
Abstract
Barrier and mechanical properties of wood powder composites based on recycled polyethylene (RPE) were modified using a commercial nanoclay masterbatch. X-ray diffraction, dynamic rheology and thermogravimetric analysis measurements showed that nanoclay from the selected masterbatch was well dispersed and formed a percolation network in both virgin and RPEs. The resulting nanocomposites promoted the thermal stability of matrix significantly. Modification efficiency of nanoclay, however, was evidently influenced by the type of matrix, where the strongest effect was achieved in a low viscosity virgin high density PE. The masterbatch was incorporated into an industrial formula designed extrusion quality RPE/wood flour composite. Processing procedures, mainly compounding cycles, and material composition, mainly clay content and type of coupling agent, were optimised. Two extrusion cycles led to higher uniformity of resulting composites than one cycle. Addition of a coupling agent, which has medium viscosity and plenty functional groups, led to enhanced tensile strength. The twice compounded composites were well stiffened and strengthened via combination of 6 wt-% clay and medium viscosity coupling agent. All composites without the addition of nanoclay burned faster after ignition and dripped much earlier and more compared to the composites containing nanoclay even with as small amount as 3 wt-% and being compounded once. The material with 6 wt-% clay showed the best sample integrity and burned slowest of all the tested composites. Furthermore, no dripping during combustion was seen for this material. This study shows that the incorporation of nanoclay using the selected masterbatch can effectively improve the flame retarding properties of RPE based wood composites.
Keywords
Introduction
Wood–plastic composites (WPCs) containing wood flour or wood fibres dispersed in a matrix of polymers, such as polyethylene (PE), polypropylene (PP) or polyvinyl chloride,1 are one of the fastest growing materials within European and Japanese plastics industry with ∼1 000 000 metric tons of worldwide annual production and growth rate of up to 20% per year. The North American WPC market comprises 30–40 manufactures and is ∼10 times larger than the European and Japanese markets.2 Wood–plastic composite was patented in Italy around 1920s.3 Its application was initiated in automotive industry as interior parts,4–6 then expanded to siding, fencing, window frames and decking markets.4,6–8 Especially after their use in decking applications, manufacturing of WPCs has seen tremendous growth in the USA.3 Now, decking is the most popular application of WPC, driving its worldwide markets. 2 , 9
Plastic wastes are one of the major components of global municipal solid waste.10, 11 The largest fraction of polymer wastes consists of polyolefins, such as PE and PP.12 Polyolefins, when discarded, remain for a very long time in their initial chemical and physical state owing to the very strong bonds existing between constituting monomer units and the lack of microorganisms able to digest them.13 Recycling is therefore an alternative destination for these materials.12 In WPC manufacturing, as for virgin plastics, any recycled plastic that melts and can be processed below the degradation temperature of wood (lignocellulosic fillers) (∼200°C) is usually suitable for manufacturing WPCs.10 Hence, recycled plastics are a suitable source for WPCs especially because of the large volume and low cost; WPCs, therefore, provide an additional market for recycled plastics, thereby helping to reduce the burden of waste disposal in landfill. Currently, PE is the most attractive thermoplastic for making WPC products mainly used as exterior building components.14 With increasing market share of WPC based on recycled PE (RPE), there is a pressing need to study the properties of these products and investigate how they are related to WPC based on virgin PE. The utilisation of recycled plastics, mainly high density PE (HDPE) and PP, for the manufacture of WPCs, has been studied by a number of authors.1,10,11,15–21 The results obtained to date show that the properties of WPCs made of recycled plastics, such as mechanical performance, long term water absorption and thickness swelling, are comparable with those made of virgin plastics,11, 15 which is a strong impetus to expand the use of recycled plastics in WPCs. Furthermore, a good composite cohesion can also be obtained in recycled plastic based WPCs by adding interfacial and coupling agents, which, in most cases, are maleic anhydride modified PE (MAPE) or PP, leading to the improvement of overall properties.11, 15, 17, 21
The development of nanotechnology facilitates a new class of reinforced hybrid composites consisting of WPCs and small quantities (1–5 wt-%) of nanoscale fillers. Among the developed nanofillers, nanoclay (layered silicate) is especially interesting for WPC modification because it is relatively inexpensive and commercially available; furthermore, it possesses a layered morphology with a high aspect ratio (10–1000) and large specific surface area (∼750 m2 g−1).22 Better mechanical properties, thermal stability, flame retardancy, reduced moisture uptake and thickness swelling as well as lower thermal expansion have been reported in WPCs with the addition of nanoclay. High degree of dispersion of nanoclay is a prerequisite for such improvements. An appropriate combination of nanoclay type and coupling agent amount as well as optimised processing procedure are means to achieve high dispersion.9,14,23–26 Although research work on both RPE based WPCs and nanoclay modified virgin PE based WPCs has been performed, little effort has been made to study the preparation and property of RPE/wood/nanoclay composites. Since properties of recycled plastics are likely to be different from those of virgin plastics, conditions for using nanoclay, such as the amount of clay, the compatibilisation of recycled plastic/clay interface and processing procedure, may also change compared to the virgin plastic based counterparts.
Therefore, the objective of this study has been to improve the end use properties of RPE based WPC products by taking advantage of nanoclay. The best approach for adding nanoclay in WPC is to prepare a matrix/nanoclay composite in a separate step and blend nanoclay composite, matrix and wood in a second step according to previous research.23 In a recent study, an HDPE/nanoclay composite, having significantly improved thermal stability and slightly enhanced mechanical properties with respect to the pure HDPE, was prepared via optimisation of the material composition and processing conditions for later use in WPC based on RPE.27 Subsequently, the present work is focusing on the influence of nanoclay on mechanical performance, thermal stability and flame retarding properties of an industrial formula designed composite of RPE/wood flour/additives. Owing to cost and industrialisation concerns, a commercial PE/clay masterbatch was used to introduce nanoclay. The dispersion of nanoclay in different PE matrixes was studied and compared to the previously optimised nanoclay composite. Recycled polyethylene/wood/additives/nanoclay composites were optimised by modifying material composition, mainly clay content and type of coupling agent, and processing procedure, mainly melt compounding cycles. Mechanical properties, thermal stability and flame retarding properties of the resulting composites were studied.
