
Abstract
Bis-(triethoxysilylpropyl)-tetrasulfane functionalised carbon nanotubes (t-CNTs) were used as compatibiliser along with liquid isoprene rubber (LIR) in the natural rubber (NR)/polybutadiene rubber (BR) blend. Their reinforcing and compatibilising effects were evaluated by mechanical, fatigue crack growth resistance properties and blend homogeneity. Scanning electron microscope and transmission electron microscope showed enhanced interfacial adhesion between the binary rubber phases and improved dispersion of the minor phase in the rubber blend respectively with the co-existence of LIR and carbon nanotubes. The tensile strength of the carbon black (CB) filled NR/BR blend reached its optimum when 3 phr CB was replaced with an equal amount of t-CNTs in the presence of 7 phr LIR, while the fatigue crack growth resistance property achieved its maximum in the presence of 3 phr LIR. This interesting co-compatibilisation behaviour of t-CNTs and LIR suggests that t-CNTs have a better effect than CB with the assistance of LIR, which is an effective plasticiser in the NR/BR blend.
Introduction
Elastomer blends are frequently used in the rubber industry to achieve the best balance among physical properties, processability and cost. However, most of the elastomer blends are incompatible. The incompatible blends are usually characterised by multiphase morphology, narrow interphase, inferior physical and chemical interactions across the phase boundaries and poor mechanical properties, which limit their application in the industry. As a traditional rubber blend, natural rubber/polybutadiene rubber (NR/BR) blend, which is also an incompatible rubber pair, has gained great attention in both tire industry and scientific research. The effect of thermal aging and blend ratio on the physical properties,1–3 the effect of additive type4–6 and the influences of mixing procedures and additive incorporation sequence on the NR/BR blend properties7, 8 were investigated. However, the great challenge is how to improve compatibilisation of the rubber pair.
Compatibilisation strategies for immiscible polymer blends have extensively been investigated in the past decade. The most conventional method involves the use of homopolymer,9, 10 block or graft co-polymers,11–16 whose blocks are structurally similar or thermodynamically miscible with the heterogeneous components. Moreover, there is also early explored compatibilisation method using isotropic nanofiller such as carbon black (CB)17–19 and nanosilica.20, 21 However, recent studies have reported that the compatibilisation effect of anisotropic nanofillers such as layered silicate on the immiscible polymer blend is better than the isotropic one.22–27 The drastic reduction of the characteristic size of the polymer domains and good mechanical properties in comparison to the incompatibilised blend were found in these studies. Two possible mechanisms were proposed to understand the compatibilising effect of inorganic fillers. The first is mechanism I (thermodynamic compatibility): with a large specific area and high aspect ratio, anisotropic inorganic nanofillers can absorb the polymer chains on its surface to gain stabilising energy, which makes the overall free energy of mixing ΔGm negative and thermodynamically driven compatibility between immiscible components.10 The second is mechanism II (kinetic compatibility): the selective localisation of nanofiller in the polymer interface decreases interfacial tension and prevents coalescence of the domains during melt mixing, which kinetically improves the compatibility between the binary phases.7
As anisotropic one-dimensional nanofiller, carbon nanotube (CNT) is recognised as a promising reinforcement for the manufacture of high performance, multifunctional composites due to their extraordinary properties such as excellent Young's modulus, good flexibility and high electrical and thermal conductivity. Currently, however, there are only few papers dealing with the compatibilisation effect of CNTs in the polymer blend.28–30 In addition, liquid isoprene rubber (LIR), as a plasticiser with low molecular weight, is commonly used in NR, BR and other low polarity rubber. The addition of the plasticiser LIR, which has similar molecular structure and good miscibility with binary blends, improves the processing and reduces the interfacial energy of the rubber blend, which is beneficial to the even migration and dispersion of the filler in the binary blend.
However, to the best of our knowledge, no work has concerned the co-compatibilisation effect of CNTs and LIR in the NR and BR blend up to now.
