
Abstract
A nanocomposite hybrid coating was synthesised from tetraethylethoxysilane and 3-methacryloxypropyl trimethoxysilane in the presence of benzoyl peroxide as an initiator agent by sol–gel process. The AISI 316L stainless steel (SS) was coated with this coating at ambient temperature. The effect of the hybrid coating on the adhesion promotion of bone cement to SS substrate was investigated qualitatively as well as quantitatively. The adhesion tests indicated that the coated 316L SS compared with the uncoated samples induces increases of ∼450% in strength and 200% in strain by single lap joint shear test. The samples were also characterised using scanning electron microscopy, optical microscopy, Fourier transform infrared spectroscopy and small angle X-ray scattering (SAXS). The test results indicated that the coated surfaces were quite uniform and crack free. Silicon mapping and SAXS analysis of the coated samples indicated that the inorganic moieties of the hybrid (i.e. Si–O–Si) were uniformly distributed and had a particle size distribution of ∼1·5 nm. In addition, the haemocompatibility of the coated sample was investigated by clotting time test. The result of clotting time for the coated 316L SS showed an increase of 74% compared with the uncoated samples.
Introduction
The AISI 316L stainless steel (SS) is one of the most widely used alloys for orthopaedic prosthesis and fixation devices. It is extensively used for provisional devices in orthopaedic surgery as plates, nails, etc. due to its relatively low cost and acceptable biocompatibility.1 However, it is often necessary to improve the mechanical properties and corrosion resistance of this alloy for orthopaedic prosthesis applications. It is reported that cracks between the SS pieces are happening often for this kind of implants, as well as electric contact between pieces, and, as a result, high risk of galvanic corrosion. Furthermore, the presence of Cl− in the human body causes localised corrosion,2 which is especially hazardous for SS. The corrosion process stimulates the release of a large amount of Fe2+ and also increases the formation of fibrous tissue and necrosis around implants.3, 4
Moreover, research has shown that weak electrostatic attraction between the polar surface of SS and the non-polar surface of bone cement causes reduction adhesion between implant and bone cement. Accordingly, it is necessary to protect SS with a suitable coating. For these applications, the required qualities of a coating system are mainly biocompatibility, non-toxicity, good adhesion and corrosion resistant.
Adhesion is important for several reasons. For implant applications, adhesion is an essential prerequisite to prevent loosening of the implants at the interface. This is one of the most common side effects of using implants in bone fractures. The other reason is that good adhesion between bone cement and SS substrate enhances its corrosion protection.5, 6
Although organic and inorganic coatings can be used individually for these applications, however, organic–inorganic hybrid coatings have additional advantages. Polymer coatings lead to good adhesion but do not really improve the mechanical properties. On the other hand, inorganic coatings often have poor adhesion, especially for thickness higher than 1 μm.7, 8 Organic–inorganic hybrid nanocomposite coatings may combine the advantageous properties of both materials, and they have been used for protection and compatibility of the SS substrate.9
Nowadays, the commonly employed technique to prepare commercial coated implants is plasma spray.10 However, it has some disadvantages that cannot be easily ignored, such as lack of an exact stoichiometry, disability in coating implants with complex shapes, etc. The sol–gel method is classified as a low temperature technique with several advantages, including homogeneous coating and ability to coat complex shapes, etc.11, 12
The sol–gel process combines organic–inorganic moieties at the nanoscale level. It has gained increased interest recently.12, 13 In these materials, particles have dimensions <100 nm.14
A typical precursor is a metal alkoxide such as M(OR)z (z is the valence or the oxidation state of the metal) that can be hydrolysed and condensed in a solvent by metal oxopolymers in a sol–gel process.15, 16 Organic–inorganic polymerisation reactions are based on the sol–gel process. The polymerisation generally starts by one of the starting moieties as a precursor.17, 18 The organic polymerisation is often accomplished by the free radical polymerisation of a vinyl monomer. It is initiated using a UV photoinitiator or a thermal initiator. The inorganic polymerisation is usually obtained near ambient temperature by condensation of the M(OH) group.19 The main parameters of the sol–gel process are the hydrolysis ratio (h = H2O/M), the type of catalysts, the nature of solvents and the temperature.
