
Abstract
A highly filled PVA/talc composite was prepared through our invented thermal processing technology without using any coupling agent or compatibiliser. The results showed that compared with neat PVA, the melt temperature of the composite decreased and the degradation temperature increased, providing a big temperature window for thermal processing of PVA/talc composite. The composite melt exhibited shear thinning behaviour while its viscosity increased with increasing talc, still satisfied the requirement of thermal processing. The morphology analysis confirmed that talc was well dispersed in PVA, improving heat deflection temperature (HDT), tensile strength and modulus of PVA. When talc was 50 wt-%, the HDT, tensile strength and modulus of the composite were 115°C, 48 MPa, 1·23 GPa respectively, increased by 92, 16 and 150%, compared with PVA, and the elongation at break was 100% of the composite, confirming that the high filled PVA/talc composite was a novel PVA based material with excellent thermal and mechanical properties.
Introduction
Owing to the petroleum shortage and environmental pollution caused by non-recyclable and non-degradable plastics, the studies on the environmentally friendly and biodegradable plastics have attracted more and more attentions worldwide.1, 2 Poly(vinyl alcohol)(PVA) is one of the few polymers that can be synthetised via non-petroleum routes and has good comprehensive properties, such as superior mechanical properties and thermal properties, better than polyolefins and comparable to the engineering plastics, excellent barrier properties, and acid, alkali and organic solvents resistance, certain biodegradability at special conditions, good compatibility with organic and/or inorganic materials, etc.,3 thus has become one of the popular environmentally friendly materials4 and played very important role in the situation of petroleum scarcity. In recent years, the studies on PVA and PVA based materials present steady growth, and the research fields have extended from fibres, coatings and films to biological application and drug delivery.5, 6
However, due to the very narrow gap between the melting point and decomposition temperature of PVA caused by the strong inter- and intramolecular hydrogen bonding among the hydroxyl groups along PVA chains, up to now, the industrial applications of PVA have been mostly based on and limited to the wet processes, which is complex and inefficient, and can only produce low dimensional products, such as fibres, films and adhesives,5 adversely restraining the applications of PVA as a good potential plastic. Consequently, with the continuous extension of the application field of PVA, more and more interests are focused on the thermal processing of PVA, which is low cost, clean, high efficiency and easy to operate. In general, two methods are mainly used to obtain the thermal processing window of PVA, i.e. chemical7, 8 and physical modifications.3, 9, 10 However, the chemical modifications, e.g. co-polymerisation and side chain reaction, are quite complex and may damage some good chemical and physical properties of PVA. Therefore, more and more researchers have devoted their efforts to the physical modifications of PVA, in which the plasticisers are used to destroy the inter- and intramolecular hydrogen bonding in PVA, lubricate its molecular chains, and thus decrease its melting point, improve its flow behaviour as well as thermal stability during the thermal processing. In this way, the melt spun fibres and the thermal blown films were obtained.3, 11 It is noteworthy that almost all these researches are focused on the melt modification of neat PVA and the effects of the presence of plasticizers on the physical properties of PVA, the studies on PVA based composites, especially highly inorganic particles filled composites, have been rarely reported.
As well known, the introduction of inorganic particles into polymer matrix has been always a good way to greatly reduce the material cost, while to keep or even enhance the thermal and mechanical properties of polymers to satisfy their expending applications.12–17 The successful examples are inorganic particles filled PP, PE and PS based composites,18, 19 in which the coupling agents or interfacial modifiers are essential due to the poor compatibility between the non-polar polymers and the polar inorganic fillers, resulting in some tough problems, such as the long process, high cost as well as chemical pollution and negative effects on the properties of the composites.20, 21 In our PVA based composites, the noticeable advantage is that the large amount of hydroxyl groups of PVA makes it strongly polar and well compatible with the inorganic filler particles, so no compatibilisers or coupling agents are needed for preparation of PVA/inorganic filler composites,22 which greatly simplifies the preparation process as well as the cost. However, the big challenge still remains, i.e. how to realise the thermal processing of the highly filled PVA/inorganic particle composites.