In the present work, bis-(triethoxysilylpropyl)-tetrasulfane (TESPT) functionalised CNTs (t-CNTs) along with LIR are used as both compatibiliser and nanoreinforcement to modify the NR/BR blends. A co-compatibilising effect of t-CNTs and LIR was observed, and the co-compatibilising behaviour was studied.
Experimental
Materials
Natural rubber (CSR5) was purchased from Yunnan Natural Rubber Industry Company Limited (Kunming, China). Polybutadiene rubber (BR9000, cis-1,4-polybutadiene, 96%) was supplied by Dushanzi Petrochemical Company (Xinjiang, China). Liquid isoprene rubber (LIR 50) was purchased from Kuraray Co., Ltd. Carbon black (N330) with a size of 22–24 nm and a surface area of about 75–95 m2 g−1 was provided by the Institute of Carbon Black (Zigong, China). Hydroxyl multiwalled CNTs (CNTs-OH, ∼3 wt-%OH) with a diameter of 10–20 nm were obtained from Chengdu Institute of Organic Chemistry, Chinese Academy of Sciences. Bis-(triethoxysilylpropyl)-tetrasulphide was provided by Nanjing Shuguang Chemical Company (Nanjing, China). Ethanol was purchased from Chengdu Haihong Chemical Reagent Company (China). Other reagents including zinc oxide, stearic acid, sulphur, antioxidant (4010NA) and accelerators, including N-cyclohexyl-2-benzothiazole-sulphenamide and 2-mercaptobenzothiazole, are all commercially available.
Fabrication of t-CNTs
The synthesis of t-CNTs shown in Fig. 1 was performed in ethanol solution, which has been reported elsewhere.31 In a typical procedure, 20 g CNTs-OH was dispersed in a mixed solution of 180 mL ethanol, 2 g TESPT and 20 mL deionised water. The pH value of the solution was adjusted to ∼4·5 with acetic acid. The mixture was then transferred into a three-neck flask equipped with a condenser and agitated for 8 h at 80°C. It was then washed with deionised water by filtration and dried in the vacuum oven at 80°C for ∼12 h. Thus, the TESPT treated CNTs-OH (t-CNTs) containing polysulphide bonds were obtained.
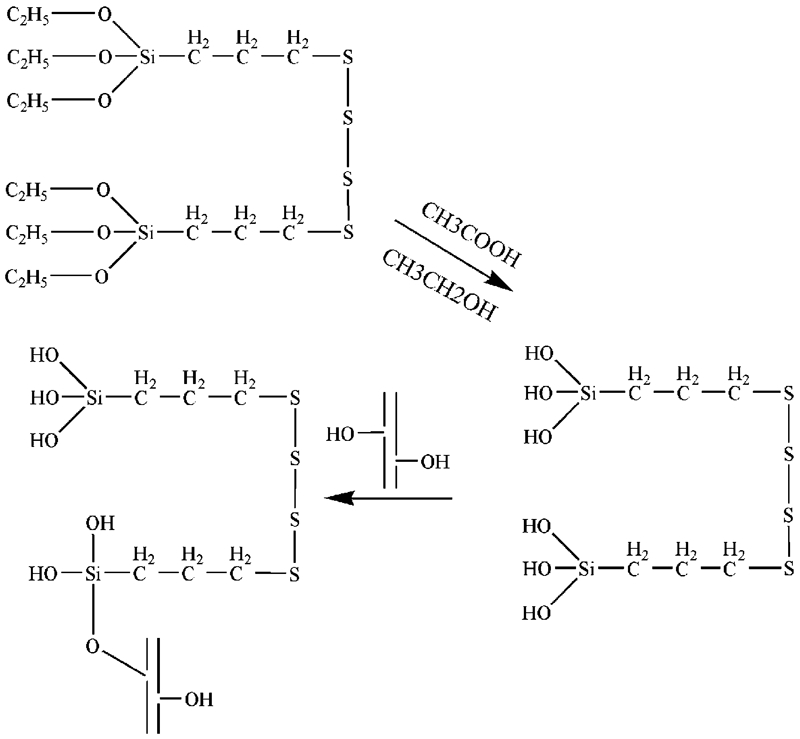
Schematic of modification process of CNTs-OH with TESPT
Preparation of NR/BR samples
The NR, BR and LIR were first mixed in a Haake Rheomix 600 internal mixer at 60°C and 30 rev min−1 for 10 min. Then, the compounds were plunged into a two-roll mill and milled for an additional 5 min at 60°C, during which the t-CNTs, CB and curing agents were sequentially added. The blends were pressed into sheets of 2 mm thickness at 150°C under a pressure of 10 MPa according to respective optimum cure time t90 and then compression moulded at room temperature. Experimental compositions are shown in Table 1.
