
Abstract
A fatigue peeling test has been developed to evaluate the failure of rubber to rubber interfaces under cyclic loading. Results obtained through this method have been compared to those of a typical fatigue crack growth experiment. The results show that the trends between these two failure modes are similar with the peeling necessary to drive the crack being slightly higher than the strain energy release rate at the same crack growth rate. Cyclic and time dependent contributions to the fatigue crack growth behaviour have been calculated using this test for an styrene–butadiene rubber compound and the results appear to be consistent with previous work although the origin of the cyclic contribution remains uncertain. The influence of pressure at the interface during vulcanisation has also been investigated and it has been observed that the fatigue peel behaviour is proportional to the surface area of contact developed during the curing cycle.
Introduction
Tyres are made of several layers of different materials bonded together either by physical or chemical interactions. The interfaces formed particularly between the different rubber layers are of potential concern when it comes to predicting the lifetime of the whole structure with cracks likely to initiate or to be driven in the interface regions. In the worst case, catastrophic failure can result from poor bonding properties or adhesion between two layers. The strength of an interface is related to the interdiffusion of the polymer chains and the formation of entanglements across the interface. 1 In order for the chains to move across the interface, the two polymers brought into contact have to be thermodynamically compatible and present a thermodynamic affinity for the mutual diffusion to be initiated. This interaction is mainly dependent on the Flory interaction parameter χ and the degree of polymerisation of the materials brought into contact. If the two polymers are identical then they will interdiffuse until the interface is healed