
Abstract
The addition of reinforcement in the through thickness direction using three-dimensional (3D) weaving techniques has been shown to improve the delamination toughness of composite materials, mitigating the reduced out of plane performance of traditional composite materials. At present, the optimum architecture for improving delamination resistance is uncertain. To address this, three geometries of 3D woven carbon fibre reinforced epoxy composites were evaluated in mode I using the double cantilever beam test method. Mode II testing was also carried out using the end loaded split and four-point end notch flexure test methods. For large delaminations (i.e. when the R curve reaches its plateau value), an orthogonal weave is found to be most effective in resisting delamination propagation in mode I and is comparable to the layer to layer architecture in mode II. In all cases, an angle interlock weave appears to be less effective than either the orthogonal or layer to layer weaves.
Introduction
The high in-plane properties of polymer matrix composites combined with their low density have resulted in widespread usage in the aerospace and motorsport industries. A major life limiting factor that restricts their applications is their susceptibility to delamination. The addition of reinforcement in the through thickness direction has been shown to increase the ability of a composite to tolerate delamination. Methods of through thickness reinforcement include z pinning, stitching and three-dimensional (3D) weaving. Each of these methods can result in improved interlaminar fracture toughness and damage resistance. For example, the delamination resistance of Z pinned composites is found to be significantly higher in mode I, mode II and mixed mode (I and II) conditions than two-dimensional (2D) equivalents.1 Stitching involves the insertion of through thickness yarns into 2D preforms, which makes it a very cost effective method of through thickness reinforcement.2 Stitching results in improved interlaminar fracture toughness and damage resistance; however, in most cases, there is also substantial degradation of the in-plane mechanical performance due to damage incurred during processing.2
An alternative and attractive method of improving delamination is using 3D weaving. Three-dimensional weaving involves the creation of a dry preform, which is subsequently infused with resin. The preforms can be quite complex in shape, potentially making some components cheaper to manufacture with this method. Additionally 3D woven composites tend to have both increased interlaminar fracture toughness and damage resistance.3 A disadvantage of 3D woven composites is damage or distortion introduced to in-plane fibres through abrasion and bending of the yarns as they are fed through the loom during weaving.4 In carbon composites, this can result in a tensile strength reduction of the yarns by as much as 12%,5 although reductions of up to 25% have also been observed.6 In situations where tensile strength reduction occurs, this can be attributed to geometrical defects such as crimp and increased tow waviness,7, 8 with fibre breakage during processing as a possible contributing factor.4, 5, 9 On the other hand, some authors have reported unchanged10 or increased tensile strength11, 12 in 3D woven composites, which they attributed to the compaction of the 3D woven preform due to the tension in the through thickness yarns during processing. However, there appears to be general agreement that the fatigue performance of 3D woven composites is consistently lower than that of their 2D equivalents,13, 14 with the fatigue performance becoming poorer with increasing z binder content. The precise reasons for the poorer fatigue performance have yet to be determined.
The potential reductions to in-plane and fatigue performance of composites based on 3D woven fabrics are offset by improved delamination toughness, impact resistance and joint strength, although it has been shown that 3D woven composites are ineffective at resisting the initiation and growth of cracks shorter than about 2–5 mm.15 Reported values for mode I delamination toughness vary widely depending on the stitch density and architecture. A typical 2D woven carbon fibre epoxy composite would be expected to have a propagation GIC of approximately 600–800 J m−2, 16, 17 while 3D woven composites have reported to have propagation GIC of approximately 1400–6400 J m−2.16, 18, 19
The mode I delamination toughness of 3D woven composites toughness is affected significantly by the details of the through thickness stitch distribution, with the R curve behaviour of composites with similar stitch densities, but differing stitch spacing, being highly dissimilar.20 However, measurement of interlaminar fracture toughness for 3D reinforced composites is complicated by a number of issues. First, the complicated geometry of 3D reinforced composites promotes crack branching and deviation from the central plane, which invalidates the test according to some test standards.21, 22 It is known that the crack path in 2D woven laminates without 3D reinforcement tested in mode I tends to oscillate between adjacent warp tows, leading to steeper R curves than are seen in equivalent unidirectional laminates; as a consequence, the increase in apparent delamination resistance is greater than might be expected purely through the increased crack area.23 It is to be expected that this effect will also be a contributing factor to increase delamination resistance in 3D woven composites.
