
Abstract
Thermoplastic polyurethane (TPU)/multiwalled carbon nanotubes (MWCNTs) composites were prepared through twin extrusion and microinjection moulding. The effect of processing temperature on the structure and properties of composites were studied. Scanning electron microscopy and rheological test reveal the realisation of well dispersion and network formation of carbon nanotube (CNT) in TPU. Enhanced electrical conductivity has been found with the increasing mould temperature from 25 to 150°C, post-moulding thermal treatment under 180°C for 1 h leads to a significant increase in the electrical conductivity by over three orders of magnitude for 5 wt-%MWCNT filled TPU composites. Images (SEM and TEM) characterise the morphology of CNT network under low and high temperatures and the microcontact reconstruction of CNT network is proposed to explain the enhancement of electrical conductivity. The increased crystallinity of TPU leads to the enhancement of tensile strength and Young's modulus of composites after thermal treatment.
Keywords
Introduction
Carbon nanotubes (CNTs)/polymer composite combined the flexible processablity of polymer matrix and extraordinary mechanical, thermal and electrical properties of CNT; thus, it can be widely used in the production of high performance industrial products. Several processing methods have been employed for the dispersion of CNT in polymer matrix, such as in situ polymerisation,1, 2 solution processing, 3 melt mixing,4, 5 etc. As for the manufacturing of polymer composites, melt processing fits the requirement of industrial application due to its high efficiency and existing techniques. 6 Compared to the conventional melt processing methods, microprocessing could produce the tiny products as small as several micrometres. Meanwhile, for some special fields such as applications in telecommunication systems, automotive industries, medical engineering microelectronics, micromechanics and telecommunications,7–10 microinjection moulding has become the essential solution for the large scale production of miniaturised polymer microparts. It can be worthy to notice that many of the applications are concerned with the electrical conductivity of the nanocomposites, which corresponds to the variations in the dispersion, distribution and orientation of CNT and type of matrix polymer.11, 12 As for the electrical conductivities of microparts, extremely low value and non-uniform distribution at different positions can be found due to the environment of high temperature gradient and high shear rate gradient, which prevents the effective network formation of multiwalled carbon nanotube (MWCNT).4, 13, 14
Many researchers found that the electrical conductivity exhibited an extraordinary transition under high temperatures,15–18 and this may provide an effective resolution for the challenge that we met in the microinjection moulding. For example, Alig et al. 17 investigated the recovery of conductivity after annealing for melt processed polycarbonate/CNT composites. It is found that the conductivity of 0.875 wt-%MWCNT/polycarbonate composites increased from 10− 10 to 10− 3 S m− 1 under 260°C for 20 min. Pan et al. 18 found that the electrical conductivity of microinjection moulded 5 wt-%MWCNT/polypropylene composites can increase from 10− 9 to 10− 3 S cm− 1 under 230°C for 30 min. The significant change of electrical conductivity with temperature was also found in carbon black and nanofibres filled polymer composites by other researchers.19–21 It is recognised by the researchers that the reaggregation of conductive fillers under high temperature is the main mechanism for this phenomenon. In view of that, to better understand the electrical conductivity variation of microinjection moulded composites, the investigation of the internal structure change of composites under different temperatures is necessary.
In this context, microinjection moulded MWCNT/thermoplastic polyurethane (TPU) composites were prepared under different processing parameters. It is found that mould temperatures and thermal treatment mostly affect the electrical conductivity. Based on SEM and TEM results, we deduce that the conductivity enhancement can be attributed to the microcontact reconstruction of CNT network. By adjusting the processing temperatures, the enhanced performance of conductive polymer composites would dramatically broaden their application fields and promote a better market prospect.
Experimental
Procedure for preparation and characterisation of MWCNT/TPU composites
Characterisation
Results and discussion
Initial network formation of MWCNT in TPU Matrix
To evaluate the initial dispersion states of MWCNT in TPU, pellets of MWCNT/TPU composites with 1, 3 and 5 wt-%MWCNT processed from twin extrusion were characterised by SEM. During the compounding process, the initial agglomerates are weakened by the infiltration of polymer chains, and then, the strong rupture induces the dispersion of agglomerates and distribution of individual nanotubes into matrix. As is shown in Fig. 2, it is clearly seen that more individual MWCNT can be found in the images with the increasing MWCNT content from 1 to 5 wt-%. Multiwalled CNT can be well dispersed for pellets of composites after extrusions. It is noted that the connected individual or agglomerated nanotubes will result in the formation of network, which plays a key role in the improvement of mechanical and electrical properties of composites. Meanwhile, the network formation of nanotubes in polymer could be reflected by the viscoelastic behaviours of the composites; rheological tests were thus performed.
Images (SEM) of MWCNT/TPU composites processed from twin screw extrusion with 1, 3 and 5 wt-% MWCNT respectively
The addition of MWCNT in matrix affects the rheological behaviour of polymer composites. A liquid- to solid-like viscoelasticity transition can be observed with increasing loading of MWCNT due to the internal microstructure evolution of polymer composites.5, 22 Figure 3 shows the frequency dependence of storage modulus G′ and complex viscosity η* for MWCNT/polymer composites. It can be observed that the G′ increased significantly with CNT loading from 0 to 5 wt-% in the low frequency region in Fig. 3a, and the rheological percolation threshold for this transition can also be found when the CNT content is ∼3 wt-%. Meanwhile, according to the frequency dependent shear viscosity curves of polymer composites shown in Fig. 3b, the two distinct regions termed as Newtonian and shear thinning region can be observed, which indicates the formation of interconnected network in polymer composites with increasing CNT content. To investigate the effect of processing parameters on the structure and properties of polymer composites, especially the conductive property, composites containing 5 wt-%MWCNT were studied in details during microinjection process.