Experimental
Materials
Three types of HDPE were used for the preparation of nanoclay composites: a virgin HDPE (MG9621, abbreviated as VPE) from Borealis, a recycled HDPE suitable for extrusion (abbreviated as eRPE) and a recycled HDPE suitable for injection (abbreviated as iRPE) provided by OFK Innovation AB (Sweden). The eRPE was used as matrix of wood composites.
Wood flour from Kalmar Energi (Sävsjö) containing ∼95% softwood and 5% hardwood, sieved out through a 0·71×1·4 mm screen, and all the additives for the wood composites following an industrial formula were provided by OFK Innovation AB.
NanoMax-HDPE from Nanocor Inc. is a commercial HDPE based clay masterbatch (abbreviated as CMB) with a clay content of 50 wt-% and was used in eRPE/wood composites to introduce nanoclay.
Three types of MAPE (Fusabond series from DuPont) were used as macromolecular coupling agents between eRPE and wood flour: E100 (an HDPE-g-MAH) with a mean fluorescence intensity (MFI) of 2·0 g/10 min (abbreviated as HV-MCA), E265 (an HDPE-g-MAH) with an MFI of 12 g/10 min (abbreviated as MV-MCA) and M603 (an E/MAH random ethylene co-polymer) with an MFI of 25 g/10 min (abbreviated as LV-MCA), where HV, MV and LV in the abbreviations stand for low, medium and high viscosity respectively.
Processing of HDPE/nanoclay composites and eRPE/wood/nanoclay composites
The CMB was melt compounded with three types of HDPE respectively in a Brabender mixer (Duisburg, Germany) following an optimised procedure (blending temperature of 160°C, rotor speed of 60 and mixing time of 12 min) determined in the previous study.27 The compounds were processed into plates in a laboratory press (Frontinje, Denmark) for subsequent measurements.
The eRPE/wood composites with and without CMB were processed by melt compounding in a corotating twin screw extruder ZSK25 (Krupp Werner & Pfleiderer GmbH, Germany). The temperature range was 180–200°C, and the mass flow was 10 kg h−1. Constituents were thoroughly dried and premixed according to designed formulae. The mixture was added from the side feeder to be melt compounded. Figure 1 shows the schematic extrusion set-up for the compounding process. Two methods were adopted to process WPCs: composites were compounded once in the extruder with a rotation speed of 120 rev min−1 or composites were first extruded with a rotation speed of 300 rev min−1 and pelletised then extruded again with a rotation speed of 120 rev min−1. The formulae of composites and the processing procedures are listed in Table 1. The extrudates were heated up to 200°C and then compression moulded into dumbbell shaped specimens using a conventional 310 ton compression moulding press (Fjellman, Sweden).
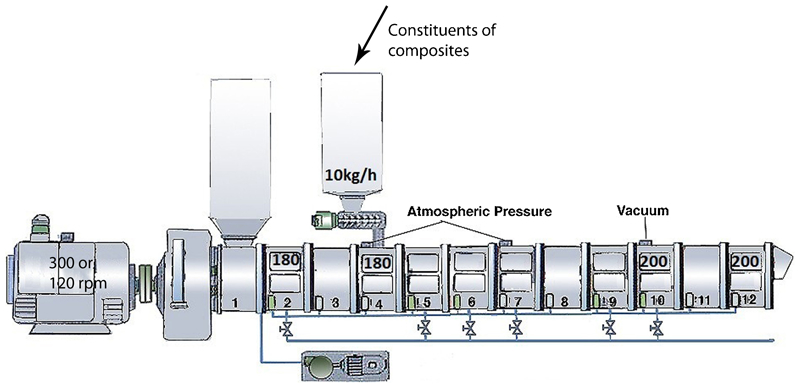
Schematic representation of extrusion set-up for compounding process
Formulae of eRPE/wood composites and processing procedures
Characterisation
Wide angle X-ray diffraction
X-ray diffraction (XRD) measurements were carried out using a PANalytical Empyrean X-ray diffractometer (Philips, The Netherlands) equipped with a PLXcel3D detector using Cu Kα radiation (λ = 1·5418 Å) at 40 kV and 45 mA. The data were recorded in a reflection mode with 2θ ranging from 0·5 to 8·0°; the step size was 0·026° and counting time was 40 s per step (the step size was optimised by the instrument automatically, which cannot be changed; the counting time was also recommended by the instrument). Three samples were tested for each material, and representative results are shown.
Dynamic melt rheology measurement
A controlled stress rheometer C-VOR (Bohlin) was used for the rheology measurements, with a 25 mm parallel plate geometry, at a temperature of 180°C. The gap distance was set to 700 μm. At least three samples for each material were tested, and representative results are presented. Amplitude sweep tests at 6·28 rad s−1 were performed to determine the stress level, which insures that subsequent small amplitude oscillatory shear tests were carried out in the linear viscoelastic region; 90 Pa was selected.
Thermogravimetric analysis
The thermal degradation behaviour of studied materials was measured in a thermogravimetric analysis (TGA) Q500 (TA Inc.) with a 10°C min−1 heating ramp in air from room temperature to 500°C then stop, or to 565°C then holding at this temperature for 15 min. At least three samples were tested for each material, and representative results are shown.
Qualitative open flame fire test
The fire retarding property of eRPE/wood composites processed with different formulae and procedures was compared, following a slightly modified Volvo STD 104-0001 for measuring flammability (burning behaviour) of interior materials. Rectangular samples with a width of 102 mm and length of 356 mm were prepared from the press moulded specimens, conditioned at room temperature and a relative humidity of ∼30% for 7 days before testing. One end of sample was clamped in an iron support and then placed horizontally in the centre of a fume hood with adjustable velocity of air flow. The length apart from the clamps and the inclination of samples were kept the same. Measurements started when specimens were exposed to flame for 15 s. Time for the flame to reach marks at 25 and 100 mm were recorded. Dripping from the samples and after burning of the drops were also recorded.
Mechanical properties tests
Uniaxial tensile tests were carried out according to ISO527 at a constant crosshead speed of 2 mm min−1 on a universal testing machine (Instron 8501) equipped with a 5 kN load cell and a 25 mm extensometer. At least five samples were tested for each material, and the average values are reported.