We have reported a novel technology for thermal processing of PVA based on molecular complexation and plasticisation, and have prepared some novel PVA products with high performances, such as PVA fibres, films and hollow containers manufactured via melt spinning, thermal blowing and extrusion moulding, etc.3, 23 In this paper, we further took advantage of our invented thermal processing technology of PVA to prepare the highly filled PVA/talc composite through extrusion and injection moulding, and investigated the thermal processability, the morphologies as well as the thermal and mechanical properties of the composites.
Experimental
Materials
PVA1799 (Degree of polymerisation 1750, hydrolysis degree 99%) was provided by the Sichuan Vinylon Factory, SINOPEC (China).
Talc with the average size of ∼8 μm and the density of 2·7–2·8 g cm−3, was supplied by Shenzhen Hayond Powder Technology Co. Ltd (Guangdong, China).
Preparation of samples
Talc particles were firstly mixed with thermoplastic PVA (TPVA, self-prepared in our laboratory3) at the speed of 1200 rev min−1 for 10 min in a high speed mixer, and then the mixtures were extruded, pelletised and injected to prepare PVA/talc composites containing different talc contents (10, 20, 30, 40, 50 wt-%).
Characterisation
Thermal properties analysis
Differential scanning calorimetry (DSC) measurement of TPVA and PVA/talc composites was performed on a TA-Q20 (TA instrument, USA) thermal analyser under nitrogen atmosphere from 20 to 240°C at a heating rate of 10 K min−1.
Thermogravimetric analysis (TGA) of TPVA and PVA/talc composites was conducted on a TAQ-500 (TA instrument, USA) under nitrogen atmosphere from room temperature to 600°C at a heating rate of 10 K min−1.
Rheological measurement
The rheological behaviour of TPVA and PVA/talc composites were tested on RHEORAPH2002 high pressure capillary rheometer (GOTTFERT, Germany). The diameter of die is 1 mm and the length-to-diameter ratio is 16. The samples were first preheated for 5 min and then tested in the shear rate range of 100–3000 s−1.
Scanning electron microscopy (SEM) observation
The dispersion behaviour of the talc particles in PVA/talc composites was observed by using an Inspect F (FEI) SEM instrument(FEI, USA) at 0·5 Torr and 20 kV. Specimens were first fractured at liquid nitrogen temperature, and then sputtered with gold before test.
X-ray diffraction analysis
X-ray diffraction was performed on a DX-1000 X-ray diffractometer (Haoyuan instrument, China), with a copper target cube (Cu Kα radiation, λ = 1·54 A) at the scanning rate of 0·06° s−1, and the scanning range was from 2 to 30°.
Heat distortion temperature (HDT) measurement
HDT of PVA/talc composites was tested on a HDV2 (ATLAS, USA) apparatus at a heating rate of 2 K min−1 and a load of 0·455 MPa according to ASTM D648. All the samples were placed at 100°C for 24 h in an oven to remove the residual water in them before test. The HDT value for each sample was the average of at least two successful tests.
Mechanical measurement
The tensile properties of the dumbbell shaped TPVA and PVA/talc samples were tested on RG-L-10 (Regeer, China) with the drawing speed of 50 mm min−1. The samples were heat treated at 100°C under vacuum condition for 48 h and kept static for 12 h in a dryer before test. Five specimens were tested for each group to calculate the average value.
Results and discussion
Thermal behaviour of PVA/talc composites
In order to simulate the relatively sealed environment in extruder, the high pressure stainless steel pan with the better sealed effect was used to test the melt behaviour of PVA, TPVA and PVA/talc composites, as shown in Fig. 1. It can be clearly seen from Fig. 1 that the melting peak of PVA appears at 228°C, very close to its decomposition temperature (∼230°C, seen in Fig. 2f), identifying the difficulty of the thermal processing of PVA due to such narrow processing window. As known, the difficult thermal processing of PVA is caused by the strong hydrogen bonding among the hydroxyl groups of PVA and the high crystallinity of PVA.24 For TPVA, the new formed hydrogen bonding between modifiers and PVA weakens the original inter- and intramolecular hydrogen bonding of PVA, inhibits its crystallisation, and thus decreases its melting point to 183°C, as shown in Table 1. Interestingly, the addition of talc into PVA further decreases the melting point of PVA to about 170°C. This is attributed to the strong interactions between talc and PVA. Talc, Mg3Si4O10(OH)2, is a kind of phyllosilicate with 2∶1 layered structure, i.e. a layer of magnesium-hydroxyl octahedral, sandwiched between two layers of tetrahedral silica. The layers are linked by Van der Waals between surface oxygen atoms.25, 26 Although almost no surficial charges and exchangeable ions exist on the surfaces and in the galleries of talc, the Si–OH and Mg–OH groups at the edges of talc and the complex interactions on the surface of talc with oxygen and water caused by its long exposure to air endow talc with high polarity,25 which enables talc to form the strong interfacial interactions with the hydroxyl groups of PVA, thus further weakens the inter- and intramolecular hydrogen bonds in PVA, disturbs its crystallisation, and decreases its melting point.
