
Abstract
The aim of this work is to study the lap shear strength as well as the response to galvanic corrosion and environmental degradation of Multi Wall Carbon Nanotube (MWCNT) enhanced adhesive bonding on metallic substrates so as to establish whether the response of MWCNT enhanced adhesive patches to environmental degradation is percolation or material system dependent. The incorporation of MWCNTs into an epoxy patch may mediate the galvanic effect between substrate/patch, but also enhances localised degradation phenomena into the polymer matrix. The introduction of 0·1 wt-%MWCNTs positively affects both the galvanic and environmental durability of the adhesive, whereas higher contents adversely affect its behaviour suggesting a percolation threshold between 0·1 and 0·5 wt-%CNT, which, however, is system dependent.
Keywords
Introduction
Bonded patches as doublers to repair or reinforce defective metallic structures have been recognised as an effective repair procedure for many types of damage, including fatigue and corrosion. Various applications of this technology include the repair of cracks or corrosion damage for localised reinforcement and reduction of fatigue strain, in some cases after the removal of defective material. 1 The bonded repair on the cracked metallic structure allows for the restoration of strength and stiffness of the structure, whereas it hinders further crack growth by reducing the local stress concentration. Although mechanically fastened patches are usually endorsed by aircraft manufacturers, adhesively bonded patches have been reported to perform better than bolted patches, since the effect of the low shear strength of the adhesive layer is superseded by the large contact area. 2 The better efficiency of bonded versus mechanically fastened repair has been demonstrated experimentally.3, 4 The major problems impeding the acceptance of the adhesive bonding repair technology on aging aluminium primary structures are associated with the risk of critical failure of the bonded patch and the galvanic corrosion of the alloy at the substrate/patch interface.
Aircraft alloys are specially designed alloys to impart high strength and light weight to aircrafts. However, especially the two most commonly used Al alloys AA 2024 T-3 and AA 7075 T-6 are prone to corrosion.5–7 These two types of aluminium alloys are usually used in the fuselage, wings and spars of the aircrafts. Also, these two alloys are among the most difficult to protect of all aluminium alloys.8–10 Corrosion is also of great importance in interfaces with other materials, such as reinforced polymers. On the other hand, adhesively bonded patches are more prone to damage modes due to a low fracture toughness and moisture absorption. 11 Thus, several studies have been performed to investigate the failure behaviour of adhesive joints.12–16
The recent research on the carbon nanotube enhancement of polymer or conventional composite systems 17 has shown that there is ample space for structural reinforcement at all scales18–20 and multifunctionality.21–24 However, the optimisation of the reinforcing ability of the nanophase is far from trivial,25, 26 and its interaction with other structural materials may lead to secondary phenomena, such as galvanic coupling.16, 27 In the case of adhesive bonding, toughness improvement and controlled interaction with the parent structure are unequivocally beneficial. The purpose of this study is to investigate whether the introduction of a small amount of multiwall carbon nanotubes (MWCNTs) into the polymer adhesive film may mediate the galvanic effect of the couple Al alloy/polymer. Furthermore, the susceptibility of the MWCNT doped adhesive to localised degradation has been studied. The effect of MWCNT introduction into the adhesive on the adhesion efficiency during exposure to an aggressive saline environment (salt spraying), is also evaluated.
In a previous study, 16 which involved the Epibond Epoxy System (by Huntsman Adv. Mater.) modified with 0·5–1·0 wt-%MWCNT, it was shown that 0·5 wt-%MWCNT introduction to the adhesive film enhances the otherwise insignificant galvanic effect of the couple Al 2024/neat epoxy. However, 1·0 wt-%MWCNT introduction notably increased it, suggesting that there was a threshold for the epoxy/MWCNT system above which galvanic activity becomes significant, which is related to the electrical percolation of the system. Nevertheless, not only did the CNT doped patches provide anodic protection to the Al substrate, but they also increased the adhesion efficiency of the epoxy patch to the substrate. In the present work, a different epoxy system is studied with up tο 0·5 wt-%MWCNT contents in order to establish whether the electrochemical response of the patch is system dependent, and in particular to show whether small CNT contents may mediate the galvanic effect via bridging the potential between the substrate and the adhesive. Furthermore, the effect of MWCNT doping on the shear strength after a 30 day salt spray exposure is being investigated, as the effect of the nanophase adhesion to the environmental exposure needs to be further investigated.28, 29
Experimental
Materials
The employed epoxy system was the two component liquid adhesive Araldite LY 564 and Aradur HY 2954 (manufactured by Huntsman Advanced Materials, Switzerland) with mix ratio 100/35 parts by weight. The MWCNTs (Graphistrength provided by ARKEMA, diameter range 10–15 nm, length range 0·5–1 μm) were incorporated in epoxy at 0·1 and 0·5 wt-% using the UP400S sonicator (manufactured by Hieschler GMBH) equipped with a 22 mm diameter titanium tip. The sonication process was performed for 2 h at 50% amplitude of the full sonication power, quoted at 400 W by the manufacturer. The unmodified and modified adhesives were employed as coatings on the Al substrates for the electrochemical evaluation or as adhesives for the lap shear testing.
The substrate used for this study was anodised Al 2024 T3. Surface preparation and anodising was performed in house, according to the ASTM D3933-98 (2010) (Standard guide for preparation of aluminium surfaces for structural adhesives bonding). More analytically, the substrate was sandpapered (180 mesh) for 5 min by hand and cleaned by spraying distilled water and acetone. Afterwards, it was immersed in a sodium hydroxide solution (5 wt-% NaOH) for 10 min at room temperature and subsequently in distilled water for 5 min at 43°C. Deoxidation was performed by immersion in a nitric acid solution (HNO3) 50 wt-% for 10 min at room temperature followed by cleaning with distilled water for 5 min at 43°C by immersion. Anodising was carried out in a phosphoric acid solution (10 wt-% H3PO4) for 20 min at room temperature followed by immersion in distilled water for 10 min at 43°C. Single rack configuration was used, with applied voltage of 10 V for 20 min. Finally, the specimens were dried in clean air for 30 min at 80°C. The experimental configuration is shown in Fig. 1.
