
Abstract
Influence of chain extender (CE) and bonding agent (BA) on the mechanical, interfacial and ballistic properties of AP/Al/HTPB composite is determined and compared. Results indicate a relationship between the two properties. The composite without the additives exhibited extremely poor mechanical properties whereas maximum tensile strength and ultimate elongation is achieved by introducing CE in the conventional composite. Better mechanical properties in this modified composite also contributed in improving the ballistic behaviour. SEM analysis of the condensed combustion residues obtained from the propellant burnt in open atmosphere reveals a considerable decrease in the agglomerate size in the modified composite. This effect is reflected as higher specific impulse in this composite, determined from thrust time profile obtained in static bed test. Pressure time profile for the modified composite manifests a stable and consistent burning at the tail end in tubular geometry as opposed to the conventional system that exhibits a susceptible and unstable tail-off.
Keywords
Introduction
Composite propellants are the most important class of solid propellants being used in a wide range of propulsion applications. A typical composite propellant consists of inorganic crystalline particles and fine aluminum (Al) powder embedded in a polymer binder.1 Performance of these composites is based on their mechanical and ballistic properties.2 Specific impulse, a figure of merit, is a function of ballistic parameters of the composites. Mechanical integrity of the composites is essential to meet wider extremes of environmental and operational stresses to fulfil the needs of strategic propulsion systems.
Properties of the polymer matrix play a vital role in determining the mechanical response of the propellant. Mechanical properties of the matrix can be altered by tuning its chemical composition. Although the particle size distribution may also alter the mechanical properties but it largely affects the ballistic properties of the propellant. In addition to this the relative contribution of the fuel and oxidiser particles also influences the ballistic response of the propellant.
The problems associated with the mechanical and ballistic response of the composite propellant has been addressed intermittently since the development of the class of composite.3–6 It has been noticed that major problems are related to their structural integrity. It is a general observation that the efforts towards improvement in the tensile strength result in reduction in the ultimate elongation and vice versa. Similarly, one has to compromise on either the ballistic or mechanical properties in order to get an increment in any of these two important performance parameters. This could be the reason that most of the research deals with the independent study of these two properties.7–9 However, few open reports are available that correlate mechanical and ballistic properties. Rodic Vena10 carried out an investigation on burning and mechanical properties of the composites considering the effect of curing agents on polymeric matrix. Göcmeza11 reported the effect of ammonium perchlorate (AP) concentration and particles size on mechanical and burning properties of the composites.
The present work correlates the mechanical and ballistic properties of various AP/Al/HTPB composites fabricated through conventional casting procedures. CE is introduced in the composition in order to investigate its effect on the mechanical and ballistic properties of the composites. Contribution of CE and BA towards the improvement of both properties is evaluated. Simultaneously, the role of BA on these properties is also highlighted. Mechanical properties like tensile strength and ultimate elongation are measured on UTM. Ballistic behaviour is demonstrated from the pressure–time graph obtained by conducting static test of the propulsion system comprising tubular geometry composite propellant contained in combustion chamber. Condensed combustion residues are collected and compared using SEM analysis. Specific impulse of the conventional and modified composites is computed and compared by employing MATLAB programming tools. Results obtained demonstrate an enhancement in tensile strength and ultimate elongation that lead to incremental effect on ballistic performance also.
Experimental
Materials
Hydroxyl terminated polybutadiene (HTPB) (Mn = 3117 and f = 2·46) was used as a source of polyols for binder matrix, dioctyl sebacate (DOS) was used as plasticiser, 1, 4 butanediol (BDO) was used as chain extender. Methyl aziridinyl phosphine oxide (MAPO) and tertiary butyl ferrocene (TBFe) were used as bonding agent and burning rate catalyst respectively. Toluenediisocyante (TDI) was used as the curing agent. Ammonium perchlorate (AP) was used in tri-modal particle size (180–250, 106–150 and 8–12 μm). The aluminium (Al) powder in the 20–25 μm range was used.