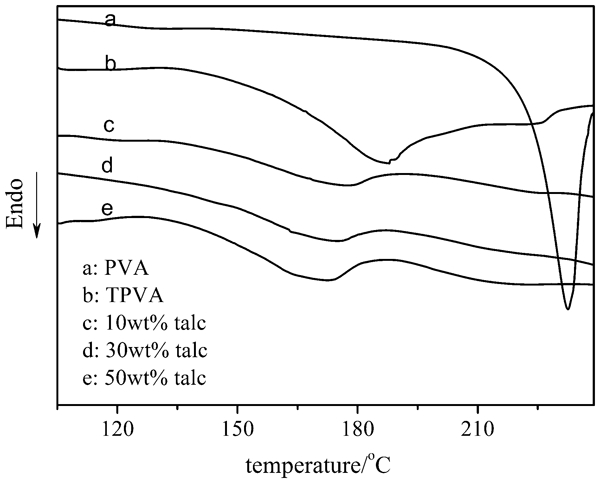
DSC curves of PVA, TPVA and PVA/talc composites with different talc contents by using high pressure stainless steel pan
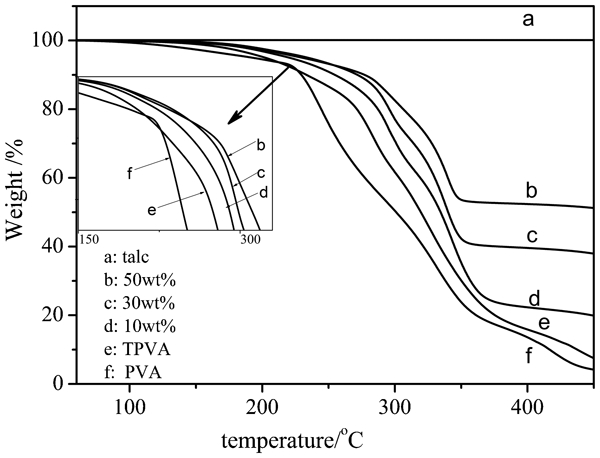
TGA curves of PVA, TPVA and PVA/talc composites
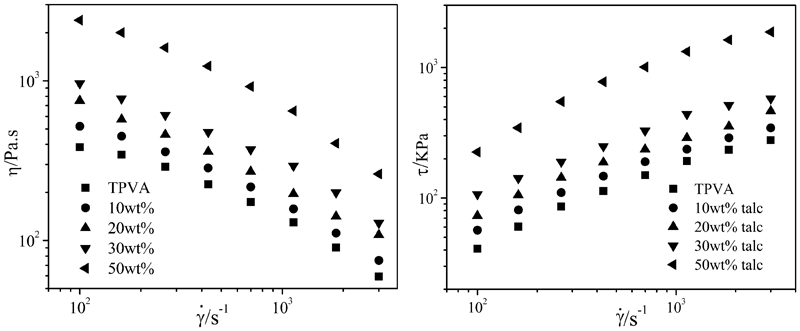
Thermal parameters of PVA, TPVA and PVA/talc composites
Tm, the melt temperature.
Td, the decomposition temperature.
ΔT, the difference between melt temperature and decomposition temperature.
