
Abstract
Recent concern over the harmful effects on the ecology of long lasting plastics has led to heightened interest in the development of more environmentally sustainable materials. Attention has been paid to biodegradable thermoplastic polymers, polylactic acid (PLA) and polybutylene succinate (PBS). However, although these materials have been widely used as matrix in a composite, the potential of biopolymers as reinforcement in a composite structural system has been examined less. Two types of unidirectional biodegradable composites, PLA self-reinforced and PLA reinforced PBS matrix composites, were produced. The composites were tested for Young's modulus, tensile strength and strain at break. Cross-section and fracture surface characteristics of the composites were also examined by scanning electron microscopy to identify damage modes. It is found that the tensile strength of both PLA self-reinforced and PLA–PBS composites is increased by 10–40%, while their initial modulus is 2–6 times higher than that measured for PLA and PBS films.
Keywords
Introduction
Composite materials are used in a wide range of industrial applications, such as air, land and sea transport applications. However, most of the commercial composites are fossil fuel based synthetic materials, which have impact on the environment in relation to their disposal at the end of the product life cycle. The harmful effects on the ecology of long lasting synthetic composites have led to increasing interest in the development of ecocomposites based on more environmentally sustainable materials, such as polylactic acid (PLA) and polybutylene succinate (PBS).
PLA is derived from 100% biodegradable and sustainable polymer lactic acid, which is commonly made from fully renewable resources such as wheat, corn and sugar cane and other products which contain rich carbohydrates.1–3 It has excellent biodegradability and compostability. However, owing to the high cost, initial applications of PLA were mainly in biomedical fields for products such as medical suture implants. 4 As the price of PLA decreased due to the advancement of manufacturing technology, PLA has found use in a growing range of applications, including apparel, food packaging, diapers and wipes.1, 2, 5 However, it should be noticed that PLA production requires agricultural products and the increasing use of PLA could lead to greater strains in food supply. Thus, the research in recycling of PLA materials is becoming of a greater importance.
PBS, a long chain branched aliphatic polyester, is produced by polycondensation reaction of glycol with succinic acid. Both of the two monomers are available from biobased renewable resources.3, 6, 7 Similar to PLA, PBS has good biodegradability and compostability in the natural environment. Also, PBS has a relatively lower price,8, 9 which is advantageous as a biocomposite matrix. PBS is used in various applications, such as films, foamed sheet, highly expanded foam, blown bottles and other disposable products. 10 Because PBS has a lower melting temperature (100–120°C) than PLA,11, 12 it is relatively easier for hot pressing in composite manufacture.
Natural fibre reinforced biodegradable composites
Natural fibre reinforced composites are widely used in many applications, especially for non-visible components in the automobile industry, but most of these composites are non-biodegradable polymer based, such as polyethylene and polypropylene. A large number of studies have focused on replacing the non-biodegradable polymer matrix with biodegradable polymer such as PLA and PBS. Oksman et al. 13 found that flax/PLA composite had higher tensile stress and modulus compared with flax/polypropylene composite. Placktt et al. 14 and Khonder and co-workers 15 found that a poor interfacial bonding existed between jute and PLA matrix, which contributed to limited mechanical properties of this composite. Sawpan et al.16, 17 and Hu and Lim 20 found that there is also poor adhesion between untreated hemp fibre and PLA matrix. Many researchers also worked on kenaf fibre reinforced PLA composites.18–21 These studies all demonstrated poor bonding strength between natural fibres and PLA polymer, which led to premature matrix breakage and debonding of fibre/matrix during mechanical deformation. The mechanical properties of these natural fibre/PLA composites can be improved by optimising the fibre–matrix interactions by adding adhesion prompters, coupling agents or plasticisers.16, 20, 22 However, studies of natural fibre reinforced PBS composites6, 7, 23 demonstrated that although the interface between natural fibres and PBS matrix could be improved by fibre surface modification and suitable coupling agents, the biodegradability of these composites was reduced by the addition of foreign chemicals.
A strong and stable interfacial bonding between the fibre and the matrix is critical for the mechanical properties of composites. However, good interfacial bonding is usually difficult to achieve in a traditional fibre reinforced composite where the fibre and matrix (mostly thermoset polymer) are made from different materials. Because of the chemical difference, the distinct surface energies and properties limit the interfacial adhesion between the fibre and the matrix. 24 Furthermore, due to the rapid demand growth of fibre reinforced composite in many fields and the increase of environmental legislation, the disposal and recycling of these composites at their end of life have become serious issues. 25 The recycling process of a reinforced composite can become costly due to difficulty in separating the fibre from the polymer matrix. 26 Therefore, the development of an easy to recycle composite has become an important research topic.