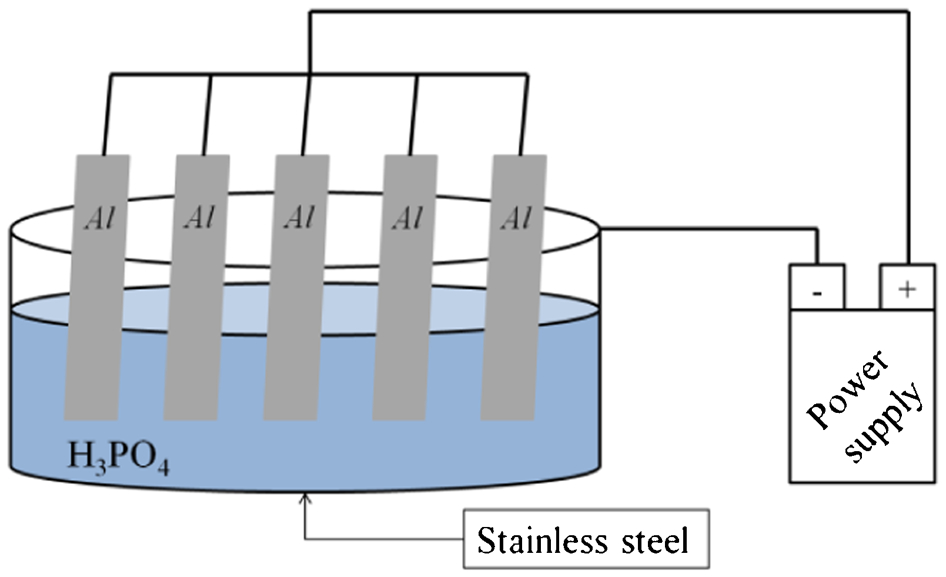
Anodisation process
Both unmodified and modified epoxy systems were cured for 2 h at 60°C and post-cured for 4 h at 120°C.
Electrochemical study
Small rectangular coated coupons were cut from the anodised substrates with a diamond saw, in order to be subjected to electrochemical testing. All coupons were encapsulated in PTFE, leaving a surface area of ∼1 cm2 to be exposed to aerated 3·5 wt-% NaCl, at room temperature (RT). All the electrochemical tests were performed using the Gill AC potensiostat/galvanostat by ACM Instruments. A standard three-electrode cell was employed, with Ag/AgCl (3·5M KCl, EAgCl = ESHE–200 mV) as the reference electrode and a platinum gauge as the counter electrode. The electrochemical cell was positioned in a Faraday case in order to limit interference with the laboratory environment. Potentiodynamic polarisation tests were carried out at a scan rate of 10 mV min−1. Reverse polarisation was conducted to study the susceptibility of the systems to localised corrosion. Corrosion current densities were determined by Tafel extrapolation, as described in a previous work. 30
The galvanic current between anodised Al 2024 T3 and coated anodised Al 2024 T3 was measured. The following coatings were employed: neat epoxy doped with 0·1 wt-%MWCNTs and neat epoxy doped with 0·5 wt-%MWCNTs. The anodised Al 2024 T3–anodised Al 2024 T3 couple was also studied as a baseline. The galvanic current versus time was continuously recorded by electrically connecting the couple constituents (PTFE masked specimens leaving equal surface areas exposed to the electrolyte) to a zero resistance ammeter (Gill AC by ACM Instruments of current range 10 pA–500 mA). The Al alloy was connected to the working electrode 1 (WE1) input of the galvanostat and the coated substrate to the working electrode 2 (WE2) (Fig. 2). Should the galvanic current of the couple receive positive values, then WE1 is, by default, anodic to WE2. Positive current density denoted the movement of the metallic ions from the anode to the cathode, through the electrolyte.
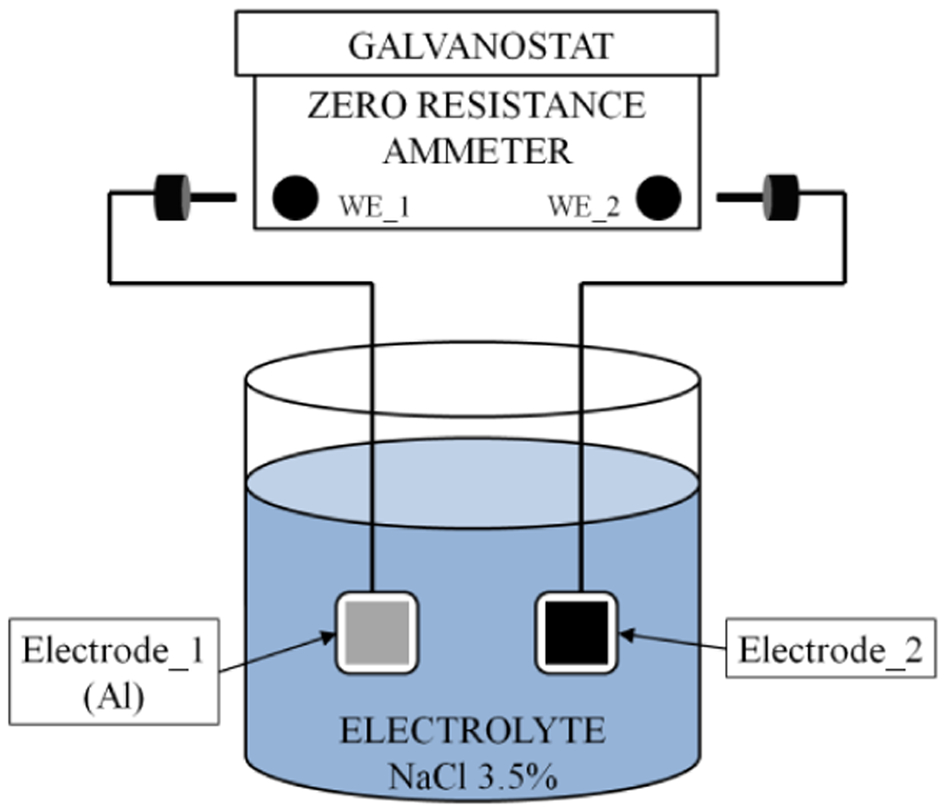
Experimental arrangement for galvanic corrosion measurements
Shear behaviour study
The effect of CNTs on the adhesion efficiency and the environmental degradation was studied using the lap shear test, before and after salt spray exposure for both pristine and modified adhesives. The Standard ISO 4587:2003 (Adhesives-determination of tensile lap-shear strength of rigid-to-rigid bonded assemblies) was employed for the lap shear testing. The two adherents were grinded with sandpaper and cleaned with distilled water and acetone and subsequently subjected to phosphoric acid anodisation, according to ASTM D3933-98 (Standard guide for preparation of aluminium surfaces for structural adhesives bonding), as previously described. The bonded area was isolated from the rest of the specimen by PTFE tape in order to restrict it to the appropriate dimensions according to the employed standard. Below the upper adherent, and at the opposite side of the bonded area, a stainless steel strip with the appropriate thickness was used both to protect the adherent from bending because of the applied pressure and as a spacer to achieve uniform and repeatable thickness for the adhesive layer. Curing of the adhesive was achieved via a hot press according to recommended curing cycle with concurrent pressure application. After repeated trials, it was established that an applied pressure of 10 bars resulted in a repeatable uniform thickness of 12±20 μm of bondline thickness, as established via the measurement of the total lap joint thickness and the subsequent subtraction of the thickness of the adherents. The final dimensions of the manufactured coupons are shown in Fig. 3.