Recipe for preparation of NR/BR composites*
*NR: natural rubber; BR: polybutadiene rubber; SA: stearic acid; CBS: N-cyclohexyl-2-benzothiazole-sulphenamide; M: 2-mercaptobenzothiazole; CB: carbon black; t-CNTs: functionalised carbon nanotubes; LIR: liquid isoprene rubber.
Characterisation
Fourier transform infrared (FTIR) spectra
Fourier transform infrared was performed on a Nicolet 560 FTIR spectrometer for CNTs-OH and t-CNTs. Before the FTIR test, the t-CNTs were extracted by a Soxhlet extractor in ethanol for 48 h. The FTIR measurements were conducted in transmission mode in KBr pellets. The spectra were collected from 4000 to 400 cm−1 with a resolution of 4 cm−1 over scans.
Scanning electron microscopy (SEM)
The blend morphology was examined by SEM using an inspect F model FEI apparatus operating at an accelerating voltage of 10 kV. The samples were fractured in liquid nitrogen and then coated with gold.
Transmission electron microscopy (TEM)
The samples for TEM analysis were prepared by ultracryomicrotomy using a Leica EM UC6/FC6 to get cryosections of 70–80 nm thickness. The microscopic study was performed using an FEI Tecnai G2 F20 S-Twin TEM operating at an accelerating voltage of 200 kV.
Dynamic mechanical analysis (DMA)
A TA Q800 DMA instrument was used in the tension mode on a sample of ∼25 mm in length, 4 mm in width and 2 mm in thickness. Temperature–time scans were carried out at a frequency of 1 Hz in the temperature range of −120–30°C at a heating rate of 3 K min−1. The loss modulus peak area was calculated by integrating the loss modulus versus temperature curve in the corresponding temperature range.
Mechanical properties
The tensile measurements were performed according to China standard GB/T528-1998. The tensile strength and elongation at break were measured in a tensile Instron 5567 tester at a strain rate of 500 mm min−1 at room temperature. The result was the average values of five specimens.
Fatigue testing
Fatigue tests were conducted on edge notched rectangular specimens.32 The specimens had a gage length of 89·0 mm, a width of 25·4 mm, a thickness of 1·8 mm and an initial crack of length ∼5·0 mm cut into the edge of the rubber specimens. The specimens were subjected to fatigue testing with a displacement controlled tension mode in MTS810 at room temperature. The maximum strain was 20%, and the minimum strain was 0. The waveform of the fatigue cycle was sinusoidal at a frequency of 3 Hz, and the R ratio for the test was set at 0. The R ratio is defined as the ratio of minimum to maximum deformation of rubber during cycles. During the tests, the machine was periodically stopped to record the number of cycles and the length of the crack as measured by a vernier calliper.