Second, measurement of the delamination resistance can be more difficult. Mode I delamination toughness is usually determined using the double cantilever beam (DCB) test, which uses a split cantilever beam specimen. In very thin specimens, or specimens that are particularly tough (e.g. due to some form of through thickness reinforcement), failure can occur at the root of the cantilever arms, rather than through the progression of the crack, which means that a propagation value for GIC cannot be measured. The use of adhesively bonded reinforcing tabs to the faces of the specimen to increase the stiffness has been shown to prevent failure through bending,16, 18, 19, 24 and some authors have termed this type of specimen a ‘tabbed double cantilever beam’ test. However, due to the potential for confusion of this test with the tapered DCB test, it is referred to in this work as the reinforced DCB (RDCB) test.
With regard to mode II delamination resistance, a number of methods are used to determine the mode II delamination toughness of composite materials, and there is currently no universally accepted standard for mode II testing. Commonly used methods include the end loaded split (ELS) and three- and four-point end notch flexure (3ENF and 4ENF). Of these methods, only ELS and 4ENF can be used to measure propagation values of GIIC; in addition, the 4ENF test is reported to give significantly higher GIIC values than the 3ENF test.23, 25 GIIC values measured using 4ENF have also been shown to vary significantly with the inner and outer roller spans.15
In light of the uncertainty with regard to the optimum 3D architecture for improved delamination resistance, the aim of this work is to evaluate the impact of different through thickness weave architectures on the mode I and mode II interlaminar fracture toughness of composite materials. The mode II interlaminar fracture toughness of two architectures (orthogonal and a hybridisation of layer to layer and orthogonal) was compared by Pankow et al.26 This investigation showed a slight increase in GIIC at longer crack lengths for the hybrid weave over the orthogonal weave; however, no attempt to examine the mode I behaviour of these weaves was made.26
In this paper, three weave architectures were investigated. The first was an orthogonal weave, which spanned the thickness of the preform weaving together all layers. The second was a layer to layer weave, which connected adjacent layers of the preform. Finally, the third was an angled through thickness interlock weave, which, similar to the first, spanned the thickness of the preform connecting all layers of the preform. The effect of changing the through thickness tow size was also investigated for the orthogonal weave architecture. Mode I testing was carried out using a combination of DCB and RDCB testing. In order to verify that the results obtained using the RDCB method were comparable to those measured by DCB testing, tests were carried out initially, using both methods, on UD carbon fibre reinforced epoxy; subsequently, the layer to layer weave was tested using both methods. Additionally, specimens were tested in mode II using both the ELS and the 4ENF methods.
Experimental
Materials
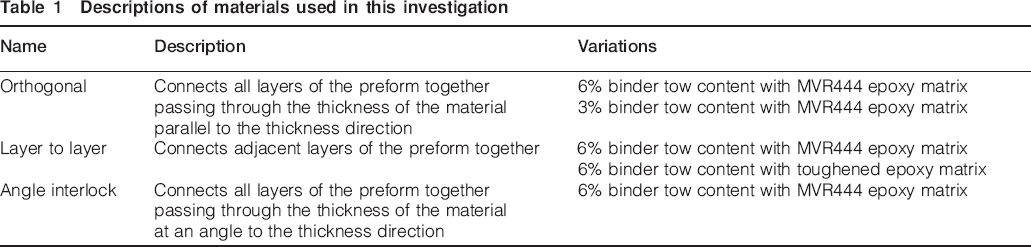
All 3D woven materials examined in this investigation were produced using a vacuum resin infusion process. With one exception, all of the 3D woven materials had a 6% loading of binder tows, the exception being an orthogonal weave with a 3% loading. This percentage signifies the dry weight of the binder tows (i.e. both the through thickness and warp direction content) as a proportion of the rest of the dry preform. In the case of the 3% orthogonal weave, the number of binder tows used was kept constant relative to its 6% counterpart, i.e. the size of binder tows was reduced in the 3% material. In all cases, the weave structure was designed to give a nominal fibre volume fraction content of 55% for the infused panels. A summary of the materials investigated is given in Table 1. Both the 6 and 3% orthogonal materials were produced by Sigmatex Ltd. All other weave architectures were manufactured by the University of Ulster.