Self-reinforced composite
The concept of self-reinforced (SR) polymer composites was first introduced by Capiti and Poter 24 in 1975 to solve the above problems in traditional composites. They defined a SR composite as a composite in which the matrix and reinforcement are made from similar or identical polymer but with different morphologies. Nowadays, SR composites can be made from a range of thermoplastic polymers such as polyethylene,27–29 polypropylene30–35 and polyethylene terephthalate.26, 36 This study combines the concepts of self-reinforcement composite and biodegradable composite to develop SR biodegradable composites based on PLA.
Fibre/matrix interface debonding
Theoretically, if the interface in a composite is strong enough, the composite resembles a homogeneous material. In this case, when a crack starts to develop in the polymer matrix under mechanical loading, it will break the fibre, leading to a more brittle fracture. 37 However, in most composites, an interface between fibre and matrix exists, which may arrest the crack and delay failure to a higher load. The stress field developed at the tip of an interface crack includes not only tensile, but also shear stresses. These stresses may not be high enough to break the fibre, but they may cause a fibre/matrix debond that under increasing applied load will propagate along the fibre length, absorbing energy. 38
In a short fibre reinforced composite, when a crack is deflected along the direction of the fibre, debonding occurs and the total energy absorbed in debonding (Gcd) is expressed as
37
 is the fibre strength and
is the fibre strength and
 is the critical interfacial shear stress. Theoretically, fibre pull-out should not occur in a continuous fibre composite, since s is always larger than s*.
37
However, as the strength distribution of a long fibre is variable along its length, fibre breakage can occur, which is followed by fibre pull-out.
37
is the critical interfacial shear stress. Theoretically, fibre pull-out should not occur in a continuous fibre composite, since s is always larger than s*.
37
However, as the strength distribution of a long fibre is variable along its length, fibre breakage can occur, which is followed by fibre pull-out.
37
In this paper, the mechanical performance of two types of composites is assessed. Unidirectional PLA fibre reinforced composites were made by film stacking and subsequent hot pressing. Imprecise temperature control of the hot press could result in insufficient or overheating during the PLA SR composite manufacturing, owing to the relatively narrow processing temperature window. The PBS polymer, which has a lower melting temperature range of 100–120°C,11, 12 was chosen as the matrix of the second type of PLA fibre reinforced biodegradable composite. The larger processing temperature window of PLA–PBS composite provides greater tolerance in processing temperature control. The mechanical performances of the two types of composites are assessed. The interface of PLA–PBS composite and the other mechanical properties are compared to those of the PLA SR composite. Also, scanning election microscope (SEM) was used to study fracture mechanisms.
Experimental
Materials
An untwisted PLA yarn was selected as the reinforcement of the biodegradable composite. Two matrix systems were used; one is a PLA film and the other is a PBS based film. The PLA fibre and the PBS film are semicrystalline material, while the PLA film is amorphous. The difference in crystallinity between the PLA fibre and film results in differing melting temperatures, which are evaluated by differential scanning calorimeter (DSC) (see the section on ‘DSC analysis’). The details of the materials are presented in Table 1.
Material physical properties

DSC analysis
Thermal analyses of fibre and matrix materials were carried out with a calibrated TA Instruments DSC Q100. Each sample from the PLA fibre, PLA and PBS films was cut into small pieces (about 1–2 mg) and sealed in hermetic pans and lids. All the samples experienced a heat–cool cycle with a heating and cooling rate of 10°C min−1.
Composite processing
Two different types of biodegradable composites were made, one is PLA SR composite and the other is PLA fibre reinforced PBS matrix composite (PLA–PBS). The composites were made by film stacking and subsequent hot pressing. The hot pressing was carried out at predetermined temperatures and 3 MPa pressure. According to the DSC results, the processing temperatures for the PLA and PBS composites were 150 and 130°C, respectively.
Tensile testing
The tensile properties of PLA yarn were tested on an Instron 4411 tester at a constant crosshead speed of 250 mm min−1 and using a load cell of 0·5 kN (ISO 2062). Five dumb bell shaped PLA and PBS films were tested, at 2 mm min−1 for PLA film, and 5 mm min−1 for PBS film (ISO 527). Five specimens for each of the PLA fibre reinforced composites were tested at a crosshead speed of 2 mm min−1 using an Instron 5569 equipped with 1 kN load cell at room temperature (ISO 527). The dimensions of the tensile specimen were 25×200×(0·19±0·01) mm.
