
Abstract
Thermoplastic elastomer, which has important characteristics for cable insulation, was developed by melt blending of polypropylene (PP) with ethylene propylene diene monomer (EPDM) at various blend ratios together with SiO2, TiO2 and ZnO nanofillers at fixed loading of 2 vol.-%. The influence of EPDM content and the presence of nanofillers in the blend on burning rate, hydrophobicity and dielectric breakdown strength were investigated. Burning rate of PP/EPDM/ZnO was significantly reduced, implying that there was an improvement in fire retardancy with the addition of ZnO nanofillers in the polymer blend. Both SiO2 and ZnO filled system showed an improvement in hydrophobicity. Furthermore, dielectric breakdown strength showed higher value in EPDM rich blends. In addition, the presence of nanofillers deteriorated the dielectric breakdown strength of PP/EPDM nanocomposites.
Introduction
Blending an elastomer with a thermoplastic polymer can result in thermoplastic elastomers (TPEs), where the elastic property of the elastomer is combined with the processability of the thermoplastic polymers. Many commercial TPEs have been developed for various applications such as footwear, medical instruments, packaging and piping because of the unique combination properties of the elastomer and thermoplastic.1, 2 Recently, TPE has attracted many researchers in electrical insulating field. Hui et al. 3 worked on low density polyethylene/ethylene vinyl acetate/nanosilica system, focusing on the effects of variations in silica loading, sequence of addition of ingredients, use of a coupling agent, and controlled electron beam irradiation on the dielectric properties, volume resistivity, and breakdown voltage of such nanocomposites. George et al. 4 reported on the dependence of dielectric constant, dissipation factor, loss factor and volume resistivity of polypropylene (PP)/acrylonitrile butadiene rubber to the presence of filler, crosslinking agent and blending ratio.
PP/ethylene propylene diene monomer (EPDM) blend is the most representative example of TPE. The properties of this blend have been widely reported by many researchers focusing on the mechanical, 5 rheological,6, 7 flammability8, 9 and morphological6, 7 aspects. However, very little work has been done on the performance of PP/EPDM blend on electrical insulating parts. EPDM is known to have an outstanding resistance to attack by oxygen, ozone and weather due to non-conjugated diene component 10 and because of its saturated chain backbone, it can be employed in different formulations. 11 Apart from that, EPDM is flexible at low temperature, possesses a wide range of tensile strength and has great electrical resistance. 12 Meanwhile, PP, as a thermoplastic resin, has a number of advantages such as lower cost, good processability, good mechanical properties at room temperature and also good electrical resistance. These properties, being particularly important in the electrical sector, have stimulated the idea of developing PP/EPDM blend as TPE candidate for high voltage (HV) insulators.
Incorporating inorganic fillers in the polymeric materials is believed to increase the mechanical, thermal and electrical properties of the materials. These improvements have received attention in electrical insulation prospects for many years. Previous works have shown that the compounds filled with optimum amount of inorganic fillers could enhance the resistance to tracking, 13 withstand voltage 14 and dielectric response, 3 and reduce flammability. 7 The common fillers used are alumina trihydrate, 15 silica, 16 alumina 15 and various other metal oxides. With the advent of nanotechnology, the improvement on the properties of composite insulators has been achieved through the utilisation of nanosize fillers in the polymer matrix. Owing to the enormously large sectional area of the interface between the filler and the matrix compared with conventional microcomposite materials, the electrical, mechanical, physical and thermal properties of the polymer composite are enhanced. Oxide nanofillers are also reported to be able to improve the thermal stability and flammability properties of the composites. 16
With the encouraging results of using nanosize fillers, the present study is conducted to evaluate the performance of PP/EPDM nanocomposites filled with three different types of nanofillers (SiO2, TiO2 and ZnO). These three metal oxide fillers were chosen because they are the most common fillers used for dielectric applications as their characteristics are mainly insulating in nature. The effect of incorporating the nanofillers into various blend ratios of PP/EPDM on the flammability, hydrophobicity (measuring using contact angle study) and dielectric strength was reported. The results were supported by morphological observation using scanning electron microscopy (SEM).