and act like the bulk polymer spreading the stresses throughout the rubber on both sides of the interface. This healing process is dependent on the kinetics of formation of entanglements across the interface and it has shown that an interpenetration of just a few entanglements would be sufficient for the interface to attain the same behaviour as the bulk properties of the elastomers. 2 The real area of contact is of primary importance as intimate contact has to be achieved between the two polymer networks in order for them to interdiffuse.
Crack growth in elastomers has been successfully described using a fracture mechanics approach based on the tearing energy or energy release rate concept. The energy release rate, sometimes known as the tearing energy T, is calculated using the relation

Calculation of time dependent contribution
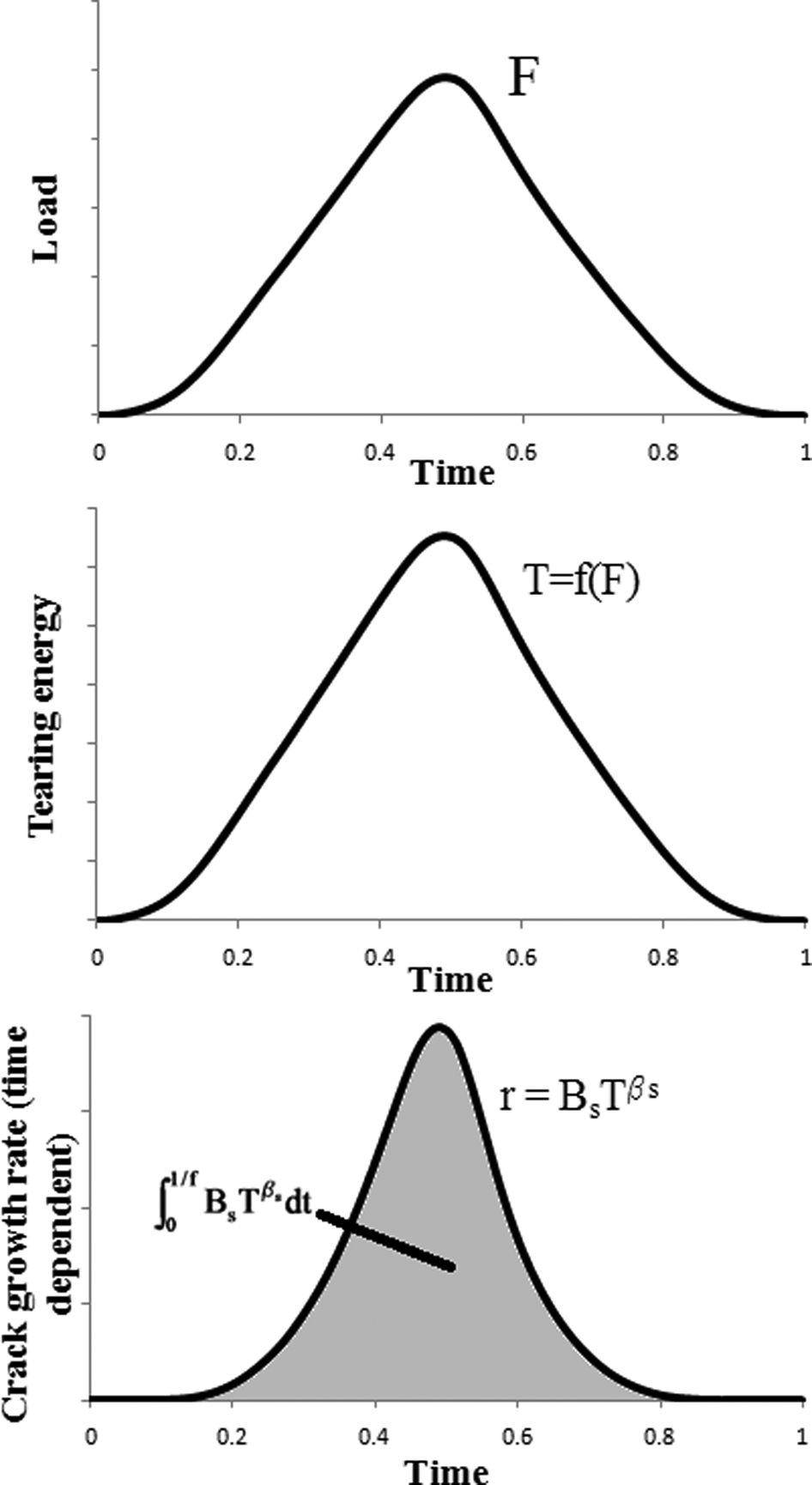
The cyclic contribution can then be deduced as the difference between the experimental data and the calculated time dependent contribution. In this paper frequency effects have been evaluated in fatigue peeling for a styrene butadiene compound filled with 50 parts of carbon black and compared to the purely time dependent contribution. Moreover, this paper investigates the role of the pressure applied on the interface during the crosslinking process to see how the diffusion might play a role in the fatigue properties of vulcanised rubber layers brought into contact before vulcanisation and observe whether pressure is involved in either the wetting process or the interdiffusion processes.
Experimental methods
The formulations of the materials used in this study are shown in Table 1. SBR50 was used for the bulk of the tests reported here, and SBR70 was used to investigate the influence of pressure on the area of contact.
Formulation of compounds given in parts per hundred rubber (phr)
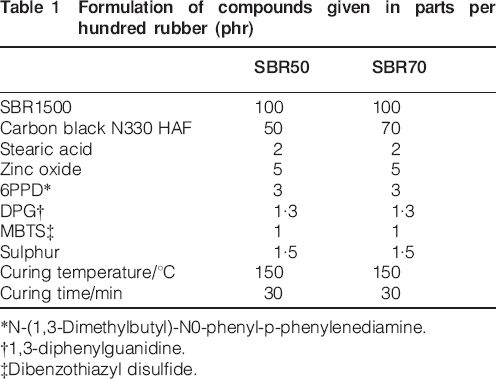
*N-(1,3-Dimethylbutyl)-N0-phenyl-p-phenylenediamine.
†1,3-diphenylguanidine.
‡Dibenzothiazyl disulfide.