Results and discussion
Effect of selected nanoclay masterbatch on structure and properties of different HDPE based nanocomposites
Structure–property comparison of VPE based nanocomposites reinforced by selected masterbatch or by optimised combination of MCA/organoclay prepared previously
The CMB reinforced VPE composite with nanoclay content of 3·34 wt-% was prepared to study whether CMB can be used as a substitute for the previously optimised VPE nanocomposite.
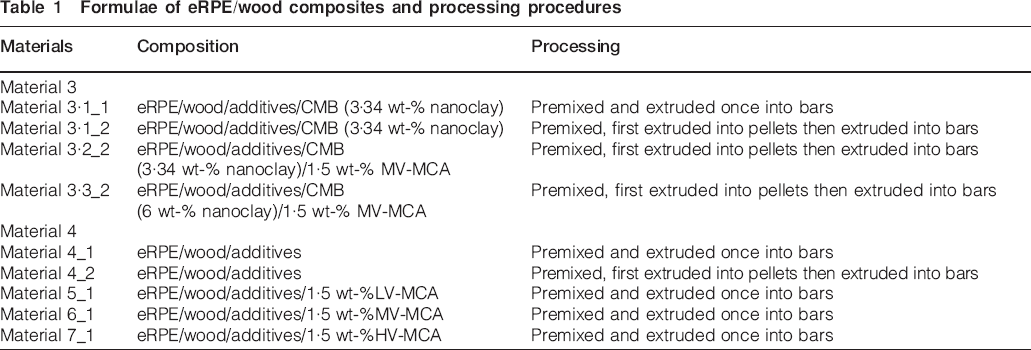
Figure 2 shows the average elastic modulus G′ and complex viscosity η* of studied nanocomposites obtained from small amplitude oscillatory shear test. In the previously optimised nanocomposite, MCA used for the dispersion of nanoclay is E265, and the weight ratio of MCA/nanoclay is 6∶1.27 As shown in Fig. 2, composite with CMB containing ∼3 wt-% nanoclay has slightly higher G′ and η* values compared to the previously optimised one containing 2 wt-% nanoclay, which are around four and two orders of magnitude higher than those of VPE and VPE with only 2 wt-% nanoclay. Furthermore, they both show a platform in G′ and an infinite increase of η* with decreasing frequency in the low frequency region, revealing a pseudosolid-like behaviour due to the strong restriction of well dispersed nanoclay on the molecular chain motion of VPE. The similarity of these representative rheological parameters implies that similar three-dimensional percolation network of nanoclay is formed in both composites being compared.
Elastic modulus and complex viscosity of VPE based composite using combination of 2 wt-% nanoclay and MCA/nanoclay at different ratios (3∶1, 6∶1 and 9∶1), and using CMB containing 3·34 wt-% nanoclay respectively
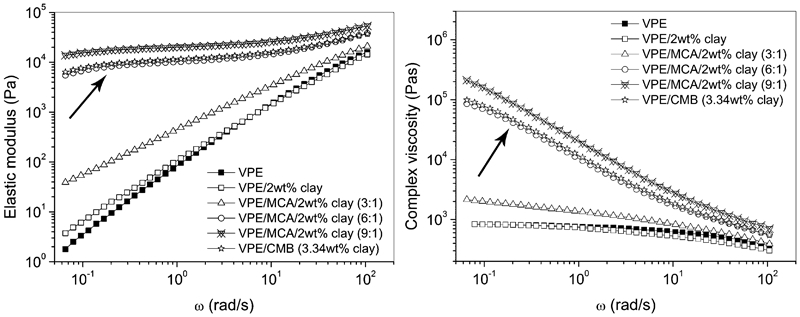
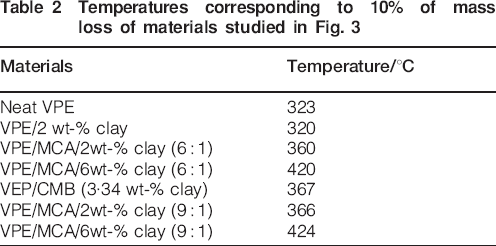
Thermogravimetric analysis with the procedure of heating at a rate of 10°C min−1 to 500°C without holding at the terminal temperature was carried out on CMB reinforced and previously optimised nanocomposites based on VPE. The thermal degradation profiles of studied materials are shown in Fig. 3 accompanied with the appearance of residues after measurements. Temperature values corresponding to a visible weight reduction of 10% are listed in Table 2. As shown in Fig. 3 and Table 2, the thermal degradation temperature of VPE is hardly enhanced by only 2 wt-% nanoclay if MCA is not used. After TGA measurement, their residues are also both in disintegrated form. The addition of MCA with the weight/nanoclay ratio of 6∶1 into the composite containing 2 wt-% nanoclay increases the degradation temperature with 40°C. The CMB reinforced composite shows slightly higher degradation temperature as expected since the nanoclay content is 3·34 wt-%. The residues of these two nanocomposites almost keep their integrity. Further increase of MCA/nanoclay ratio from 6∶1 to 9∶1 has marginal effect on enhancing the degradation temperatures, especially at higher clay content (6 wt-%). It suggests that the amount of MCA to facilitate sufficient dispersion of nanoclay has been saturated at MCA/nanoclay ratio of 6∶1. When this ratio is reached, the thermal degradation of VPE shifts significantly to higher temperatures with increasing nanoclay content. Accordingly, the nanocomposite containing a combination of 6 wt-% nanoclay and an MCA/nanoclay ratio of 6∶1 keeps its integrity after TGA measurement. These results indicate that a thermally stable protection barrier is formed in CMB reinforced nanocomposite similar to that in the optimised nanocomposite. More improvement in thermal stability of VPE can thus be expected once CMB content increases.
Thermogravimetric analysis curves of VPE based composites reinforced by CMB and by varied combination of nanoclay and MCA, accompanied with appearance of residues after TGA measurement
Temperatures corresponding to 10% of mass loss of materials studied in Fig. 3
Influence of matrix on structure property of CMB reinforced nanocomposites
The molecular structure of PE matrix has great influence on the quality of its nanoclay composites, which consequently influences the performance of resultant wood composites modified by the nanoclay composite. Moreover, the RPE used as matrix of the wood composites has different molecular structure from the virgin PE that is used for comparing the effect of CMB and an optimised combination of MCA/nanoclay. Therefore, studies of the structure and properties of nanocomposites based on different PE matrixes, containing the same amount of CMB and processed with the same conditions, were performed.
