
Abstract
Calcium carbonate (CaCO3) microparticles with four different morphologies, which are cubic, acicular, spindle and sphere-like, were prepared using calcium chloride (CaCl2) and sodium carbonate (Na2CO3) aqueous solutions containing various additives. High density polyethylene (HDPE)/CaCO3 composites were prepared using a HAAKE Rotational Rheometer. The thermal behaviour, mechanical properties and the rheology property were investigated and characterised by thermogravimetric analysis (TGA), differential scanning calorimetry (DSC), capillary rheometry and universal testing machine. The result shows the addition of CaCO3 to HDPE can increase the decomposition temperature and decrease the melting temperature and crystallization temperature. Sphere-like CaCO3 is the best form in improving the thermal stability and toughness of the composites; while the cubic CaCO3 can cause negative effect to the toughness.
Keywords
Introduction
It is well known that mineral fillers can change the thermal and mechanical properties of thermoplastic polymers.1 Calcium carbonate (CaCO3), a mineral abundantly obtained in nature, is an important industrial filling material and possesses three anhydrous polymorphs: calcite, aragonite and vaterite. Among these forms, calcite is the most thermodynamically stable while vaterite is the least stable.2 Recently, there has been considerable interest in controlling the crystallisation of CaCO3 by use of various types of inorganic/organic additives in order to obtain unusual morphologies, crystal sizes, and control of the polymorph type.3, 4 Owing to CaCO3 distinguished structural variability, environmental and economic advantages, the CaCO3 of composites are widely applied in electronics, rubber, coating, cosmetics and construction materials.5, 6 Among polymer matrix composites, high density polyethylene (HDPE) has drawn much attention because it's a high performance synthetic resin and used widely. The applications of HDPE ranges from pipes,7–9 packaging10, 11 and containers to automotive; it is processed by extrusion, film blowing and injection moulding processes. As new technologies and new products emerge, the HDPE and its composites properties such as toughness, strength and environmental stress cracking resistance (ESCR) should be increased.
Because of the vast applications of HDPE and its composites, there have been many investigations concentrated on HDPE composites. There are many researches focused on the role of nanosized CaCO3 on the properties of HDPE. 12 , 13 Generally, nanosized CaCO3 behaves as a nucleating agent. HDPE/CaCO3 nanocomposites have higher melting temperatures and smaller average crystal size.14 Consequently, they exhibit both higher strength and toughness.15 Another approach focused on the size and contents of filler on properties of HDPE/CaCO3 composites.16–18 Bartczak19 reported a toughening mechanism of notch brittle HDPE, through the incorporation of calcium carbonate particles in a certain size range (3·50, 0·70 and 0·44 μm) and volume fraction to achieve a condition of interparticle ligament dimension below a critical threshold value of 0·6 μm. Under these conditions a toughness jump is achieved.
The properties of the particles (size, shape and modulus) can provoke a significant effect on polymer. As one of most important fillers, CaCO3 particles have been widely studied and utilized in academic and industry society because of its commercial availability and the substantial improvement in properties of polymers. In industry, the shape of CaCO3 particles was mainly cubic because the cubic CaCO3 can be obtained in nature and is the most thermodynamically stable. The amount and size of CaCO3 particles reinforced HDPE has been studied by many researchers. However, the literature relating to the effects of CaCO3 morphologies on HDPE composites has not been found so far. Thus, our works have an important guiding significance for HDPE reinforcement in industry. The aim of this research is to determine the effect of different morphology CaCO3 on thermal, rheological and mechanical properties of HDPE/CaCO3 composites. In the first part of this work, CaCO3 crystals were prepared using aqueous mixtures of CaCl2 and Na2CO3 in presence of various additives and reaction temperatures. The second part investigates the effect of the particle shapes on the properties of HDPE/CaCO3 composites.
Experimental
Materials
HDPE 100S (MFI = 0·23 g/10 min, 190°C, 5 kg) was supplied by Jilin Petrochemical Co. Ltd (China). CaCl2, Na2CO3, ethanol, glycerol, stearic acid and ethylenediamine tetraacetic acid (EDTA) were purchased from Beijing Chemical Works (China). Dodecyl trimethyl ammonium bromide (DTAB) was purchased from Shanghai Jingchun Industry Co. Ltd (China). These agents were all analytical reagent degree.
