept of constant fracture energy does not apply in that case.
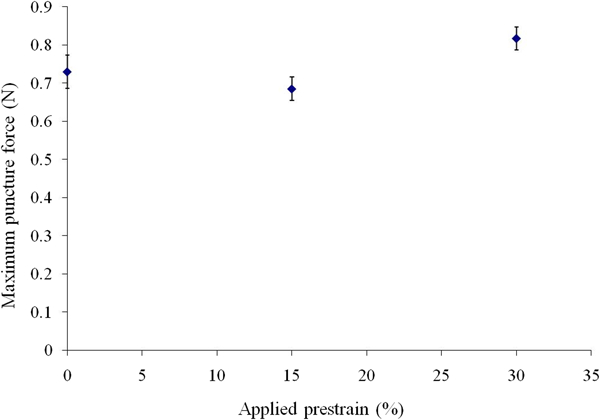
Variation of maximum puncture force as function of applied prestrain for neoprene coated cotton knit with 0·5 mm diameter needles and probe displacement rate of 13 mm min−1
In terms of safety, it must be noted that the application of a 100% prestrain to neoprene or nitrile rubber generates a reduction by a factor of 2 in the resistance to needle puncture (Fig. 5). Since that level of prestrain may correspond to the range of deformations experienced by some gloves when worn (Fig. 1), the effect of prestrain on the resistance to needle puncture must be carefully considered, especially with non-supported gloves.
Effect of support under sample
The potential support effect of the hand inside the glove on its needle puncture resistance was studied with several materials: neoprene, nitrile rubber, neoprene coated cotton knit, SuperFabric and TurtleSkin. Needle puncture tests were performed with pieces of neoprene rubber of various levels of hardness positioned just below the sample, as illustrated in Fig. 3. Measurements carried out in the free deforming configuration (no support) are reported as the zero hardness condition.
The results obtained for 1·6 mm thick neoprene and 0·8 mm thick nitrile rubber are displayed in Fig. 7. In both cases, a very slight increase in the puncture force for increasing values of support hardness can be observed. This behaviour is in stark contrast to what is measured when rounded tip probes are used instead of medical needles, as shown in Fig. 8 for 0·4 mm thick neoprene. In that case, puncture force values were multiplied by almost a factor of 3 when the support hardness increased from the zero/free deforming condition to 50 Shore A.
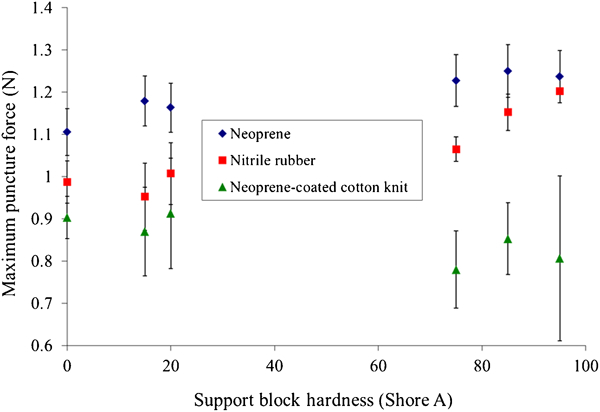
Variation of maximum puncture force as function of hardness of support material for 1·6 mm thick neoprene, 0·8 mm thick nitrile rubber (70 Shore A) and neoprene coated cotton knit (0·5 mm diameter needles and probe displacement rate of 13 mm min−1)
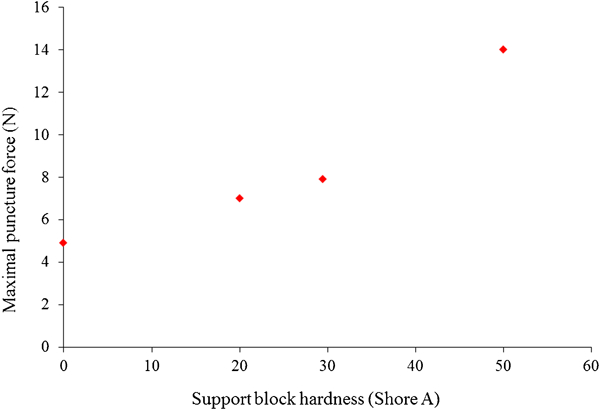
Variation of maximum puncture force as function of hardness of support material for ASTM probe A, 0·4 mm thick neoprene and probe displacement rate of 50 mm min−1
This difference in behaviour between needle and rounded tip puncture probes can be understood by looking at the puncture mechanism in the presence of a support. As illustrated in Fig. 9, in the case of needle puncture, the needle tip cuts progressively through the sample. A local crack is created into the material, but the level of deformation remains limited. As a result, the needle puncture process is only marginally affected by the support under the sample, with a very slight variation of the puncture force with the support hardness. On the opposite, with rounded tip probes like ASTM F 1342-05 probe A, puncture occurs suddenly when the strain in the sample reaches its maximum value. In the presence of a support, both the sample and the support material deform under the pressure of the probe and ultimately fail (Fig. 10). As a result, the failure strain value involved in the puncture process includes a contribution of the support, which strongly affects the puncture force measurement. This explains the large variation of the rounded tip probe puncture force with the support hardness.