Logarithmical plots of storage modulus G′ and complex viscosity η* versus angular frequency under fixed strain of 1% and 195°C for MWCNT/TPU composites
Electrical conductivity of microinjection moulded MWCNT/TPU composites
Figure 4a–c illustrates the volume electrical conductivity for 5 wt-%CNT/TPU composites processed from microinjection moulding under different processing parameters. It is found in Fig. 4a and b that the electrical conductivity changed slightly with injection pressure and holding time, whereas it increased with mould temperature significantly. The conductivity of composites increased from 2.4 × 10− 3 to 3.5 × 10− 1 S m− 1 with the increasing mould temperature from 25 to 150°C as is shown in Fig. 4c. Figure 4d shows the volume electrical conductivity for 5 wt-%CNT/TPU composites versus time under isothermal treatment at a constant temperature of 100, 150 and 180°C respectively. Clearly, the conductivity for all three samples increases with time and reaches a thermal equilibrium value during the thermal treatment process. For example, after annealing at 180°C for 60 min, the electrical conductivity increases significantly from ∼3 × 10− 3 to 4.4 S m− 1 by approximately three orders of magnitude. Furthermore, we found that, with increasing annealing temperature, the composites show a more rapid increase in the conductivity and a higher equilibrium conductivity value.
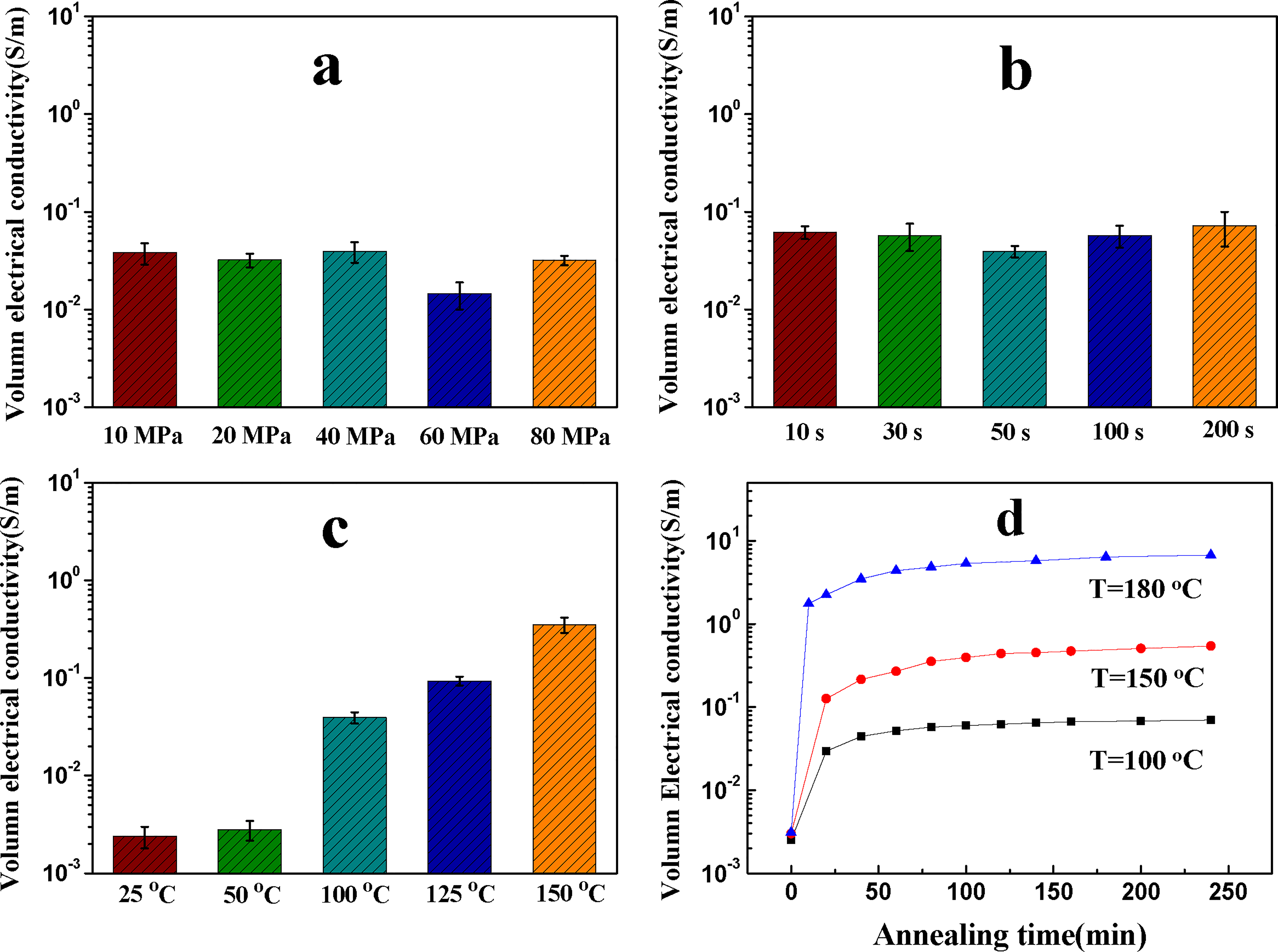
a injection pressure; b holding time; c mould temperature; d different annealing temperatures, 100,150 and 180°C
Based on the experimental results, we can conclude that the temperature during injection moulding process and post-moulding thermal treatment play an important role on the electrical conductivity of MWCNT/polymer composites, which show a rapid increment of conductivity with increasing temperature.
