
Abstract
The effect of organic modified montmorillonite (OMMT) on the ablative property, fire retardancy, thermal stability and charring capability of the ethylene propylene diene rubber (EPDM) composite was studied. Experimental data show that 33% decrease in the linear ablation rate of EPDM composite was obtained at a loading of 2.5 wt-% OMMT, and the peak heat release rate of EPDM composite in the middle stage of a cone calorimeter (CONE) combustion was also decreased. It is mainly attributed to the formation of char residue during combustion of EPDM composites at high temperature as revealed by scanning electron microscopy and CONE tests. It is worth noting that char formed during the ablation of EPDM composites containing 2.5% OMMT gave better structural stability and thermal stability.
Keywords
Introduction
Ethylene propylene diene rubber (EPDM) composite has long been recognised as a good internal insulating material widely used in the solid rocket motors due to its preferred features such as low density, low ablation rate, high thermal decomposition temperature, high specific heat, low brittle temperature, good aging resistance, good air tightness, and tensile strength and elongation, which can meet the needs in application. 1
While heated, a sort of pyrolysis and charring of an insulating material can occur, and under ablation in the rocket motor, an insulating material gradually thinned out as a consequence of attack by the gas and particle. In order to protect solid rocket motors from being overheated, the EPDM composite has been used for a long time. Meanwhile, some additives have to be added into EPDM to enhance its ablative resistance at high temperature and high pressure eroding inside solid rocket motors since EPDM matrix itself lacks the capability of protection from heat.2–7
Over the years, polymer/organic modified montmorillonite (OMMT) composite has become the research hotspot due to its excellent mechanical, barrier and thermal properties. 8 OMMT has good compatibility with the rubber, resulting in intercalation, exfoliation and good dispersion of OMMT in polymer matrix, and creating better flame retardancy. 9 There are many studies on the rubber/OMMT composite. Acharya et al. 10 synthesised and characterised the properties of EPDM/OMMT nanocomposites, and montmorillonite was modified with hexadecyl ammonium ion. The nanostructure of EPDM/OMMT composites established the coexistence of intercalated and exfoliated clay layers with an average layer thickness in the nanometre range within the EPDM matrix. The significant improvement in thermal stability and mechanical properties was shown. Gatos et al. 11 investigated the parameters that affect the nanocomposite formation in a sulphur cured EPDM containing 10 phr montmorillonite modified with octadecylamine, indicating that high temperature and high shear mixing improved the mechanical performance of the rubber nanocomposites. Usuki et al. 12 reported that EPDM/OMMT composites showed exfoliated morphology at 200°C blending temperature. Nah et al. 13 prepared acrylonitrile–butadiene rubber/OMMT nanocomposite via melt mixing approach. A considerable enhancement in stiffness is observed without serious sacrifice in ultimate strength. Gatos et al. 14 melt compounded hydrogenated acrylonitrile butadiene rubber (HNBR) with montmorillonite and OMMT before sulphur curing. In contrast to the microcomposite formation resulting from the compounding of the HNBR and pristine montmorillonite, the OMMT produced nanocomposite with the exfoliated/intercalated structure. The rubber nanocomposite showed high tensile strength along with the high elongation at break. Pramanik et al. 15 prepared ethylene vinyl acetate rubber and organo-modified clay (12Me-montmorillonite) composites via solution blending of the rubber and the clay. A combination of X-ray diffraction (XRD), scanning electron microscopy (SEM) and transmission electron microscopy studies showed that the composites obtained are on the nanometre scale. The storage moduli of these rubber–clay nanocomposites are higher than the neat rubber. The tensile strength of the nanocomposites is ∼1.6 times higher than that of the EVA rubber.
In the work described herein, OMMT partially substituting ammonium polyphosphate (APP) has been incorporated into EPDM composite to study the effect of OMMT on the ablative and flame retardation properties of EPDM composites.
Experimental
The EPDM/OMMT composites were prepared by means of a two-roller mixer and curing press, and the samples of EPDM/OMMT were tested with the ablative and flame retardant instruments.
Materials and formulation
Table 1 lists the formulation of the tested samples with OMMT content varying from 0 to 10 phr. EPDM-0 refers to the sample without OMMT, and EPDM-1 and EPDM-2 refer to the samples containing 2.5 and 5 wt-% OMMT respectively.