Fabrication of composites
The ingredients were put in the oven at 70°C to remove moisture contents over a 2 h period. Material mixing was carried out with 87% solid loading consisting of 69% solid trimodel AP and 18%Al. Liquid ingredients except curing agent were mixed separately. Vacuum was applied for half an hour to evacuate entrapped air. Liquid ingredients, antioxidant and Al powder were mixed altogether and blended in the planetary mixer until all the Al powder was coated. AP particles were added to this mixture in three increments, one for each particle size, and mixed till a uniform consistency of the slurry was obtained. Mixing time and speed was followed according to the standard mixing procedure. Finally, the TDI was added and mixed for 15–20 min. The whole mixing was conducted at 48–50°C. The homogenised and thick slurry was then cast into the mould and cured at 55°C for 7 days.
Major specifications of the fabricated composites are given in the Table 1.
Major specifications of composite samples*

*Remaining all ingredients is same in all the composites.
Characterisation
Mechanical evaluations
Mechanical properties like tensile strength and ultimate elongation were measured on ‘INSTRON’ uniaxial tensile tester. Dog bone shaped samples were tested at a constant strain rate of 100 mm min−1 at ambient temperature.
Ballistic evaluations
The ballistic evaluations were performed by carrying out static test of the rocket motor with a conical nozzle and free standing tubular composite of dimensions expressed in Table 2. Fibre glass bush was used as a heat insulator to protect the steel chamber internally from high temperature combustion gases. Strain gauge transducer, range 0–25 MPa, supplied by Druck was used as pressure sensing device. The signal produced by the transducer was converted by the signal conditioner into voltage signal. Subsequently, Data acquisition system converted the voltage signal into pressure. Thrust–time data were recorded using Kistler transducer, range 0–10 KN, as a sensing device. Voltage signal produced by the transducer was converted into mechanical units of thrust through Data Acquisition system. Computer was used for data handling and as a storage device. Pressure-time and thrust–time graph was plotted using MATLAB programming tools.
Specifications of static test motor

Bar shaped samples of dimensions 100×3×3 mm were burnt axially in open atmosphere. Ignition was conducted electrically using nicrome wire. Propellant burnt residue was collected during burning of the samples in open atmosphere. Scanning electron microscopy was performed to observe the particle size distribution of the post burning product residue.
Results
Mechanical behaviour