Descriptions of materials used in this investigation
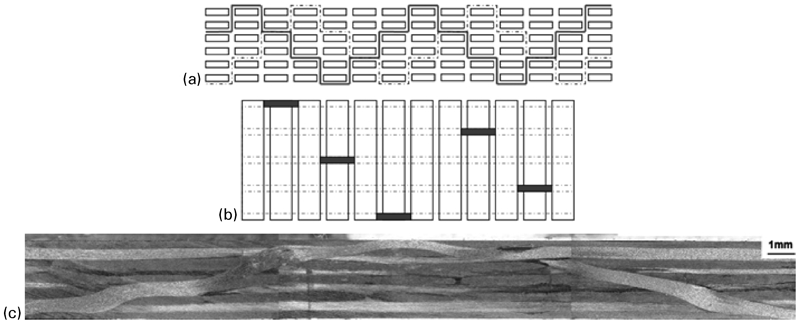
The orthogonal weave used in this investigation had binder tows that ran through the thickness direction of the specimen, over one weft tow, then back through the specimen and under the next four weft tows. This pattern was repeated along the length of the specimen. Across the width of the specimen, there was one orthogonal tow spaced approximately every 5 mm. The orthogonal tows were also staggered across the width of the specimen, as shown in Fig. 1. All the orthogonal woven specimens had an unmodified MVR444 epoxy resin matrix produced by ACG Ltd (a section of Umeco plc).

a schematic side elevation of orthogonal weave, where filled grey indicates binder tow and black rectangles represent weft tows, b schematic plan view of orthogonal weave where filled grey, solid black and dashed black lines indicate binder, weft and warp tows respectively and c reflected light photomicrograph of cross-section of orthogonal specimen (BAE Systems, 2012)
Unlike the orthogonal and angle interlock weaves, ‘layer to layer’ reinforcement does not run through the entire thickness of the specimen. The binder tows are woven between adjacent plies so that each ply is connected to the plies immediately above and below it. This weave is illustrated in Fig. 2. The binder tows run over one weft tow, then into the ply below, and then under the next weft tow along the length of the specimen in that ply.

a schematic side elevation of layer to layer weave, with filled grey indicating binder tow, solid black representing weft tows, b schematic plan view of layer to layer weave, with filled grey, solid black and dashed black indicating binder, weft and warp tows respectively and c reflected light photomicrograph of cross-section of layer to layer specimen (BAE Systems, 2012)
Two resin types were used for the matrix of the layer to layer specimens. The standard resin, used for all reinforcements, was an unmodified MVR444 epoxy produced by ACG Ltd. A proprietary toughened resin system supplied for evaluation purposes was also investigated for the layer to layer 3D woven material.
The angle interlock weave runs at an angle through the thickness of a specimen, and Fig. 3 shows the weave schematically. The interlaminar tow runs through the specimen around the weft tows in a series of steps. The spacing of the binder tows across the top face of a specimen is shown in Fig. 3, together with a photomicrograph of a specimen.
a schematic side elevation of angle interlock weave, with filled grey indicating binder tow, solid black representing weft tows, b schematic plan view of angle interlock weave, with filled grey, solid black and dashed black indicating binder, weft and warp tows respectively and c reflected light photomicrograph of cross-section of angle interlock specimen (BAE Systems, 2012)
Test methods
For all DCB test specimens, coupons were manufactured with a thin, non-adhesive film insert at least 50 mm in length along the midplane at one end that served as a crack initiator. One edge of the specimen was painted with typewriter correction fluid to enable crack growth to be measured more easily.
Double cantilever beam tests were carried out on an Instron 4507 mechanical testing machine with the specimens loaded at a constant displacement rate (in the range of 0·5–2 mm min−1), and the load, crosshead displacement and crack length were recorded at regular intervals. The load and crack length values taken immediately before a period of crack propagation were used to calculate interlaminar fracture toughness. Four types of tests were performed: mode I DCB and RDCB tests, mode II end loaded split and mode II 4ENF.