Electrical properties in polymer composites are often explained by the formation of an interconnected filler network, which transfers the electrical current. 16 It is reported in many literatures that thermal treatment can effectively enhance the electrical conductivity of conductive filler filled polymer composites.15, 17, 23–25 A secondary agglomeration, 16 which is derived from external forces (e.g. shear deformation) or thermodynamic driving forces (e.g. heating induced forces) may lead to inhomogeneous CNT distribution with CNT aggregation, and thus, the electrical conductivity improves for composites. The reaggregation of CNT network under high temperature above the melting point is possible to happen; however, in our following SEM and TEM tests, it is found that the conductive CNT network does not change in the micrometre/submicrometre scale under higher temperatures for the microinjection moulded samples.
Carbon nanotube network formation under higher temperatures
Figure 5 shows the SEM images for fracture surface of composites with 5 wt-%MWCNT processed by microinjection moulding under different mould temperatures (25–150°C) and post-moulding thermal treatment (180°C). It can be noted that the MWCNT could be well distributed in polyurethane due to the strong shear of extrusion and microinjection moulding; the well distributed CNT in polyurethane increases the opportunity of CNT contact and leads to the formation of more essential conductive pathways. In addition, at this length scale (μm), new CNT aggregations in polymer matrix were not found with the increasing temperature. Figure 6 shows the TEM images of MWCNT/TPU composites with 5 wt-%MWCNT processed by microinjection moulding before and after thermal treatment under 180°C. Images A1–A3 illustrate the dispersion of CNT at three random positions before thermal treatment, and B1–B3 present the CNT dispersion status after thermal treatment under 180°C for 2 h. It can be concluded that individual CNT and CNT aggregates exist together in polymer matrix for both samples before and after thermal treatment. In the micrometre/submicrometre scale, the morphology of conductive CNT network is not likely to change with temperature.

Images (SEM) of MWCNT/TPU composites with 5 wt-%MWCNT processed by microinjection moulding: different mould temperatures of a 25°C, b 50°C, c 100°C, d 125°C and e 150°C and f post-moulding thermal treatment under 180°C for 2 h

a1–a3 before treatment; b1–b3 treated under 180°C for 2 h
As the CNT dispersed in the polymer matrix are usually not directly connected with each other, according to the electron tunnelling mechanism, 26 CNT–polymer–CNT interactions 5 and the insulating region formed by the polymer matrix between CNT 21 play an important role for the transportation of electrons in the conductive network of CNT in CNT/polymer composites. As the CNT network formation did not change in the micrometre/submicrometre scale, we may deduce that the thickness of insulated polymer layer decreases at nanoscale and causes the jump of electrical conductivity under higher temperatures. A conductive mechanism is proposed, i.e. microcontact reconstruction of CNT network under higher temperatures, as is shown in Fig. 7. This mechanism is based on the following knowledge: during the melt processing of CNT/polymer composites, the strong shear ruptures the agglomerates of CNTs and polymer chains infiltrate into the agglomerates. Some individualised CNTs as well as weakened agglomerates were dispersed in the polymer matrix. The infiltrated polymer chains are forced to be stretched and extruded into the polymer layer between adjacent CNTs; during cooling and shaping of melt CNTs/polymer composites, the residual stress and strain in a non-equilibrium state will exist in the interfacial polymer between CNTs as a result of mismatch in the cooling shrinkage of CNTs and polymer. As for the samples obtained under different temperatures, higher mould temperature creates more time and opportunity for the shrinkage and equilibration of the stretched polymer chains; thus, the thickness of polymer insulated layer decreases, and the electrical conductivity increases. As for the thermal treated samples under 180°C, the thickness of interfacial polymer decreases due to the removal of interfacial residual stress and strain, and the better microcontact between adjacent CNTs significantly enhance the electrical conductivity.