It is shown that the transparency and characteristic morphology of nanocomposites also depend on the type of catalysts.20, 21
Organic moieties can play the role of network modifiers or secondary network formers. The relaxation properties and the hybrid densification temperature of organic network modifiers are enhanced compared with pure inorganic sol–gel materials. Therefore, the hybrid sol–gel process can occur in temperature ranges lower than the decomposition temperatures of organic compounds. It gives the possibility of preparing multicomponent materials. Therefore, organic polymerisable groups can be incorporated to form interpenetrating networks and inorganic–organic particles with controllable particle dimensions of <5 nm. For these reasons, this type of materials has been interested for various applications.22, 23 One of the interesting applications of such a fine morphology is the protection coatings for biomedical devices.24
The adhesion enhancement of 316L SS to acrylic bone cement was investigated through a nanocomposite hybrid coating for bioimplant usage. For this purpose, a nanocomposite coating system has been synthesised based on acrylate nanosilica for use on the 316L SS substrate by sol–gel process. According to a previous work, coating at 3-methacryloxypropyl trimethoxysilane (TMSM)/tetraethylethoxysilane (TEOS) in the molar ratio of 1∶1 demonstrates the best corrosion protection between the studied coatings.25 Therefore, this molar ratio is selected in this investigation.
In this work, the aim is developing the above mentioned coating on the 316L SS by investigation of the adhesion properties. In addition, the distribution and size of inorganic parts were investigated in the coating, and they have been attributed to the improvement of adhesion properties. Haemocompatibility was also studied by measuring clotting time.
Experimental
Materials
Bone cement with commercial name of Synicem from Synimed, France, was used in this research. This kind of bone cement contained self-polymerisation compounds that solidified automatically. This cement was formed from one powdery part that contained methyl methacrylate polymer and a polymerisation initiator and one liquid part that was becoming active by methyl methacrylate monomer and contained N, N-dimethyl p-toluidin. When monomer and polymer were mixed, polymerisation started, and the polymer granules started dissolving. In this step, the homogeneity of cement spherical particles caused a significant improvement in mechanical properties. The size of this particle was about 10–50 μm. The fluid was viscose at first, and then it solidified.
The AISI 316L SS sheet used as the substrate material in this research was obtained from a commercial supplier. All chemicals and reagents used were laboratory grades supplied by Fluka and Merck companies.
Substrate preparation
The AISI 316L SS sheet was cut to coupon sizes measuring 20×20×1·25 mm. Metal burrs were removed from the edges of the specimens using silicon carbide (SiC) papers of 400, 500, 600, 800 and 1000 grit. In order to produce scratch free and mirror finish surface, final polishing was carried out using coarse (5 μm) and fine (1 μm) diamond pastes. The polished samples were subsequently washed with distilled water and degreased with 0·01M NaOH solution. In order to remove residues of NaOH solution on the surfaces, the samples were immersed in 0·01M HCl solution. The samples were then cleaned with methanol to remove any contamination on the surfaces and finally rinsed in deionised water and air dried. For the case of the uncoated (bare) samples, the coupons were also polished to a mirror finish.
Sol preparation and film deposition
By admixing silica precursors, the hybrid sol was prepared. In the beginning, TMSM (Fluka) was mixed with 2 wt-% of benzoyl peroxide (Merck). Mixtures of TMSM and TEOS (Fluka) were prepared in the 1∶1 molar ratio of TMSM/TEOS in a beaker with 0·01M HCl and methanol (H2O/methanol volume ratio was 1∶1) at ambient temperature. The resultant solution was stirred at a rate of 240 rev min−1 for 1 h. By adding stoichiometric amounts of water to the solution during stirring, hydrolysis and condensation of TMSM and TEOS occurred. This process led to the formation of the transparent sol solution without any phase separation.
Prepared samples of SS were immersed into the sol for 1 min and slowly extracted vertically at a constant rate (2 cm min−1). The coating was air dried onto the substrate and placed in a furnace to cure at 37°C for 24 h. The developed sol–gel process for preparation coating on 316L SS is presented in Fig. 1.