Preparation and surface modification of CaCO3 particles
Typically, an aqueous solution containing 100 mL Na2CO3 (0·5M) was stirred continuously for about 15 min at room temperature (25°C) after different modification agents (see Table 1) were added. 50 mL CaCl2 (1·0M) was gradually added into the above mixed solution, and kept stirring for 30 min. The precipitate was washed by deionised water and ethanol, and then dried at 80°C for 24 h.
Preparation conditions of CaCO3
A surface modification experiment was carried out at room temperature. 2% (weight ratio to CaCO3) stearic acid was dissolved in ethanol and mixed with dried CaCO3 particles in a flask, then dried at 80°C under vacuum condition for 24 h. The stearic acid surfactant has one polar group and a long aliphatic chain, which can reduce the surface tension between a non-polar, hydrophobic polymer like HDPE and the polar hydrophilic calcium carbonate particles since it can improve filler dispersion with the advantage of low filler matrix interaction. The neat HDPE was also melted in the HAAKE Rotational Rheometer and mixed with the identical amount of stearic acid (0·08 wt %).
Preparation of HDPE/CaCO3 composites
CaCO3 particles were dry premixed with HDPE at a 4/96 ratio by mass in a high speed mixer for 5 min. The premixture was blended in a HAAKE Rotational Rheometer (Rheomix600P, Germany) at a melt temperature of 180°C and rotation speed of 60 rev min−1 for 10 min. The general code was PE-x, in which x was correspondent to the sample code of the CaCO3 from Table 1.
Characterisation
The morphologies of the CaCO3 particles were characterized by scanning electron microscopy (SEM, S-4700, Japan). X-ray diffraction (XRD; 2500VB2+PC, Cu Kα radiation, Japan) was used to analyze the crystal structure of the synthesised micro-CaCO3 products.
Thermogravimetric analysis (TGA) was carried out using a NETZSCH TG 209C (Germany) analyser. The neat HDPE and HDPE/CaCO3 composites were examined in nitrogen atmosphere from 100 to 600°C at a heating rate 20 K min−1. The calorimetric experiments were carried out in a Pyris 1 DSC (TA Instrument, USA). The test was done in nitrogen atmosphere according to the following procedure: samples were heated to 160°C at 10 K min−1 and kept at this temperature for 5 min to erase any previous thermal history, then cooled to 25°C at 10 K min−1. The maximum of the melting peak and the minimum of the crystallisation peak were recorded as Tm and the crystallisation temperature Tc of samples respectively. Tm was taken at the melting endotherm peak of the second heating cycle.
Viscometry of composites was performed employing an Instron capillary rheometer (Instron 3211, England). In this experiment, the piston force, its speed, the shear stress, strain and viscosity are monitored as function of time at a temperature of 150°C. The cylinder and the capillary have a diameter of 9·525 and 1·196 mm respectively, and the capillary length/diameter ratio, L/D 42·73. The cylinder was kept at a temperature of 150°C; and filled with the polymer and compressed to remove the trapped air.
The standard specimens for tensile yield strength, elongation and impact strength were made by injection moulding. The tensile yield strength and elongation were measured on a universal testing machine (Instron1185, England), according to the GB/T 1040-92 method at 25°C and 50% relative humidity. The samples were dumbbell shape with a thickness of 2·0±0·1 mm and a width of 10±0·1 mm, the crosshead speed of 100 mm min−1 was used. The Charpy notched impact test specimens had a thickness of 4·0±0·1 mm and a width of 10±0·1 mm according to ISO 179/1eC and carried out using a standard impact tester (Resil Impactor 6957, Ceast, Italy). The notches were obtained by a Ceast 6816 cutting machine. At least ten specimens for each sample were tested.