Results and discussion
Modification of CNTs
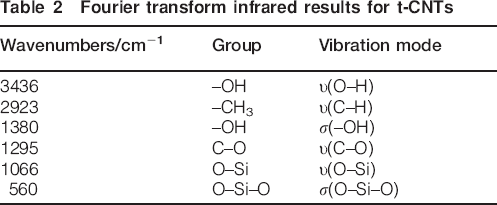
The schematic illustration of the modification process of CNTs-OH with TESPT is shown in Fig. 1. The FTIR spectra of the CNTs-OH and t-CNTs are shown in Fig. 2. Table 2 lists the FTIR peak attributions. The band at ∼3436 cm−1 can be attributed to –OH stretching vibrations. Compared with CNTs-OH, t-CNTs exhibit the characteristic peak of silicon in the low wavenumber range. Two weak peaks at 1066 and 560 cm−1 can be ascribed to C–O–Si and Si–OH stretching vibrations respectively. The FTIR results indicated that after the reaction with TESPT, the polysulphide group was bonded to the surface of CNTs.
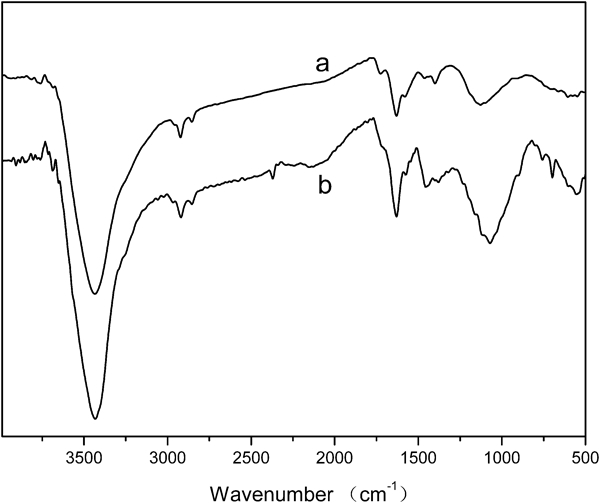
Fourier transform infrared spectra of a CNTs-OH and b t-CNT
Fourier transform infrared results for t-CNTs
Phase morphology
The cryogenitically fractured surfaces of the samples are shown in Fig. 3. Figure 3a shows many large particles with poor interfacial adhesion in the fractured surface of sample C0L0. The particles with average size of tens of micrometres should be the immiscible polybutadiene rubberrish blend. The phase separation can be obviously observed. Upon the addition of 7 phr LIR, the particle size in C0L7 significantly decreases compared with C0L0, as shown in Fig. 3b. However, the surface is still coarse with visible interfaces, indicating the expected insufficient miscibility. Figure 3c shows that sample C3L0 with immiscible BR particles in the fracture surface has a similar structure to C0L0, which also suggests the insufficient compatibility. With the co-existence of t-CNTs and LIR, the fracture surface of the sample shows a decreased trend in BR phase size and improved interface adhesion between the NR and BR phases for samples C3L0, C3L3, C3L5 and C3L7, suggesting that the compatibilising effect is enhanced with increasing LIR content.