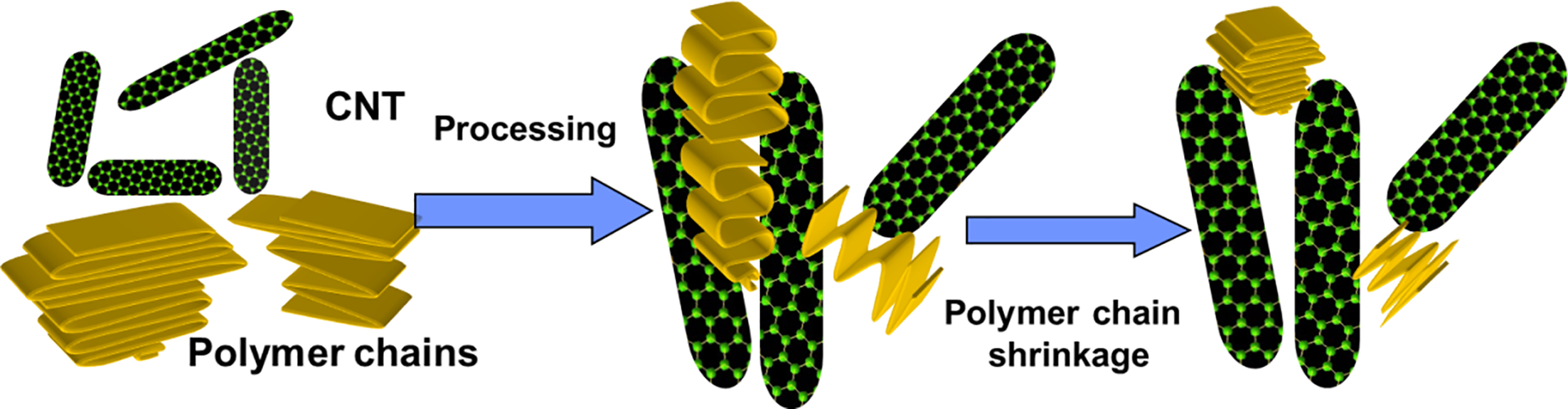
Schematic illustration of polymer interface shrinkage between adjacent CNTs
Fourier transform infrared analysis
Polyurethanes typically show microphase separated morphologies, the degree of phase separation in segmented PU can be estimated according to the work of Cooper et al.27–29 The hydrogen bonding was constituted by the NH groups being as proton donor and the oxygen in carbonyls of the hard segment and in ethers of the soft segment as proton acceptors. It is possible to give an estimate of the degree of hydrogen bonding by measuring the peak intensity ratio of the hydrogen bonded –C = O group at ∼1705 cm− 1 and the free –C = O group at ∼1730 cm− 1. The hydrogen bonding index R can be defined as the ratio of absorption peak A1705/A1730 and obtained from a baseline approach method


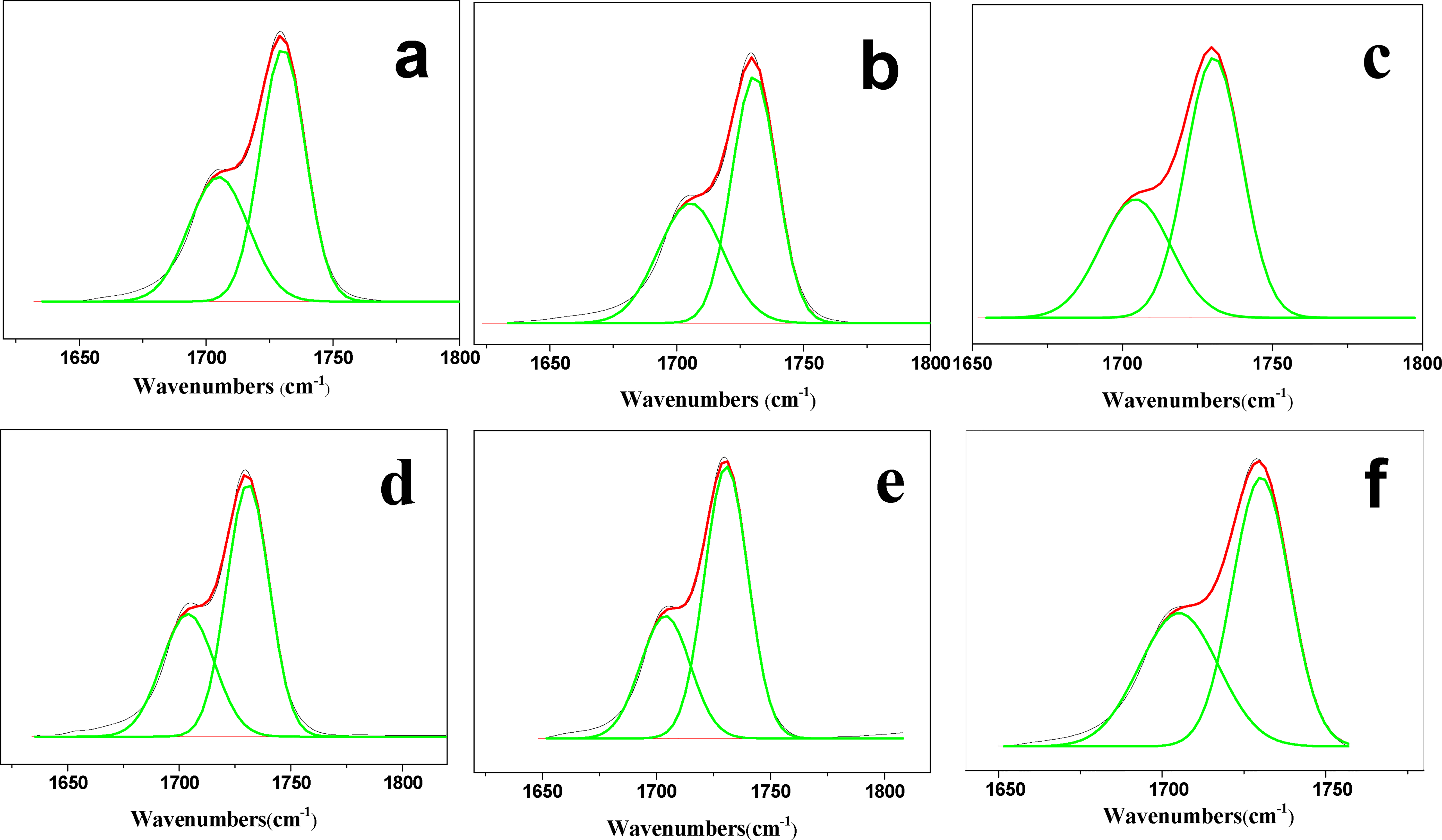
Fitted Fourier transform infrared spectra of MWCNTs/TPU composites with 5 wt-%MWCNTs processed by microinjection moulding under different temperatures: different mould temperatures of a 25°C, b 50°C, c 100°C, d 125°C and e 150°C and f post-moulding thermal treatment under 180°C for 2 h
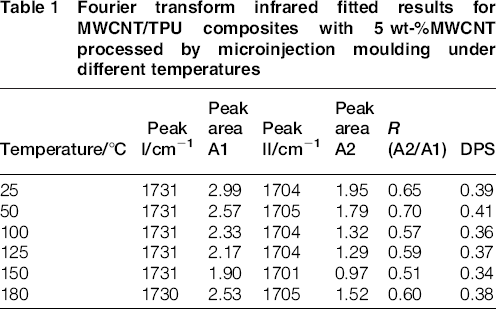
The fitted results listed in Table 1 indicate that the hydrogen bonding index and the degree of phase separation changed slightly with temperature. It can be seen that the phase separation behavior of TPU segments changed slightly under different temperatures.