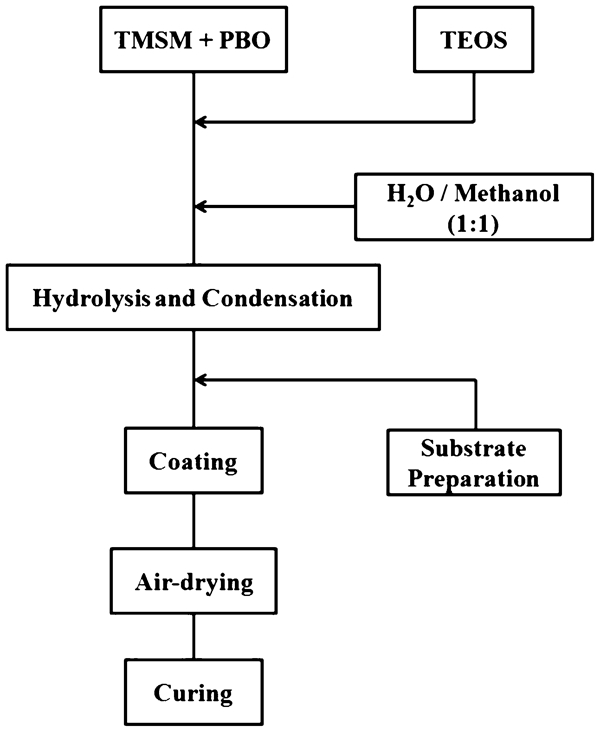
Developed nanocomposite coating process for 316L SS
Characterisation
The Fourier transform infrared (FTIR) technique was used for the surface characterisation of the coatings. The FTIR spectra were obtained using a Shimadzu 8400S spectrometer between 400 and 4000 cm−1.
Additionally, the SEM technique was performed on a Cambridge S360 microscope using a backscattered or a secondary electron image detector at 20 kV and 2·85 A probe current. Samples were fractured in liquid nitrogen, and the fractured surfaces were gold coated before SEM observation. The distribution of Si atoms on the surface and cross-section of hybrid coatings on the AISI 316L alloy surface was obtained by SEM energy dispersive X-ray (EDX) mapping (LEO 440).
For small angle X-ray scattering (SAXS) experiments, a specific camera with an adjustable sample detector was used. The scattered intensity I was obtained as a function of the scattering vector
Optical microscopy
Optical microscopy was used to study coating uniformity and surface defects. For this purpose, optical microscopy images from a cross-section of the hybrid layer on AISI 316L alloy surface were taken at two different magnifications (×200 and ×500) by a Zeiss light microscopy apparatus.
Adhesion tests
Qualitative adhesion tests
Two qualitative adhesion tests were conducted on the samples with the hybrid coating. In the first test (i.e. cross-cut test), after cleaning the coated sample with ethanol, it was scratched with a sharp razor. For every test specimen, a total of 11 scratches were formed. The scratches were spaced 1 mm apart. Then, light brushing with a soft tissue was carried out on the film. This process removed any separated flakes from the film surface. Next, a pressure sensitive adhesive was placed uniformly on the surface. After 1 min, the adhesive tape was removed at 180° peel angle (see Fig. 2).
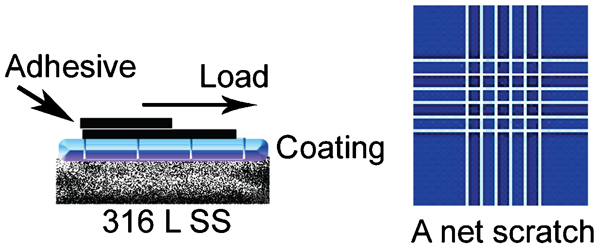
Schematic of cross-cut adhesion test
In the second quantitative test (i.e. pull-off), a special dolly was adhered to the coated sample using an epoxy adhesive. When the adhesive became completely dry and the dolly was attached on the coating, a cut was made along the dolly boundary so that only the area under the dolly would be pulled off during the test. Using a portable pull-off machine, a tensile load is increasingly applied to the surface until the metal dolly is separated from the sample surface. Figure 3 shows a schematic representation of the pull-off testing set-up.
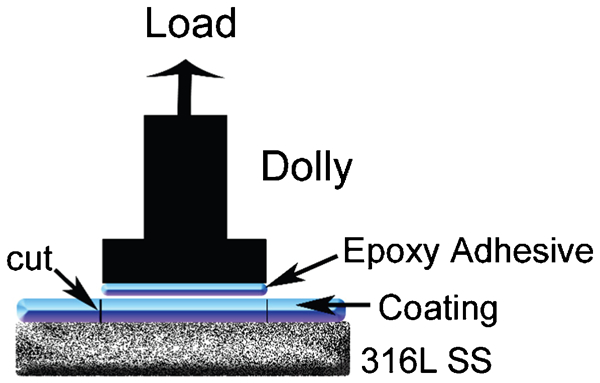
Schematic of pull-off adhesion test
Quantitative adhesion test (single lap joint)
Figure 4 shows a schematic illustration of the lap joint samples. Lab joints were fabricated with coated SS substrates and bone cement as adhesive.