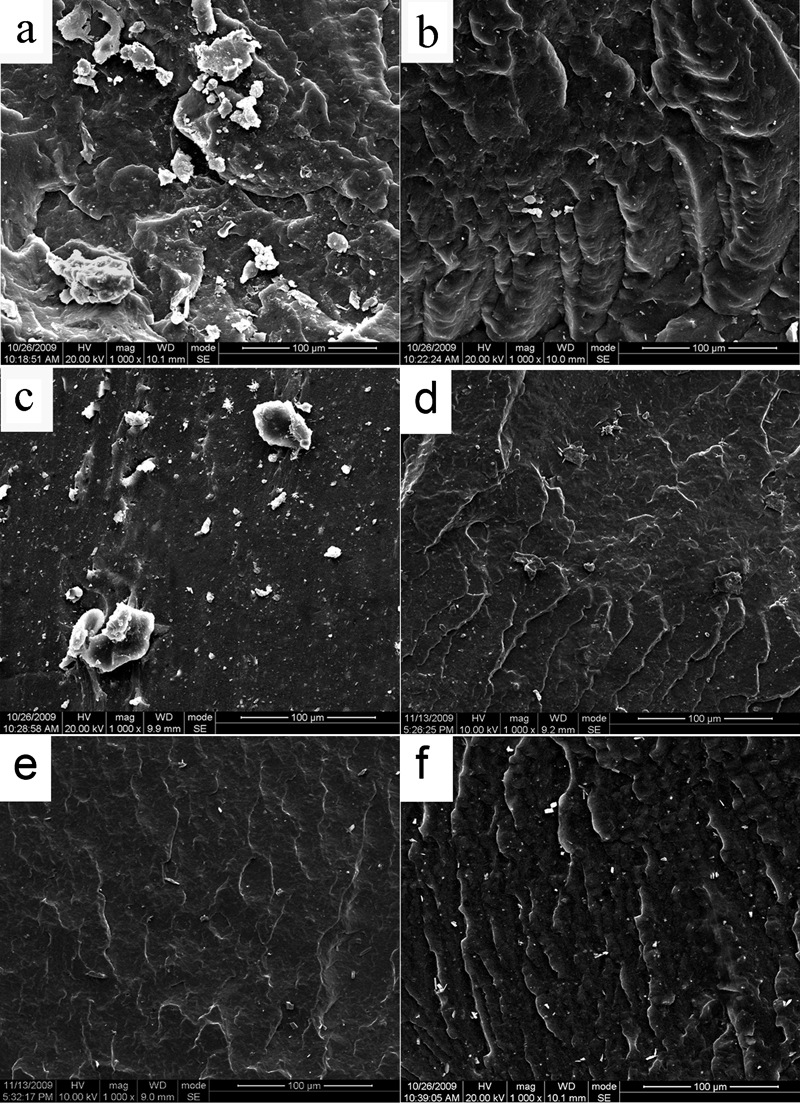
Images (SEM) of NR/BR/CB blend fracture surfaces with different CNTs and LIR content
To further testify the co-compatibilisation of LIR and t-CNTs, TEM analysis was conducted for the selected samples C0L0 and C3L7 to observe the dispersed BR phase and t-CNTs in the blend. Figure 4a gives a view of a two-phase structure, where the BR domains (dark region) dispersed in the NR matrix, which is attributed to the immiscibility of the binary rubber phase. Figure 4b shows that the interface of the two phases is vague, and the large BR domains in Fig. 4a disappear and the BR phase is evenly dispersed in the NR matrix with the simultaneous addition of t-CNTs and LIR. These suggest that the improved compatibilisation of the NR/BR blend was gained by the co-existence of LIR and t-CNTs. Furthermore, it can be clearly seen in Fig. 4c that the individual CNT travels through the CB cluster, suggesting its good dispersion in the rubber blend.