Fourier transform infrared fitted results for MWCNT/TPU composites with 5 wt-%MWCNT processed by microinjection moulding under different temperatures
Crystallinity analysis
Wide angle X-ray diffraction and DSC were employed to examine the change in crystallinity under different temperatures. As is shown from the WAXD spectra in Fig. 9, the MWCNT/TPU samples before annealing are not completely amorphous but have a very weak broad crystalline peak, which appeared at 2θ = 21° with a d spacing of 4.21 Å. With the increasing mould temperature and following thermal treatment, the crystalline peaks become sharper, which suggested that the crystallinity of TPU increased.
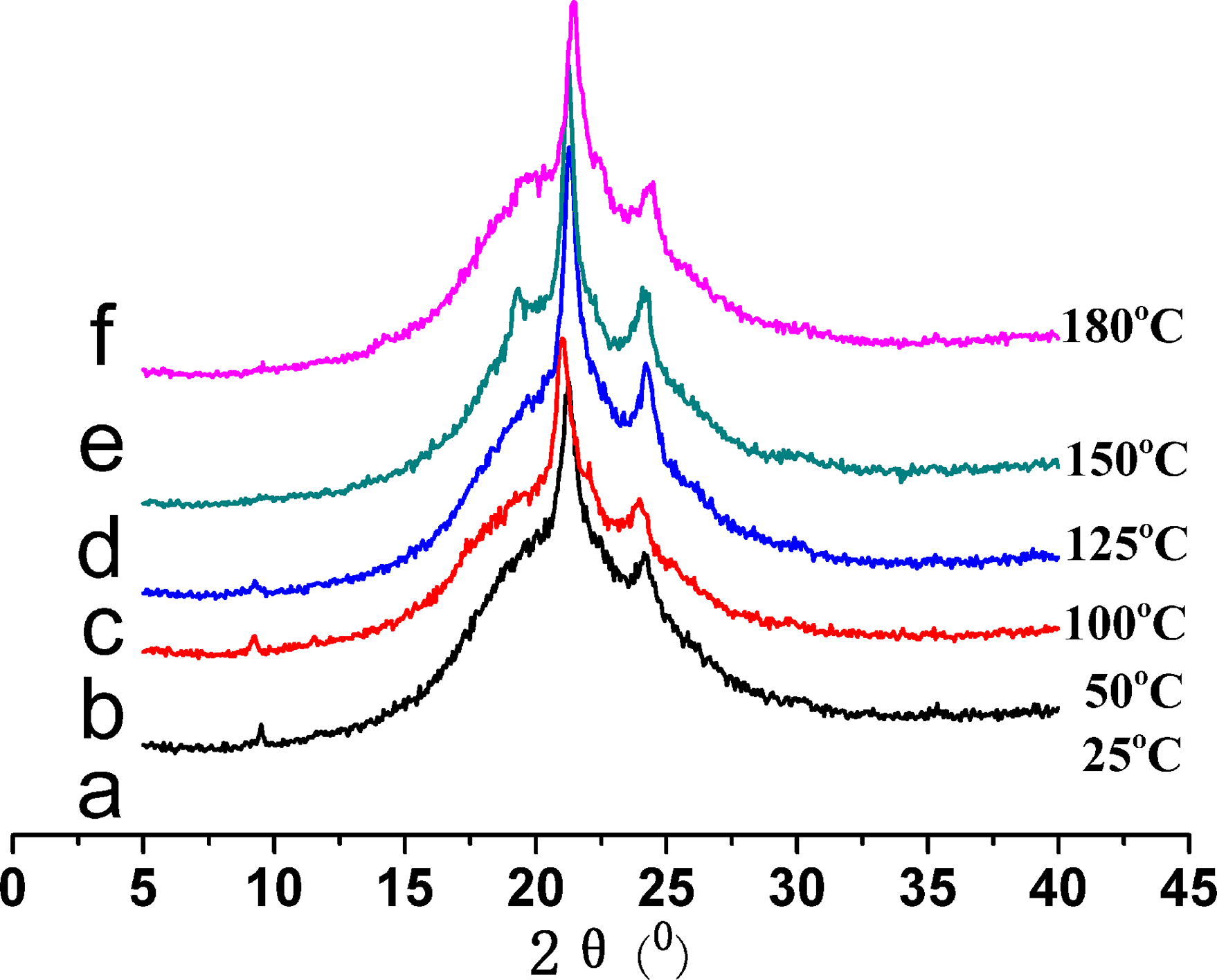
X-ray diffraction patterns of MWCNT/TPU composites with 5 wt-%MWCNT processed by microinjection moulding under different temperatures: different mould temperatures of a 25°C, b 50°C, c 100°C, d 125°C and e 150°C and f post-moulding thermal treatment under 180°C for 2 h