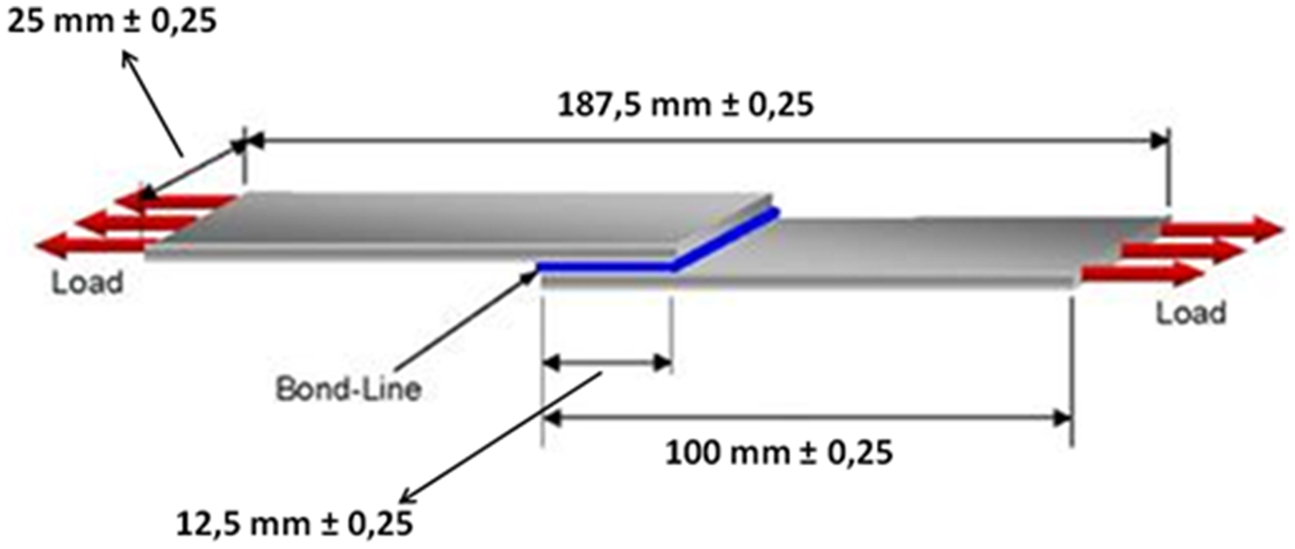
Coupons for lap shear tests
The subsequent salt spray exposure was performed according to the ASTM B117-11 (Standard practice for operating salt spray (fog) apparatus). The salt spaying protocol involved the exposure of five coupons for each configuration for 10, 20 and 30 days.
The INSTRON series 8801 hydraulic universal testing machine equipped with a Video Extensometer for measuring the axial strain was used for the lap shear testing. The displacement rate was 0·4 mm min−1. Both reference (unexposed) and exposed coupons were tested.
Results and discussion
Potentiodynamic polarisation
Figure 4 presents the forward polarisation curves of the tested specimens in 3·5 wt-% NaCl. Table 1 lists critical electrochemical values extracted from the polarisation curves. The comparison of the voltammograms and the values of Table 1 shows that the neat epoxy coating exhibits the least corrosion tendency from a thermodynamic standpoint and the slowest corrosion kinetics, since it presents the noblest corrosion potential (Ecorr) and the lowest corrosion current density (icorr) respectively. Moreover, the polarisation curve of the neat epoxy coating is displaced at current density values at least one order of magnitude lower than the current density values of the polarisation curves of the other systems. On the other hand, the polarisation curve of the uncoated anodised Al 2024 corresponds to the highest current density values as compared to the neat epoxy and the MWCNT doped systems. As indicated in the introduction, a primary goal of this study was to bridge the galvanic effect between the aluminium substrate and the aluminium substrate covered by the neat epoxy coating by introducing a conductive filler, such as MWCNTs. In a first approach, this seems to have been achieved from a kinetic standpoint (i.e. icorr and current density values) and a thermodynamic standpoint (i.e. Ecorr). Bridging of the galvanic effect will further be investigated by galvanic coupling testing in the section on ‘Galvanic effect’.