Figure 4 shows XRD patterns for CMB reinforced nanocomposites based on VPE, eRPE and iRPE respectively, all with the same nanoclay content of 3·34 wt-%. The inserted graphs are zoomed XRD patterns with 2θ varying in the scope of 0·5°. No apparent peaks, especially the characteristic (001) diffraction peak that appears at ∼2θ of 3·5° for typical organoclay, are seen in the scanning area. It suggests that nanoclay from CMB is sufficiently dispersed in all three PE matrixes.
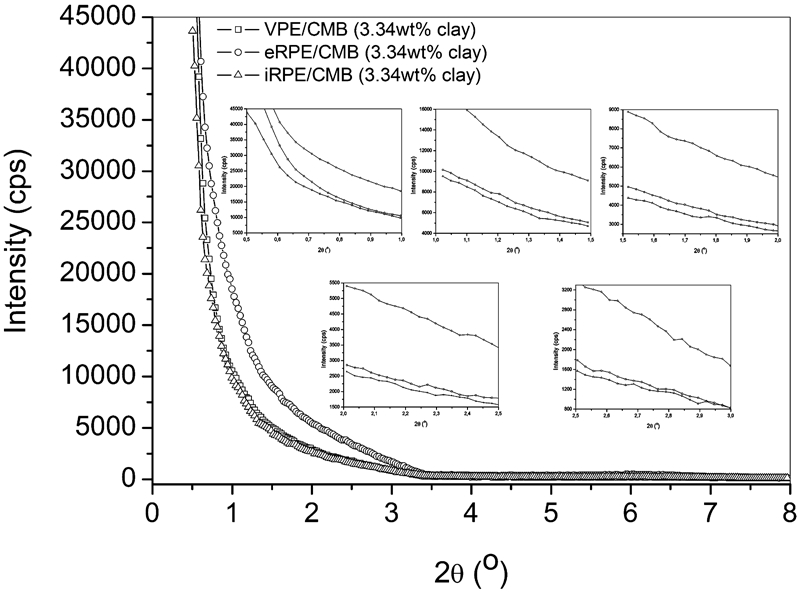
X-ray diffraction patterns of CMB reinforced nanocomposites based on VPE, eRPE and iRPE respectively, all containing ∼3 wt-% nanoclay
Small amplitude oscillatory shear tests were also carried out on the three CMB reinforced nanocomposites, and the obtained average G′ and η* are compared in Fig. 5. Both rheological parameters of all three PEs are significantly changed with the addition of CMB, especially in the low frequency region, indicating remarkable confinement of well dispersed nanoclay on the molecular chain movements of matrixes. It is noted that low viscosity VPE shows clearly the linear dynamic viscoelastic behaviour as expected for unfilled homopolymers, which is revealed by its G′ approaching a terminal slope of 2. Its CMB nanocomposite shows the strongest effect of nanoclay. At low frequencies ∼0·1 rad s−1, the G′ and η* values VPE/CMB are about four and two orders of magnitude higher than those of neat VPE respectively. The platform shown in low frequency G′ is more flat and extends to higher frequencies ∼10 rad s−1. In addition, the infinite increase of η* is also more pronounced. Neat iRPE shows higher G′ and η* values with respect to neat VPE, accompanied with slightly weaker linear dynamic viscoelastic characteristic, as shown by the terminal slope of G′ appreciably lower than 2. It is understandable because iRPE may contain different types of PE and additives as well. Its CMB nanocomposite also shows apparent characteristics of pseudosolid behaviour but is weaker than those shown in VPE/CMB nanocomposite. For instance, the G′ and η* values of iRPE/CMB are just about two and one order of magnitude higher than those of neat iRPE respectively. Neat eRPE shows weaker linear dynamic viscoelastic characteristic with respect to neat iRPE, and least increment of G′ and η* among the three CMB reinforced nanocomposites. Such small increment is due to the very high G′ and η* values of eRPE itself and also implies that eRPE may contain some long molecular chains that are more difficult to be intercalated into nanoclay platelets compared to the other two PEs. The eRPE/CMB containing 3·34 wt-% clay still exhibits a platform in G′ and an increase in η* with decreasing frequency in the terminal region, which suggests that the melt compounding of CMB into eRPE still introduces good dispersion of nanoclay.
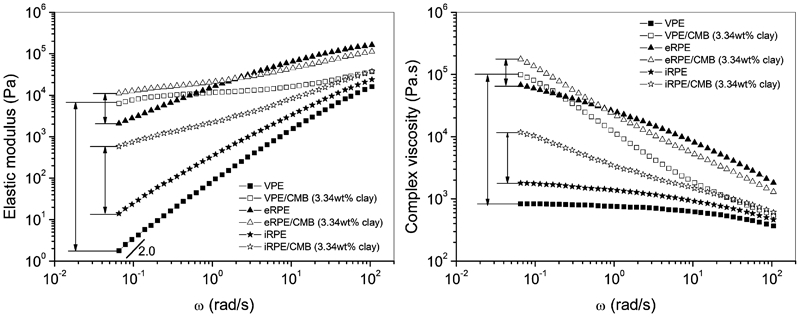
Elastic modulus and complex viscosity of CMB reinforced nanocomposites based on VPE, eRPE and iRPE respectively, all containing ∼3 wt-% clay
Thermogravimetric analysis with the procedure of heating at a rate of 10°C min−1 to 500°C without holding at the terminal temperature was performed to investigate the effect of CMB on thermal stability of the three HDPE matrixes. The thermal degradation profiles of the three HDPEs and their CMB composites all containing 3·34 wt-% nanoclay are shown in Fig. 6, and representative results obtained from these curves are compared in Tables 3 and 4.