SEM examination
In order to analyse the interfacial bonding between fibre and matrix, the cross-sections and the tensile fracture surfaces of the composite specimens were examined using a Zeiss EVO 50 SEM. The composite cross-section specimens were prepared using epoxy resin and hardener in a circular mould. Grinding and polishing for each specimen were required to obtain the desired view. In addition, carbon coating was employed to make the sample conductive and to reduce the charging effect. For the tensile fracture surface specimen, a conductive tape was used to fix the selected composite fracture surface on the stub. To reduce the charging effect, the variable pressure setting in the SEM was employed.
Results and discussion
DSC analysis
The consolidation temperature for composite manufacturing is usually required to be equal to or higher than the melting point of the matrix, but below than that of the fibre. It can be seen from the DSC results (Table 2) that the processing temperature windows for PLA SR composite is 15·6°C, which is the difference between the onset melting temperatures of the PLA film and the PLA fibre. Thus, the processing temperature for PLA SR composite should be in the range of 139·6–155·2°C. The processing temperature was selected to be 150°C.
DSC test results of PLA fibre, PLA and PBS films

For the PLA–PBS composite, a lower processing temperature of 130°C is selected. This reduces any possible effects on the PLA fibre compared with the higher processing temperature that was necessary for the PLA SR composite.
Tensile properties
Tensile tests of the PLA and PBS unidirectional composites were carried out along the fibre direction. From the typical stress–strain curves shown in Fig. 1, it can be seen that the PLA SR composite is a more brittle and less extendable material compared with the PLA–PBS composite. The PLA SR composite undergoes elastic tensile deformation and yields at a strain of about 2%, with an average strength of about 48 MPa. Some plastic deformations take place and the failure strain is around 4–6%.
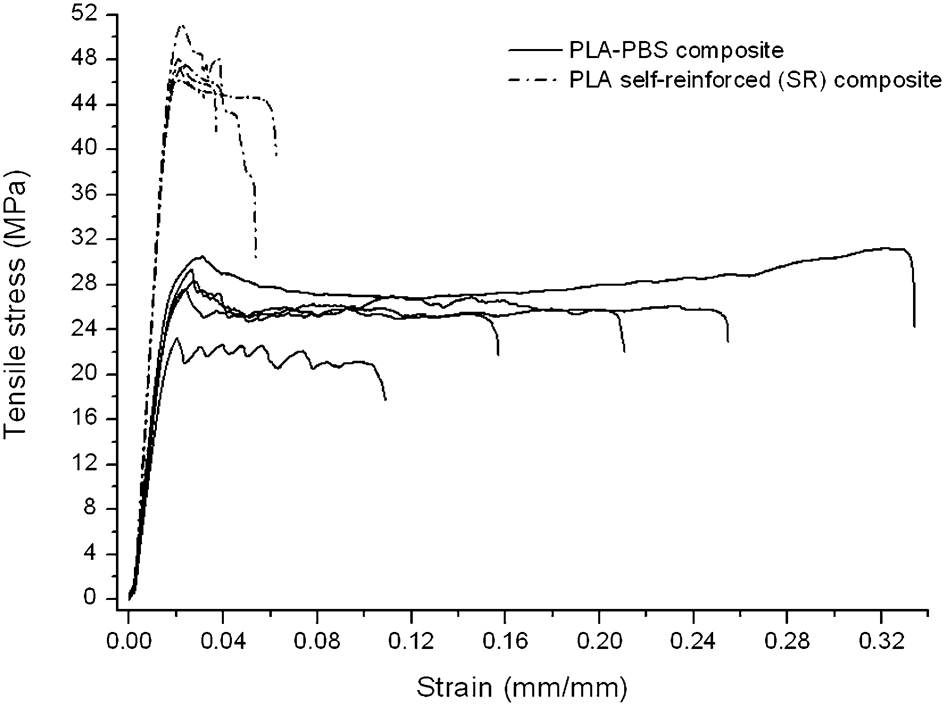
Stress–strain curves of PLA SR and PLA–PBS composites (five tests each)
In contrast, after the initial elastic tensile deformation, the PLA–PBS composite yields at a strain of about 3%. Observations during testing indicated that as the deformation increased, transverse cracks in the PBS matrix occurred. The composite failed when the cracks spread to almost the entire sample. The cracking of the matrix resulted in stress concentration on the fibre and caused the debonding between fibre and matrix. As the strain increased, the PBS matrix failed and the PLA yarns carried nearly the entire load. The high strain at break of this composite, in some cases more than 32%, was due to the extension of the PLA yarn rather than the entire composite. The composite strength varied between 24 and 30 MPa, as shown in Table 3.