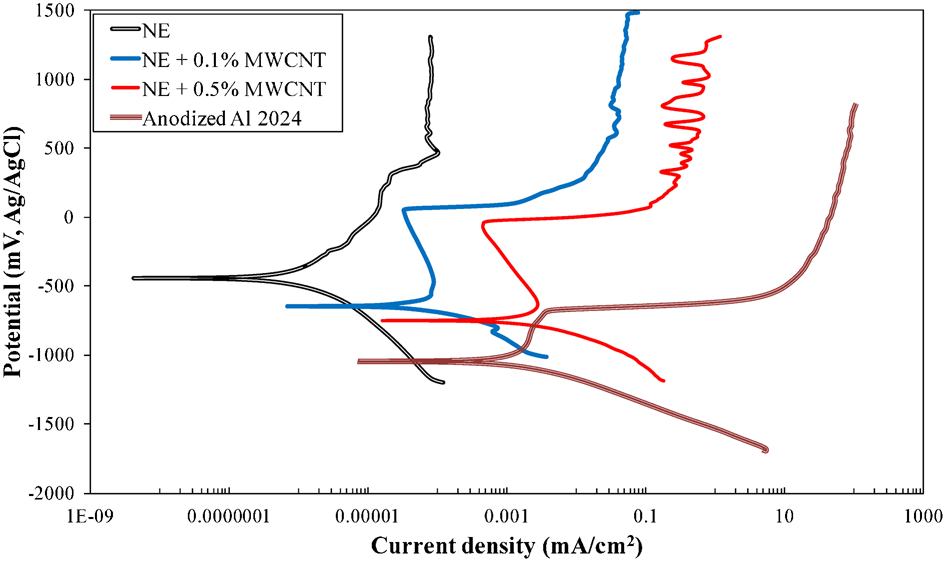
Potentiodynamic anodic polarisation curves of adhesive films on anodised Al 2024 and anodised Al 2024 (aerated 3·5 wt-% NaCl, RT): NE, neat epoxy on anodised Al 2024; NE+MWCNT, 0·1 or 0·5 wt%MWCNT doped epoxy film on anodised Al 2024
Electrochemical values of materials immersed in 3·5 wt-% NaCl, RT (Ecorr: corrosion potential; Ecp: critical passivation-like potential; Eb: breakaway potential; Ea/c/tr: anodic to cathodic transition potential; icorr: corrosion current density; NE: neat epoxy adhesive film, NE+MWCNT: MWCNT doped epoxy adhesive film on anodised Al 2024; all potential values are cited against Ag/AgCl reference electrode)
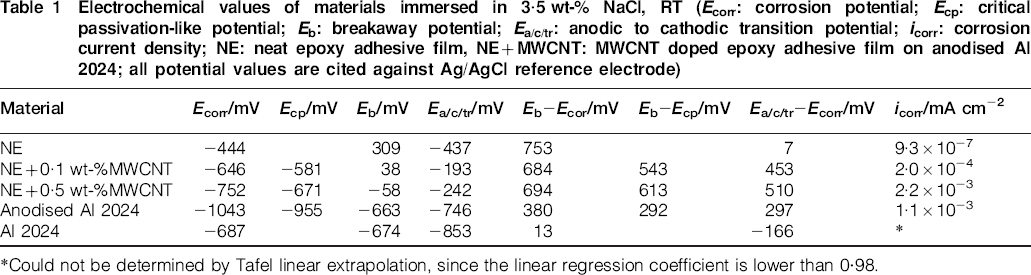
Could not be determined by Tafel linear extrapolation, since the linear regression coefficient is lower than 0·98.
Table 1 and Fig. 4 show that the corrosion current density and current density values notably increase with increasing MWCNT content in the adhesive film. This can be explained by the fact that incorporation of CNTs increases the conductivity of the neat epoxy by forming a conductive percolating network.11, 31 Nevertheless, this otherwise expectable behaviour is not always observed, as was shown in a previous study by the authors with a different epoxy system and higher MWCNT contents. 16 As will be discussed in the section on ‘Galvanic effect’, the corrosion behaviour of these materials is highly system dependent (type of adhesive and hardener). The above claim is further reinforced by the observation that the currents herein recorded are almost two orders of magnitude lower compared to those reported in. 16 The latter finding is compatible with the fact that the conductivity of composites with identical filler concentration seems to vary, with some exceptions, by one or two orders of magnitude for identical matrices and by ten or more orders of magnitude for different concentrations. 31 A major reason for this is the existence of polymer tunnelling barriers between CNTs in the form of sheathing layers around the nanotubes, which result in the decrease of the overall composite conductivity.
In order to better understand the response of these systems to aggressive environments, the polarisation response of each system will be examined separately. Figure 5 presents the performance of each system to cyclic polarisation.