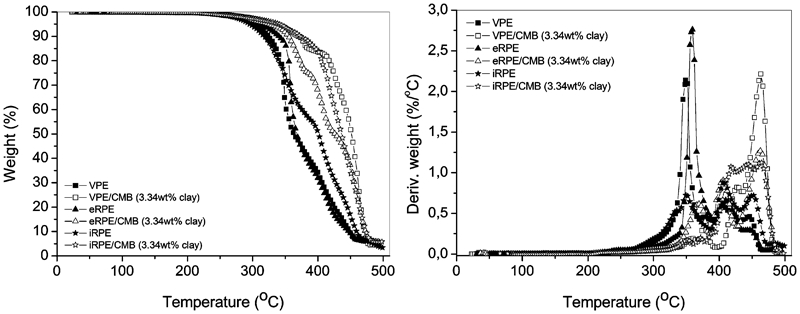
Thermogravimetric analysis and DTG curves of CMB reinforced nanocomposites based on VPE, eRPE and iRPE respectively, all containing ∼3 wt-% clay
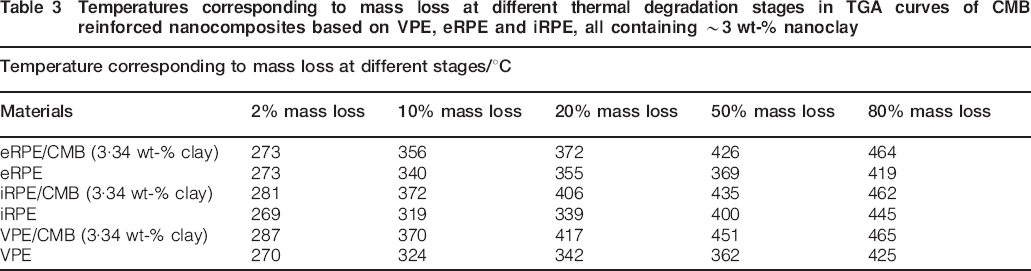
Temperatures corresponding to mass loss at different thermal degradation stages in TGA curves of CMB reinforced nanocomposites based on VPE, eRPE and iRPE, all containing ∼3 wt-% nanoclay
Peak status and temperatures at different thermal degradation stages in DTG curves of CMB reinforced nanocomposites based on VPE, eRPE and iRPE, all containing ∼3 wt-% nanoclay
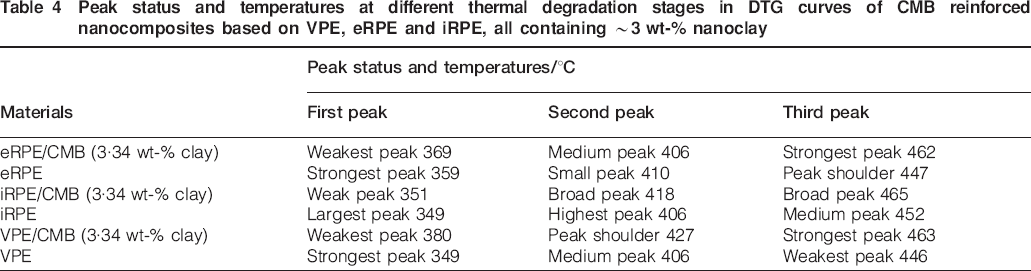
Two distinct thermal degradation stages are evident in all studied materials in Fig. 6. The first degradation stage (room temperature, 250°C) is attributed to dehydration leading to a mass loss of ∼2% of the original mass. The second stage (250–475°C) involves chain scission leading to a mass loss of 40% with the formation of a primarily carbonaceous char, and subsequently the primary char being further oxidised leading to a mass loss of 90%.28 The addition of 3·34 wt-% nanoclay via directly melt compounding PE matrix with the selected CMB shifts the whole thermal degradation process of all three PE matrixes to higher temperatures significantly, indicating the formation of a thermally stable protecting barrier by well dispersed nanoclay. As compared in Table 3, the positive effect of nanoclay on the thermal degradation temperature is more profound in low viscosity VPE than in high viscosity eRPE, which may be still because of the better dispersion of nanoclay in the former as deduced from the melt rheology measurements. As shown in DTG curves and Table 4, addition of 3·34 wt-% nanoclay from the selected CMB also improves the temperature corresponding to the highest thermal degradation speed of PE matrixes in different stages. Furthermore, the peak with strongest intensity in the three PE matrixes all shifts to higher temperatures with the increment of >100°C, revealing that the char oxidation of PEs is delayed remarkably by CMB.
Processing and properties of CMB modified eRPE/wood composites
Effect of processing procedures on mechanical properties and thermal stability of eRPE/wood/CMB composites
The tensile strength and modulus as well as strain of eRPE/wood composites with and without CMB compounded once in extruder are shown in Fig. 7. Very high standard deviation of mechanical properties is exhibited in all once compounded composites, indicating a highly uneven material quality due to differences in densities and sizes of the constituents and insufficient mixing. The mechanical properties of the composite containing 3·34 wt-% clay (material 3·1_1) are even lower than those of the composite with only eRPE and wood flour (material 4_1). It indicates that eRPE and wood are the main stress carriers due to their high weight ratios; it also implies that nanoclay is poorly dispersed in eRPE and, therefore, cannot reinforce the matrix effectively. Positive effect of MCA, which facilitates the stress transfer from the matrix to the wood flour, is only significant for MCA with medium viscosity and more functional groups (material 6_1).27 Owing to the large scatter, the materials with the low and the high viscosity MCA only show indicative improvements in strength.