Compositions of EPDM composites

Preparation of EPDM/OMMT composites
The EPDM/OMMT composites were prepared with two-roll mixer at room temperature made by Shanghai Rubber Machinery Factory (model SRR-24). EPDM was knealed with mixer for 15 min and formed into thin slice in the end. Ingredients Si-69, SiO2, aramid pulp, APP and DCP were sequentially incorporated into the EPDM composite and blended well. Then, the sample was transferred into a specific mould and put into a curing press (QLB-350x350x2, Shanghai First Rubber Machinery Factory) at 160°C and 15 MPa for 50 min.
Measurements
Linear ablation rate (LAR) was measured using oxygen–acetylene ablation testing equipment according to GJB323A-96. The nozzle diameter of the equipment was 2 mm, the ablation distance and ablation time were 10 mm and 20 s respectively, and the oxygen and acetylene flowrates were 0.42 and 0.31 m3 s− 1 respectively. The LAR was calculated according to the following formula:

Thermogravimetric analysis (TGA) was performed over the temperature range 40 − 800°C on a Netzsch rf0 thermal analyser at a heating rate of 10°C min− 1 under nitrogen shield.
SEM experiments were performed with a ZEISS SUPRA 55 field emission SEM. SEM samples were the char residues from ablation testing and were prepared via sputtering the surface with gold.
Combustion experiments were performed with a cone calorimeter (Fire Testing Technology) according to ASTM E-1354. Samples with dimensions 100 × 100 × 3 mm3 were exposed to a radiant cone (50 kW m− 2).
XRD data were collected with an X0 Pert PRO MRD diffractometer (PANalytical) using Cu Kα radiation (+0.154 nm).
Results and discussion
Tensile and ablative properties
As shown in Table 2, both tensile strength and elongation at break all were improved, while LAR significantly decreased when either 5 or 10 phr of OMMT was added into EPDM composites. The strong interaction between OMMT and rubber raises up the composite strength, partially attributed to the relatively large specific surface area of OMMT.16–19 Meanwhile, OMMT reduces the crosslinking density of rubber matrix, 20 improving the deformability of the rubber. Comparing EPDM-1 with EPDM-2, neither tensile strength nor elongation at break further increased with addition of more OMMT. This could be due to poor dispersion of OMMT in sample EPDM-2.
Results of tensile and ablative properties
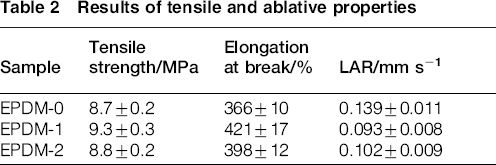
Attention should be paid to the LAR, which has been proved to be an important parameter in evaluating the performance of insulating materials. A lower value of LAR means a lower rate of thickness loss under the interaction or bombardment of a hot flame and particles. EPDM insulating material used in solid rocket motors differs from common flame retardant materials since it works at 2000 − 4000°C suffering to the erosion of high speed gas flow in the ablation process. When the temperature goes beyond the decomposition value, the insulator produces pyrolysis gases in the reaction zone, where majority mass loss occurs and then degrades to one layer of char at even higher temperatures. The formation of the char layer impedes the heat transfer from the surface, and the temperature gradient across this layer is pretty big. However, the pyrolysis gases and thermal expansion could exert strong stress onto the char layer. If not reinforced well, the degraded material easily breaks away, increasing the surface erosion rate. 21 Therefore, in the ablation process, the formation, integrity and strength of the char are essential to the ablative properties of the EPDM composites.22, 23 In other words, the tested samples containing OMMT retain the integrity of the original structure, which is crucial for heat insulation and fire proofing. Table 2 indicates that the LAR was reduced by ∼33% at a loading of 2.5 wt-% OMMT. Among the three samples, EPDM-1 is the best.