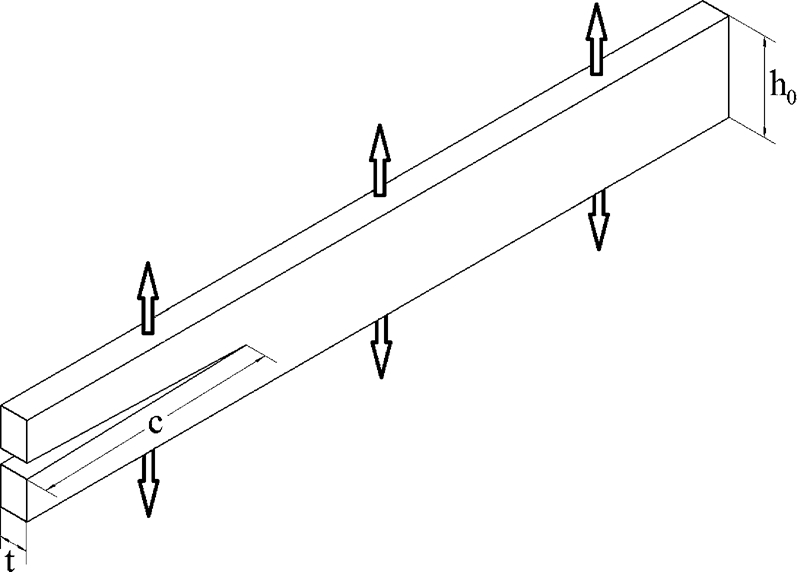
Peeling tests have been widely used before to evaluate the adhesion between two materials or the tear resistance of a thin layer of adhesive. Depending on the material tested and its behaviour at the test temperature, several different peel configurations have been adopted in the past. Strong interfaces with a wide contact width such as that shown in Fig. 2 can result in the legs tearing through. Several methods have previously been proposed to overcome this such as introducing a cloth backing to the legs of the testpiece or by reinforcing the legs by sticking them to a stiffer material. The technique used in this study is to reduce the contact width between the two layers, making it less than the width of the legs. The stress is thus higher at the interface and this ensures that the crack is driven along the interface. In order to validate the procedure, a conventional pure shear fatigue test was conducted on a sheet of the materials and the results were compared to those obtained from this peeling experiment conducted on a moulded interface between two identical sheets of elastomer.
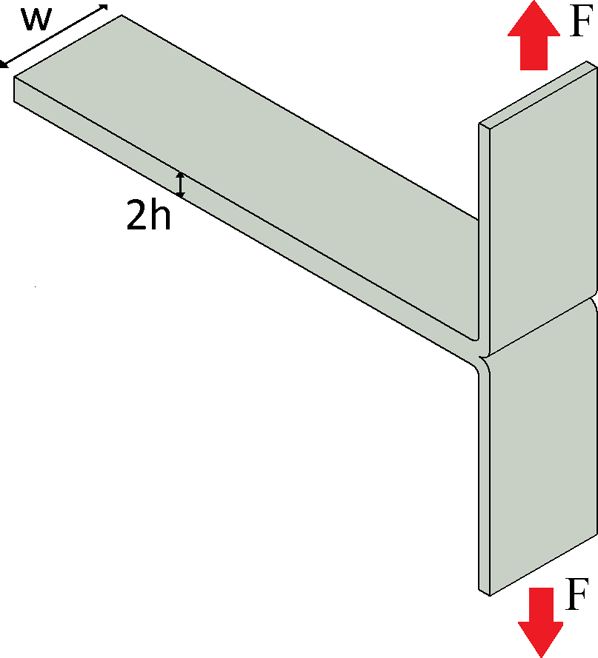
Peeling test specimen
The peel specimens used in this study were approximately 120 mm long, 25 mm wide and 2 mm thick for each leg. The reduced contact width was obtained by pressing together two rubber layers separated by a 25 μm thick Teflon film that has been cut beforehand to allow contact between the two layers only on a 15 mm by 80 mm surface centred on the width of the sample as can be seen in Fig. 3. Uncured rubber strips were cut to the desired dimensions from calendared sheets prepared on a two roll mill. The rubber strips were then brought into contact. The structure was then cured using a manual hot press and the pressure was adjusted to the desired value of 0·1, 0·5 or 1 MPa in the first minute of the vulcanisation. This pressure was chosen to compensate for the decrease in viscosity resulting from the increase in temperature during vulcanisation. The specimens were then cured to optimum curing conditions which is then also the time of contact between the two layers during moulding. After removal of the Teflon film, the samples present a reduced bonded surface of width equal to w1.