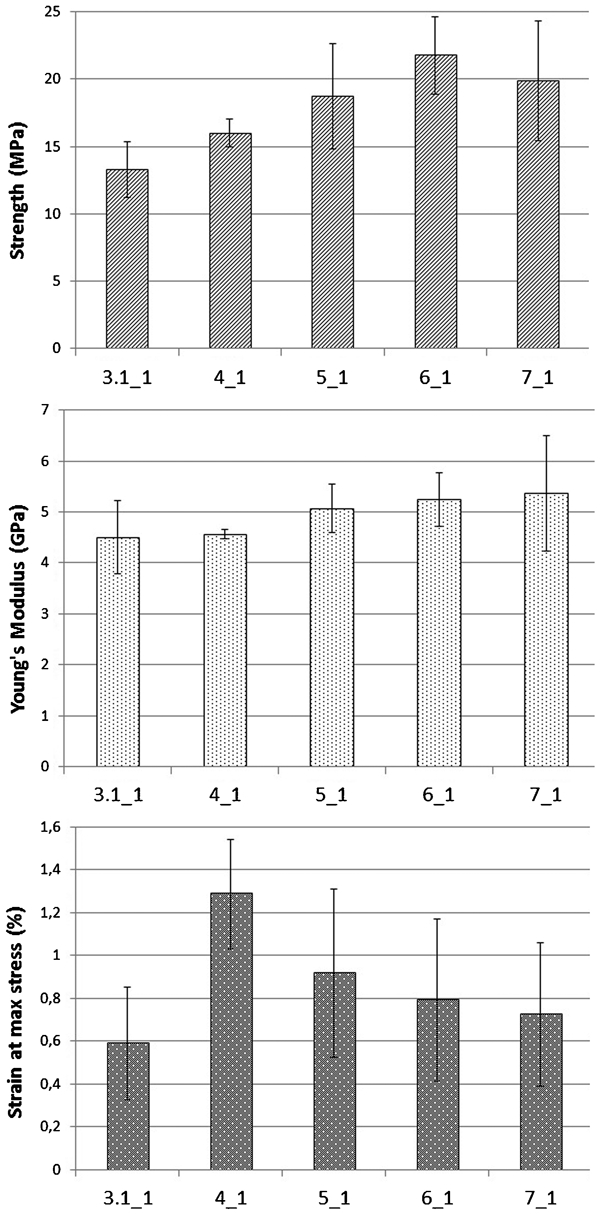
Tensile strength, modulus and strain of once compounded eRPE/wood composites with varied formulae
The tensile strength, modulus and strain of WPCs containing eRPE and wood flour (material 4) and composites containing 3·34 wt-% clay but no MCA (material 3·1), which were compounded once or twice in extruder, are compared in Fig. 8 to study the effect of melt compounding cycles on the uniformity of eRPE/wood composites. It is observed that the effect of compounding cycles on mechanical properties is still hard to summarise for material 4, while for material 3·1 twice compounded shows higher tensile strength and modulus and much lower standard deviation compared to the once compounded. It reveals that better dispersion of nanoclay from CMB in eRPE matrix and higher uniformity of the composite were achieved when a second compounding step was applied. The results also show that the functional agents present in CMB are not sufficient to improve compatibility between eRPE and wood flour since the strength of this material (3·1_2) only reaches the strength of eRPE/wood flour without MCA (material 4).
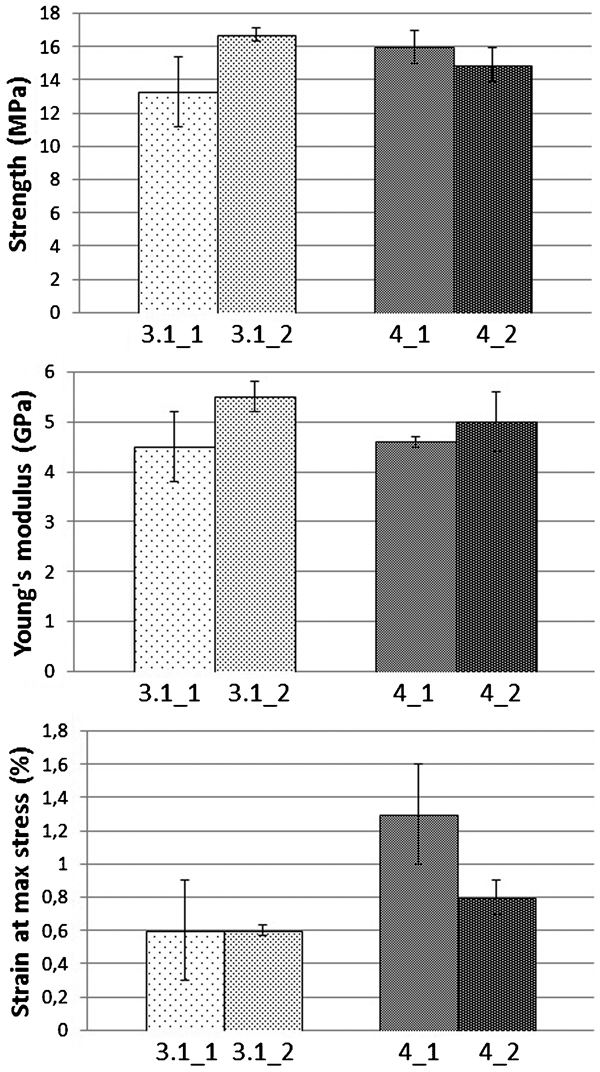
Tensile strength, modulus and strain of selected eRPE/wood composites compounded once or twice in extruder
Thermogravimetric analysis with the procedure of heating at a rate of 10°C min−1 to 565°C then holding at the terminal temperature for 15 min was performed on material 3·1 to investigate the influence of melt compounding cycle on thermal stability. The degradation profiles are shown in Fig. 9. In the scanning range of around 250–500°C, which is the main thermal degradation stage involving chain scission and subsequently further oxidation of the primary char, the twice compounded shows distinctly higher degradation temperature than the once compounded. It again indicates that properly improved blending enhances the dispersion of nanoclay within eRPE, which confines segment and chain movements of the matrix effectively, leading to retarded chain scission; at the same time, it also prevents additional degradation of both eRPE and wood flour due to high processing temperature and strong shearing during extrusion from happening.