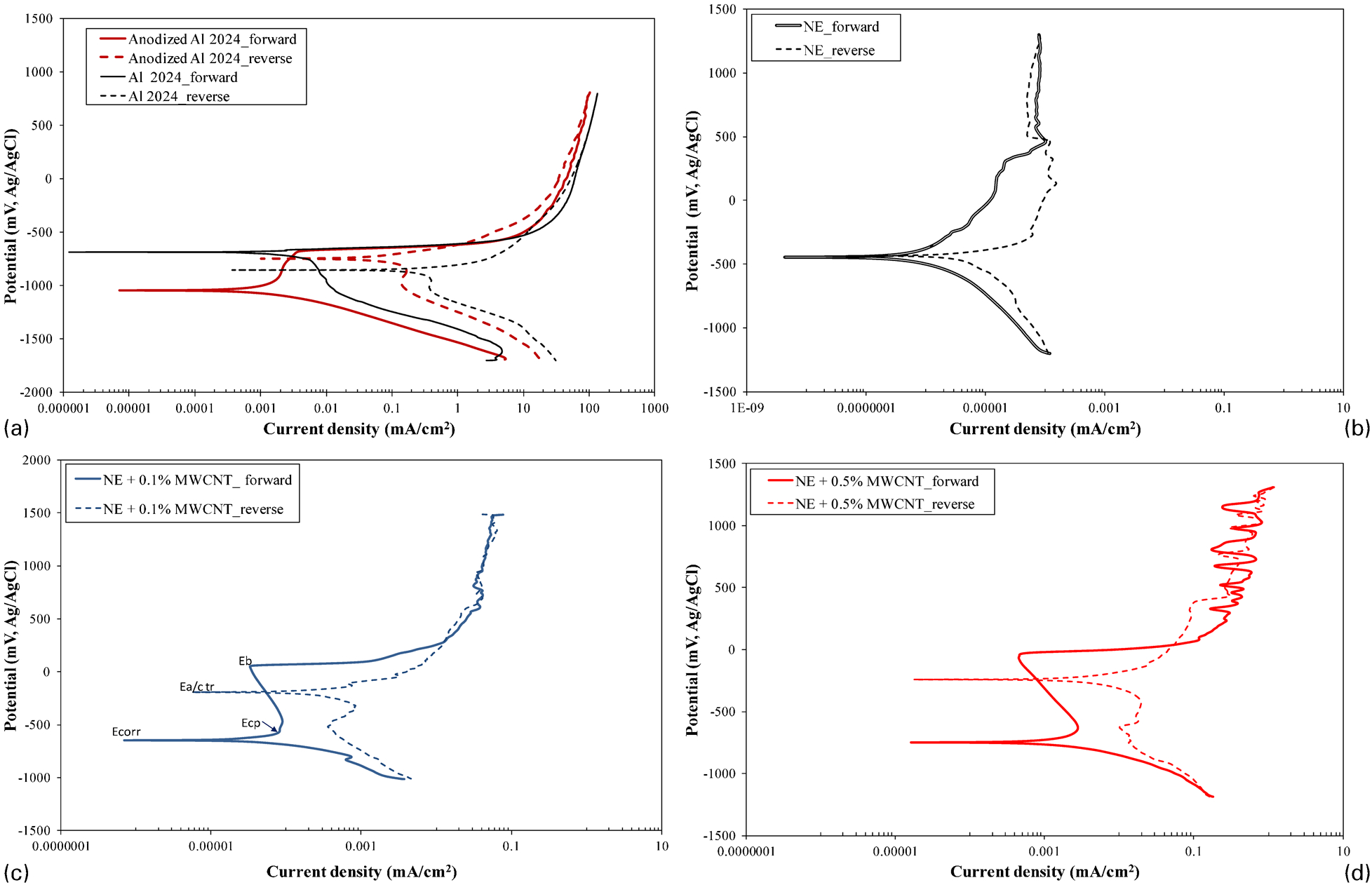
Cyclic polarisation behaviours of a anodised Al 2024 and non-anodised Al 2024, b neat epoxy film on anodised Al 2024, c 0·1 wt-%MWCNT doped epoxy film on anodised Al 2024 and d 0·5 wt-%MWCNT doped epoxy film on anodised Al 2024 (aerated 3·5 wt-% NaCl, RT)
Figure 5a shows the cyclic polarisation scan of anodised Al 2024 T3 together with the cyclic scan of non-anodised Al 2024 T3 as a reference. Anodised Al 2024 exhibits passivation in the potential range [Ecp: −955 to Eb: −663 mV(Ag/AgCl)] due to the phosphoric treatment. Passivation ends at −663 mV(Ag/AgCl), as shown by the flat gradient sustained for almost two orders of magnitude current density increase. The breakdown of passivity may be attributed to deficient sealing of the porous upper layer of the anodic film. Full sealing by immersion in boiling water following anodisation in H3PO4, was not applied, since it would decrease the ability of the anodic film to anchor organic coatings. 32 Nevertheless, the fact that the pitting potential is 380 mV nobler than the corrosion potential demonstrates the efficiency of the anodising process; as for non-surface treated Al 2024, the pitting potential and corrosion potential values almost coincide.
Figure 5b presents the cyclic polarisation behaviour of the neat resin. The conductive behaviour is attributed to the low conductivity of the resin in combination with the water uptake. Sharp and sustained increases in the current density are not observed, whereas the anodic to cathodic transition potential equals the corrosion potential, indicating an electrochemical response similar to that of metals corroding in a uniform manner. The uniform degradation of the neat epoxy can be attributed to two modes of water sorption into epoxy resins:33, 34 (1) sorption by the free volume of the polymer, depending on the cross-link density; and (2) hydrogen bonding of water molecules into hydrophilic sites present in the polymer network. However, at Eb [309 mV(Ag/AgCl)], a deviation from the uniform degradation mode is observed, manifested by an increasing trend of current density sustained for 8·3×10−5–2·3×10−5 mA cm−2. This deviation has also been observed in a previous work, 16 and has been attributed to the presence of localised deficient cross-link density regions. Pure epoxies in aqueous solutions exhibit low resistance conduction pathways, associated with areas of poor cross-link density due to solidification and curing. In neat epoxy, regions of low cross-link density can be interconnected throughout the structure, while only occupying a very low volume fraction. This process is strongly affected by stresses developed during curing and post-curing and by evaporation of volatile materials. 35 The stabilisation of current at high anodic overpotentials may be explained by the saturation of the polymer with water16, 36 and the deposition of unstable polymer oxidation products. 37 The negative hysteresis loop during reverse polarisation (i.e. higher ‘reverse’ current than the respective ‘forward’ one) may also be attributed to the water diffusion into the polymer in combination with the aforementioned localised degradation which induce percolation pathways in the polymer matrix.
Figure 5c and d shows the cyclic polarisation response of the MWCNT enhanced adhesive patches. The great similarity in the shapes of both voltammograms suggests similar degradation mechanisms. The initial increase in current with potential increasing during forward anodic polarisation is mostly due to the first mode of water sorption into epoxy resins, namely, sorption by the free volume of the polymer. The second mode of water sorption, namely, hydrogen bonding of water molecules into hydrophilic sites present in the polymer matrix, has a limited action, as the surfaces of as grown CNTs are hydrophobic. Hence, taking into account the relatively small percentage of the polymer free volume in the MWCNT reinforced epoxy (as related to the neat epoxy), water saturation of the polymer matrix takes place at anodic overpotentials (Ecp), which are slightly higher than Ecorr (less than a hundred mV, Table 1). Water saturation of the polymer matrix leads to the current limiting regime of the MWCNT doped epoxy in the range Eb–Ecp (Table 1). On the other hand, the significantly higher free volume content in the polymer and the more hydrophilic sites of the neat epoxy as compared to the MWCNT doped epoxy have led to a current limiting regime and eventually, at very high anodic overpotentials [483 mV(Ag/AgCl), 927 mV higher than Ecorr], a current stabilisation regime. As aforementioned, the latter could also be due to deposition of oxidation products. However, as should be noted that the current limiting regime is characterised by a current decrease, which is larger in the case of the 0·5 wt-%MWCNT doped epoxy.