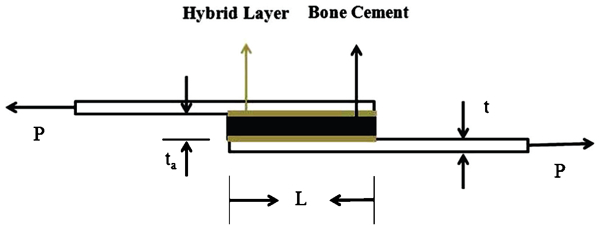
Single lap joint adhesion test
The bone cement samples were placed in an oven for curing to complete for 24 h at 37°C. The adhesion strength was obtained with an Instron (model 6025) universal testing machine at a rate of 5 mm min−1and under ambient conditions (20±3°C, 50% relative humidity).
The dimension of the AISI 316L alloy thickness was 1·25 mm. This is shown as t in Fig. 4. Bone cement and hybrid layer thicknesses are shown as ta; they were ∼3·3 mm. In this figure, L is the overlap length, which was 20·6 mm.
Clotting time test
Haemocompatibility of the samples in the presence of the hybrid layer and without the hybrid layer was performed by clotting time test. This test was carried out at in vitro condition. For this purpose, soda lime glass slides were used as base of the coating. The volume of each blood drop that was placed on the glass slides was 0·5 mL. Some platinum wires with one side of them transformed to the rings with 3 mm diameter were used to characterise clots. After the first clot was formed, the clotting time was recorded.
Results and discussion
The FTIR spectra of the organic–inorganic hybrid solution at 1∶1 molar ratio of TMSM/TEOS before baking are shown in Fig. 5.
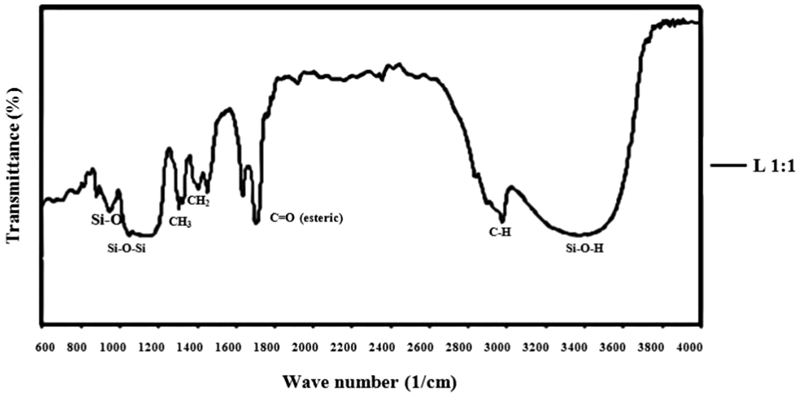
Fourier transform infrared spectra of hybrid coatings on 316L SS sample before curing
The Si–O–Si asymmetric stretching appeared at ∼1100 cm−1. Stretch for Si–O–H occurred near 3400 cm−1. The FTIR spectra also showed a weak peak at ∼950 cm−1 for the SiO. CH, bending CH2 and CH3 and esteric carbonyl vibrations were observed at 3000, 1465, 1375 and 1735 cm−1.26
Moreover, the presence of both organic and inorganic structures in the hybrid coatings is verified by the FTIR spectra. Different samples are studied and similar results are obtained in all cases. According to these observations, it can be concluded that complete interpenetration of the organic and inorganic phases occurred, and no aggregation in the coating solution and on the coated substrate happened. Supposing that the samples contain organic and inorganic phases at the molecular level, it can be deduced that these hybrid coatings are molecular composites due to the molecular scale of their morphology.27
In addition, the SEM image of the cross-section of the coated sample at TMSM/TEOS molar ratio of 1∶1 revealed the formation of a crack free film on the SS that may be due to the formation of Si–O–Si bond between the hybrid coating and the SS substrate.25
The good adhesion of the coating to the SS substrate can be attributed to the reaction between silanol in the hybrid coating and oxide layer on the SS substrate. The distribution of Si atoms in the hybrid system was characterised by SEM-EDX mapping (LEO 440), in which Si atoms were denoted by white points (Fig. 6). As seen in this figure, the white points are uniformly distributed in the surface.