XRD analysis
The morphological structure of the EPDM/OMMT composites has been tested with XRD (see Fig. 1). The d spacing of pure OMMT is 2.6 nm, corresponding to the diffraction peak at 2θ = 3.4°. Comparatively, this peak does not show up for the sample containing 2.5 wt-% of OMMT, which indicates that EPDM/OMMT composite has reached highly exfoliated status. The diffraction peak of EPDM-2 is basically absent with blurry trace, which could be due to the incomplete exfoliation of OMMT, as suggested by Ray and Okamoto about the dependence of the nanocomposite structure (exfoliated or intercalated) on the OMMT content. 24
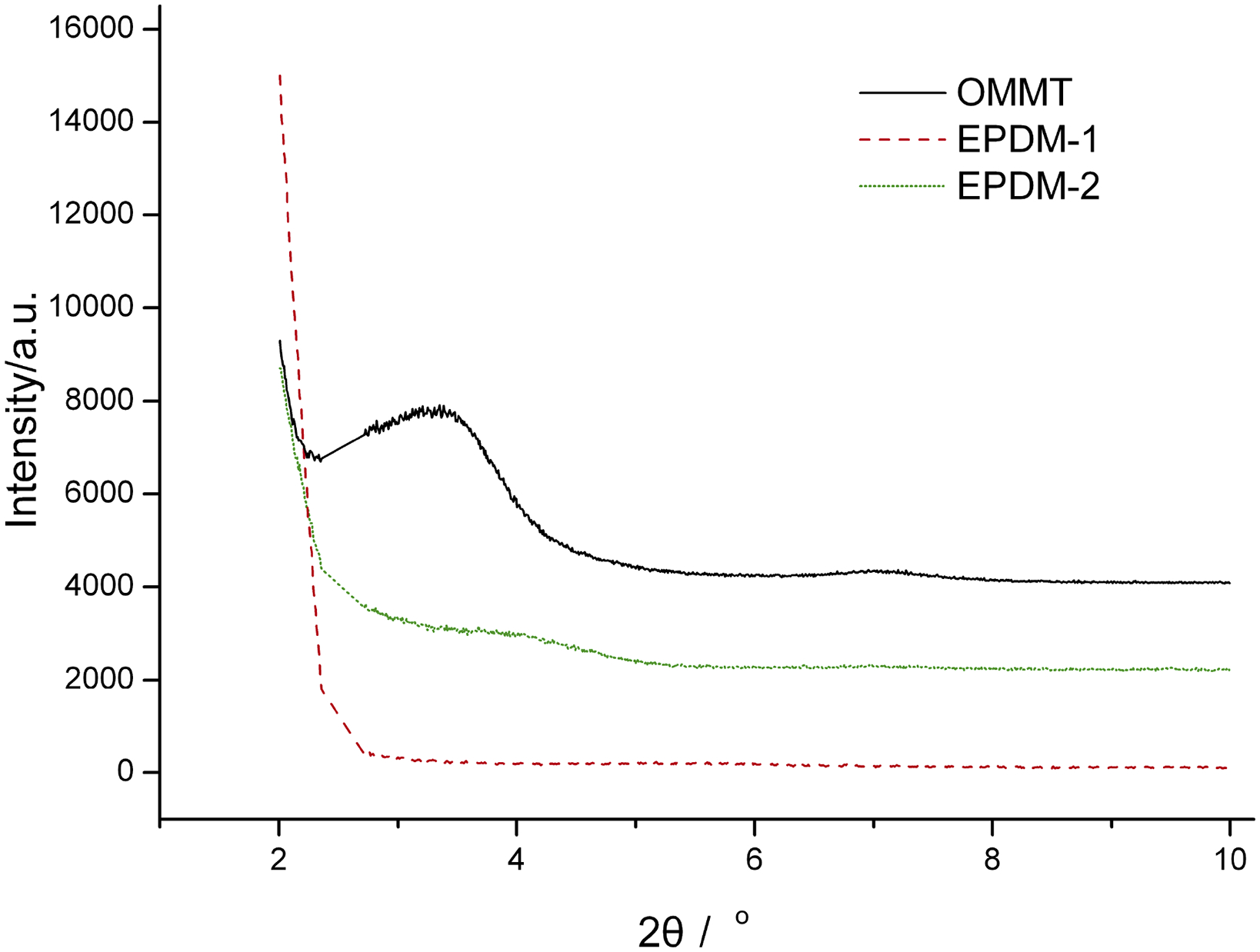
XRD curves of OMMT and EPDM/OMMT composites
Thermal stability and morphology analysis
Normally, OMMT exerts appreciable influence on the thermal stability of the EPDM composite, as seen in TGA curves of EPDM-0 and the EPDM/OMMT composites in N2 in Fig. 2. In comparison to EPDM-0, the substantial increases of 12 and 36°C in T0.05 were observed for EPDM-1 and EPDM-2 respectively. The reason may stem mainly from the thermal stability of OMMT and perhaps other factors, e.g. organic modifier as well as the structure of composites. In a word, the improvement may be ascribed to the enhanced charring, which made the evolvement of volatiles difficult. 25 In this respect, char residue at high temperature such as 900°C (see Table 3) should be of interest. The compact char residue formed at high temperature helps heat insulation and fire proofing, resulting in a lower LAR. Table 3 clearly shows that char residues of the EPDM/OMMT composites are much higher than the calculated char residue values, which proves the existence of the catalysis process, where OMMT works as catalyst accelerating the char residue. Authors of literatures26–29 explain that protonic acid sites formed on the montmorillonite due to thermal decomposition of (alkyl) ammonium in the OMMT could catalyse degradation reaction of EPDM via cationic mechanism, which induces the formation of char during combustion of EPDM composites.