At Eb potential, a sharp and sustained increase in the rate of current density increase is observed accompanied by a negative hysteresis loop during reverse polarisation, strongly suggesting localised degradation phenomena. These phenomena are related to the existence of MWCNT/epoxy interfaces, as has been postulated in previous works.15, 16 In polymeric matrix composites, water has the tendency to segregate at the reinforcement/matrix interface.
38
At the same time, carbon dissolution at polymer areas of low cross-link density can occur by reaction (1)

Reaction (1) results in an increase in the carbonate concentration. The resultant concentrated carbonate solution drives further segregation by osmosis and may additionally cause local attack of the epoxy network, increasing the free volume at the interface where more water may reside. 36
The negative hysteresis displayed by both cyclic sweeps shows that anodic polarisation has caused an increase in the conductivity of the exposed surfaces by the initiation of localised degradation at Eb potentials. As a result, when the same potential is reached upon reverse scanning, the current emanating from the surface is higher. The nobler anodic to cathodic transition potential as compared to the corrosion potential indicates that any current limiting process upon anodic polarisation is reduced or even absent at the corrosion potential. 39
The low corrosion potential values and the passive-like stages during anodic polarisation of the MWCNT doped films raised the possibility that the alloy substrate has been exposed to the electrolyte due to failure of the patch during anodic sweep. This possibility was further investigated by SEM examination. Figure 6 illustrates a cross-sectional micrograph of the 0·5 wt-%MWCNT doped epoxy film on anodised Al 2024 (cross-section), after potentiodynamic polarisation (3·5% NaCl, RT). The anodic film has retained its integrity and the Al 2024 surface has remained absolutely free of degradation signs. Thus, it is confirmed that the Al 2024 does not participate in the electrochemical process involved, waiving the possibility of any erroneous interpretations of the observed behaviour.
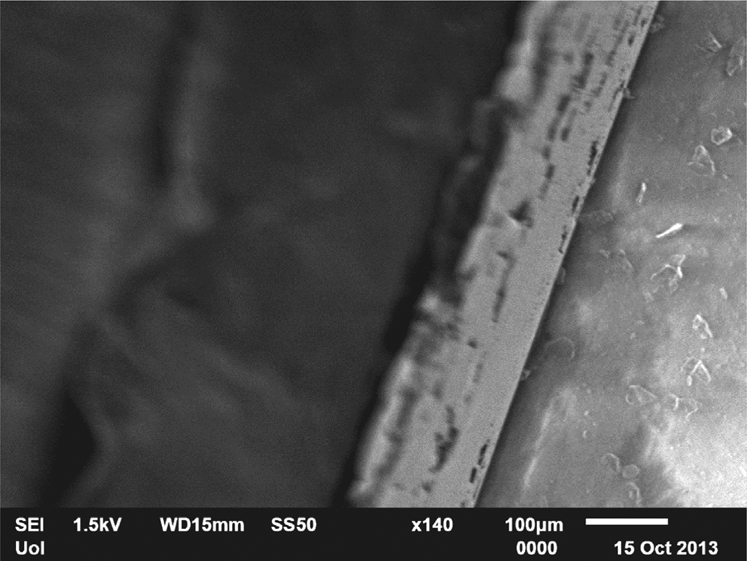
SEM image of 0·5 wt-%MWCNT doped epoxy film on anodised Al 2024 (cross-section), after potentiodynamic polarisation (3·5 wt-% NaCl, RT), showing that substrate surface is intact of corrosion
Galvanic effect
Figure 7 presents the galvanic current vs. immersion time plots for the couples: anodised Al 2024/neat epoxy, anodised Al 2024/0·1 wt-%MWCNT doped epoxy and anodised Al 2024/0·5 wt-%MWCNT doped epoxy. The positive values of the current density show that the Al alloy is anodic to its patches, in accordance with the corrosion potential measurements (Table 1). Therefore, should the Cl− ions reach the alloy substrate its corrosion will be accelerated, as the latter is anodic to its coating. This coating arrangement is susceptible to detachment of the coating from its substrate, in case that the electrolyte reaches the patch/substrate interface. 40
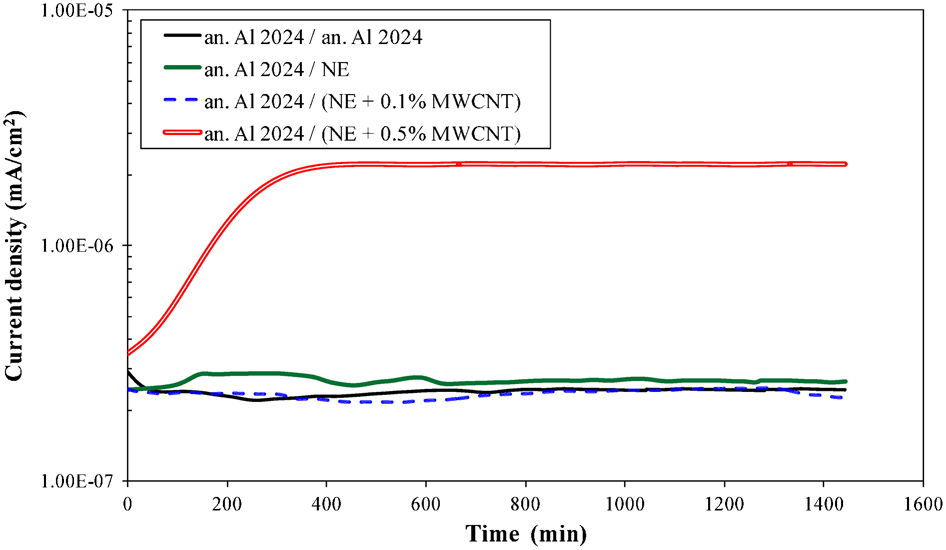
Galvanic current versus time for couples: (1) anodised Al 2024/anodised Al 2024, (2) anodised Al 2024/neat epoxy (NE), (3) anodised Al 2024/0·1 wt-%MWCNT doped epoxy and (4) anodised Al 2024/0·5 wt-%CNT doped epoxy (aerated 3·5 wt-% NaCl, RT)