Experimental
Materials
Commercial grade homopolymer PP (Titanpro 6431) was supplied by Titan Polymer (M) Sdn. Bhd. with melt index of 7 g/10 min and density of 0.9 g cm− 3. EPDM grade Buna 3950 [Mooney viscosity: 24 ± 5 MU, ML (1+4) 125°C, density: 0.86 g cm− 3] containing 69 wt-% ethylene and 11.5 wt-% ethylidene norbornene was supplied by Bayer (M) Sdn. Bhd. Dicumyl peroxide (DCP) was also received from Bayer (M) Sdn. Bhd. Fillers used in this study are titania (TiO2), fumed silica (SiO2) and zinc oxide (ZnO) obtained from Sigma-Aldrich, with average particle sizes of 18, 7 and 35 nm respectively. The surface of the nanofiller was not functionalised and used as purchased. The properties of materials used are listed in Table 1.
Typical properties of the raw materials

Sample preparation
The compounding process of PP/EPDM with SiO2, TiO2 and ZnO nanofillers was carried out in a Haake internal mixer at 180°C at 50 rev min− 1 with a total mixing time of 10 min using the following formulations: the PP/EPDM samples were prepared at five different blend ratios. For base PP and EPDM, the samples were designated as 100P and 100E respectively. For the blends, they were designated as nPxE, where P refers to PP, E is EPDM, and n and x refer to wt-% of PP (i.e. 85, 75 and 50) and EPDM (i.e. 15, 25 and 50) respectively. The PP/EPDM nanocomposites were prepared by adding SiO2, TiO2 and ZnO nanofillers at fixed loading of 2 vol.-%, where filled base PP and EPDM were designated 100PS/100PT/100PZ and 100ES/100ET/100EZ, in which S, T and Z refer to SiO2, TiO2 and ZnO respectively. Meanwhile, the filled blends were denoted as nPxES, nPxET and nPxEZ. The nanofiller loading of 2 vol.-% is used in order to ensure that the nanocomposites are processable. DCP was added at 2 phr in all blend compositions to introduce crosslinking between PP and EPDM except for virgin and filled PP. During the compounding process, PP was first discharged into the mixer and melted for 3 min. Then, EPDM was added to the molten PP. After 5 min, the filler was added and mixed for 3 min, which was then followed by DCP for another 2 min. Finally, the samples were compression moulded at 180°C in an electrically heated hot press. For 100E, 100ES, 100ET and 100EZ, the optimum curing time (t90) needs to be determined before the compression moulding. This was done at 180°C using Monsanto Rheometer, model MDR 2000. The t90 for the samples were 9.90, 7.99, 7.35 and 9.82 min respectively. The compression moulding temperature used for these EPDM based samples was set to 180°C.
Characterisation
The morphological analysis of selected samples was carried out using SEM (model ZEISS SUPRA 35 VP). The samples were first cryogenically fractured using liquid nitrogen. Selected samples were etched using toluene at 23°C for 1 h in an ultrasonic cleaner to remove the EPDM phase from the fractured surface. After that, the samples were coated with gold palladium layer using Sputter Coater Polaron SC and were then ready to be analysed. Horizontal burning tests were conducted to investigate the burning flame spread rate of the nanocomposites according to ASTM D635. Composite samples with dimensions of 125 mm × 13 mm × 3 mm were marked 100 mm from one end for calculating the rate of burning and then mounted horizontally in the flammability chamber, with the flame applied at 45°C to the sample. The sample was exposed to the gas flame for 30 s. Calculation of the linear rate of burning (V) in millimetres per second (mm s− 1) for each specimen where the flame front reaches the 100 mm reference mark is given as follows:
Results and discussion
Burning rate
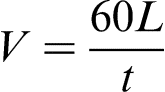
In the application of electrical wire and cables, materials are exposed to high temperature. Therefore, the burning rate of the materials must be taken into account. The horizontal burning test evaluates the fire spread rate of materials and gives fire travel information on a horizontal surface including fire spread rate, burning behaviour and ease of extinction if the material burns without dripping. 17 The graph of burning rate with respect to PP/EPDM blend ratio is shown in Fig. 1. All the composite samples are not flame retardant material; therefore, they exhibit high burning rate. The burning rate decreases with the increase in rubber content for all samples except the samples with 15% rubber proportion. This result implies that the incorporation of rubber helps to slow the combustion process of the materials. During the experiment, the presence of rubber in PP is observed to result in small and slow dripping during burning. This observation can be explained by the increased melt viscosity of PP with added rubber.