Figure 2 shows the TGA curves of PVA, TPVA and PVA/talc composites under nitrogen atmosphere. As observed, PVA and its composite show two-step degradation, which is consisted with the previous reports.27, 28 The first step took place between 230 and 350°C, resulting from the evaporation of the residual small molecules and the elimination of side hydroxyl groups, and reflecting the heat resistance of PVA and its composite. The second step happened between 350 and 470°C, which was attributed to the breakdown of the polymer backbone.24 It can be seen from Fig. 2 that the starting decomposition temperature of PVA is ∼232°C, and the weight decreases sharply at the first step, confirming the severe degradation of PVA. For TPVA, the remained weight is higher than that of PVA at the same temperature, indicating the better thermal stability of TPVA due to the strong interactions between PVA and modifiers, which inhibits the elimination of side hydroxyl groups to a certain extent. Apparently, the addition of talc further retards the first step degradation of PVA by increasing its starting decomposition temperature to above 240°C, and the more the talc content, the higher the starting decomposition temperature of the composite. This may be attributed to the barrier effect of talc layers on the diffusion of small volatile molecules, and the interactions between talc and PVA, which further reduces the numbers of the freedom hydroxyl groups of PVA, as shown in Table 1, and inhibits the dehydration reaction of the hydroxyl groups compared with TPVA.
The decreased melting temperature and the increased thermal stability of PVA/talc composites greatly enlarge the thermal processing window of PVA and endowed PVA and PVA based composites with good thermal processability without degradation. For example, the difference between the melting and degradation temperatures (ΔT) increases from 4·3 to 57·2°C for TPVA, further increases to 85·2°C for the composite with 50 wt-% talc, providing the big enough thermal processing window for PVA/talc composites.
Rheological behaviour of PVA/talc composites
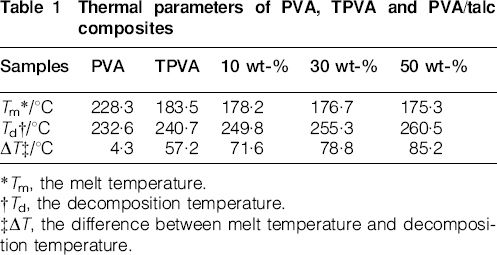
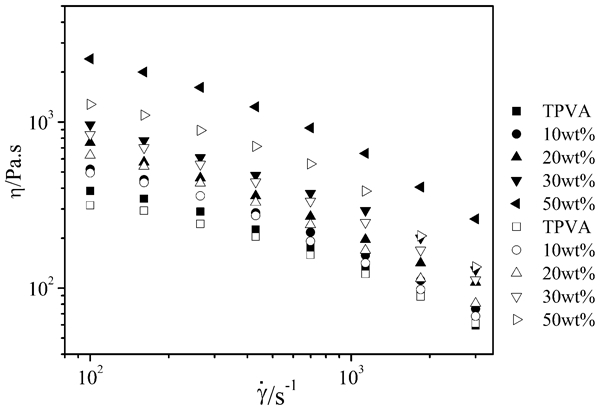
Good rheological behaviour is vital for the stable thermal processing of PVA/talc composites, especially for the highly filled PVA/talc composites. In order to simulate the practical processing in extruder, the flow behaviours of TPVA and PVA/talc composites were measured at relatively high shear rate by using a capillary rheometer. Figure 3 shows the dependence of the apparent shear viscosity and apparent shear stress of TPVA and PVA/talc composites on the shear rate and talc content respectively. It can be found that as shear rate increased, the apparent shear viscosity of each system decreases, suggesting that the melts of TPVA and PVA/talc composites are typical shear-thinning fluid and exhibit pseudoplastic characteristic. This may be attributed to the strong shearing force in capillary, which disturbs the hydrogen bonds among PVA molecular chains and reduced the dynamic physical crosslinking points of the systems as well as damaged the geometrical entanglement points of PVA molecular chains, resulting in the decrease of the viscosity of the melt of TPVA and PVA composites.