Regarding all the couples tested, the galvanic current values recorded during the 24 h of immersion are very low, indicating that the ion movement is very limited and, consequently, the galvanic corrosion phenomena between the two materials are more or less insignificant. In the case of Al 2024/0·1 wt-%MWCNT, the galvanic current is almost equal to that of the couple Al 2024/Al 2024. More importantly, the galvanic current of the Al 2024/0·1 wt-%MWCNT couple is slightly lower than the galvanic current of the Al 2024/neat epoxy couple (the recorded values after 24 h of immersion are 2·3×10−7 mA cm−2 for Al 2024/0·1 wt-%MWCNT and 2·7×10−7 mA cm−2 for Al 2024/NE). Hence, in compatibility with the electrochemical values extracted from the polarisation curves (Fig. 4 and Table 1), it is suggested that incorporation of 0·1 wt-%MWCNT in the epoxy matrix can reduce the galvanic effect between Al 2024 and neat epoxy. However, incorporation of 0·5 wt-%MWCNT into the polymer film significantly increases the Al alloy/NE galvanic effect by almost one order of magnitude (the recorded values after 24 h of immersion are 2·2×10−6 mA cm−2 for Al 2024/0·5 wt-%MWCNT and 2·7×10−7 mA cm−2 for Al 2024/NE). This large increase indicates a percolation threshold of electrical conductivity lower than 0·5 wt-%CNT. This finding is in compatibility with Bauhofer and Kovacs, 31 who claimed that, with optimised dispersion methods, a percolation threshold of approximately 0·1 wt-% might be obtainable for nearly any polymer/CNT system.
It should be noted that previous work with the same CNT material but different epoxy system placed the percolation threshold at values greater or equal to 0·5 wt-%MWCNT. 16 This difference could be expected, considering that the percolation threshold of a polymer/CNT composite depends on many parameters, such as dispersion homogeneity, stirring velocity, CNT aspect ratio, CNT waviness, entanglement and alignment, CNT bundle ratio, polymer viscosity and maximum conductivity of the composite.31, 41–45 Regarding the latter, an indirect proportionality seems to exist between the percolation threshold and the maximum conductivity for given CNT concentrations and polymer matrices. 31 Within this framework, the lower percolation threshold indicated in the present effort can be associated with the lower anodic currents recorded during potentiodynamic polarisation. Besides, the existence of two percolation thresholds in the same epoxy/MWCNT system is not unlikely. 46 The high one corresponds to a state where randomly distributed filler particles form percolating paths. The low one refers to particles that are free to move thereby being able to form a conductive network at low reinforcement concentration.
Effect of MWCNTs on adhesion efficiency and environmental degradation
The results for the shear strength of the specimens are displayed in Fig. 8. In Fig. 8a, the lap shear strength of the Al 2024/neat epoxy system without anodising is also included as a reference. The profound effect of anodisation on the lap shear strength of the system is clearly demonstrated, as the anodisation treatment has led to an increase in the shear strength by a factor of ∼4. This increase can be attributed to the chemical bonding between Al and polymer (Al–O–Si).47–50
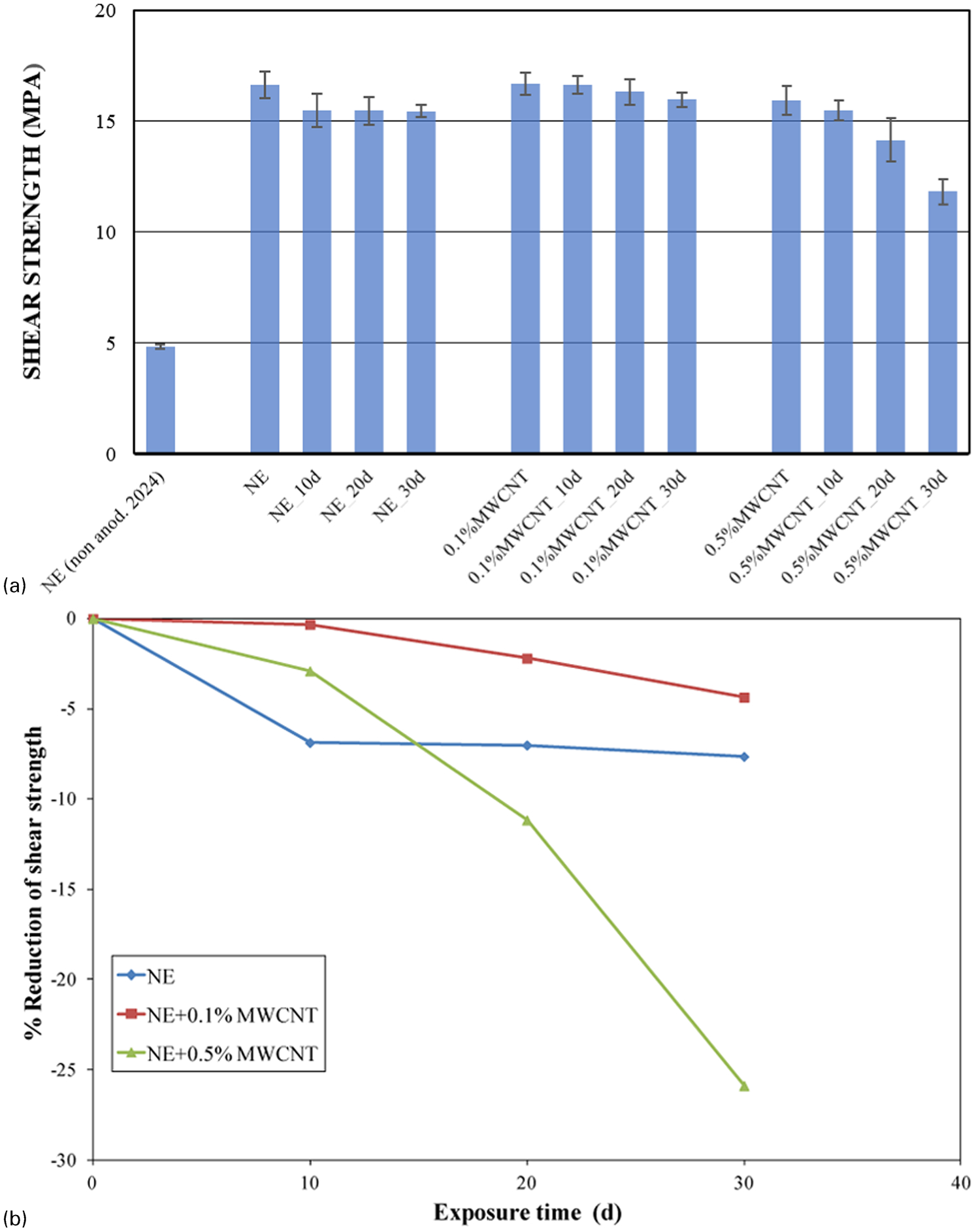
a shear strengths of specimens before and after salt spray exposure and b reduction of shear strength with salt spray exposure time: NE (non-anod. Al 2024) and NE, neat epoxy adhesive film on non-anodised and anodised Al 2024 T3 respectively; 0·1 wt-%MWCNT and 0·5 wt-%MWCNT, MWCNT doped epoxy adhesive film on anodised Al 2024 T3
Figure 8a shows that the maximum value of the property seems essentially unaffected by the filler content before salt spray exposure. Any differences seen are within the experimental scatter, as far as the specimens coated by plain epoxy and 0·1 wt-%MWCNT reinforced epoxy are concerned. However, the shear strength of specimens coated by 0·5 wt-%MWCNT doped epoxy is the lowest (although slightly lower than the strength of the other two systems), raising the possibility of a critical filler concentration above which adhesion strength decreases. As should be noted, after salt spray exposure, the lap shear strength of the 0·5 wt-%MWCNT doped epoxy rapidly deteriorates, whereas the shear strength of the specimens coated by 0·1 wt-%MWCNT doped epoxy retains its strength. This behaviour is consistent with the electrochemical behaviour in that the higher filler concentration introduces pathways which make the modified adhesive more susceptible to degradation.