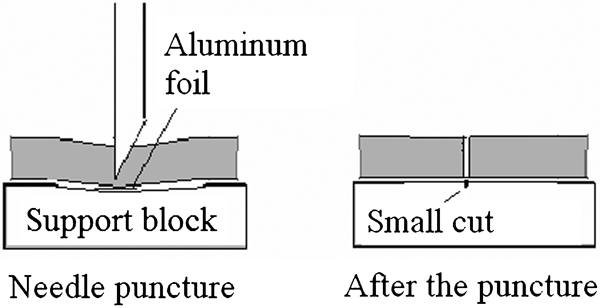
Schematic representation of material puncture by medical needles in presence of support under sample
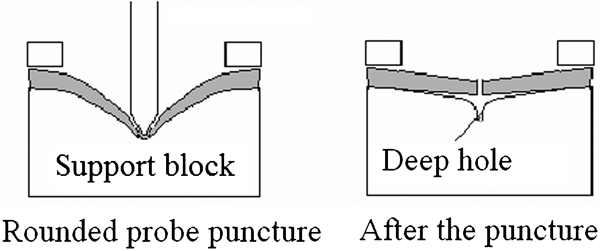
Schematic representation of material puncture by standard type rounded tip probes in presence of support under sample
Measurement of the effect of the support hardness on needle puncture results was also carried out with the neoprene coated knit. The results are displayed in Fig. 7. The puncture force appears to be independent of the hardness of the support. Once again, the needle puncture process occurs without significant deformation of the sample. The same behaviour is also observed for three layers of SuperFabric and the various types of TurtleSkin samples (Fig. 11).
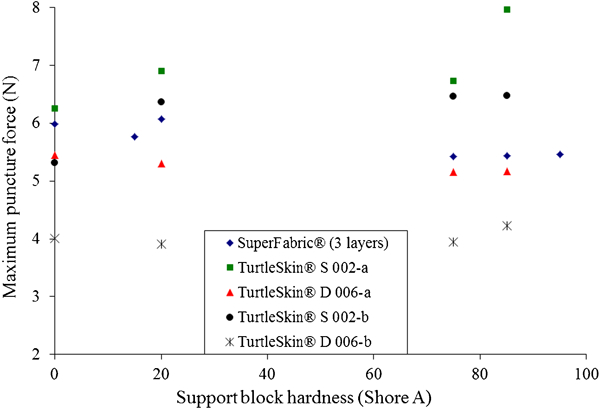
Variation of maximum puncture force as function of hardness of support material for SuperFabric (three layers) and TurtleSkin samples, 0·5 mm diameter needles and probe displacement rate of 13 mm min−1 (error bars omitted for clarity purposes)
These results indicate that, for all materials tested, i.e. elastomers, elastomer coated knit and special textile based structures, there is no significant effect of the support material simulating the presence of the hand inside the glove when tested in a fixed configuration, i.e. with the sample secured between two hollowed steel plates. This may indicate that a standard test method for needle puncture resistance of gloves would not need to include such a support designed to take into account the presence of the hand inside the glove. However, more research will be necessary to fully understand the effect of the hand–glove interface on the glove needle puncture resistance.