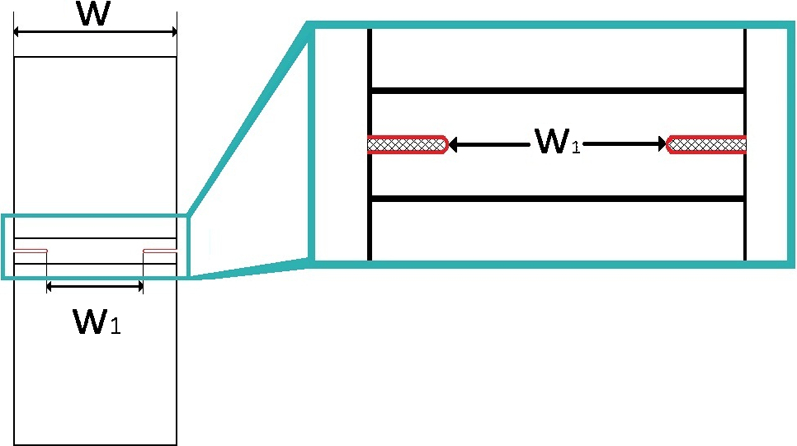
Reduction of surface of contact: Teflon film is shown as hatched
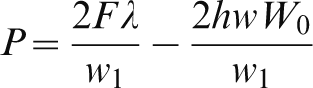
For a peel specimen, the variation of energy is equal to the difference between the work applied on the legs and the energy dissipated through the deformation of those legs when the crack propagates distance dc. The peeling energy is therefore given by
Pure shear test specimen
Results and discussion
Comparison between pure shear and peeling
The relationship between the peeling energy and peeling rate differs slightly from the strain energy release rate versus fatigue crack growth rate for SBR50. It appears that SBR50 has slightly better fatigue peeling properties as seen in Fig. 5. The difference tends to decrease at the higher energy regions. This difference in behaviour is thought to be due to the addition of two geometric effects. The first being due to the contact width was significantly wider in the peeling test than the sample thickness in the pure shear fatigue test. A small effect may also be due to additional energy being dissipated due to bending of the testpiece during the peeling test.
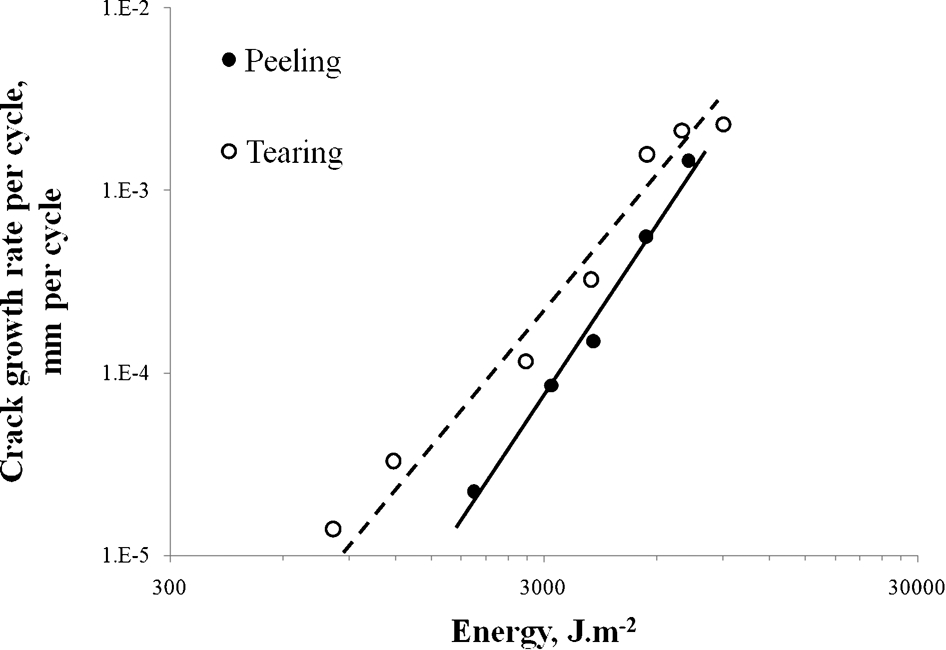
Comparison between tear and peel fatigue behaviour for SBR50
Kadir and Thomas 11 evaluated the effects of pure shear specimen thickness on the fatigue or fracture properties of materials. They showed that crack growth dependence on thickness is related to the development of crack tip roughness. They observed that for gum SBR, the change in crack growth rate could be of an order of magnitude when the thickness increased from 0·5 to 5 mm at constant energy release rate. For thicker specimen the crack growth rate is significantly higher than for thinner testpieces. This effect has also been reported by Tsunoda et al. 12 It has been hypothesised that cavitation could arise at the crack tip under hydrostatic pressure and result in the roughness around the tip. The crack growth rate therefore depends upon the crack tip roughness which depends significantly on the sample thickness. Peeling samples, due to their wider crack tip (15 mm) compared with pure shear testpieces (2 mm thickness) develop rougher profiles at the same energy release rate resulting in a lower crack growth rate per cycle. This effect decreases in significance at higher energy release rates where the results tend to converge.