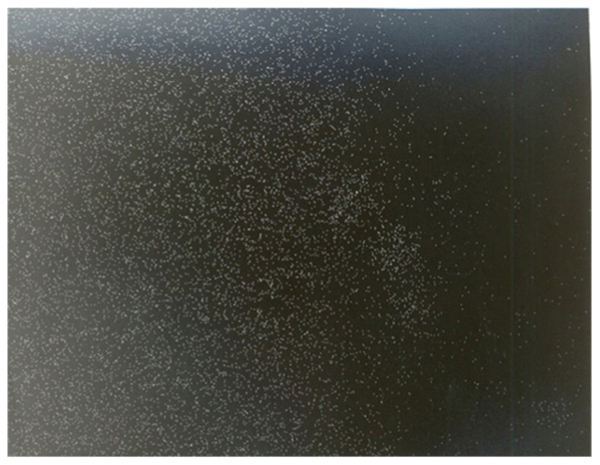
Mapping (SEM-EDX) of hybrid coating: Si atoms are denoted by white dots
Figure 7 shows light microscopy images from the cross-section of the hybrid layer on the AISI 316L alloy surface with TMSM/TEOS molar ratio of 1∶1 at two different magnifications (i.e. ×200 and ×500). According to these images, the film surface is transparent, uniform and crack free.
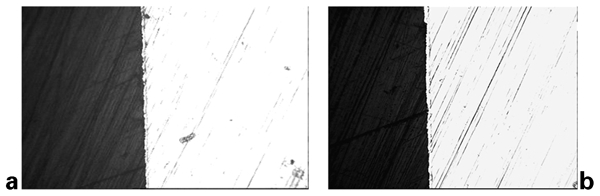
Optical microscopy images from cross-section of sample at a ×200 and b ×500 magnifications with TMSM/TEOS molar ratio of 1∶1
Further investigation on the particle size of the hybrid coating has been carried out by SAXS technique.8 Using SAXS, a better understanding of the structure of the coating particles was obtained. The SAXS results indicated the presence of a connection length in the system over which a rather alternative change in electron density happened. Bragg's law indicated that this connection length was ∼1·5 nm. Therefore, it can be concluded that no agglomeration of particles occurred in the sol solution, which is in accordance with some published results.28 The determination of the scattered particle (porosities) morphology can be determined using one- or three-dimensional connection functions.29 The size of particles can be calculated from the connection function by numerical method.30 Therefore, the volume size distribution function of diameter D can be calculated. The calculated volume size distribution was ∼1·5 nm in the coating system.
Adhesion tests were carried out on the samples at TMSM/TEOS molar ratio of 1∶1, and these tests were carried out on three similar samples with the same molar ratio of TMSM/TEOS to increase the confidence level of results.
In the first adhesion test (i.e. cross-cut), no part of the coating separated during the experiment, and this means that a very good adhesion existed between the substrate and the coating. In the second test (i.e. pull-off), separation occurred at the bone cement and adhesive overlap or inside the adhesive in all cases. This shows that the hybrid layer SS and the bone cement hybrid layer have a good adhesion to each other.
The adhesion strength of the coatings was also studied quantitatively by single lap joint test. In the single lap joint test, the adhesion between bone cement and SS was evaluated at two different conditions: one time in the presence of the intermediate hybrid layer and another time in the absence of the intermediate hybrid layer.
Figure 8 shows the load–displacement diagram for the coated 316L alloy samples along with the uncoated samples, and in Fig. 9, the maximum amount of stress for sample separation is shown.