Results and discussion
Preparation of different morphologies CaCO3
Table 1 shows the reaction conditions of CaCO3 prepared in the presence of various additives and Fig. 1 shows the SEM images of the prepared CaCO3. The SEM image in Fig. 1a indicates that the majority particle was cube with aside length of ∼4 μm; Fig. 1b indicates that this product was composed of primarily acicular particles (length of ∼10 μm, L/D 10) and a few cube (size length of ∼4 μm). The image in Fig. 1c shows that the product was composed of spindle and flower shaped particles (a length of ∼4 μm). Figure 1d gives the product composed sphere-like CaCO3 particles with a diameter of 5 μm. Figure 2 shows the XRD patterns of the as prepared CaCO3. According XRD standard curved, the results demonstrate that pure calcite was produced (Fig. 2, curve a) when addition of 25% (V/V) glycerol at 70°C (Table 1). The strong and sharp peaks indicate that the crystals are highly crystalline. In Fig. 2, curve b can be indexed as a product composed of calcite and aragonite. When the reaction was with DTAB as additive at room temperature, the product was composed of vaterite and calcite as shown in Fig. 2, curve c. With added EDTA and ethanol, pure vaterite was produced, as shown in Fig. 2, curve d.
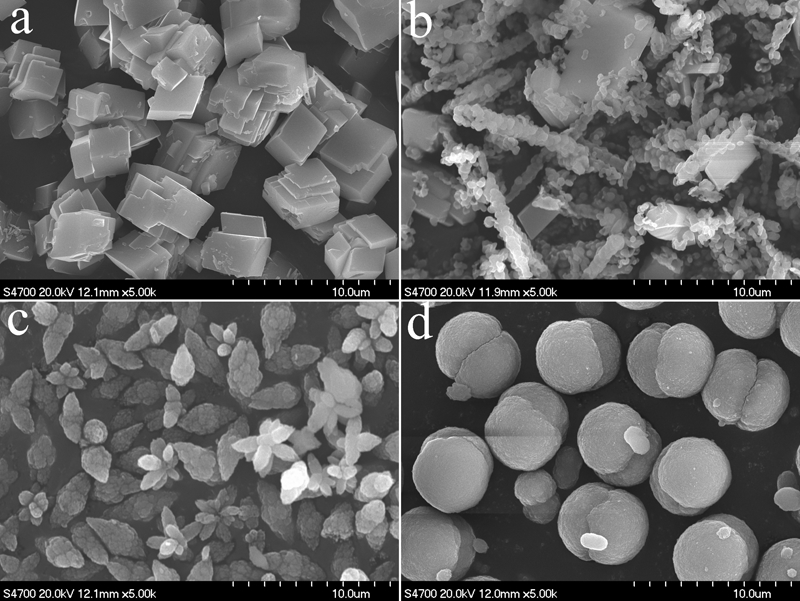
Images (SEM) of CaCO3 with various morphologies
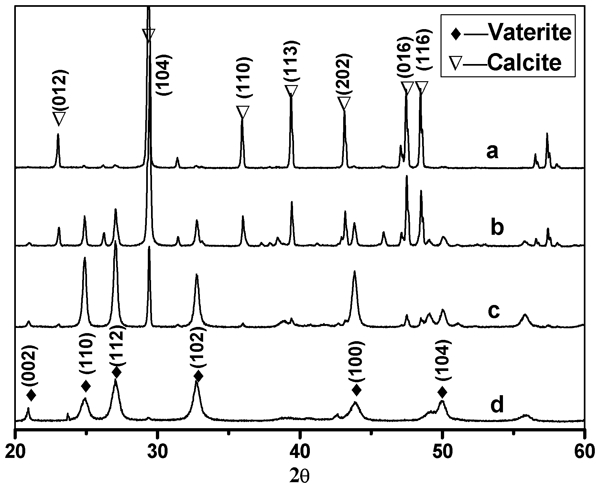
X-ray diffraction scans of different morphologies CaCO3
Thermal properties of neat HDPE and HDPE/CaCO3 composites
Figure 3 displays the thermal decomposition behaviour of the neat HDPE and HDPE/CaCO3 composites. One stage of decomposition appeared in the TGA curves of each sample. As is evident, incorporation of CaCO3 has no effect on the decomposition stage of HDPE/CaCO3 composites; however, the decomposition temperature increases, which implies the thermal stability of the HDPE is improved. The composites degrade over a much narrower temperature range than the neat polymer because the onset point of degradation shifts to higher temperature.20 The starting decomposition temperature increases significantly in the presence of 4 wt-% CaCO3 particles. The neat HDPE start to decompose at 390°C, HDPE/CaCO3 composites with cubic, acicular and spindle CaCO3 start to decompose at ∼410°C and HDPE/sphere-like CaCO3 starts to decompose at 430°C. This suggests that CaCO3 acts as thermal insulator and mass transport barrier to the volatile products generated during decomposition, thus results in delay of thermal degradation.20, 21 As a result, the thermal properties of HDPE can be improved significantly by incorporation of CaCO3 particles, especially sphere-like CaCO3, which can be attributed to a stronger interaction with the resin matrix than other morphologies CaCO3.