We have fitted the WAXD spectra of the samples, and the crystalline degree was estimated according to the following formula
31

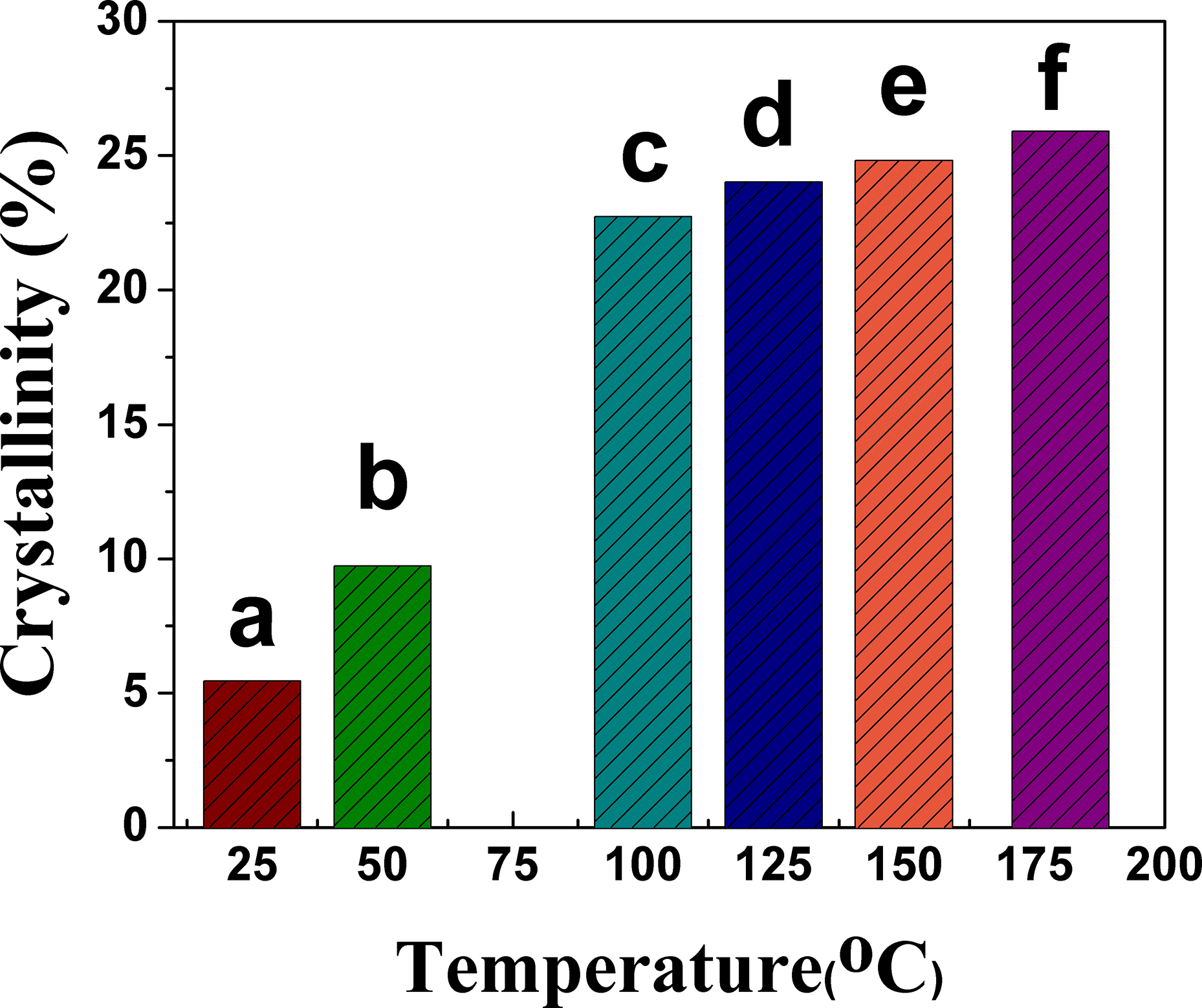
Crystallinity for MWCNT/TPU composites with 5 wt-%MWCNT processed by microinjection moulding under different temperatures: different mould temperatures of a 25°C, b 50°C, c 100°C, d 125°C and e 150°C and f post-moulding thermal treatment under 180°C for 2 h
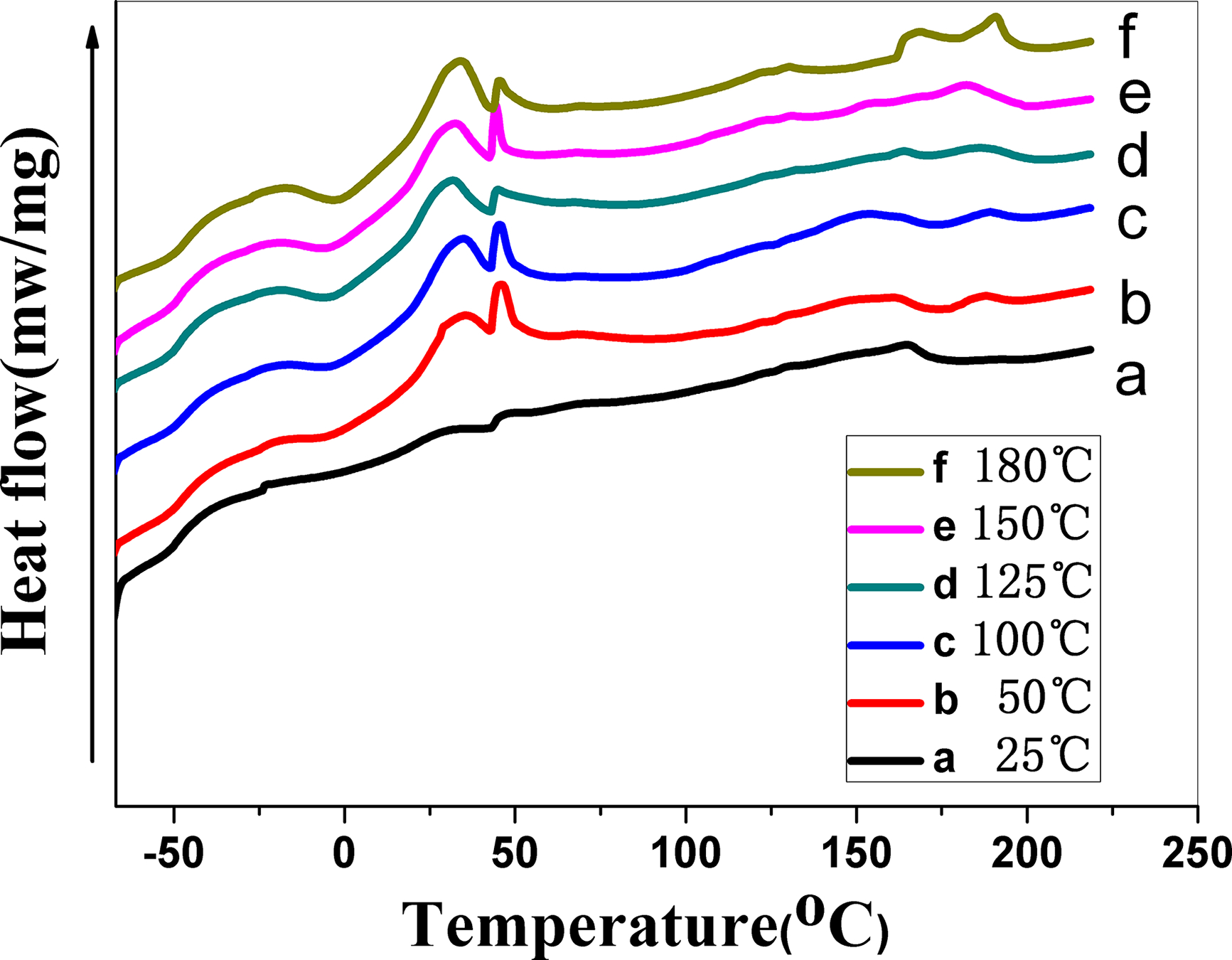
Differential scanning calorimeter curves of MWCNTs/TPU composites with 5 wt-%MWCNTs processed by microinjection moulding under different temperatures: different mold temperatures of a 25°C, b 50°C, c 100°C, d 125°C and e 150°C and f post-moulding thermal treatment under 180°C for 2 h
Mechanical properties
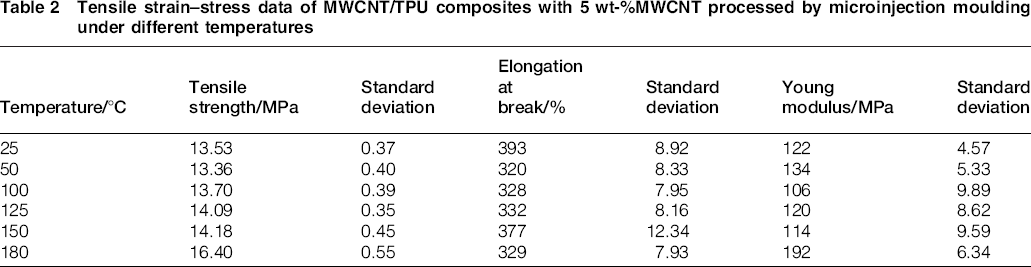
The tensile stress–strain curves of 5 wt-%MWCNT filled TPU composites processed by microinjection moulding under different temperatures are shown in Fig. 12. Curves a–e present the samples obtained under different mould temperatures from 25 to 150°C, curve f presents the microinjection moulded sample obtained under 25°C followed by a thermal treatment process under 180°C for 2 h. It can be noted from Table 2 that the mechanical properties for samples change slightly with increasing mould temperature from 25 to 150°C. However, after thermal treated under 180°C for 2 h, the tensile strength increased from 13.53 to 16.40 MPa, Young's modulus increased from 122 to 192 MPa, while the elongation at break decreased from 393 to 329%. As what have been disclosed from DSC and X-ray diffraction analyses, the increased crystallinity of TPU should account for the improvement in the tensile strength and Young's modulus. At the same time, the combined CNT–polymer network affects the mechanical properties as well;5, 16 in some cases, the polymer chains wrapped around the CNTs may contract back to the matrix under higher temperatures due to the release of residual stress and strain, which promotes the transportation of electron but weakens the mechanical properties.