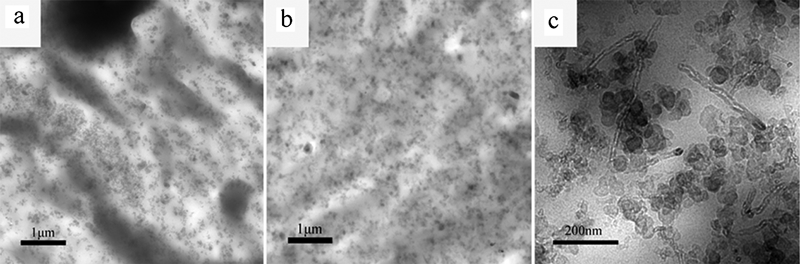
Image (TEM) of a C0L0, b C3L7 and c higher magnification of b
Dynamic mechanical analysis
The tan δ curves for 80NR/20BR/22CB/3t-CNTs with different loadings of LIR are shown in Fig. 5a. The tan δ curve of the NR rich phase shows a peak at ˜−46°C due to the α transition arising from the segmental motion. This corresponds to the glass transition temperature Tg of NR in the blend. The Tg of BR rich phase is at −92°C, as shown by a tan δ peak in the curve. There are two relaxation peaks corresponding to two phases, which suggest the immiscibility of the binary components. However, there is no relaxation peak corresponding to LIR, indicating good miscibility of LIR with both NR and BR phases. It is noteworthy that the tan δmax peak value for the NR rich phase increases with increasing LIR content, whereas it decreases for the BR rich phase, as shown in Table 3. The area under the loss modulus curve was calculated by integrating the loss modulus versus temperature curve in the temperature range of −110 to −70°C, corresponding to the glass transition process of the BR rich phase, as shown in Table 3. It shows that the loss modulus peak area shifts to the lower value with an increase in the LIR content in the 80NR/20BR/22CB/3t-CNTs blends. The intensity of the tan δ peak and the loss modulus peak area at the glass transition temperature are considered to reflect the mobility of the molecular chain segments.33, 34 The decrease in the intensity of the tan δ peak and loss modulus peak area of the BR phase with increasing LIR content indicates the decrease in mobility of the BR molecular chain segments, which suggests the high interfacial interaction between matrix NR and minor BR phase with the assistance of LIR and t-CNTs, which act as a bridge connecting the interface of the binary phases. The interfacial interaction can drive the miscibility of the BR with the NR matrix.21
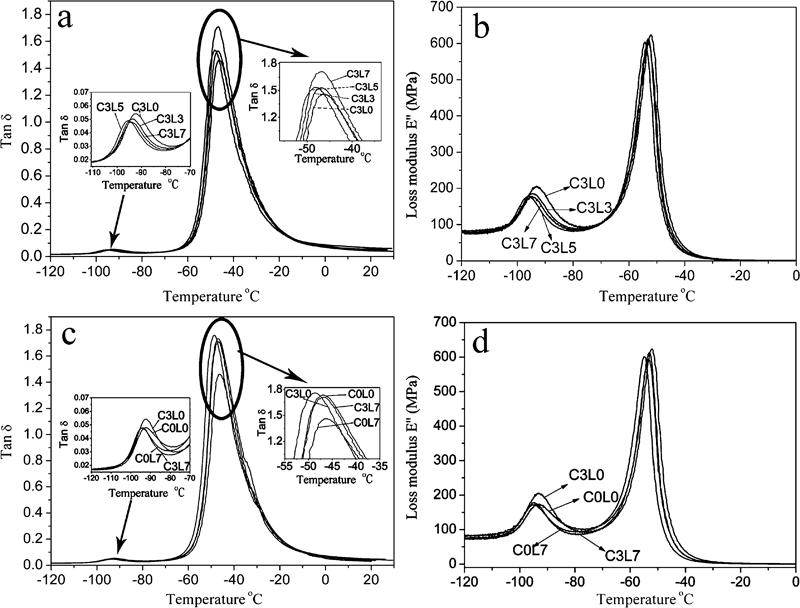
Dynamic mechanical analysis curves of C0L0, C3L0, C3L3, C3L5, C0L7 and C3L7 blends
Dynamic mechanical analysis data from Fig. 5

Moreover, the loss modulus peak area corresponding to the minor phase can be employed to evaluate the minor phase morphology in the polymer blend.35 At a fixed proportion of the minor phase in the blend, a lower loss modulus peak area means an even particle size and a better dispersion of the minor phase in the matrix. The loss modulus peak area shifts to the lower value with an increase in the LIR content in the 80NR/20BR/22CB/3t-CNTs blends for samples C3L0 C3L3, C3L5 and C3L7, indicating the improved compatibilisation of the blend at a higher LIR content. Moreover, for samples C0L0 and C3L0 with equal proportion of BR, the loss modulus peak area of the BR rich phase increases with the addition of t-CNTs in the absence of LIR; however, it decreases in the presence of