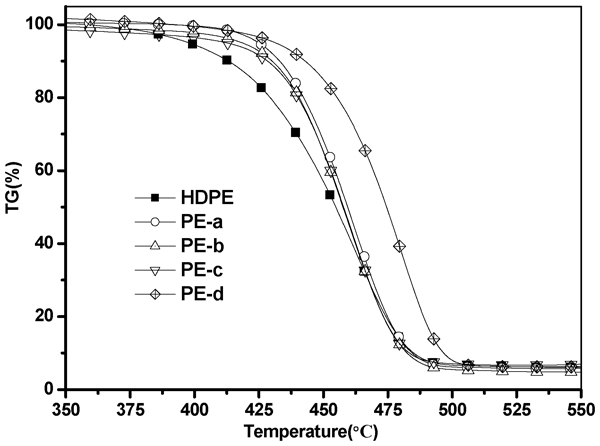
TGA curves of neat HDPE and HDPE/CaCO3 composites
In order to study the influence of CaCO3 filler on the crystallisation of HDPE in the blends, DSC studies of melting behaviour were performed. The melting temperature Tm of the HDPE was recorded as the maximum of the melting peak. The heat of melting (ΔHm) was determined from the corresponding peak are as in the heating thermograms. The percent crystallinity Xc of HDPE in the composites was calculated as follows12

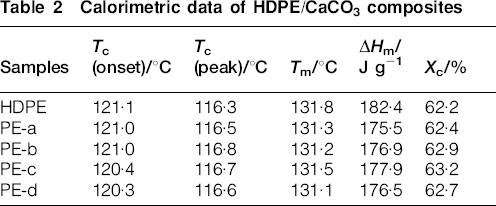
Table 2 presents the DSC data for non-isothermal crystallisation and melting, obtained from the neat HDPE and HDPE blended with different shapes CaCO3 fillers at various compositions. These data demonstrate that the presence of spindle or sphere-like CaCO3 filler can decrease the crystallization temperature by more than 0·5°C. However, the presence of cubic or acicular CaCO3 can't decrease the crystallisation temperature, demonstrating very weak influence on the kinetics of crystallisation of HDPE. The difference of the crystallinity between composites and HDPE can also be seen from Table 2. The crystallinity of blends increases slightly after the addition of CaCO3. Melting curves of HDPE and its composites containing CaCO3 are presented in Fig. 4. It can be seen that all composites have lower melting temperature than neat HDPE, which indicates that the lamellae in the composite is thinner than that in neat HDPE.23 These curves imply that the thickness of crystallites in HDPE/CaCO3 composites is smaller than that in neat HDPE but this is apparently compensated by larger number of thinner crystallites in the composite.19
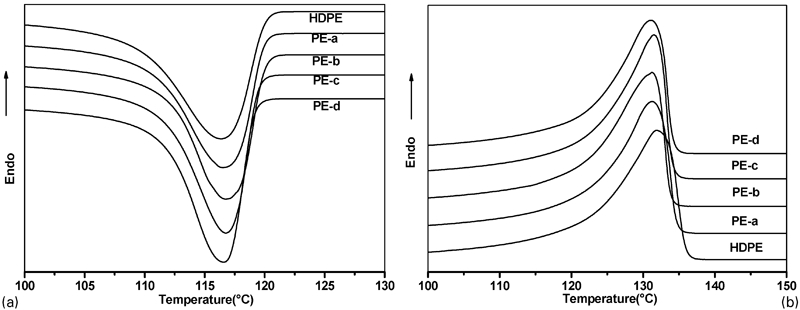
DSC a cooling and b heating scan thermograms of neat HDPE and HDPE/CaCO3 composites
Calorimetric data of HDPE/CaCO3 composites
It is concluded from the DSC studies that the presence of CaCO3 filler influences the crystallisation behaviour of HDPE. This influence manifests itself in increasing degrees of crystallinity with a simultaneous reduction of the thickness of lamellae and formation of a new fraction of very thin crystallites. Since the crystallisation of HDPE in the blend samples proceeds at slightly lower temperatures than in HDPE, apparently due to a weak influence of CaCO3 particles on nucleation, an opposite effect, i.e. a thickness increase should be expected for the lamellae. Therefore, the population of the thin crystallites in the blend is most likely present in the near interface regions where the HDPE-CaCO3 interface was able to directly influence the crystallization process and modify the number density and size of lamellar crystallites.19
From Fig. 4, it can be inferred that sphere-like CaCO3 particle can be effectually influence the crystallisation behaviour of HDPE. The model of HDPE spherulite growth in different morphologies CaCO3 particles was showed in Fig. 5. It can be seen that the sphere-like CaCO3 particle contacts more spherulites of HDPE than the cubic CaCO3 with the same size. It means sphere-like CaCO3 particle increased the surface force which affects the crystallisation process of HDPE.