Tensile properties of PLA fibre, PLA SR and PLA–PBA composites, and PLA and PBS films
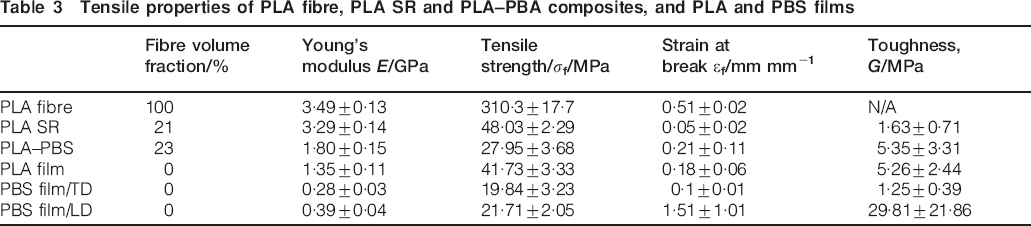
It can be seen from Table 3 that the PBS film shows an anisotropic material behaviour. In the longitudinal direction (LD), the more oriented PBS polymer gives a higher Young's modulus and lower strain at break than compared with the transverse direction (TD). However, the anisotropy of PBS film is eliminated after the composite processing cycle because the processing temperature of PLA–PBS composite of 130°C is about 20°C higher than the melting temperature of the PBS film (108·7°C). Table 3 also illustrates that the Young's moduli of PLA SR and PLA–PBS composites are 2–6 times higher than those of the films, while their strength increases by 10–40% compared with the films. On the other hand, tensile strains at break of both PLA SR and PLA–PBS composites are 3–7 times lower than those for the unreinforced films.
The tensile stiffness and strength of the PLA SR composite are superior to those of the PLA–PBS composite. There are at least two possible reasons for this: first, the PLA film has higher tensile strength and elastic modulus than the PBS film; second, the PLA SR composite has superior interfacial adhesion (Figs. 2 and 3) owing to the closer chemical similarity of the fibre and matrix. During the tensile testing of the PLA–PBS composite, many cracks appeared as the strain increased. The cracks, caused