LIR when comparing samples C0L7 and C3L7. This should be attributed to the co-compatibilising effect between LIR and t-CNTs. As a plasticiser with a similar molecular structure to the binary rubber phase, LIR can reduce the Mooney viscosity of the rubber blend and improve the dispersion of t-CNTs in the blend, which is assumed to provide affluent opportunity for t-CNTs to localise in the interface. With a high aspect ratio and high specific surface energy, t-CNTs surround the minor phase to adsorb the molecular chains, and this originates a strong interfacial interaction to confine the movement of the molecular chain. Theoretically, in a three-component system, the free energy of mixing ΔGm is given by26, 36

Mechanical property
The mechanical properties of samples C3L0, C3L3 C3L5 and C3L7, including the tensile strength and elongation at break, are shown in Table 4. It shows that the increase in LIR content enhances the overall mechanical properties in the presence of 3 phr t-CNTs due to a good co-compatibilisation of t-CNTs and LIR. The tensile strengths of C0L0, C0L3, C0L5 and C0L7 without t-CNTs do not change too much with respect to the LIR content except the increase in the elongation at break, which is a normal phenomenon due to the plastic effect of LIR. Moreover, the tensile strength comparison under the same LIR loading levels between the ternary (80NR/20BR/25CB) and quadruple (80NR/20BR/22CB/3CNTs) blends shows that the quadruple blends exhibit better performance than the ternary except in the absence of LIR.
Mechanical properties of rubber blends
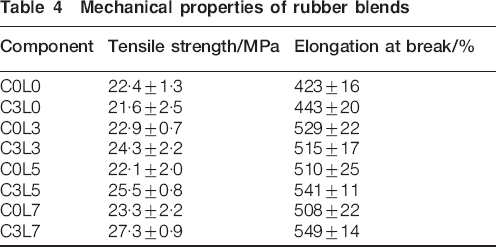
The explanation based on the phenomenon may be that with a high aspect ratio and high specific surface energy, t-CNTs tend to entangle and agglomerate in the rubber matrix and are even harder to achieve an even migration and distribution in the heterogeneous polymer blend, which lead to a poor performance. However, the addition of the plasticiser LIR, which has a similar molecular structure and good miscibility with binary blends, improves the processing and reduces the interfacial energy of the two phases, which are beneficial to the even migration and dispersion of t-CNTs in the binary blend.
Furthermore, polysulphide groups in t-CNTs are easily broken down to produce free radicals at a high temperature in the process of vulcanisation. The radicals are active enough to capture the hydrogen in the rubber molecular chains and turn into mercapto groups in the end of the t-CNTs.31 The mercapto groups can be easily bonded to diene rubber molecules via addition reaction, which is schematically illustrated in Fig. 6. This observation indicates that t-CNTs can play a dual role not only as a bridge connecting the interface between the phases to transfer load but also in providing stabilising energy to promote the miscibility of the immiscible blend.