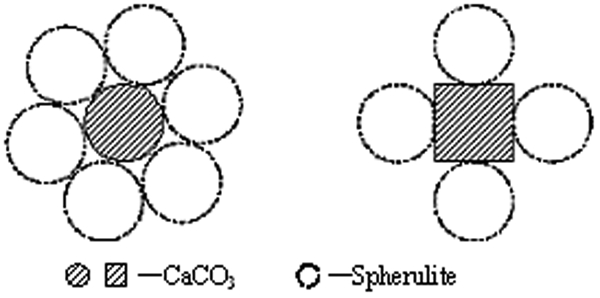
Schematic diagram of HDPE spherulite growth
Rheological property of composites
The log–log plots of apparent shear viscosity η versus apparent shear rate γ for all composites and neat HDPE are shown in Fig. 6. Particularly the HDPE shows a more marked decrease in apparent shear viscosity at high shear rate respect to the low shear rate regime. This is normally attributed to a breakdown of the aggregate structure of HDPE.24 It is known that fluid binding or immobilisation mechanisms can dominate the rheological characteristics of polymer molten. Chemisorbed or physisorbed bound polymer molecules can be present on the particle surface or free fluid polymer immobilised within the inner voids and capillaries of the particle aggregates. At each shear rate there will be a structural equilibrium between the aggregation and deaggregation tendency so the effective volume fraction will be a function of shear rate. For this reason the measured viscosity of the blend will decrease with shear rate, thus showing a shear thinning behaviour.12
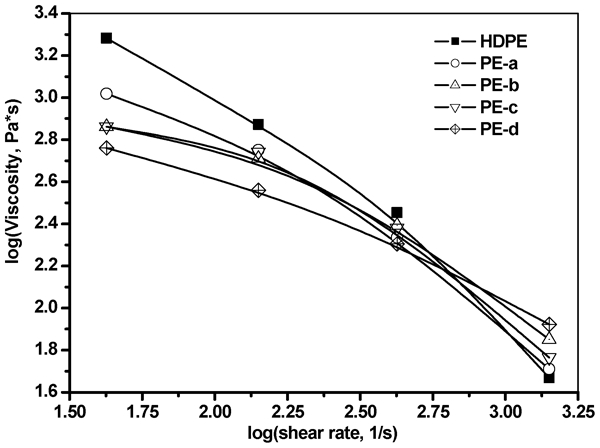
Viscosity versus shear rate of neat HDPE and HDPE/CaCO3 composites
The HDPE behaves actually larger free volume than that of those composites. The HDPE filling CaCO3 decreases the free volume between molecular chains and increases the surface tension between the matrix and filler, so the shear thinning is not more significant than neat HDPE. The composite containing sphere-like CaCO3 particles has the lowest shear viscosity at low shear rate, and the highest viscosity at high shear rate. It suggests that this is attributed to the surface tension caused by the relatively large volume of sphere-like CaCO3 particles (see Fig. 1).25
Mechanical properties of neat HDPE and HDPE/CaCO3 composites
The mechanical properties of the neat HDPE and HDPE/CaCO3 composites are shown in Table 3. As it is seen, addition of 4 wt-% CaCO3 does not qualitatively change the tensile behaviour of the materials. While the tensile yield strength of HDPE can be improved by incorporation of acicular or sphere-like CaCO3 particles, and the Young's modulus is almost invariant except that PE-c has slightly decreased. The addition of stearic acid has the effect of slightly decreasing both Young's modulus and yield stress of the composites compared to the uncoated CaCO3 composites, while the impact strength progressively increases.19 Generally, the tensile yield strength improvement is always accompanied by a sacrifice in the toughness. The result indicates that addition cubic or acicular CaCO3 decrease the toughness of HDPE. However, the spindle or sphere-like CaCO3 particles increase the elongations at break and impact