Dependence of shear viscosity and shear stress of TPVA and PVA/talc composites on shear rate and talc content at 180°C
Clearly, the addition of talc into PVA increases its shear viscosity and shear stress due to the increasing interactions between anisotropic talc layers and PVA, which confines the movement of PVA molecular chains. At low talc content (≤30 wt-%), the filler particles in composite scarcely contact each other, so the rheological behaviour of PVA/talc composite is mainly determined by PVA matrix, resulting in the relatively small difference between viscosities or shear stresses of PVA/talc composites with low talc contents. But for high talc content (>30 wt-%), the increased interactions between talc particles, such as friction and exclusion effects, even the emergency of particle network, have played the predominant role in controlling the rheology of PVA/talc composite. Specifically, these effects cannot only confine the movement of PVA molecules, but also inhibit the diffusion of plasticizers in matrix by extending their diffusion path, leading to the obvious increase of the shear viscosity of the composites.29, 30
Temperature is another factor to affect the viscosity of polymer. Figure 4 shows the dependence of shear viscosity of TPVA and PVA/talc composites on temperature. Apparently, the increase of temperature decreases the shear viscosity of each system to certain extent, which is related to the increase in the thermal motion of plasticiser and PVA molecules caused by the increasing heat. Interestingly, as temperature increases, the reduction of shear viscosity of the composite with 50 wt-% talc is more obvious than that with lower talc content, suggesting that the highly filled PVA/talc composite is more sensitive to temperature than the lowly filled or unfilled system. Therefore, it is concluded that for the highly filled PVA/talc composite, the proper processing conditions can be obtained by adjusting both the shear rate and temperature; while for the composite with lower talc content, adjusting the screw rate is a better choice for obtaining the proper processing conditions.
Dependence of shear viscosity of TPVA and PVA/talc composites on temperature (filled is 180°C and unfilled is 190°C)
It is noteworthy that although the addition of talc, especially high content talc, greatly increased the difficulty of the thermal processing of PVA, the stable extrusion and injection moulding for PVA/talc composite with 60 wt-% talc were still realised by adjusting the thermal processing conditions. However, with the further increase in talc content to 80 wt-%, the composites could be prepared only by extrusion and compression moulding due to the very high melt viscosity. In this paper, all the samples were prepared through extrusion and injection, so the studied maximum talc content was below 60 wt-%.
Morphology of PVA/talc composites
Generally, for polymer/inorganic filler composite, the dispersion of filler in polymer matrix and the interactions between polymer and filler have a direct effect on the interfacial strength, further determining the properties of the final composite.
Figure 5 shows the SEM images of original talc particles and PVA/talc composites with different talc contents. It can be found that the original talc particles exhibited a size distribution. In PVA/talc composite with low talc content, e.g. 10 wt-%, talc homogenously disperses in PVA matrix, even orienting along the melt flow direction. No aggregation is observed, and the interfaces between PVA and talc are unclear, confirming the good compatibility between PVA and talc caused by their strong interactions. The same phenomenon has also been observed in non-polar polymer/talc composite containing compatibiliser.31 Moreover, compared with the original talc particles, the size and thickness of talc in PVA/talc composite obtained by melt processing obviously decrease. As mentioned above, there scarcely exist surface charges and interlayer cations in talc, and talc layers are bonded together only by weak Van deer Waals forces, making them easily stripped from the layered stacks of talc due to the strong shearing and mixing actions of the screw and the strong interactions between PVA and talc during the melt processing, and even orient along the melt flow direction, as shown in Fig. 5. The best orientation structure of talc layers in PVA matrix is achieved at the 30 wt-% talc content. However, with the further increase of talc content, this orientation structure is disturbed to some extent due to the denser stacking of talc in PVA and the changes of the continuous phase in systems. For example, when talc content is 50 wt-%, the talc almost turns into the continuous phase, whereas PVA becomes the dispersed phase and even could not be found in the SEM image (Fig. 5d).