Burning rate for PP/EPDM nanocomposites against blend ratio
The incorporation of nanofillers into the base polymers as well as the blends positively affected their flammability, especially ZnO filled system, which shows the lowest burning rate at the whole compositions. The nanocomposites are observed to burn slower than the unfilled system, but they burn completely. The possible explanation for the result can be related to the chemistry of polymer with added metal oxide nanofillers. It is well known that oxides of the metals will restart the fire by the following mechanisms: the formation of hydroxyl during exposure to fire will oxidise the solid carbon via decomposition into hydrogen or water vapour. However, the presence of the oxides will significantly reduce the carbon content in the specimen and thus reducing the sample decomposition. 17 Another possible mechanism that might relate with the decrease in burning rate of the samples is increased melt viscosity at low shear rates with added nanofiller. This effect has been widely reported in various kinds of nanocomposite.18, 19
In addition, the reduced flammability of PP/EPDM nanocomposites is attributed to a restriction of the mobility of polymer chains resulting from interactions between the polymer blend and the nanoparticle surface. 20 The nanoparticles are also believed to provide some thermal barrier to the oxygen and heat, leading to improved flame resistant property. 21 However, from the graph, SiO2 and TiO2 show exceptional performance as their presence in 85P15E and 75P25E significantly resulted in faster burning. The complex mechanism of processes taking place during both thermal decomposition and combustion of the composites makes it difficult to determine accurate effects of particular filler on the flammability. Nevertheless, for the rest of the blend ratios, a clear decrease of the burning rate in the presence of SiO2 and TiO2 nanofillers can be observed.