All DCB tests for this investigation were carried out according to ASTM standard D5528-01e321 using the modified beam theory approach for analysing the data. The specimens were tested at a constant displacement rate using T shaped load blocks that were adhesively bonded to the upper and lower surface of each specimen. At regular intervals, the delamination crack length, applied load and crosshead displacement values were recorded. The values of GIC calculated from the DCB tests were plotted against crack length to give a resistance curve (R curve), where the crack initiation and crack propagation (steady state value) were of particular interest. DCB specimens for the orthogonal weave architecture failed at the root of the cantilever arms rather than through the progression of a crack. Hence, RDCB tests were carried out using reinforcing tabs made of woven carbon fibre with an LTM26 epoxy resin matrix (∼4 mm thick, 25 mm wide and 180 mm long) that were bonded adhesively to the faces of the specimen to increase the stiffness and prevent failure through bending.
The mode II ELS specimens requires that specimens are first precracked in mode I, then loaded in compression at one end by means of a T shaped loading block while clamped at the other end such that movement is limited to just the horizontal plane in the direction of crack progression (Fig. 4). The free length L, the distance from the point of loading to the point where the specimen is clamped, is set such that a/L = 0·55. All ELS tests were carried out according to the 2002 ESIS protocol,27 with the experimental compliance method being used for the data reduction.
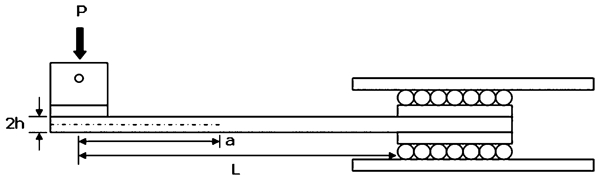
Diagram of test configuration for ELS tests
For the 4ENF test, all tests were carried out with an inner roller dimension d of 75 mm and an outer roller spacing L of 130 mm. To determine dC/da, the specimen compliance was determined by loading the specimen to a point before the crack propagated, recording load displacement data, then unloading. The position of the specimen was then adjusted so that the crack length was changed and then the specimen was reloaded. This process is repeated four or five times so that a plot of compliance versus crack length could be generated.28
Data normalisation
It should be noted that all mode I and II interlaminar fracture toughness values for the 3D woven materials presented in this paper have been normalised for reasons of commercial confidentiality so that they are shown as a percentage of the average mode I initiation values of the standard layer to layer and both the 3 and 6% orthogonal weaves to represent a percentage of the ‘control’. The angle interlock values were excluded from the average because it was found that the first through thickness tow was encountered by the crack extremely close to the film insert, causing the recorded initiation to be artificially high. The toughened layer to layer was also excluded to highlight the effect of the toughened resin system relative to the standard resin.
Results and discussion
Validation of RDCB test method
To evaluate the effects of reinforcing tabs on the R curve of a DCB specimen, an initial investigation was carried out using unidirectional carbon fibre 8552/IM7 specimens. This material was selected due to the small transition region from initiation value to plateau value observed in previous work.13 The faces of the specimens were reinforced with 2D woven carbon fibre, which was fabricated with a thickness of ∼4 mm. The R curves of untabbed and tabbed specimens are shown in Fig. 5, and good agreement can be seen between the DCB and RDCB results.
Comparison of untabbed DCB and tabbed RDCB R curves for UD carbon fibre 8552-IM7 (BAE Systems, 2012)
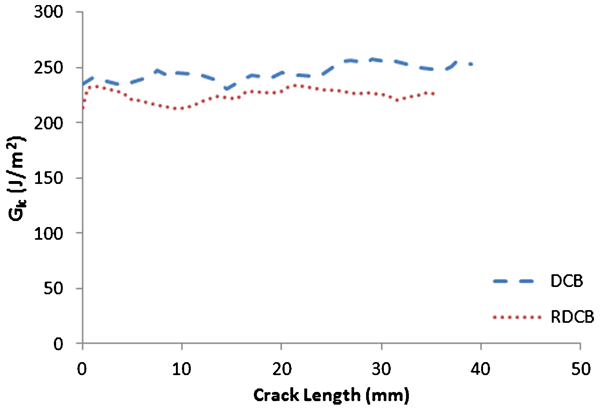
To verify that the RDCB results were also in agreement for 3D woven materials, the layer to layer specimens were also tested using both techniques (Fig. 6). Again, the initiation values are in good agreement (Table 2), while the propagation values appear to be higher; this is likely due to the small sample size since both RDCB data points fell within the range of the DCB test results. It was also observed for the 3D specimens that the length of crack growth required for the transition from initiation to steady state was larger for the RDCB specimens than for the DCB specimens (see Fig. 6). Steady state propagation was achieved after ∼22 mm for the DCB specimens but only after ∼35 mm of crack growth for the RDCB specimens. The increase in the distance for the transition from initiation to steady state propagation for RDCB specimens was a result of the increase in stiffness of the specimen caused by the reinforcing tabs. The crack opening was reduced because of the increase in stiffness, which means that pull out effects occur over a longer period of crack propagation, and a greater number of through thickness tows were able to bridge the crack behind the crack front. The steady state was reached when progression of the crack resulted in the same number of binder tows added to the bridging behind the crack front as were broken through crack progression.