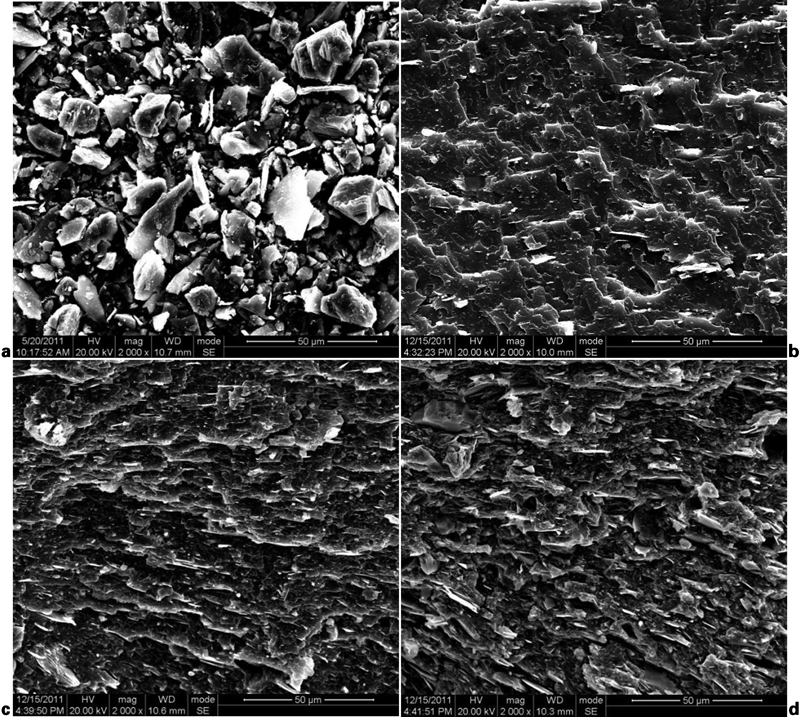
Images (SEM) of a original talc particles, b PVA/talc composite with 10 wt-%, c 30 wt-% and d 50 wt-% talc
Figures 6 and 7 show the XRD patterns of talc, TPVA and PVA/talc composites. For talc, there mainly exist three characteristic diffraction peaks at 2θ≈9·5, 19·1 and 28·6°, corresponding to the talc 001, 002.32 As known, talc are easily cleaved along the 001 diffraction plane due to the weak interlayer interaction when subjected to the strong force, e.g. the intense shearing and mixing forces from the screw. Here, we used 001 plane to investigate the dispersion morphology of talc layers in PVA matrix. For PVA, the characteristic diffraction peaks mainly locate at 2θ≈19·4, 20·1 and 22·7° respectively corresponding to 10
 , 101 and 200 planes of PVA.33
, 101 and 200 planes of PVA.33
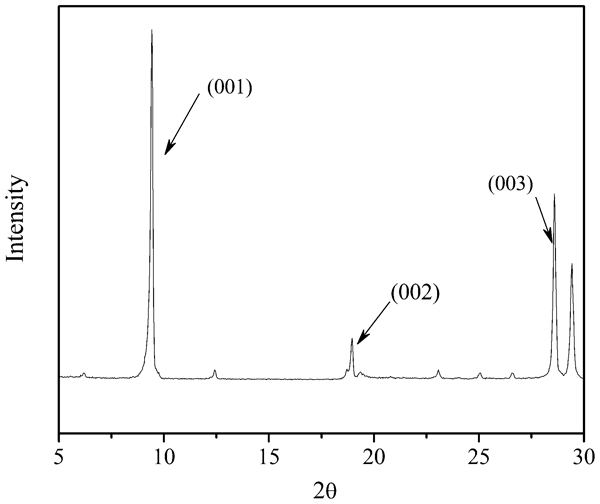
X-ray diffraction patterns of original talc
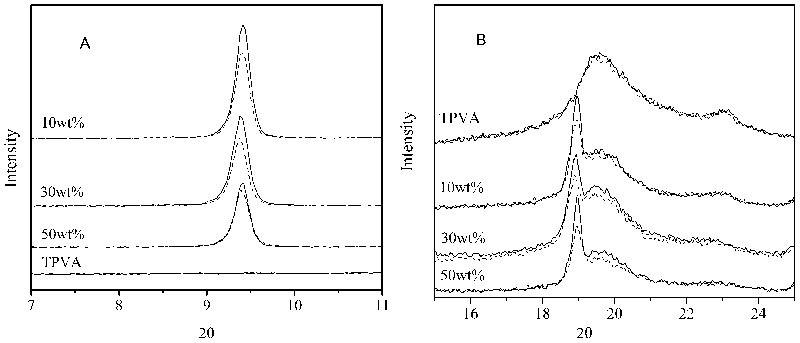
X-ray diffraction patterns of TPVA and PVA/talc composites with 10, 30 and 50 wt-% talc. (solid line: parallel to flow direction; dash line: vertical to flow direction)
Clearly, almost all the characteristic diffraction peaks of PVA and talc appear in the XRD patterns of PVA/talc composites. The positions of these peaks are essentially unchanged, but their intensity shows some variations with the increase in talc content. It can be found in each composite that the intensity of 001 diffraction plane of talc parallel to the flow direction is higher than that perpendicular to the flow direction, suggesting that more talc layers are oriented along the flow direction ascribing to the strong shearing force from the screw and the strong interactions between PVA and talc, which peels more talc layers off its stacks during the processing. As a result, the size and thickness of talc particles become smaller and thinner, making them more easily oriented along the melt flow direction, especially at the high injection speed. The formation of such orientation structure of talc during the thermal processing is beneficial to improving the thermal processability of the composites, especially the composites with high talc content. However, when talc content increases to 30 wt-%, or more, the difference between the intensities of 001 diffraction peaks of talc in PVA/talc composite in different directions becomes smaller, indicating that more stacks of talc are detrimental to their orientation. It is noteworthy that the position of the characteristic peaks of talc is almost unchanged, implying that the thermal processing only disturbed the layered stacks of talc, but did not destroy its crystal structure.