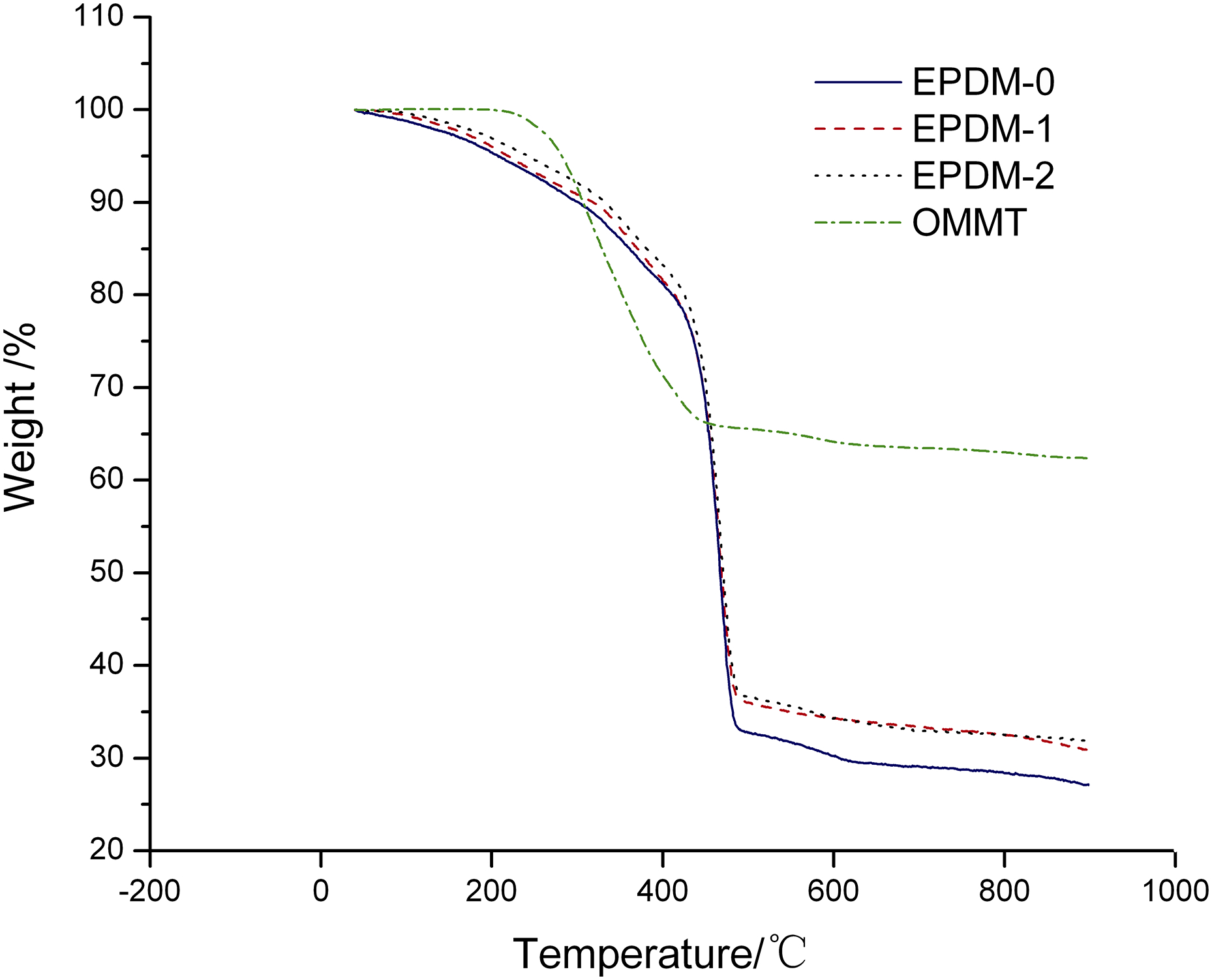
TGA curves of EPDM/OMMT composites
Results of TGA
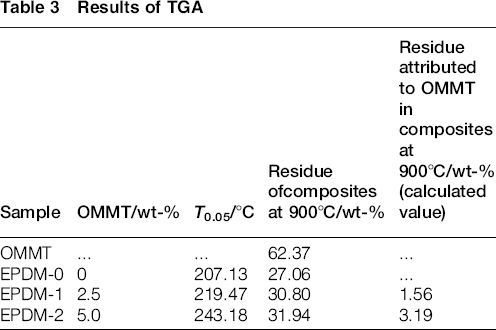
Figure 3 shows SEM images of the char residues from ablation testing of EPDM-0 and the EPDM/OMMT composites. For char structure of EPDM-0, its appearance was loose and its surface was obviously ‘gully’. Comparatively, the char integrity was improved for EPDM-1 (2.5 wt-% OMMT). The formed char was dense, intact with ordered holes. For EPDM-2 (5.0 wt-% OMMT), the char holes become larger and located in local area of the char.
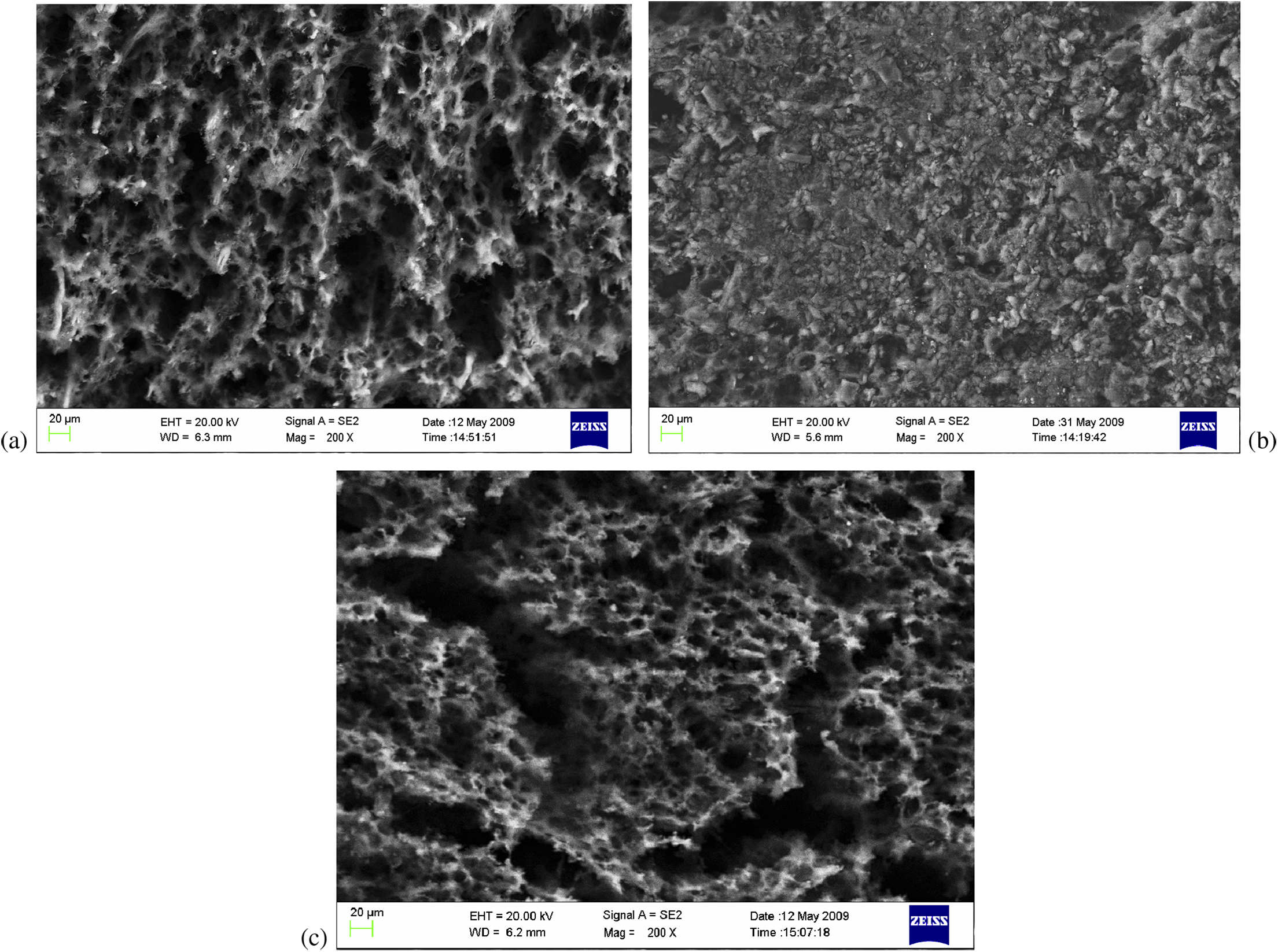
SEM image of char of EPDM composites: a EPDM composites without OMMT; b EPDM/2.5% OMMT composites; c EPDM/5% OMMT composites
It turns out that the presence of OMMT dispersed in the polymeric matrix relates closely to the thermal stability of EPDM
Compared to EPDM-0, the LAR of the EPDM/OMMT composite was lower. However, when the amount of OMMT exceeded a certain level (such as in EPDM-2), its exfoliation and dispersion were not very well, leading to the distribution of no homogeneity of char holes. As a result, large and loose char holes appeared in local regions