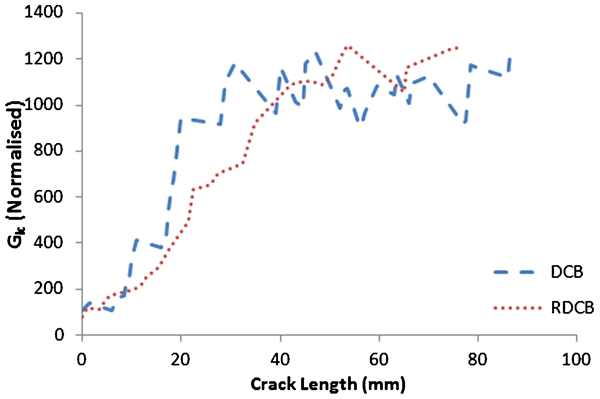
Comparison of untabbed DCB and tabbed RDCB R curves for layer to layer weave architecture with standard epoxy resin matrix (BAE Systems, 2012)
Initiation and propagation values for both 2D and 3D DCB and RDCB specimens normalised by mean of initiation value for standard layer to layer, 3 and 6% orthogonal lay-ups

Mode I testing
Double cantilever beam tests were carried out on the standard and toughened layer to layer materials and the (standard) angle interlock and orthogonal architectures. Preliminary tests of orthogonal specimens resulted in failure at the root of one of the cantilever arms, so all subsequent tests for 6 and 3% orthogonal specimens were carried out using the RDCB method. Representative R curves for each of the material types are shown in Fig. 7.
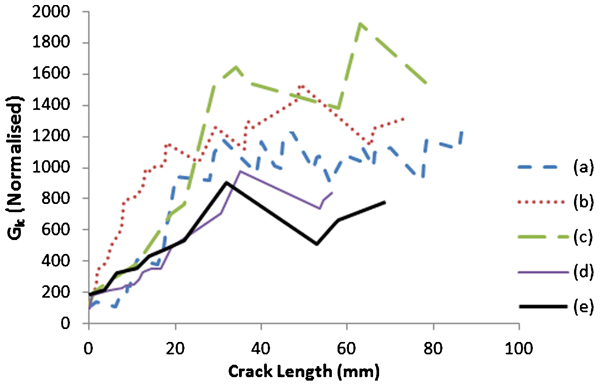
Comparison of mode I R curves for different weave architectures tested in DCB and RDCB (BAE Systems, 2012)
The initiation value for the toughened layer to layer specimens was ∼50% higher than for the standard layer to layer specimens, while the propagation values were comparable. In both cases, the R curve displayed a region following initiation where GIC increased at a relatively slow rate with crack length until ∼10 mm of crack growth had occurred, at which point GIC began to increase more rapidly. A similar trend was observed in orthogonal specimens, where a shallow slope was exhibited from initiation until the crack had propagated ∼15 mm, at which point the slope became much greater, leading up to a steady state plateau at ∼25 mm. The portion of the R curve immediately following crack initiation, where the rate of increase of toughness is relatively low, corresponded to the distance from the insert to the first through thickness tow. It typically occurs over a crack length of ∼5 mm.