Effect of lubrication
The potential impact of lubricants on needle puncture was tested with neoprene. Indeed, needle puncture has been shown to involve a large friction contribution,15 and the presence of a lubricant on the surface of the glove may result in a reduction in its friction coefficient.
As shown in Fig. 12, the application of silicone grease on 3·2 mm thick neoprene leads to a reduction in the material resistance to needle puncture for all needle diameters tested. Indeed, as the needle cuts through the neoprene thickness, the lubrication provided by the presence of silicone grease on the sample and needle surfaces generates a reduction in the friction between the needle tip and the surface of crack into the sample. As the contribution of friction to the process is reduced, the puncture force measured decreases.
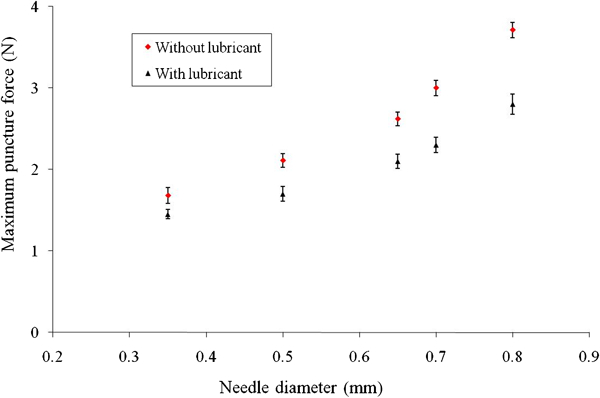
Effect of lubrication (silicone grease) on maximum puncture force as function of needle diameter for 3·2 mm thick neoprene and probe displacement rate of 50 mm min−1
The variation in the puncture force values due to the application of the lubricant (F−Flub, where F is the puncture force without lubricant, and Flub is the puncture force in the presence of the lubricant) was computed based on Fig. 12 data points and expressed as a function of the needle diameter (Fig. 13). A good fit of the data is provided by a power law. If the application of the lubricant has completely cancelled the friction contribution to the needle puncture process, the quantity (F−Flub) should correspond solely to that friction contribution. Since the friction force is proportional to the contact surface, the form of the relationship between (F−Flub) and the needle diameter may be attributed to the shape of the surface of the crack created into the sample by the needle.
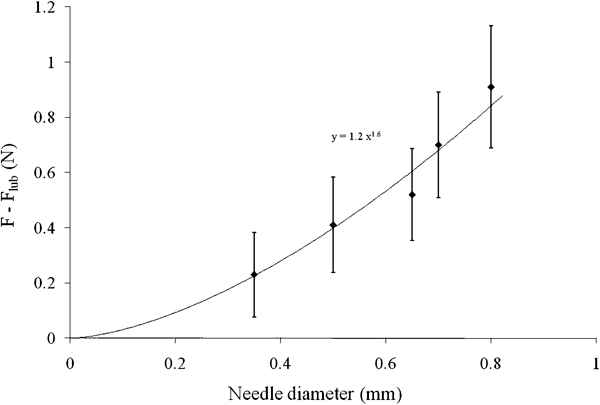
Variation of [F−Flub], maximum puncture force reduction due to lubrication by silicone grease (with F puncture force without lubricant and Flub puncture force in presence of lubricant) as function of needle diameter for 3·2 mm thick neoprene and probe displacement rate of 50 mm min−1
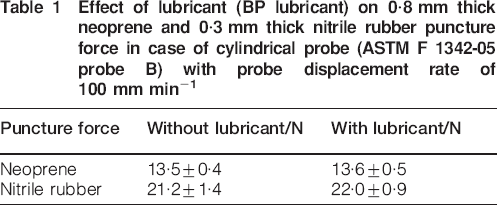
When similar experiments were performed using the ASTM F 1342-05 probe B, no modification in the value of the puncture force was recorded as a result of the application of a BP lubricant on neoprene and nitrile rubber, as shown in Table 1. Indeed, with rounded tip probes, puncture is controlled by the material tensile strength and failure strain.10 As a result, friction does not contribute to the puncture process and does not affect the maximum puncture force with rounded tip puncture probes.