It can also be found from XRD patterns (Fig. 7) that the presence of talc influenced the crystallisation and ordered arrangement of PVA molecular chains in the composites. The 101 diffraction peak of PVA crystal relates to the interference between PVA chains in the direction of the intermolecular hydrogen bonding.34 The decrease in the intensity of the 101 diffraction peak corresponds to the decrease in the number of the regular PVA chains packing together, indicating that the addition of talc suppressed the crystallisation of PVA matrix, which could be attributed to the confinement effect of anisotropic talc particles on the movement of PVA molecules. Moreover, with the increase in talc content, the distance between talc particles becomes shorter, even contacting each other, and once talc content exceeds a certain content, a superstructure consisted of the oriented talc particles, so called three-dimensional network structure, may be formed, which is able to limit the movement and arrangement of PVA molecules to a larger extent and inhibits the crystallisation of PVA. It can also be observed that the difference between the intensities of 101 diffraction of PVA in PVA/talc composite along two directions is higher than that in the system without talc, indicating the better orientation of PVA molecules in PVA/talc composite. This can be attributed to the template and drive effects of the orientated talc layers on orientation of PVA molecular chains during the melt processing.
Heat resistance of PVA/talc composite
The heat deflection temperature (HDT), defined by ASTM D 648, is the temperature at which a specimen deflects 0·25 mm under a designed stress, and is usually considered as the practical use temperature of thermoplastics. For polymer based composites, the HDT value depends on the intrinsic properties of polymer and the fillers as well as the processing conditions.35 The addition of inorganic filler in polymer matrix usually improves the stiffness and HDT of polymer materials.36, 37 It can be seen from Fig. 8 that the HDT of TPVA is ∼65°C. After adding talc, the HDT of PVA/talc composites obviously enhances. When talc was 50 wt-%, the HDT of the composite reached 115°C, 92% higher than that of TPVA, which was related to the limitation of talc layers on the movement of the deformable PVA molecules due to the strong interactions between them.
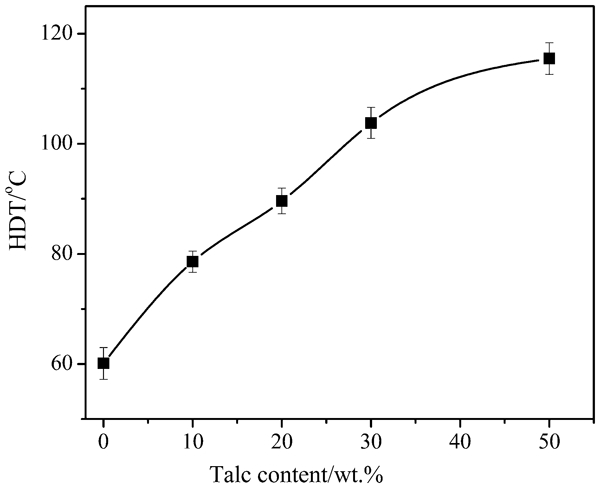
Dependence of HDT of PVA/talc composites on talc content
Mechanical properties of PVA/talc composite
Figure 9 shows the dependence of the tensile strength and modulus of PVA/talc composite on the talc content. It can be found that the addition of talc obviously enhances the tensile strength and modulus of PVA matrix, which again confirms the reinforcement effect of layered talc on the polymer matrix.38 As talc content increases, the tensile strength of PVA/talc composite first increase and then decrease, and the maximum value is obtained at 20 wt-% talc content. It is noticeable that even talc content reached 50 wt-%, the tensile strength of the composite is still higher than that of TPVA, which can be ascribed to the reinforcing effect of talc and the strong interfacial adhesion between PVA and talc. The modulus of the composite increases with the increase in talc content, but the rate of increase in modulus in the range of 10–30 wt-% talc content is much higher than that in other ranges. Compared with TPVA, the modulus of the composite with 50 wt-% talc was 1·23 GPa, increasing by 150%.