of the char layer as shown in Fig. 3c, which result in decrease of line ablative rate for EPDM-2 compared to EPDM-1. In contrast, for EPDM-1, the char structure from homogeneous ablation was denser and more intact. This was due to the good exfoliation and dispersion of OMMT, which resulted in a significant decrease in the LAR. Hence, it could be concluded that the char structure of the EPDM/OMMT composites was the primary factor affecting the ablative performance of the EPDM composites. In other words, the layers are not easily removed during the erosion by a high speed and high temperature gas flow. It is effective in preventing heat transfer, hindering the spread of decomposition products to the flame region, and slowing down the rate of production of volatiles.
Fire retardancy
Data from cone calorimetry (CONE) are shown in Fig. 4. Higher heat release rate (HRR) is extremely disadvantageous to the improvement of ablative performance for EPDM composites, where the formed char layer may easily be destroyed by the rapid release of heat flow emitted from the composites toward the flame at high temperature, finally weakening its thermal resistance.
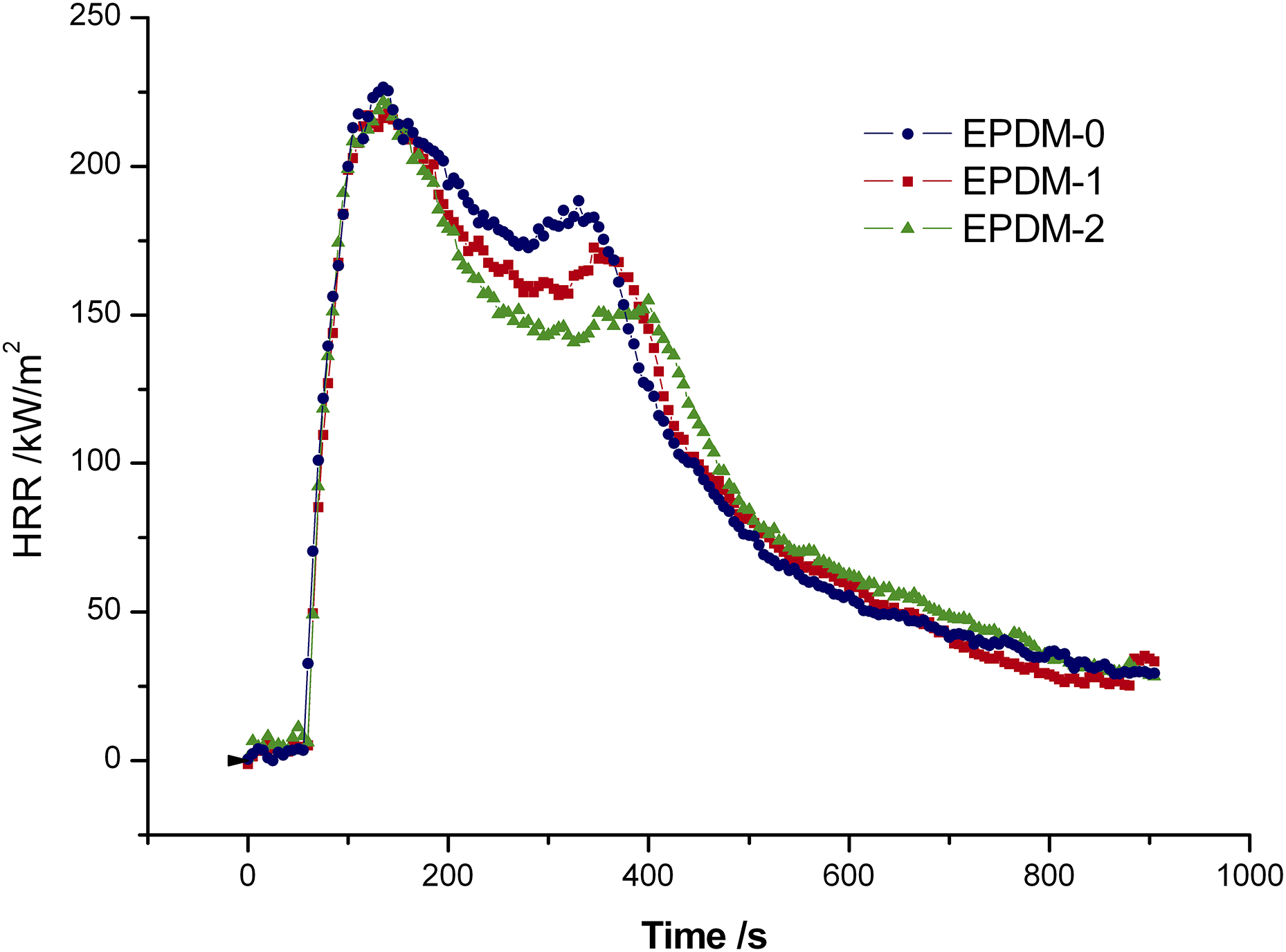
HRR curves for EPDM composite with different amounts of OMMT
It should be noted from Fig. 4 that the heat release of the EPDM composites could be divided into two stages and the HRR curves had two distinct peaks. This can be described as below: a barrier of char layer could be formed quickly in the combustion process to insulate heat and substances, making the first peak of heat release appear. However, the weak char layer could rupture with the increase of temperature and gas pressure beneath it, resulting in a second peak of heat release. The high second peak indicates that the char layer is weak. In other words, high structural strength and thermal stability of the char layer could be favoured in order to form good ablation resistance and block off heat transfer. The addition of excessive OMMT may be detrimental to its exfoliation in rubber matrix, without forming a strong char layer. This may be the reason why fire retardancy of the EPDM-2 is worse than EPDM-1.
Conclusions
Many crucial functions, such as mechanical properties (moderate tensile strength and high elongation at break), thermal stability, heat insulation and low density, are required in solid rocket motors. The major role of OMMT dispersed in the EPDM matrix had been studied in the work. The good exfoliation in EPDM matrix at 2.5 wt-% loading was testified via XRD test. Moderate tensile strength was obtained and the elongation at break was improved by adding OMMT into the EPDM composites. OMMT significantly improved the ablative properties of the EPDM composite. The LAR was reduced by ∼33% at the loading of 2.5 wt-% OMMT. OMMT also improved the flame retardancy, and the peak HRR of EPDM composites in the middle stage of combustion was reduced because of incorporating OMMT.
OMMT markedly increase the T0.05 (the temperature at 5% weight loss) and T0.5 (the temperature at 50% mass loss) of the EPDM/OMMT composites. The char residue at 900°C also improved. CONE and SEM tests showed that the char structure of EPDM composites is the most important.
The char layer formed during the combustion of EPDM/OMMT composites is of importance. From the microscopic viewpoint, the char layer was dense and intact, with holes in an ordered arrangement; from the macroscopic viewpoint, the EPDM/OMMT composites showed lower LARs.