by the poor bonding between the two phases, lead to a more ductile fracture behaviour. Once the PLA yarns could no longer support the applied load, the composite ruptured. The final fracture strength of PLA–PBS composite is determined by the bridging yarn.
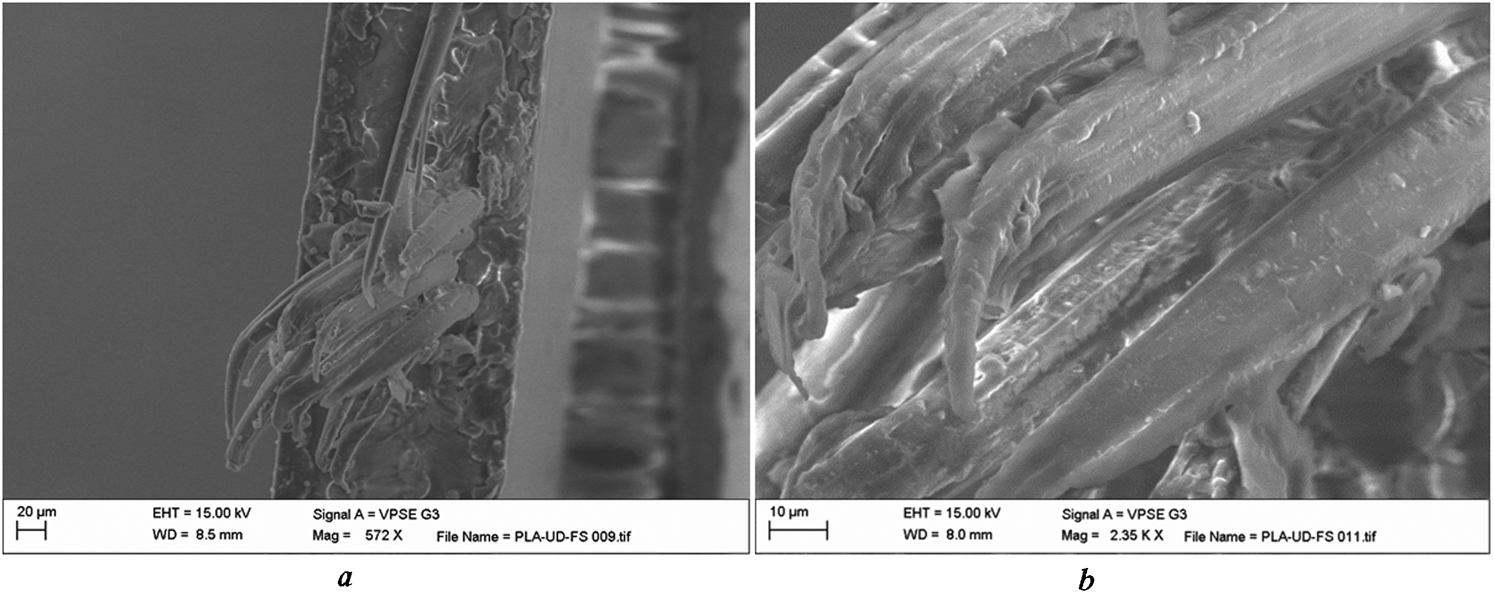
a PLA fibre pull-out; b residual PLA matrix indicating strong interface
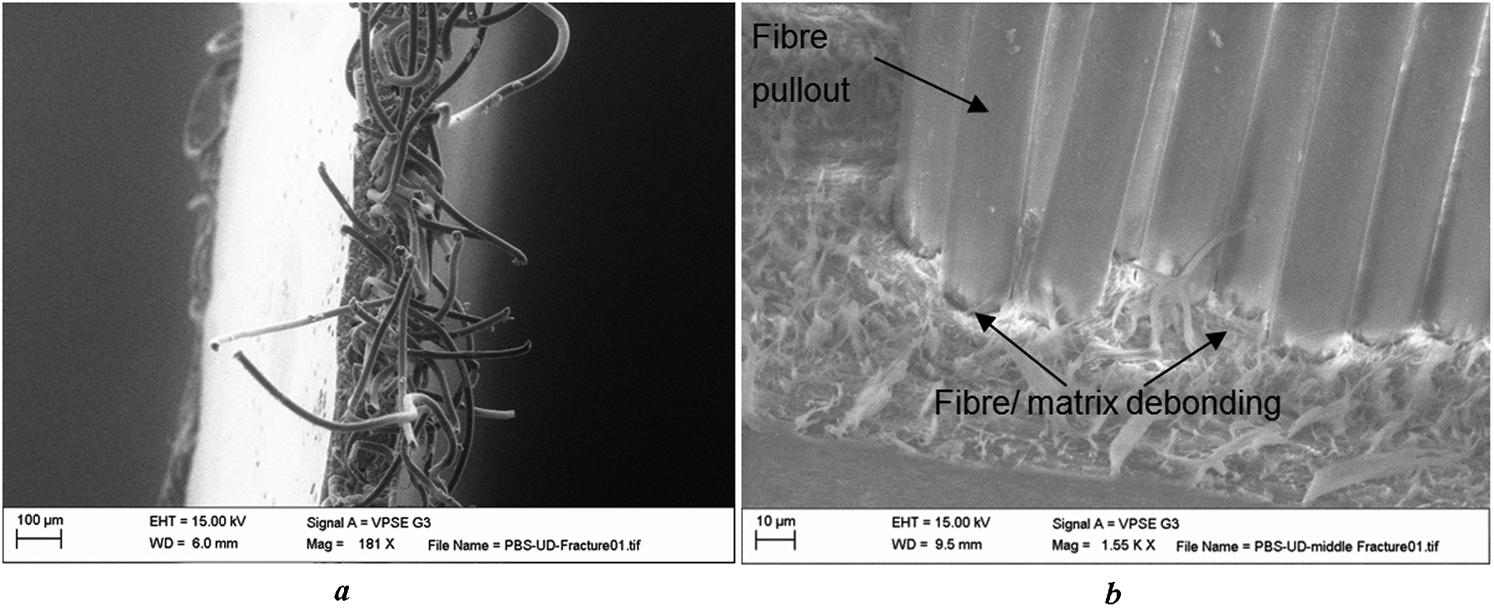
a extensive fibre pull-out; b clean PLA fibre surfaces with fibre/matrix debonding
Toughness, or the strain energy density of a material, is a measure of the energy absorption of the material up to fracture. Toughness can be measured in either dynamic (high strain rate) tests, for example, the Charp–Izod impact tests, or in static (low strain rate) tests. 39 In this study, the in-plane toughness of composites and films is calculated by simply integrating the area of the tensile stress–strain curve up to the fracture point (Fig. 1). From the toughness data presented in Table 3, it is clear that the toughness of the PLA SR composite is lower than that of the PLA film, whereas the toughness of the PLA–PBS composite is more than four times higher than the PBS film (TD). In general, the addition of PLA fibres into PLA matrix reduces the toughness. On the other hand, PLA–PBS composite has higher toughness because of the energy dissipated through matrix cracking, fibre debonding and the higher strain at break of the PLA fibre.