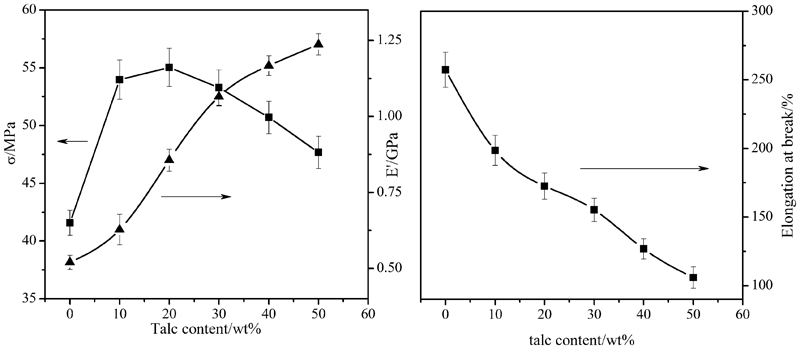
Effects of talc content on tensile behaviour of TPVA and PVA/Talc composites
Generally, the strength and modulus of polymer/inorganic particles composite are mainly related to the polymer matrix, the nature and content of the fillers, the dispersion of fillers as well as the interactions between matrix and filler, and the latter two are the more critical factors to determine the mechanical behaviour of the composite.38, 39 During the thermal processing, the strong shearing and mixing forces as well as the strong interactions between PVA and talc result in the partial exfoliation of layered talc stacks, which increases the wettability of talc by PVA matrix and thus enhances the interactions between them. This is beneficial to the dispersion of talc particles in PVA matrix and exerting their reinforcement effect on PVA. Moreover, as identified previously, the oriented talc layers induce the orientation of PVA molecules, which also increases the interactions between them and further limits the movement of PVA molecular chains, and thus plays important roles in the increase of the mechanical properties of the composites.
It can also be observed from Fig. 9 that the addition of talc decreases the elongation at break of PVA matrix, and the more the talc content is, the lower the elongation at break of the composite is. Even though, the elongation at break of the composite with 50 wt-% talc content prepared by our thermal processing is still higher than 100%, which is acceptable for practical application of the highly filled PVA/talc composite.
Conclusions
Taking advantage of our invented thermal processing technology of PVA as well as the strong polarity of PVA, PVA/talc composites, especially highly filled PVA/talc composites, were successfully prepared without using any coupling agent or compatibiliser. Ascribing to the strong interactions between talc and PVA, the thermal processing window for PVA/talc composite, i.e. the difference between its melting point and the decomposition temperature, was enlarged to more than 70°C. The presence of talc increased the melt viscosity of the composite due to the confinement of the anisotropic talc particles and the particle network at high talc content on PVA molecules, however, still satisfied the requirement of thermal processing. SEM results showed that talc dispersed well in PVA matrix PVA matrix in an oriented state. The strong interactions between talc and PVA enhanced the heat deflection temperature, tensile strength and modulus of the composite. Even when talc content reached as high as 50 wt-%, the tensile strength of the composite was higher than that of PVA, and the elongation at the break was still more than 100%, showing a very promising application of the highly filled PVA/talc composites with low cost.
Footnotes
Acknowledgements
This research is supported by National Natural Science Foundation of China (50833003, 51010004).