Energy dissipation via bending of the legs has also been neglected in the calculation of the peeling energy. However, depending on the force applied to the legs (and thus the peeling energy), the radius of curvature of the legs can vary. When the crack grows at a constant elongation, the radius of curvature changes especially at low energies where the contribution is proportionally higher. This modification of the radius causes a release in the bending energy stored in the material that is not taken into account in the calculations. The calculated peeling energy is therefore overestimated. The precise contribution of this bending term might be estimated using a finite element model, but this has not been attempted in this work.
Time dependent contribution for peeling
The effect of the frequency on the fatigue behaviour of a styrene butadiene compound filled with 50 parts of carbon black can be seen in Fig. 6. It is obvious that the higher the frequency the lower the crack growth rate per cycle especially at higher frequencies. At relatively low peeling energies the crack growth behaviour of SBR50 at different frequencies converge and the frequency effect becomes less pronounced. The dashed lines in Fig. 6 represent the calculated values of the time dependent contribution to fatigue crack growth (dc/dn)time obtained from the static crack growth coefficients. It appears that at high peeling energies the total crack growth rate per cycle is dependent solely upon the time dependent contribution. Conversely, it appears that at low peeling energies the fatigue behaviour of the compound is dominated by a cyclic contribution especially at the highest frequencies. Why the fatigue peel behaviour of the styrene butadiene rubber is dominated by time dependant contribution at high peeling energies and by cyclic component at low ones is still unclear and needs further investigations. However, the results obtained with peeling are consistent with those obtained from a pure shear fatigue test by Busfield et al. 5 even though the peeling and the tearing energies involved in those processes are different. Further investigations on the magnitude of both contributions have to be done to explain the dependence of the fatigue behaviour more clearly.