Cross-section SEM images of composites
Typical cross-sectional SEM images of polished PLA SR composite are shown in Fig. 4, which shows no obvious debonding. The fibre/matrix interface can be distinguished by different morphologies of the constituents. Since the processing temperature for the PLA SR composite is 150°C, which is close to the onset melting temperature of the PLA yarn (155°C), the PLA fibres may have partially melt during composite consolidation. The fusion of PLA fibres and matrix contributes to a stronger interfacial adhesion in the PLA SR composite. This results in a more brittle fracture as described earlier in the section on ‘Tensile properties’. Figure 4c shows a triangular void that was developed between three fibres. This may be due to inadequate processing pressure or poor matrix impregnation. Very higher pressure was difficult to achieve in the hot press employed. Higher applied pressures led to the larger defect areas on the composite because of the poor plate alignment in the hot press.
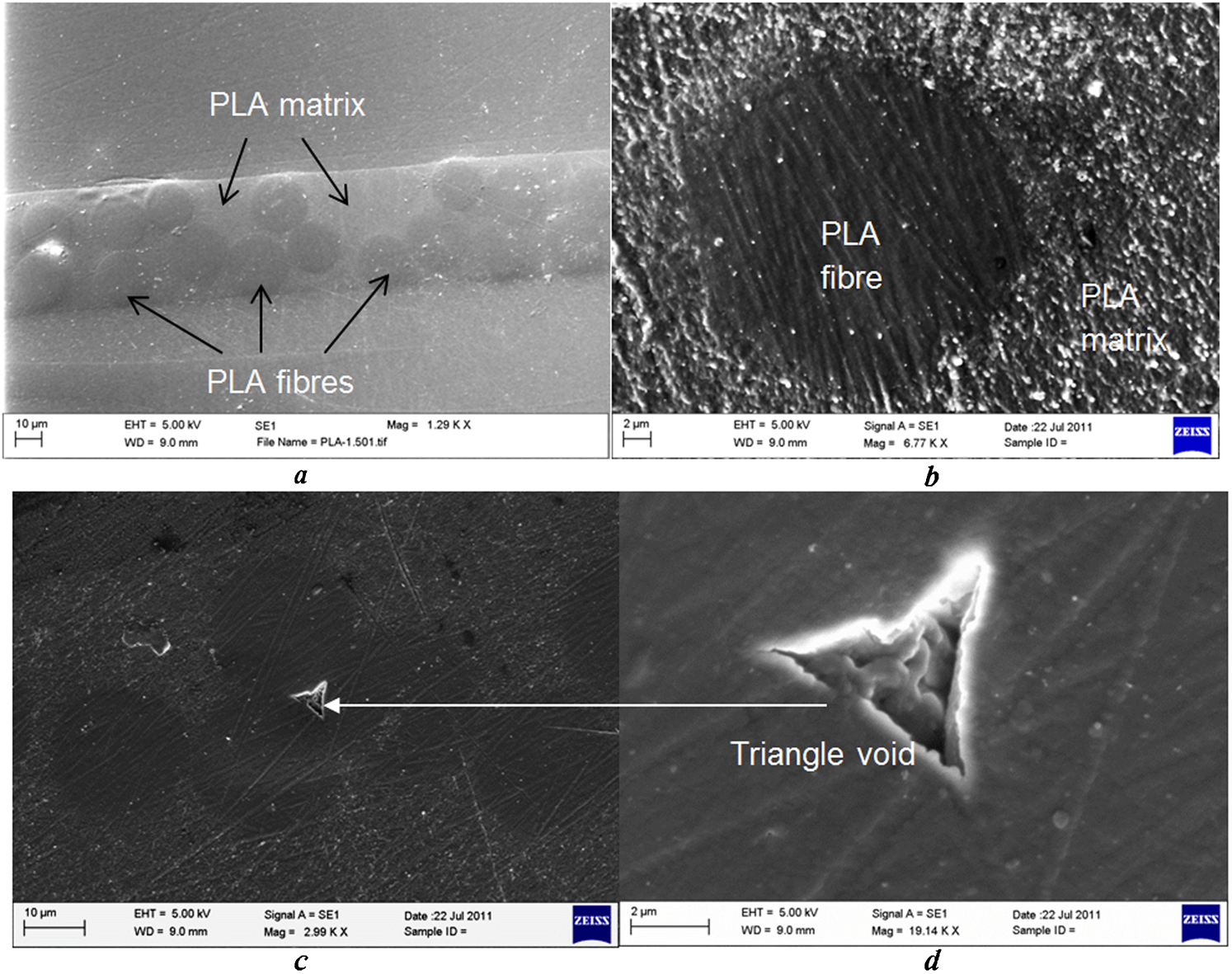
a good interface between PLA fibre and PLA matrix; b enlarged view of a; c triangle void between fibres; d enlarged view of c
Example cross-sectional SEM images of the PLA–PBS composite are shown in Fig. 5. Fig. 5a and b illustrates a good interfacial adhesion between PLA fibre and PBS matrix, and an adequate matrix impregnation into the spaces between the fibres. Some fibre/matrix debonding was observed in some samples, as shown in Fig. 5c, which indicated poor interfacial adhesion. The debonding may have happened during the composite manufacturing and/or during the grinding and polishing processes while preparing the SEM samples. Owing to the difference in the coefficient of thermal expansion between PLA (227 μm m−1 °C−1, 30–100°C) and PBS (294 μm m−1 °C−1, 30–100°C) polymer,9, 40 during composite manufacturing, thermal residual stresses develop and these introduce interface cracking. This results in a more progressive damage and a more ductile behaviour, as seen in Fig. 1, and a higher fracture toughness (Table 3) compared with the PLA SR composite.