Contact angle
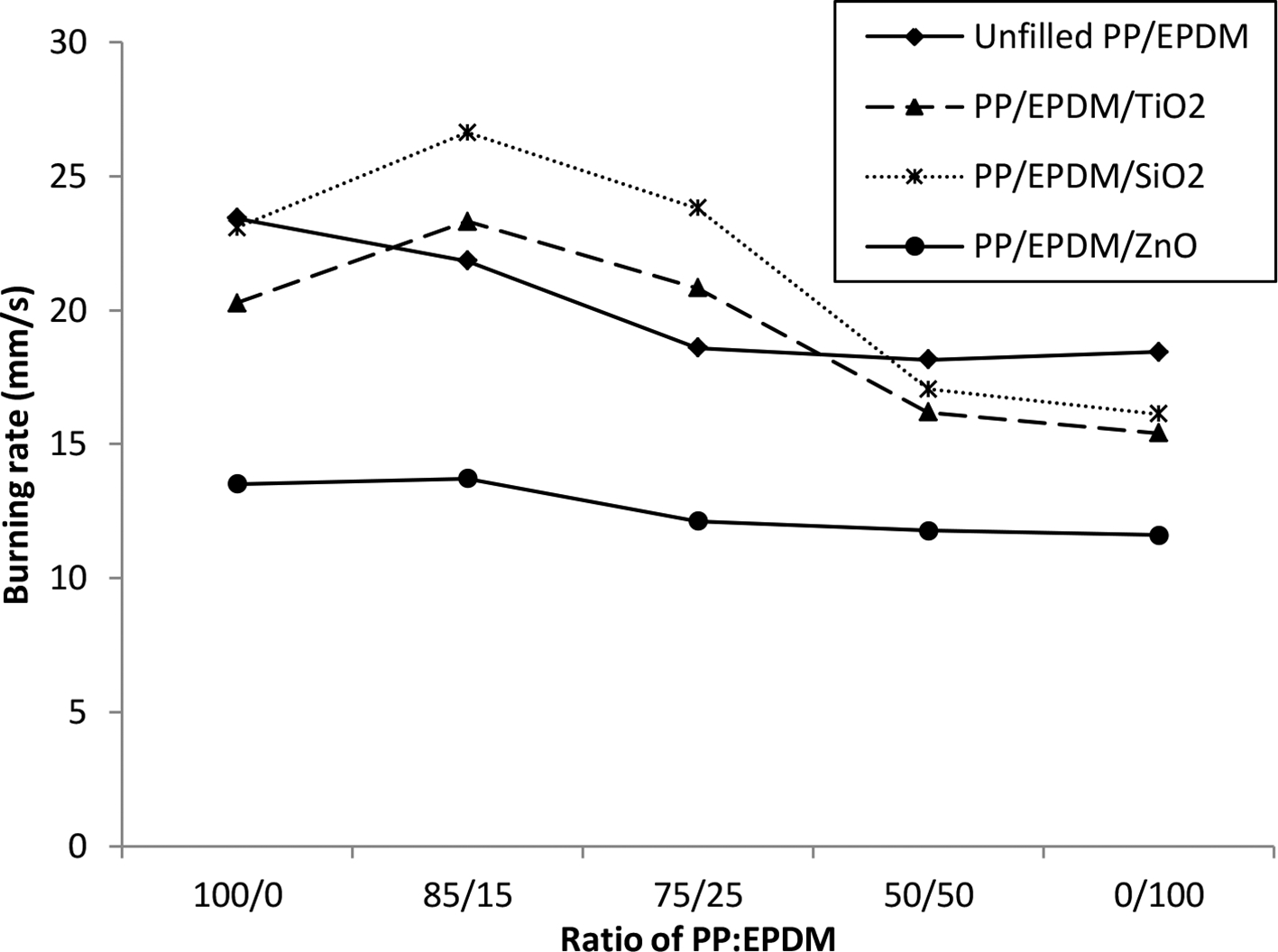
Contact angle measurement can be used to determine the hydrophobicity of the composite samples. This measurement is important in considering materials as outdoor insulators. The contact angle θ of a liquid droplet is defined as the angle between the surface of the solid and the tangent to the surface of the droplet at the point of contact to the horizontal surface. In general, if the contact angle of the material is >90°, the material is hydrophobic, and if the value is < 90°, the material is hydrophilic. 22 Results in Fig. 2 show the variation in contact angle of the composites as a function of the blend ratio and types of nanofillers. On the whole, a receding contact angle is observed at the early introduction of EPDM, and with further addition of EPDM, the result shows ascending contact angle. Additionally, the loss of hydrophobicity is probably related to surface property, which depends on the presence of contaminants and also on the material properties that control the layer formation. Furthermore, the variation in receding pattern of contact angle in the blends can also be due to the presence of crack spread over the sample surface, acting as capillaries, thus spreading the dropped water over the surface, making an insulator to become hydrophobic for a short time and then completely become hydrophilic afterwards.
Variations in contact angle of PP/EPDM nanocomposites against blend ratio