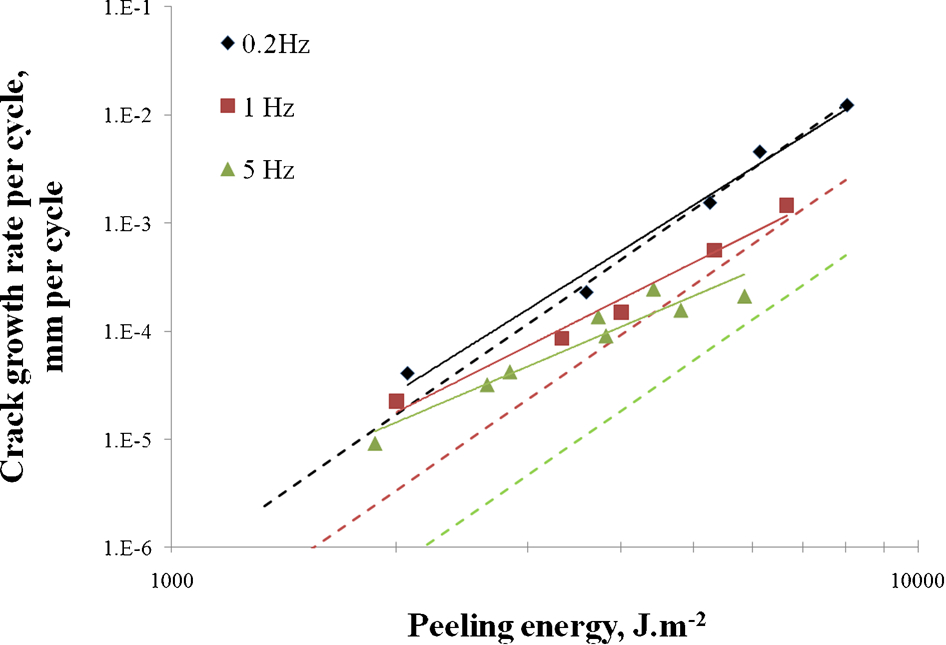
Frequency effect on fatigue behaviour of SBR50
Dependence of toughness of interface on pressure for SBR
Figure 7 shows the fatigue behaviour of SBR70 submitted to different pressures Pv during the moulding process. It can be seen that decreasing the pressure by a factor of 10 greatly reduces the fatigue peel resistance of the compound (by a factor greater than an order of magnitude). An independent measure of the contact area was evaluated between the elastomer and a rigid polished glass plate under the same pressures as encountered in the mould. This was done to give an indication of the contact area present when two soft rubber surfaces are brought into contact. It is presumed that the size of the cavities between two soft surfaces with pressure follows a similar same trend as that between a soft elastomer against glass. In Fig. 8 the crack growth rate per cycle at constant peeling energy is plotted against the contact area between the glass plate and the rubber obtained under the same temperature and pressure conditions found in the mould. It can be seen that at different peeling energies, the crack growth rate is linearly proportional to the surface area in contact. This result is anticipated from a fracture mechanics point of view and it suggests that the pressure has very little effect on the interdiffusion process over the time scale during moulding. Rather the change in the properties is more likely related to a decrease in the real area of contact between the two layers. It is particularly noteworthy that areas that have not been wet out effectively in the interface region significantly reduce the lifetime of a product when the interface is moulded at a low pressure. This suggests that the tyre industry might face some difficulties in highly reinforced regions of a tyre where the compressive stresses in the mould are locally well below the pressure applied on the inner layer while curing the structure.
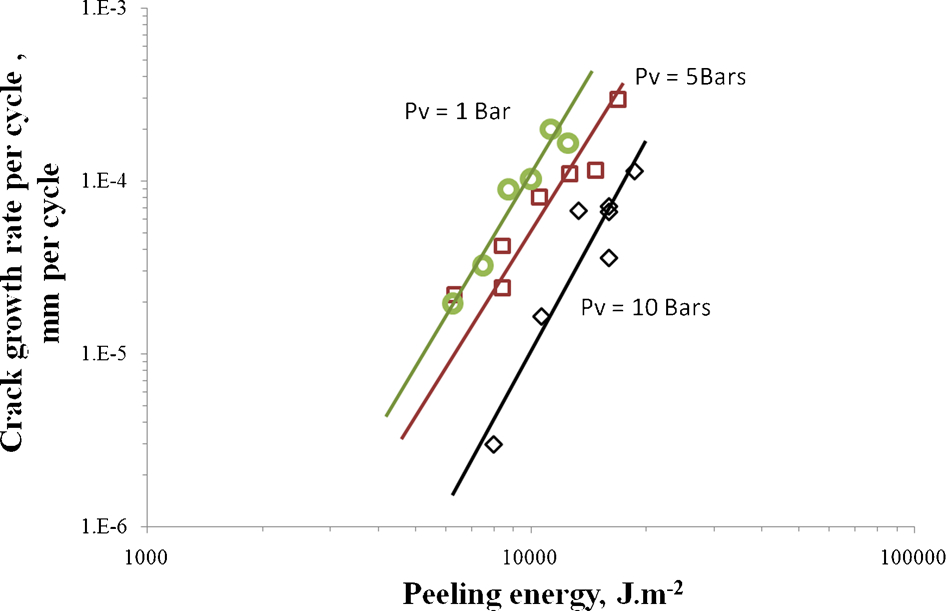