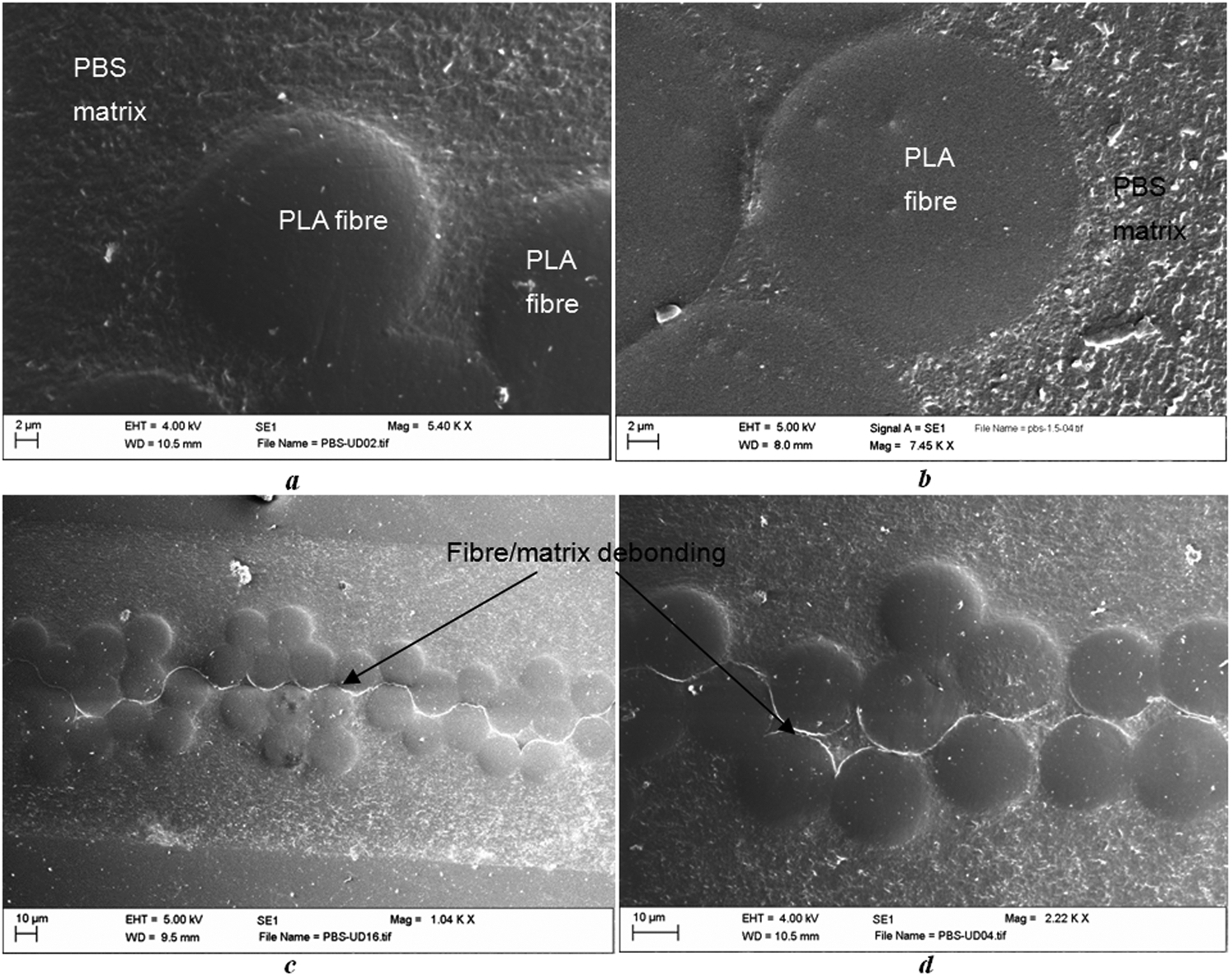
a, b good interface exists between PLA fibre and PBS matrix; c, d fibre/matrix debonding introduced during fabrication process
Tensile fracture surface images
Example tensile fracture surface images of the PLA SR composite are shown in Fig. 2. The figure shows numerous long fibres being pulled out after tensile testing and residual PLA matrix adhering to the fibre surfaces. PLA fibres are still embedded in the PLA matrix after tensile testing without obvious fibre/matrix debonding (Fig. 6). The PLA reinforced PBS matrix composite shows extensive fibre pull-out (Fig. 3a), and the PLA fibres from the PBS matrix are much longer than those observed in the PLA SR system (Fig. 2a). Figure 3b illustrates that fibre/matrix debonding developed in the PLA–PBS composite and the fibres are substantially free from the PBS matrix. This suggests a weaker adhesion between PLA fibres and the PBS matrix.