Four different composites were fabricated to observe the effect of CE and BA on mechanical behaviour of these composites. The terminal data obtained are listed in Table 3 while the continuous curves are presented in Fig. 1. Bar charts on tensile strength and percent elongation for the various systems subjected to stress–strain analysis appear in Figs. 2 and 3 respectively.
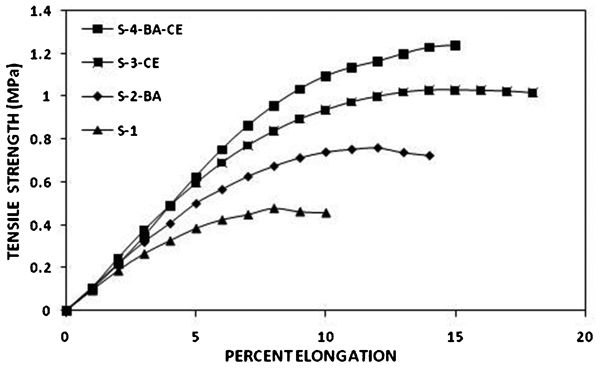
Tensile strength versus percent elongation of all composites
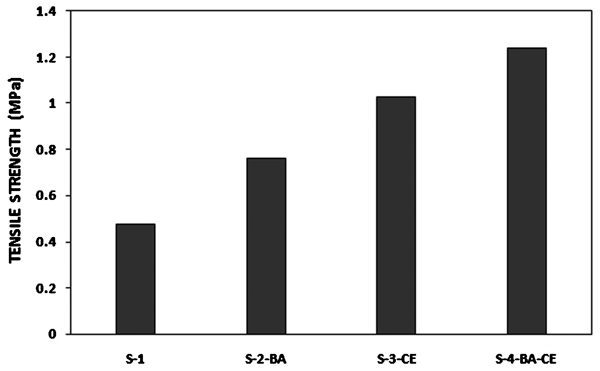
Comparison of tensile strength data of all composites
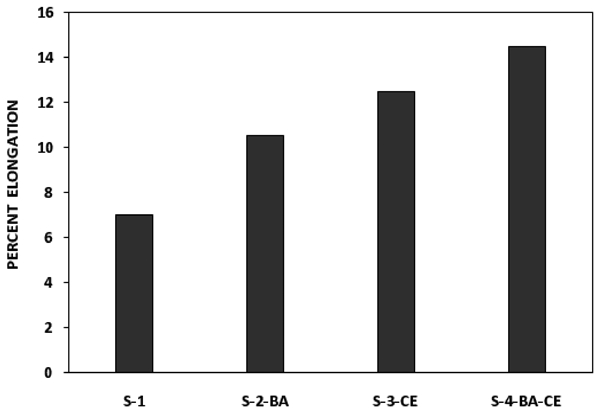
Comparison of percent elongation of all composites
Mechanical properties of composites

The results indicate a significant increase in the mechanical properties with the incorporation of CE and BA in the composite. Influence of the CE on mechanical properties is more pronounced as compared to the BA. In comparison with the composite without both of these constituents (sample S-1), the inclusion of CE results in an increase in tensile strength by more than 100% and ultimate elongation by ∼70% while the composite with BA shows an increase in tensile strength by ∼60% and ultimate elongation by ∼50%. Moreover, the composite incorporating CE only (sample S-3-CE) shows better response in both the tensile strength and ultimate elongation as compared to the composite with BA alone (sample S-2-BA). The results further reveal that the modified composite (sample S-4-BA-CE) i.e. incorporating CE in the conventional composite (S-2-BA) possesses maximum tensile strength and ultimate elongation.
Ballistic behaviour
Tubular shape composites were used in the assembly of rocket motors. Static test of all the composites was conducted on small scale motors. Prior to this test the samples were kept at 35°C for two hours to minimize environmental effects of temperature (35±5°C). Pressure-time profiles presented in Fig. 4 were obtained to compare the influence of variation in mechanical behaviour upon ballistic performance. Ballistic parameters like burn time and total operating time were determined as given in Table 4.
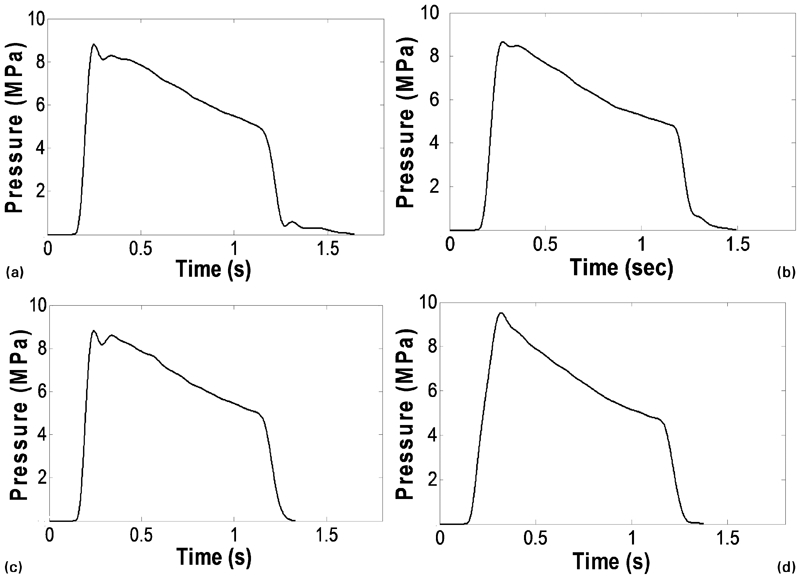
Pressure time profile of all composites
Ballistic parameters of composites
The data obtained indicate that both the ballistic parameters vary with the variation in composition of the composites. Sample S-3-CE shows minimum burn time whereas maximum burn time is obtained with the conventional composite (sample S-2-BA). On the other hand, significant variation in the operating time of the composites reflects the tail end effect on their ballistic behaviour. Composite without either the CE or BA (sample S-1) and conventional composite (sample S-2-BA) exhibit unstable behaviour at the end burning stage (Fig. 4a and b), however it is more pronounced for the sample S-1. This is surely because of the remarkable decrement in the mechanical properties of this composite. The composites with CE exhibit smooth burning without any instability at the end burning stage as depicted in Fig. 4c and d.