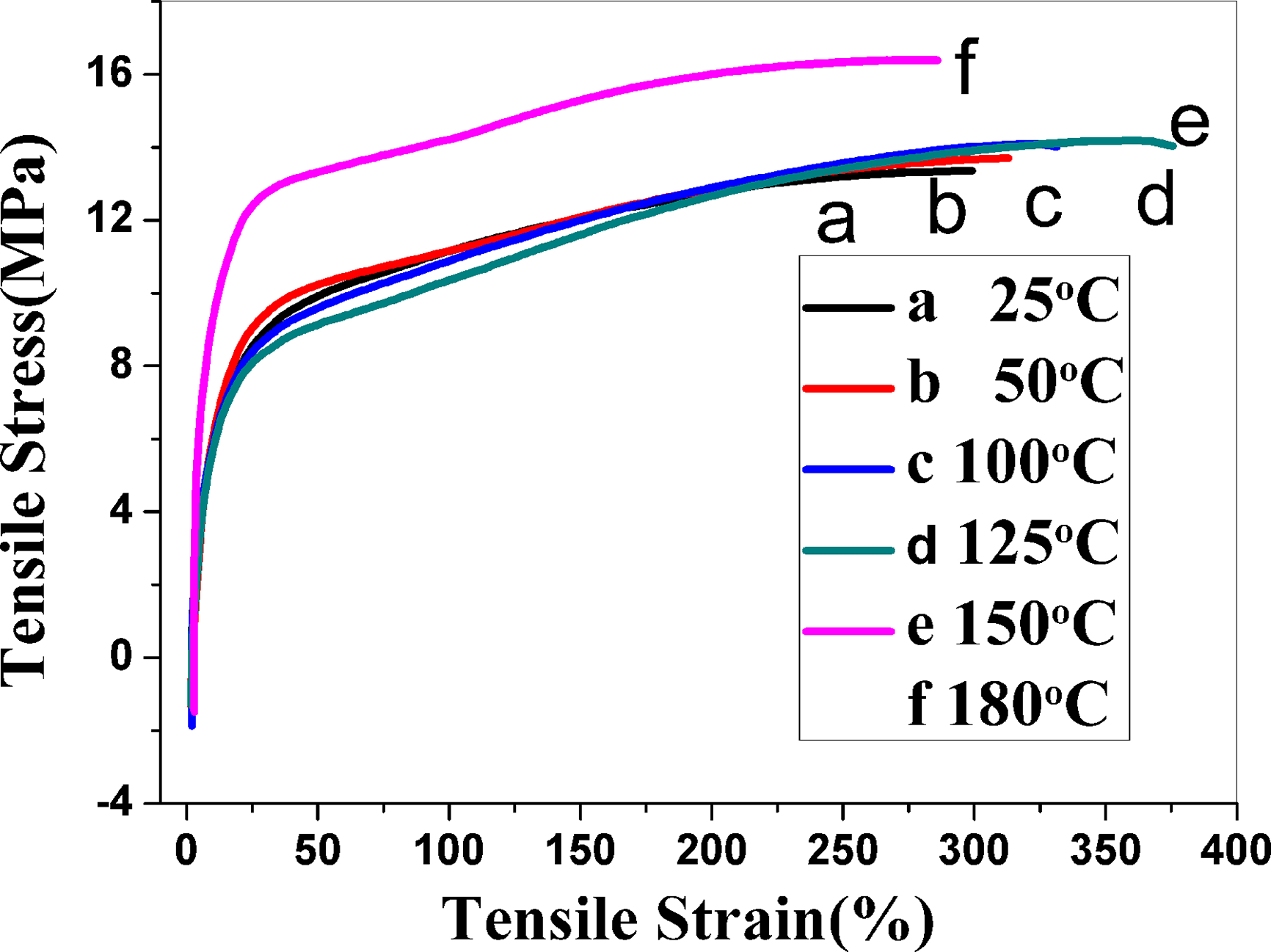
Tensile strain–stress curves of MWCNT/TPU composites with 5 wt-%MWCNT processed by microinjection moulding under different temperatures: different mould temperatures of a 25°C, b 50°C, c 100°C, d 125°C and e 150°C and f post-moulding thermal treatment under 180°C for 2 h
Tensile strain–stress data of MWCNT/TPU composites with 5 wt-%MWCNT processed by microinjection moulding under different temperatures
Conclusions
In conclusion, by comparing the electrical conductivity of microinjection moulded TPU/MWCNT composites obtained under different experimental parameters, we found that the conductivity was mostly affected by the processing temperature. The effect of mould temperature, annealing temperature and annealing time on the structure and properties of microinjection moulded composites were studied. Scanning electron microscopy and TEM characterise the morphology of CNT network under different temperatures, and results show that the conductive CNT network does not change in the micrometre/submicrometre scale for the microinjection moulded samples. Under higher temperatures, the thickness of insulated polymer layer between adjacent CNTs decreases at nanoscale, and the microcontact reconstruction of CNT network causes the jump of electrical conductivity. The phase separation behaviour of TPU segments changes slightly under different temperatures according to the Fourier transform infrared results. Tensile strength and Young's modulus of microinjection moulded composites increased after thermal treatment, which can be attributed to the increased crystallinity of TPU, as what have been disclosed from DSC and X-ray diffraction analyses.
Acknowledgements
We acknowledge financial support from the major project of Chinese Ministry of Education (grant no. 313036) and National Natural Science Foundation of China (NNSFC, grant no. 51433006) and the RCUK China-UK Science Bridges Programme.