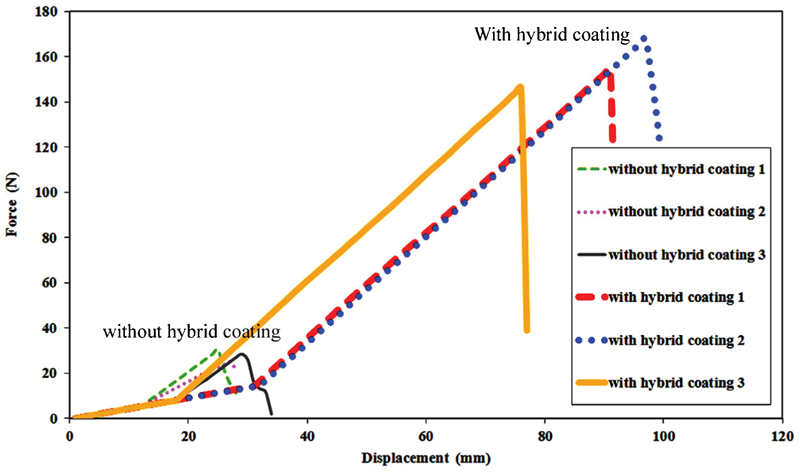
Load–displacement diagrams of lap joints for coated 316L samples along with uncoated samples
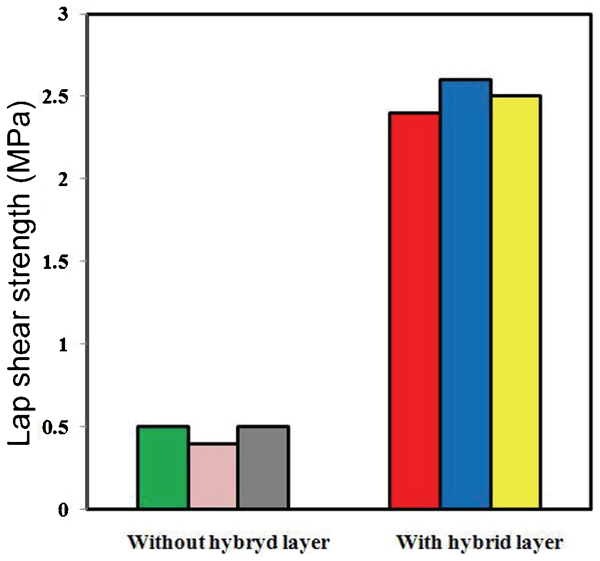
Lap shear strength of bonded joints
For joints with hybrid coating systems, the lap shear strength and ductility of joints increase substantially compared with the uncoated substrate. The examinations show an increase of 450% for maximum stress and an increase of 200% for the amount of essential change of length to bone cement separation when the hybrid coating is used.
It is important to notice that breaking occurs at the bone cement hybrid layer overlap, and it does not occur at the metal hybrid layer overlap. This event confirms good adhesion between the metal and the hybrid layer. The hybrid coating acts as a bridge between the bone cement and the SS. The acrylate functional groups as well as the silanol groups improve bonding by the formation of strong covalent bonds in place of weak secondary bonds (van der Waals) between the bone cement and the 316L alloy, so this activity of the hybrid layer increases cement adhesion.31 The quality of this adhesion can be explained as follows.
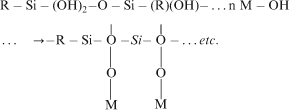
At the beginning of the sol–gel process, the reaction proceeds first through the hydroxylation of metal alkoxides, which occurs upon the hydrolysis of alkoxy groups as follows

nucleophilic attack of metal M by a water oxygen
transfer of a water proton to an OR group of the metal
release of the resulting ROH molecule.
When the metal alkoxide is a silica precursor, the poor reactivity of silicon is generally activated using a base (like NaOH and NH4OH) or an acid (like HCl and HF) catalyst.32, 33
As soon as reactive hydroxyl groups are generated, the formation of branched oligomers and polymers with a metal oxobased skeleton reactive residual hydroxo and alkoxy groups occurs through a condensation process.
Depending on experimental conditions, two competitive mechanisms have to be considered. They can be described as follows:
Oxolation: formation of oxygen bridge


When trialkoxysilane is used, these reactions transform to
Hydrolysis


Siloxane network formation

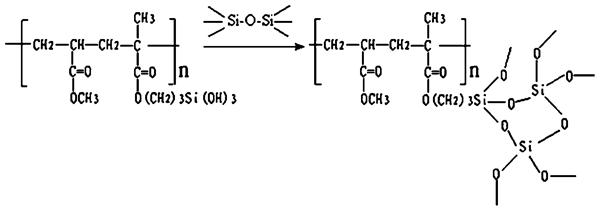
Bone cement and hybrid nanocomposite coating reaction
The association of Si–O–Si particles between polymer chains can make necessary mechanical interactions. On the other hand, the formation of Si–O–M and acrylic bonds between bone cement and organic–inorganic coating can make necessary chemical interactions. These interactions improve the chemical and adhesive properties of the coating to the substrate. Figure 11 shows schematically how hybrid nanocomposite coatings act as adhesion promoters between metal substrate and bone cement.