The aforementioned effect is clearly demonstrated in Fig. 8b, where a sharply increasing deterioration of the adhesion strength of the specimens coated by 0·5 wt-%MWCNT doped epoxy with salt spray exposure time is observed, in contrast with a much slower decrease in the adhesion strength of the plain epoxy and the 0·1 wt-%MWCNT doped epoxy systems. Correlating these trends with the galvanic effect measurements, it may be inferred that this rapid decrease in adhesion strength is associated with the one order of magnitude higher galvanic currents recorded for the 0·5 wt-%MWCNT doped epoxy/Al 2024 couple as compared to the neat epoxy/Al 2024 and 0·1 wt-%MWCNT doped epoxy/Al 2024 couples.
Conclusions
The present work involves the incorporation of MWCNTs in aerospace adhesive in order (1) to assess the electrochemical behaviour of the modified adhesive layer; (2) to investigate the effect of the MWCNT reinforcement on the galvanic corrosion of the Al alloy substrate and the adhesion efficiency of the structural adhesive; and (3) to see whether the environmental degradation behaviour of MWCNTs doped adhesive patches follows a statistical percolation pattern or it is material system dependent. The main conclusions drawn are:
The addition of MWCNTs in the epoxy adhesive showed the possibility of bridging the corrosion potential difference between the substrate and the adhesive.
The neat epoxy film exhibits a potentiodynamic polarisation behaviour governed by general degradation through sorption by the free volume of the polymer and hydrogen bonding of water molecules into hydrophilic sites present in the polymer network. Localised degradation phenomena are attributed to areas of low cross-link density.
The cyclic polarisation response of the MWCNT doped adhesive patches is strongly affected by the MWCNT introduction in two ways: (1) fast water saturation of the polymer matrix reflected on a current limiting regime and (2) localised degradation phenomena at the MWCNT/epoxy interfaces.
Incorporation of 0·1 wt-%MWCNT in the epoxy matrix can reduce the galvanic effect between Al 2024 and neat epoxy, whereas incorporation of 0·5 wt-%MWCNT in the polymer film significantly increases the Al alloy/neat epoxy galvanic effect. This large increase indicates a percolation threshold of electrical conductivity lower than 0·5 wt-%.
The lower percolation threshold indicated in the present effort as compared to previous efforts with different matrix systems has been associated with the substantially lower anodic currents recorded during potentiodynamic polarisation and leads to the conclusion that it is polymer matrix (type of adhesive and hardener as well as process parameters) dependent.
0·1 wt-%MWCNT incorporation in the adhesive film results in higher lap shear strength of the composite compared to the neat and 0·5 wt-% doped adhesive, whereas 0·5 wt-%MWCNT incorporation results in lower lap shear strength, during salt spraying. This behaviour is associated with the galvanic effect findings and confirms the existence of a percolation threshold lower than 0·5 wt-%MWCNT.
Anodisation of the aluminium substrate has a notably more beneficial effect on the adhesion efficiency of the polymer film on aluminium alloy than polymer doping with MWCNTs.
Overall, it has been shown that increased CNT contents in the studied systems may induce adverse effects, particularly after exposure in hostile environments.