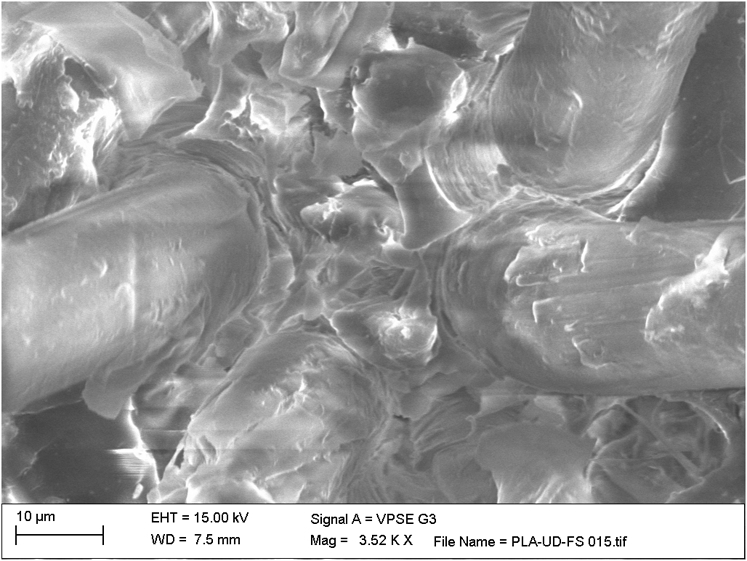
Tensile fracture surface SEM image of PLA SR composite, showing PLA fibres embedded in PLA matrix (average failure stress σf = 48 MPa, ϵf = 5%)
Since the pulled-out fibres in the PLA–PBS composite are apparently longer than those in the PLA SR composite, the critical fibre aspect ratio s* of the former is larger. Hence, the interfacial shear stress
 in the PLA–PBS composite is lower than that in PLA SR system. Looking at equation (2), it indicates that τi* is inversely proportional to the critical fibre aspect ratio s*, implying that the interfacial bonding in the PLA SR is stronger, hence, more brittle, than the PLA–PBS composite.
in the PLA–PBS composite is lower than that in PLA SR system. Looking at equation (2), it indicates that τi* is inversely proportional to the critical fibre aspect ratio s*, implying that the interfacial bonding in the PLA SR is stronger, hence, more brittle, than the PLA–PBS composite.
Conclusions
In this study, two different PLA fibre reinforced biodegradable composites, both unidirectional, were produced by the film stacking method. DSC was employed to analyse the melting behaviours of the PLA fibre, and the PLA and PBS films in order to determine suitable processing temperatures. Tensile tests show that the tensile strength and elastic modulus of the PLA SR composite are higher than those of the PLA–PBS composite by more than 40%. This is due to the PLA film itself having better tensile properties than the PBS film and also due to the stronger interfacial adhesion between the PLA fibre and the PLA. The cross-sections and fracture surfaces were examined using SEM. The longer pull-out fibres and clean PLA fibre surfaces of the PLA–PBS composite samples following tensile tests further prove that the interfacial bonding is weaker in PLA–PBS composites compared with that in the PLA SR composite. The toughness of the PLA–PBS composite is more than three times higher than that of the PLA SR composite because matrix cracking and fibre/matrix debonding dissipate energy to give a more progressive fracture.
By selecting fibre and matrix constituents carefully, the stiffness or toughness of the composite can be tailored to specific needs. If damage resistance and tolerance are required, the PLA–PBS composite is more preferable. On the other hand, for a stiffness and strength based design, the PLA SR composite should be selected.