Crack bridging was observed behind the crack front of orthogonal specimens. Broken tows, roughly conical in shape, were visible behind the crack front, suggesting that fibre tow pullout had occurred and that some of the resin had been pulled out with the binder tows. From observations of the fracture surfaces, and consideration of the locations where through thickness tows were broken, it was concluded that the first through thickness tow in the fracture plane was encountered a distance from the film that corresponded with the beginning of a rapid increase in GIC. The rapid increase in GIC observed as the crack first encountered the through thickness reinforcement was also seen in the layer to layer and angle interlock specimens.
For the angle interlock specimens, the initiation values were significantly higher than for the other specimen types. Examination of the fracture surface showed that the first through thickness tow was encountered immediately after the film insert; consequently, the initiation value of the toughness was higher and there was an immediate rapid increase in GIC as opposed to the more gradual increase observed in other specimens. During testing of the angle interlock specimens, it was observed that the cantilever arms twisted as the faces of the specimen were pulled apart. The architecture of the angle interlock specimens would account for this due to stagger of the binder tows across the width of the specimen.
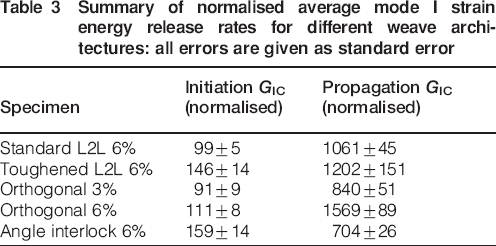
A summary of the mode I test initiation and propagation toughness values is presented in Table 3. As discussed above, the higher initiation value for the angle interlock specimens was attributed to the close proximity of the first through thickness tow to the film insert. The toughened resin was shown to increase the GIC at initiation of layer to layer specimens by ∼50%, although, not unexpectedly, this increase was not observed in the propagation values, which are associated with the extent of fibre bridging. The propagation GIC for 6% orthogonal showed an increase of ∼100% in the propagation GIC over the 3% specimens, consistent with the increased fraction of through thickness reinforcement, although the initiation values were similar. Propagation GIC values for all three architectures were broadly in line with those found elsewhere in the literature for 3D woven carbon fibre reinforced epoxy composites.16, 18, 19
Summary of normalised average mode I strain energy release rates for different weave architectures: all errors are given as standard error
Mode II testing
Specimens for all architectures were tested using ELS, and supplementary tests were carried out using the 4ENF method for 6% orthogonal specimens; the results are shown in Figs. 8 and 9 in the form of plots of toughness as a function of crack length. It cannot be stated with confidence that any of the specimens reached a steady state propagation condition during the test so the mode II propagation values cannot be compared directly with the mode I results; however, some consideration of the results in relation to the architectures is possible. In order to draw some comparisons, GIIC values taken after 20 mm of crack growth were defined as propagation values, and these are the values in Table 4. The value of 20 mm was selected based on the mode I results, where the R curves of most specimens were shown to be approaching, or to have reached, steady state after ∼20 mm of crack growth. It is suggested that GIIC may continue to increase without a plateau in ELS because there is a build-up of bridging binder fibres and debris between the crack faces, which leads to increasing friction between the crack faces.