strength, from 45·7 KJ m−2 for the neat HDPE, up to the maximum 54·8 KJ m−2 for HDPE/sphere-like CaCO3 composite. It is well known that the tensile yield strength of polymeric material depends on the cohesive energy of the material. The tensile yield strength increases in the presence of sphere-like CaCO3. It is directly attributed to the reinforcement provided by the well dispersed CaCO3 particles which generate strong interactions with the HDPE matrix. The results from mechanical test illustrate that sphere-like CaCO3 is the best form in improving the tensile property and toughness of the composites.
Mechanical property of neat HDPE and HDPE/CaCO3 composites

The toughness increases achieved by the incorporation of inorganic particles has been explained mainly by the crack front bowing mechanism.1, 26 According to this mechanism, inorganic particles inside the polymer matrix can resist crack propagation and crack growth will be slower or even will stop when the crack approaches the particle.27, 28 Although some aspects of inorganic particle toughening have successfully been explained by this mechanism, many of them are still left unexplained and some other mechanisms were also reported.29–31 Based on these mechanisms, sphere-like CaCO3 particle contacts more spherulites of HDPE than cubic CaCO3 with the same size (Fig. 5). This can also be proved by the impact test result that spherical CaCO3 particle can transmit and distribute stress more efficiently. In contrast, the cubic CaCO3 particle has less efficiency in transmitting and distributing stress, which decreases the toughness of HDPE/CaCO3 composites.
Conclusions
The addition of CaCO3 to HDPE can improve the thermal stability. The sphere-like CaCO3 particles can increase the decomposition temperature from 390 to 430°C. Tm and Tc can be decreased and the crystallinity can be increased at the presence of CaCO3. CaCO3 particle can reduce the thickness of lamellae in cooling process and cannot act as a nucleation agent.
The addition of CaCO3 particle causes a decline in viscosity, although this decrease is less marked at high shear speeds. At low shear rate, the composite with sphere-like CaCO3 particles shows a more marked decrease in apparent shear viscosity.
The addition of acicular and sphere-like CaCO3 to HDPE causes a slight rise in tensile yield stress of composites. The elongations at break and impact strength of the composites can be decreased by the addition of cubic or acicular CaCO3 particles. The addition of spindle or sphere-like CaCO3 particles has positive effects on increasing the impact strength of the composites, from 45·7 KJ m−2 for the neat HDPE, up to 54·8 KJ m−2. Sphere-like CaCO3 is the best form in improving the tensile property and toughness of the composites.
Footnotes
Acknowledgements
This work is financially supported by the sci-tech innovation foundation of China National Petroleum Corporation (grant no. 2009D-5006-05-04).