The composites were also burnt in open atmosphere and their residues were collected for post combustion product analysis. Specific attention was accorded to the variation in the size distribution of the agglomerates in the condensed combustion residue. Figure 5a and c show the SEM images of the combustion products of the composites without bonding agent, i.e. sample S-1 and S-3-CE respectively. It can be seen that it contains significant amount of the unburned Al clumps. Whereas SEM micrographs given in Fig. 5b and d of sample S-2-BA and sample S-4-BA-CE respectively show that the particles are smaller in size and greater in population in the product residues of the composites incorporating CE as compared to the conventional composites.
Images (SEM) of condensed combustion products of all composites
Ejection of unburned Al results in reduction of combustion efficiency of the composite which ultimately reduces the performance of rocket motor. Therefore, the composites without BA were not considered for further characterisation. Conventional composite (sample S-2-BA) and the modified composite (sample S-4-BA-CE) were considered subsequently. Static tests were then conducted to investigate the thrust–time data for both the composites as depicted in Fig. 6. Specific impulse was computed using MATLAB programming tools. The data obtained (Table 5) show that the modified composite demonstrates a specific impulse that is higher in magnitude as compared to the conventional one.
Thrust time profile
Performance parameters of conventional and modified composites
Discussion
Mechanical behaviour
The BA and CE play an independent role in the chemistry of these composites. BA strengthens the interface via chemical bonding between the AP particles and polyurethane matrix whereas CE increases the mechanical properties of the polymer matrix especially the percentage elongation without compromising the tensile strength. In the current work HTPB is used as prepolymer in the polymer matrix. Study on the improvement in the mechanical properties incorporating chain extenders in HTPB based polyurethanes has been reported earlier.12–16 Most of this work suggests that the main reason behind the increase in both the tensile strength and ultimate elongation in these polymers is segregation of the hard segment domains which are formed by the reaction of short chain diols, a linkage of chain extenders and diisocyanates.
The enhancement in mechanical properties of the polymer matrix with chain extenders is also translated in the fabricated composites. Though it is generally comprehended that the bonding agents can efficiently improve the mechanical properties but the results obtained exhibit that a strong matrix with appreciably higher stretching capability can only be sufficient enough to hold the particles firmly. It is clearly evident in the results that the composite with CE offers better tensile strength and ultimate elongation than that of the composite with BA only. However, sample S-4-BA-CE shows maximum tensile strength and ultimate elongation amongst all the four fabricated specimens. This is justified because both the bonding agent and chain extender contribute their effect in improving the mechanical properties of the composite. Similarly, the composite fabricated without both of these vital constituents (sample S-1) fails badly to respond against the applied load to any considerable extent. Therefore, combination of both the effects i.e. strong matrix and interfacial bonding shows maximum tensile strength and ultimate elongation amongst all the four fabricated composites.
Burning time
During combustion, AP particles decompose to produce oxidising fragments and HTPB decompose to produce reducing fragments. These fragments produce flame lets above the burning surface that produce final combustion products. Based on the most pronounced BDP model,17 two types of flames are formed when the composite propellant burns, primary diffusion flame and final diffusion flame. A primary diffusion flame is produced by the combustion of the product gases of fine particles that are so small that their outflows from the surface are assumed to be premixed. The dominant mechanism in the propellant combustion is related to the primary diffusion flame because of its intense energy release and proximity to the burning surface.
In the current case, the modified composite (sample S-4-BA-CE) registers higher burning rate than that of the conventional composite (sample S-2-BA). This can be explained in terms of the higher tensile strength and elongation of this composite which supports improved interface fracture energy of the embedded strength of the particles in the matrix. The retention time of the particles may then be increased, which leads to the primary diffusion flame closer to the burning surface. The heat flux transferred back from the primary diffusion flame to the burning surface increases. Increasing trend in burning rate is attributed to rise in burning surface temperature. This rise in temperature gives an incremental contribution to burning rate.
Conversely, the composites without BA (sample S-1 and S-3-CE) possess weak interfacial bonding between the AP and the binder. Particles are weakly embedded in the composite, which gives rise to earlier ejection of AP and Al particles. Retention time of the particle thus reduces which leads to increase in regression rate of the composites, which regression rate enhancement results in an increase in burning rate.