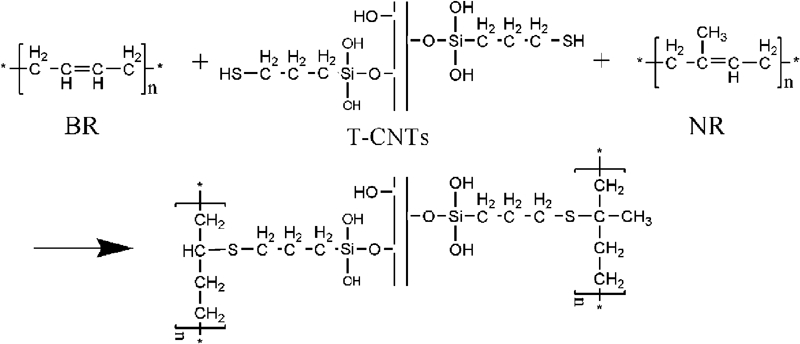
Schematic illustration of possible chemical reaction between t-CNTs and rubber blend
Crack growth resistance
Tearing energy is considered as the driving force for crack propagation. It is defined as the energy released per unit area of crack surface growth37




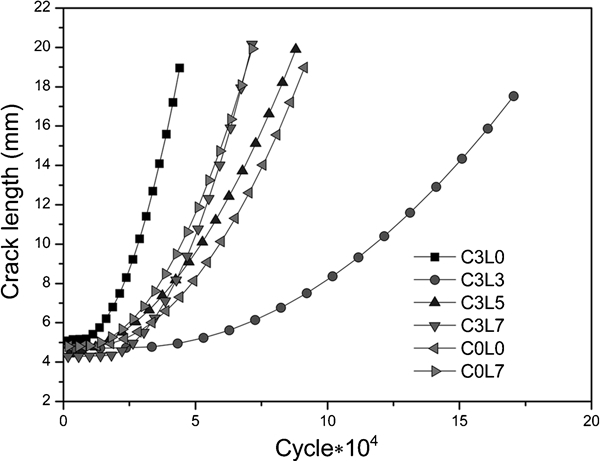
Crack length versus fatigue cycles for NR/BR blend
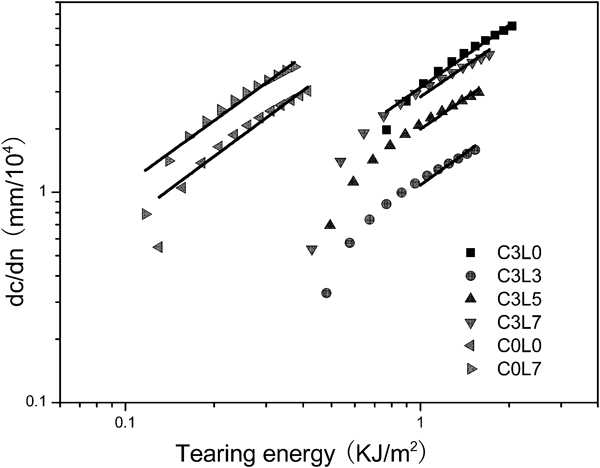
Crack growth rate dc/dn versus tearing energy
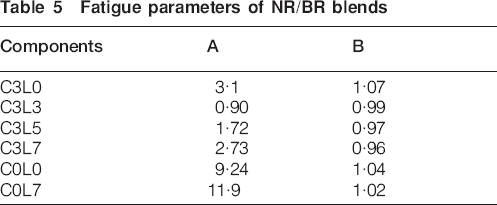
Fatigue parameters of NR/BR blends
Conclusions
The mechanical properties and crack growth resistance of vulcanised CB filled NR/BR blends were improved by the simultaneous addition of t-CNTs and LIR. It is the result of the co-compatibilisation effect of t-CNTs and LIR in the rubber blend. Scanning electron microscopy results show that the co-existence of t-CNTs and LIR in the NR/BR/CB blend gives a better interfacial adhesion than the other blends. Transmission electron microscopy analyses show that the dispersion of the minor phase in the matrix is improved, and the minor phase size significantly reduces with the co-existence of t-CNTs and LIR in the blend. The DMA reveals that the increase in LIR content in the NR/BR/CB/t-CNTs/LIR blends decreases the mobility of the BR molecular chains, and this reflects the strong interfacial interaction between the binary phases, which is the main cause for driving miscibility. Liquid isoprene rubber as a plasticiser can reduce the Mooney viscosity of the rubber blend, which benefits the dispersion of t-CNTs in the blend, which is assumed to provide opportunity for t-CNTs to interact with the binary rubber phase. This shows the co-compatibilising effect of CNTs and LIR in the NR/BR blend.
Footnotes
Acknowledgements
Financial support from the National Basic Research Program of China (973 Program, grant no. 2007CB714701) is acknowledged.