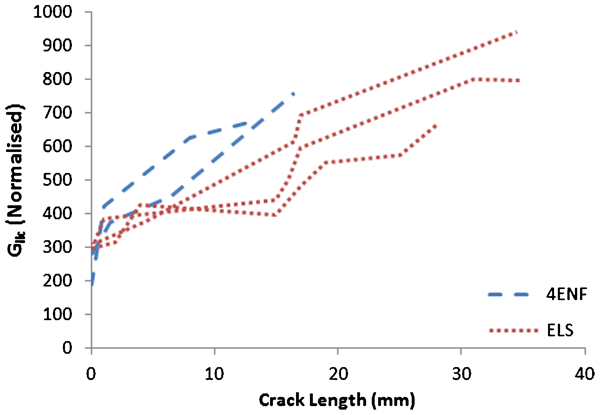
Comparison of R curves of 6% orthogonal specimens tested in ELS and 4ENF (BAE Systems, 2012)
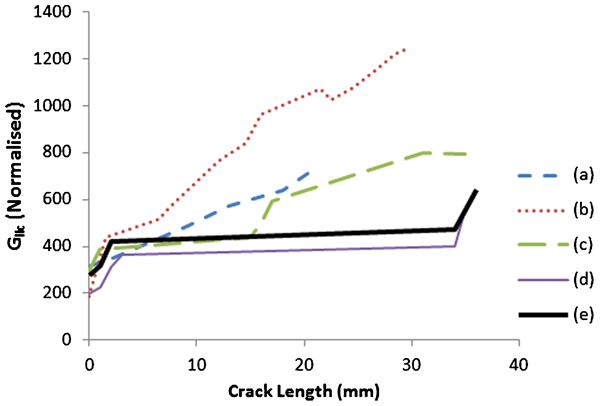
Comparison of mode II R curves of different weave architectures tested in ELS (BAE Systems, 2012)
Summary of normalised average mode II strain energy release rates for different weave architectures*
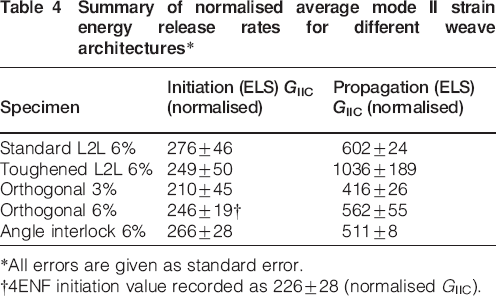
*All errors are given as standard error.
†4ENF initiation value recorded as 226±28 (normalised GIIC).
R curves from ELS tests for the 6% orthogonal specimens are plotted alongside those recorded for 4ENF in Fig. 8. Initiation values for 4ENF compared reasonably well with the ELS, and the subsequent increase in toughness with crack length shows similar trends for the two types of specimen.
From Fig. 9 and Table 2, it appears that there are no significant differences between the initiation values for any of the architectures. This is in contrast to the mode I testing, where there was an increase in fracture toughness at initiation for the toughened layer to layer over the standard resin. However, propagation GIIC values for toughened layer to layer were significantly greater than the standard layer to layer. The 6% orthogonal results were comparable to the standard layer to layer. The 3% orthogonal material showed a moderate reduction in propagation GIIC compared to the 6% material, although this difference was much less than was observed in mode I. Taken together, these results suggest perhaps that there is a relatively greater role for the matrix in the mode II propagation values than for the mode I propagation values.
Conclusions
The interlaminar fracture behaviour of three geometries of woven carbon fibre composites (orthogonal, layer to layer and angle interlock weaves) has been investigated using mainly DCB and ELS specimens, complemented for some materials by RDCB and 4ENF geometries. Additionally the effects of matrix toughening and through thickness tow volume fraction have been investigated, in each case with reference to one of the geometries.
When the weight percentage of binder fibres is kept constant, it is clear that the weave architecture of through thickness reinforced composites has a significant impact on the propagation toughness value once a crack has been initiated. However, where the crack is initiated away from the through thickness reinforcement, the weave architecture appears to have no significant effect on the delamination toughness at initiation. For longer delaminations, the orthogonal weave is most effective in mode I and is comparable to layer to layer in mode II. In all cases, the angle interlock weave appears to have lower propagation values than either of its counterparts, but this result must be viewed with caution; the binder tows caused the specimens to twist during mode I testing, and these measurements could be the result of either the architecture or the twist. Toughened resin is shown to increase GIC at initiation but provides no significant improvement for propagation resistance. Conversely, toughened resin appears to have no effect on mode II layer to layer delamination initiation but is more effective at resisting longer delaminations than the standard layer to layer specimens.
With respect to the use of the RDCB method for specimens where crack bridging is present, the RDCB method is shown to produce similar initiation and propagation values to DCB tests. However, the reduction in crack opening due to the increased beam stiffness means that the transition from crack initiation to propagation occurs over a more extended period of crack growth.
Footnotes
Acknowledgements
The authors would like to thank Rolls-Royce plc, Advanced Composites Group Ltd, Deepsea Engineering, Messier-Dowty, Sigmatex (UK) Ltd and the Universities of Bristol, Ulster and Nottingham for their support and contributions to this research, which was funded in part through the 3DSimComs DTI programme. D.T.F. would like to acknowledge EPSRC funding through the Engineering Doctorate Program at the University of Surrey.