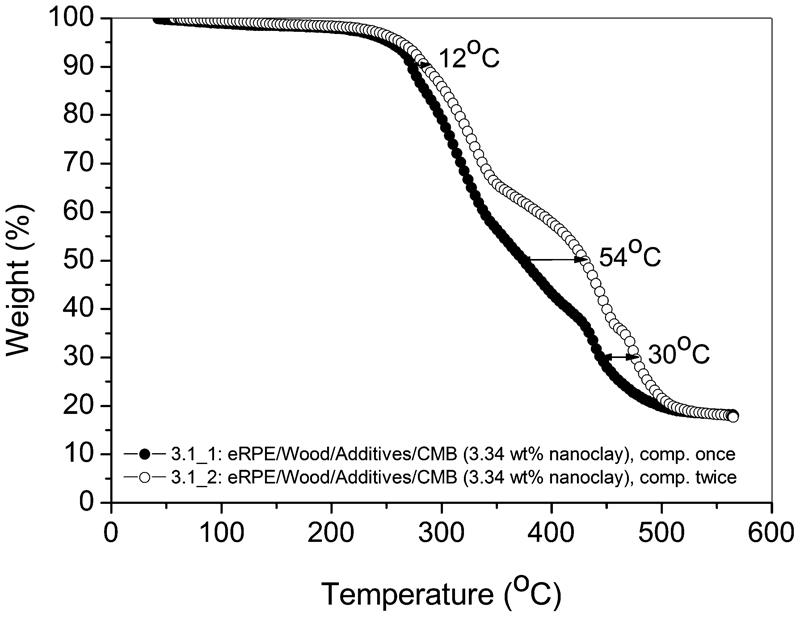
Thermogravimetric analysis curves of eRPE/wood/additives/CMB (3·34 wt-% nanoclay) composites extruded once and twice respectively
Effect of MCA type and material composition on mechanical properties and thermal stability of eRPE/wood composites with and without CMB
The tensile strength and modulus as well as strain of eRPE/wood composites with varied constituents and compositions, which were compounded twice through extruder, are shown in Fig. 10. From the comparison of tensile strength, it clearly reveals that the addition of MCA, even the low viscosity one, is needed to enhance the adhesion between eRPE matrix and wood flour assuring stress transfer. It is because eRPE and wood flour are the main stress carriers in the composites. Therefore, the composite containing only 1·5 wt-% low viscosity MCA and no nanoclay shows comparable tensile strength with the composite containing 1·5 wt-% medium MCA and ∼3 wt-% nanoclay. It further implies that 1·5 wt-% is a relatively ‘safe’ amount of MCA because excess of it, dispersing in bulk polymer instead of only on the eRPE/wood interface, will act as plasticisers. On the other hand, MCA, especially the low viscosity one, seems to lower stiffness while increasing strain (material 5_2) compared to WPC without MCA (material 4_2). Considering both strengthening and stiffening effect, the medium viscosity MCA is a better option than the low viscosity MCA, especially because the former has more functional groups, leading to more efficient compatibilisation at the same dosage.
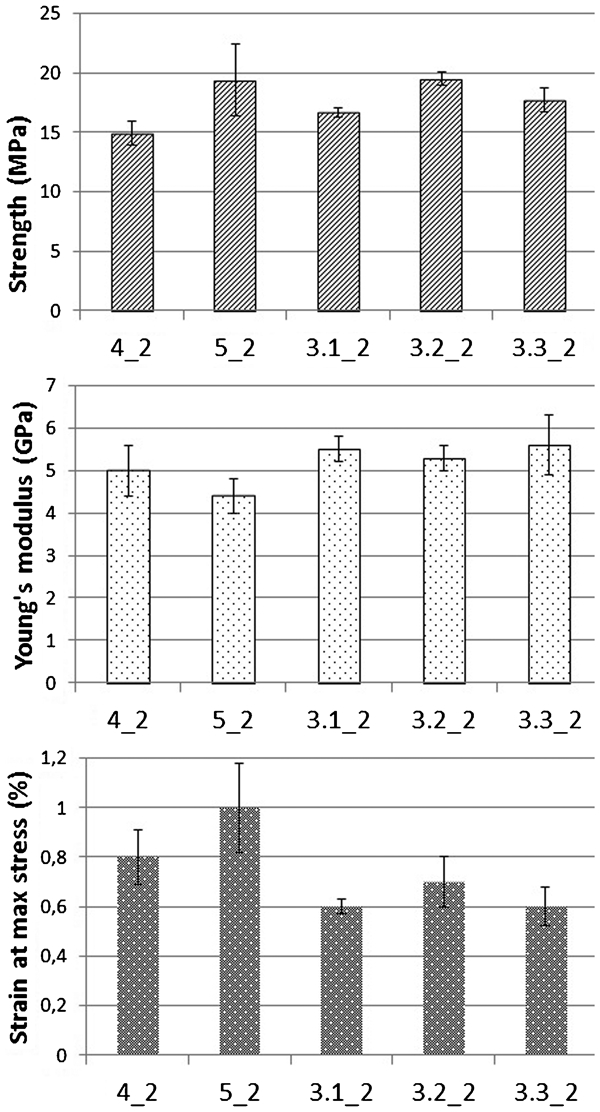
Tensile strength, modulus and strain of eRPE/wood composites compounded twice in extruder
Thermogravimetric analysis with the procedure of heating at a rate of 10°C min−1 to 565°C then holding at the terminal temperature for 15 min was performed on all twice extruded composites, except the one with only 1·5 wt-% low viscosity MCA (material 5_2). It is known that MCA used alone is detrimental to thermal stability of PE based materials.27 Positive effect of nanoclay on thermal stability is hardly shown from the TGA curves in Fig. 11. When small pieces were cut from the pressed samples, wood was directly exposed on the cut edges. Therefore, the TGA measurements were actually performed more on unprotected wood than on nanoclay composite wrapped wood as planned. However, the composite containing 6 wt-% nanoclay (material 3·3_2) shows highest char content at the end of experiments among all the prepared composites. It demonstrates that the char formation, which is the main factor important for improvement of flame retardancy, is improved in eRPE/wood composite with the addition of 6 wt-% nanoclay.