Effect of lubricant (BP lubricant) on 0·8 mm thick neoprene and 0·3 mm thick nitrile rubber puncture force in case of cylindrical probe (ASTM F 1342-05 probe B) with probe displacement rate of 100 mm min−1
Tests were also performed to investigate the effect of lubrication on the variation of the needle puncture resistance with the probe displacement rate. The results of these measurements carried out with 3·2 mm thick neoprene and liquid soap are displayed in Fig. 14. An increase in the impact of liquid soap application on neoprene puncture force is observed for larger values of the needle displacement rate. This result may be attributed to the viscoelastic character of neoprene friction contribution to the needle puncture process.22
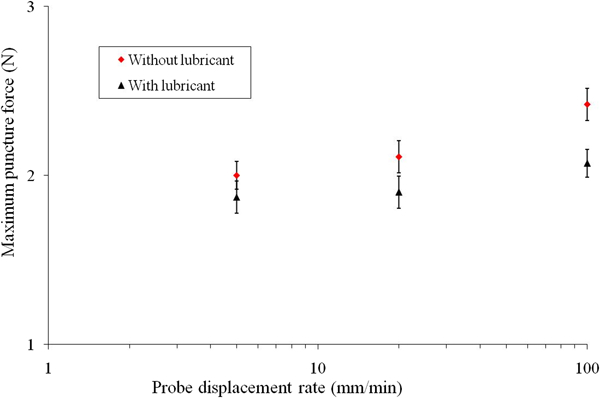
Effect of lubrication (liquid soap) on maximum puncture force variation as function of needle displacement rate for 3·2 mm thick neoprene and 0·65 mm diameter needles
This increase in the effect of lubrication on the maximum puncture force with the probe displacement rate indicates a possible major reduction in the glove resistance to needle puncture as a result of contamination when subjected to real conditions. Indeed, adult hand quick grab rates23 of 250 m min−1 and stabbing velocities24 of up to 600 m min−1 have been reported. However, it must be noted that, at these impact type velocities, which are well above the maximum displacement rates of universal testing machines, the mechanisms involved in the puncture process may also be different than those taking place at 500 mm min−1 and below.
These results confirm the large contribution of friction to the needle puncture process. They also highlight the importance of taking into account the potential lubricating effect of fluids that gloves may come in contact with on their resistance to needle puncture.
Conclusions
Following previous work investigating the influence of needle characteristics, sample thickness and test conditions on the resistance of protective glove materials to needle puncture, this paper has looked into the effect of glove use conditions on their needle puncture resistance. The materials tested included elastomers, an elastomer coated knit, SuperFabric, which is made of tiny hard guard plates embedded in a base fabric, and TurtleSkin, which consists of very tightly woven aramid fibres with a polymer coating.
In the case of elastomers, mechanical deformations that may result from hand and finger flexion, for example, have been shown to induce a large reduction in the puncture force. The linear relationship observed between puncture force and applied prestrain was attributed to the constant value of fracture energy dictated by the principles of fracture mechanics to which needle puncture resistance of elastomers has been shown to obey. On the other hand, no significant effect of the prestrain was seen with the neoprene coated cotton knit, which behaves as a discrete medium. Tests were also performed with an elastomer support block positioned under the sample to simulate the effect of the hand inside the glove. No variation with the support hardness was recorded with the needles, contrary to what was measured with the rounded tip puncture probes used in standards. This difference in behaviour was attributed to the puncture mechanisms corresponding to both types of puncture probes. It involves cutting in the case of hypodermic needles and maximum local deformation in the case of rounded tip probes. Finally, a reduction in the needle puncture force was recorded with neoprene rubber after application of a lubricant, resulting from a decrease in the friction contribution to the needle puncture phenomenon. This lubrication effect was seen to increase with the needle diameter and the probe displacement rate.
This paper provides a better understanding of the interaction between medical needles and materials relevant for protective gloves. It also gives some indications on parameters to be considered for the development of better needle protective gloves.
Footnotes
Acknowledgements
This project has been supported by the Institut de recherche Robert-Sauvé en santé et en sécurité du travail. The authors would also like to thank the companies Ansell, HDM and Warwick Mills for graciously providing gloves and glove materials for the tests.
This article is part of a special issue on the 2nd International Conference on Engineering Against Fracture