Pressure–time profile behaviour
Burning of the tubular composite takes place both from the outside and inside. The web thickness of the composite decreases as the burning proceeds. Ultimately, specimen thickness is so reduced that it cannot maintain its structural integrity and broken into pieces. This results in increase in the burning surface area leading to pressure instability. This phenomenon is observed in the conventional composite (sample S-2-BA) during static test (Fig. 4b). The unstable behaviour in pressure at end burning is more pronounced in the composite without the additives (sample S-1) because of the significant decrease in mechanical properties (Fig. 4a). However, the pressure–time curve obtained for the composites with CE (sample S-3-CE and S-4-BA-CE) shows a smooth burning and a consistent decrease in the pressure at the tail-end (Fig. 4c and d). This finding indicates that the mechanical properties can strongly affect the burning behaviour of the grain especially at the end burning stage. In the four compositions, all the parameters like particles loading, particle size distribution and relative amounts of AP and Al are the same. CE in very small amount is introduced in the conventional composite in addition to other ingredients which causes significant improvement in both the tensile strength and ultimate elongation. Therefore, smooth end burning of the composite with CE is only because of the better mechanical properties due to which the composite maintains its structural integrity even in the minor web thickness and the accompanying very high burning temperature.
Combustion product analysis
Heat wave from the igniter and the subsequent melting at around 650°C, before the metal ignites at around 1100°C, is sufficient for loosely embedded Al particles to readily form agglomerates. It is evident from the comparison of the SEM of the specimens fractured in tensile test in Fig. 7 that the particles are securely embedded in the composite fabricated with BA and CE (Fig. 7a). Contrarily, we see particles pull out due to weak interface in the conventional composites, Fig. 7b.
Image (SEM) of composites fractured in tensile test
In view of this, reduction in the size of the agglomerates in the combustion products of the composite with CE as observed in the SEM micrographs (Fig. 5d) indicates that its burning surface retains the segregated metal for larger periods. This observation supports the argument that the particles have higher retention time in this composite. This results in decrease in the standoff distance of the primary diffusion flame from the burning surface. Heat flux transferred back to the burning surface increases causing an increase in its temperature. Furthermore, higher population of unburned Al particles is easily visible in the SEM micrograph of the composites without BA (Fig. 5a and c). This confirms the importance of the residence time of the particles in the matrix. Without BA, particles have minimal interaction with matrix and reside for lesser time. Primary diffusion flame thus formed at a larger standoff distance from the burning surface leads to decrease in the temperature. Therefore, most of the Al particles do not melt and ejected out as such without oxidation.
Specific impulse
Combustion of metal particles in the composite propellant results in the formation of condensed aluminium oxide combustion product. Size of the composite combustion product has a considerable influence on the rocket motor performance.
Using empirical correlation,18 sensitive study was carried out by employing MATLAB programming tool. This predicts two-phase energy losses behaviour as a function of condensed particle size. The data obtained are plotted and shown in Fig. 8 which manifests a linear relationship between two phase percent loss and condensed particle size. The role of the condensed particles is reflected in the performance during the execution of the static test of small sized rocket motor. The modified composite (sample S-4-BA-CE) registers relatively greater specific impulse in comparison with the conventional composite propellant (sample S-2-BA). The augmentation in specific impulse corroborates the results of reductions in agglomerates size as observed in SEM images of combustion condensed product of the modified composite propellant.
Two phase versus condensed particle size
Conclusions
The current research demonstrates that the ballistic properties of a solid composite propellant can be varied by tailoring its mechanical properties. The results obtained are summarised below.
Chain extender and bonding agent has strong influence upon the mechanical properties of the Al/AP/HTPB composite. The composite without these vital additives offers extremely poor mechanical response. However, incorporation of CE in conventional composite results in exceptionally higher tensile strength and ultimate elongation.
Chain extender contribution towards the structural integrity of the composite obtained in the pressure–time curve shows a smooth burning and consistent decrease in pressure at the tail end without any abnormal behaviour as opposed to the conventional composite.
Comparison of the SEM images of the collected condensed combustion residues reveals a considerable decrease in the agglomerate size for the modified composite.
Specific impulse recorded for the modified composite is relatively greater than the conventional composite which reflects the contribution of agglomerates size reduction to motor performance.