Effect of compressive pressure in mould on fatigue behaviour of SBR70
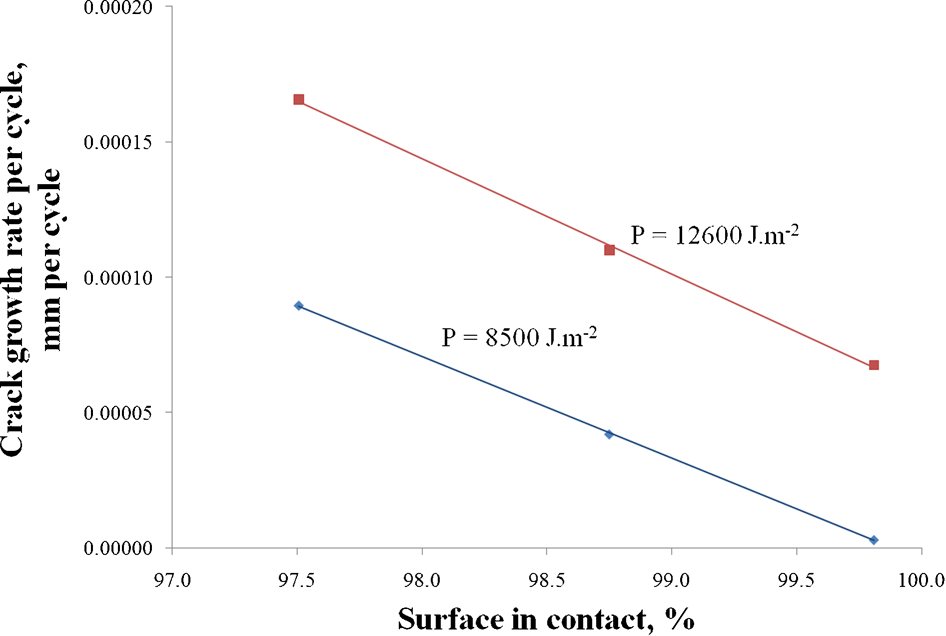
Crack growth rate at constant peeling energy against surface of contact against glass
Conclusions
A fatigue type peeling experiment has been successfully developed. The results of the fatigue crack growth when compared to data from a pure shear fatigue test suggest that the fatigue behaviour in peeling appears to give broadly similar but slightly lower crack growth rates at the same strain energy release rate. The difference is thought to relate to the testpiece geometry in peeling creating a higher energy dissipation via cavitation and crack tip blunting.
The time dependent contribution to the peeling process has been calculated at different frequencies for a non-strain crystallising compound filled with carbon black and this shows similar results to those measured in fatigue crack growth by Busfield et al. 5 on an unfilled material. The fatigue peel behaviour is again largely dominated by time dependent contribution at high peeling energies and low frequencies while it is mainly affected by a cyclic contribution at low energy release rates and high frequencies.
Pressure applied at the interface during vulcanisation seems not to have an influence on the final fatigue peel resistance of the interface through the interdiffusion of long chain molecules and the formation of entanglements across the interface but rather through the removal of any air gaps and as a result of maximising the surface contact over the time scale encountered during vulcanisation.
Footnotes
Acknowledgement
One of the authors, Thomas Baumard, would like to acknowledge the sponsor, Dunlop Aircraft Tyres Ltd. for their generous financial support. This work was originally presented in: S. Jerrams & N. Murphy (eds), Constitutive Models for Rubber VII. 2012 Taylor & Francis Group, London, UK and subsequently peer-revised and extensively revised for publication in Plastics, Rubber and Composites: Macromolecular Engineering.