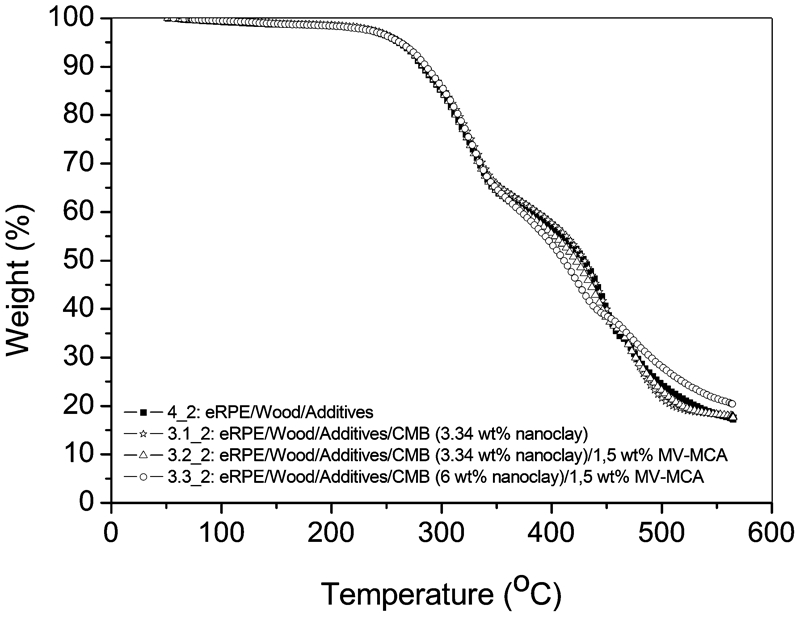
Thermogravimetric analysis curves of twice compounded eRPE/wood composites
Flame retarding properties of eRPE/wood composites modified with CMB
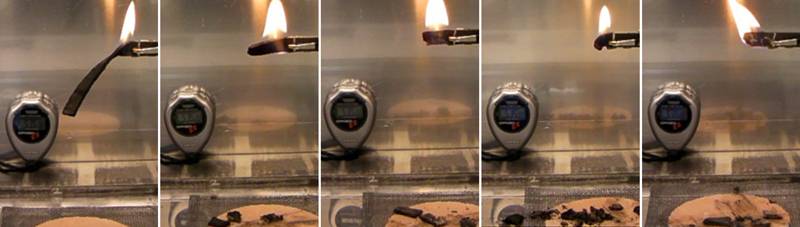
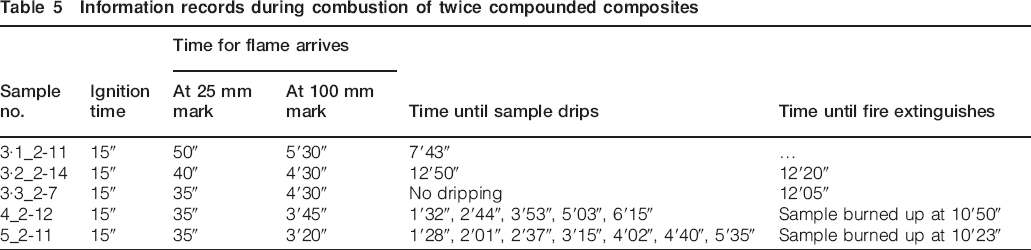
Figures 12 and 13 show the combustion status of composites compounded once and twice in extruder respectively 5 min and 35 s after ignition. As expected, self-extinguishing is not observed in any of the WPCs even with the addition of 6 wt-% nanoclay, since it has been manifested that nanocomposites themselves cannot be used to create self-extinguishing polymeric composite materials.29, 30 However, both the bare wood composite (material 4_2) and the composite with 1·5 wt-%MCA but no nanoclay (material 5_2) burn faster than the composites containing nanoclay (material 3·1_2, 3·2_2 and 3·3_2) and also drip a lot during the whole combustion process. Furthermore, the material falling down keeps burning. On the contrary, all composites containing nanoclay even just with amount of ∼3 wt-% and being melt compounded only once show much better sample integrity. As summarised in Table 5, sample starts to drip at 7′43″ and 12′50″ for material 3·1_2 and 3·2_2, which is much later than material 4_2 (1′32″) and 5_2 (1′28″). The composite containing 6 wt-% nanoclay (material 3·3_2) does not drip during the whole combustion process, and the flame extinguishes earlier compared to its counterpart containing ∼3 wt-% nanoclay (3·2_2). These results reflect the two main fire retardancy mechanisms of nanoclay, i.e. barrier formation that retards mainly flame spread and increased melt viscosity that prevents dripping. Hence, improved fire retardancy has been achieved in the eRPE based composites with the addition of CMB.
Combustion status of once compounded composites 5 min and 35 s after start of flame tests, samples from left to right are material 3·1_1, 4_1, 5_1, 6_1 and 7_1
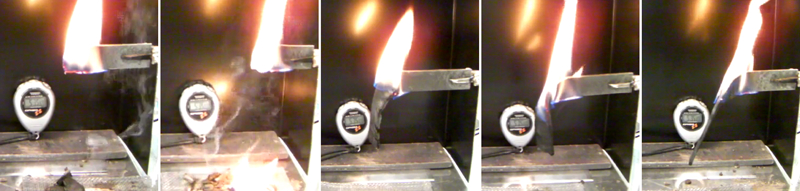
Combustion status of twice compounded composites 5 min and 35 s after start of flame tests, samples from left to right are material 4_2, 5_2, 3·1_2, 3·2_2 and 3·3_2
Information records during combustion of twice compounded composites
Conclusions
A commercial HDPE clay masterbatch was chosen for use in RPE based wood composites to enhance barrier and mechanical properties. Rheological properties and thermal degradation behaviour of a virgin HDPE modified with the commercial masterbatch was comparable to a previously optimised nanocomposites using the same HDPE. Three types of HDPE, a virgin one and two recycled ones, were melt compounded with the selected masterbatch without additional coupling agent, all exhibiting sufficient dispersion of nanoclay indicated by XRD and dynamic rheology measurements, and highly improved thermal stability by TGA measurement. The structure and properties of resultant nanocomposites are strongly dependent upon matrix. The restricted molecular chain movement due to the percolation clay network follows the sequence of virgin HDPE>injection type RPE>extrusion type RPE, reversed to the sequence of viscosity of the three HDPEs.
The selected commercial masterbatch was then melt compounded into eRPE/wood/additive composites via a corotating twin screw extruder, according to an industrial product formula. Processing procedure, mainly compounding cycles, and material composition, mainly the CMB amount and the type of macromolecular coupling agent, were both optimised. Once compounding resulted in poor uniformity of composites and consequently low mechanical properties especially when nanoclay was added. Twice compounding promoted homogeneity especially the dispersion of nanoclay within eRPE, leading to slightly improved mechanical properties and evidently higher thermal stability. Additional coupling agent was necessary for compatibilising eRPE/wood interface to facilitate stress transfer.
All wood composites without the addition of nanoclay irrespective of coupling agent burned faster after ignition and dripped earlier and more compared to the composites with nanoclay even with as low amount as 3 wt-% and being compounded only once. The composite containing 6 wt-% nanoclay being compounded twice showed the best sample integrity and burned slowest among all the tested composite materials. Furthermore, it was the only material with no dripping. It indicates that the incorporation of nanoclay using the selected masterbatch can effectively improve the flame retarding properties of RPE based wood composites.
Footnotes
Acknowledgements
The authors wish to thank VINNOVA for financial support of EUREKA projekt E!4496 POLYWALL; Du Pont, Finland, for providing MAPE E100 and E265; and OFK Innovation AB (Sweden) for providing RPE, wood flour and additives.