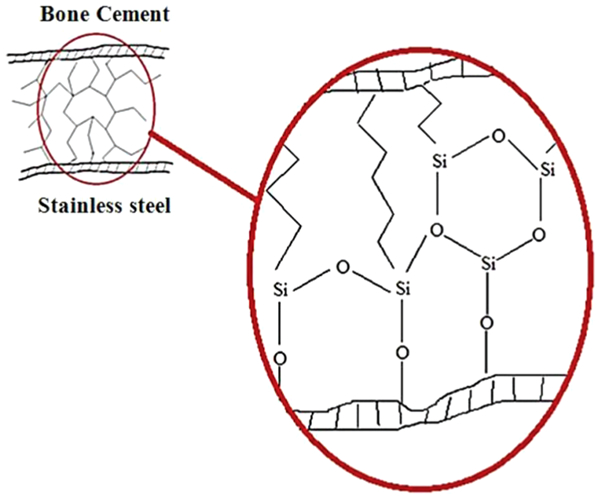
Organic–inorganic coating acts as adhesion promoter
Figure 12 shows the clotting time on glass slides in the presence of hybrid layer and without hybrid layer. This bar chart shows an increase of 74% for clotting time when the hybrid layer is used.
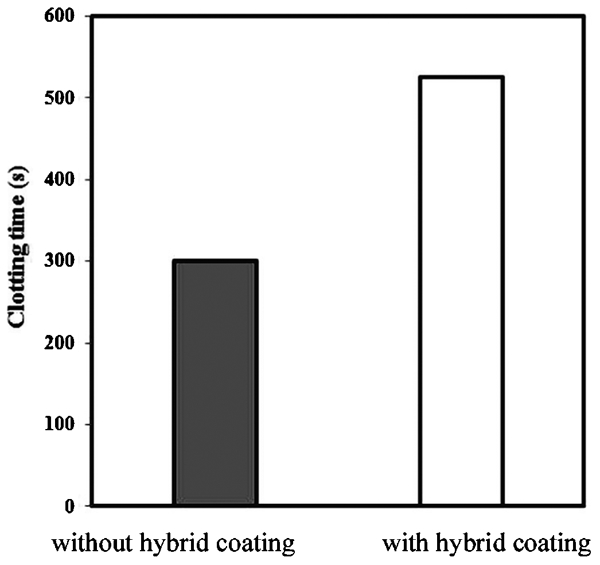
Bar chart of clotting time for samples with and without hybrid coating
It is confirmed by the researches that surface parameters like surface energy, surface charge and surface roughness have great effects on haemocompatibility. The contact angle of water with the SS substrate coated with TMSM/TEOS molar ratio of 1∶1 is 70°, whereas the water contact angle with soda lime glass is 20°. It is reported that the rise of surface energy causes accumulation in albumin adhesion, preventing fibrinogen from adhering. This treatment is one of the reasons of decreasing placket adhesion; surface charge can be concerned as another reason for the expansion of the clotting time. It seems that the coating samples have negative charge in relation to the uncoated surface. Therefore, the surface cannot adsorb elements that have negative charge, too, like plackets. Therefore, blood clots cannot easily form on the coated surface.36, 37
Conclusions
The organic–inorganic hybrid nanocomposite based on TMSM/TEOS in the molar ratio of 1∶1 was coated with the 316L SS. The sol–gel process was considered for this purpose, and the hydrolysis, condensation and polymerisation reactions in this process were briefly reviewed. The coating was quite uniform and crack free. The results revealed the inorganic particles uniformly distributed in the coating in nanoscale level at ∼1·5 nm. In addition, it can be induced as increasing the mechanical and chemical interaction by bone cement as well as 316L SS substrate. According to the obtained results, the adhesion properties of bone cement to the 316L SS substrate were improved significantly by contributing the nanocomposite coating layer. Furthermore, haemocompatibility of hybrid coating samples represented an improvement.
Footnotes
Acknowledgements
The authors are grateful to Dr H. Rahimi at IPPI for his helpful assistance.