After the incorporation of nanofillers, the contact angle is observed to increase significantly. Improved hydrophobicity of polymer after the addition of nanofillers was reported by Sarathi et al. 23 in their study on the nanoclay filled epoxy system. The decreased contact angle shown by the TiO2 filled system can be attributed to the absorption of water by the TiO2 nanofillers. The TiO2 localised on the blend surface provided additional sites for absorption, and these sites impart hydrophilic properties to all the TiO2 containing samples. 24
Dielectric breakdown strength
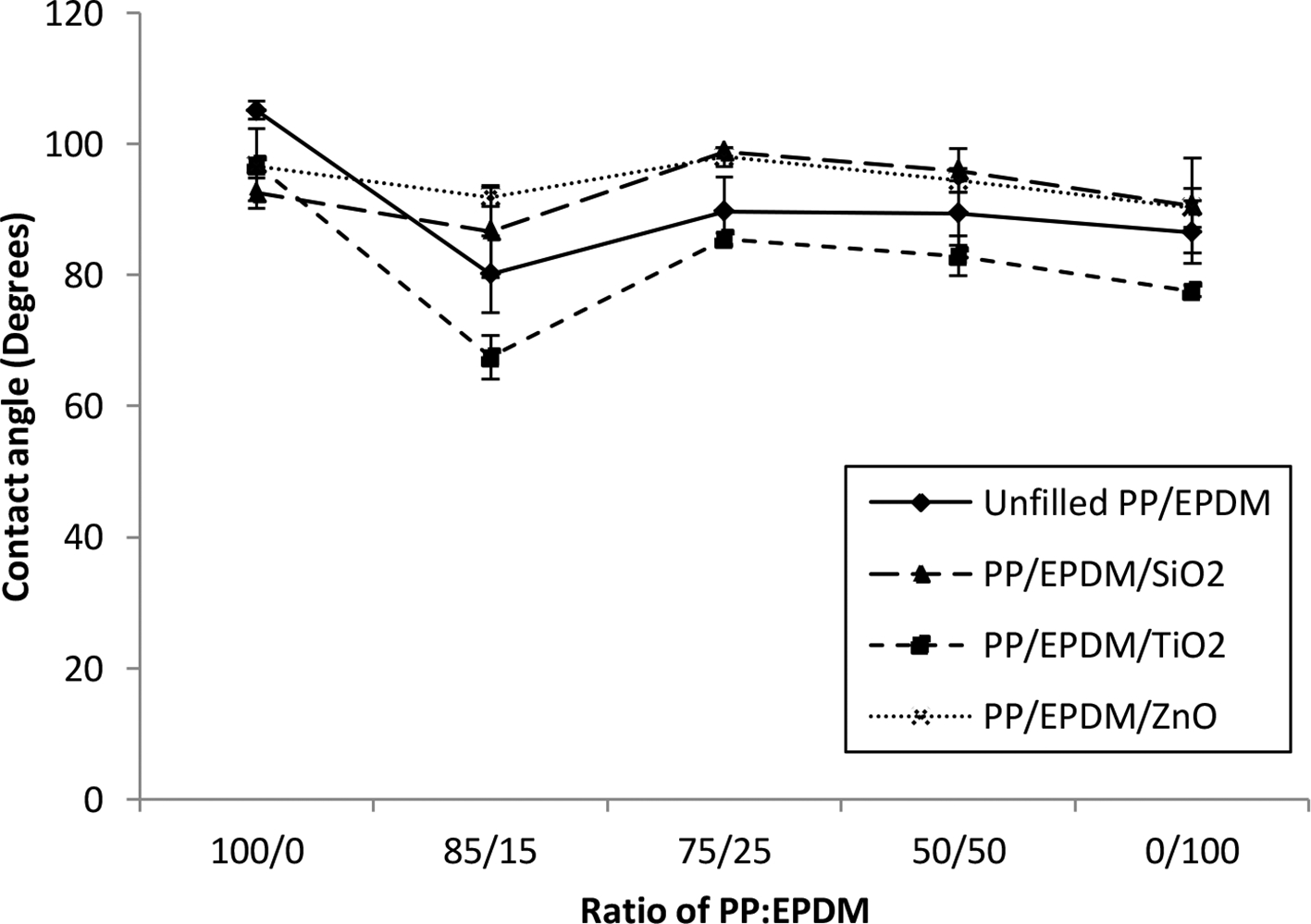
Dielectric breakdown strength of insulating materials is one of the key factors in HV applications. It is the measure of voltage that can be withstood by insulating material up to failure, which can be characterised by rapid reduction in electrical resistance accompanied by physical breakdown, such as sparks jumping around or through insulator. The dielectric breakdown is expressed in volts divided by the material thickness. 11 In this study, the influence of PP/EPDM blend ratios and the nanofiller inclusion on the dielectric breakdown strength of the composite samples are investigated. The characteristic values of the dielectric strength of the composite samples measured at 1 mm sample thickness are shown in Fig. 3. Pure EPDM has higher dielectric strength than pure PP. However, small amount of EPDM (15 and 25 wt-%) in PP does not improve their dielectric strength. This is expected as at low EPDM content, the rubber phase exists as dispersed phase throughout the blend, which is shown by morphological observation in Fig. 4a. This phase would act as defect centres where the accumulation of charge occurs, hence accelerating the breakdown. Upon further addition of EPDM (50 wt-%), strength enhancement starts to occur. This observation can be explained by the formation of continuous rubber phase (Fig. 4b) in the blend at high rubber content.
Dielectric strength of PP/EPDM nanocomposites with respect to blend ratio
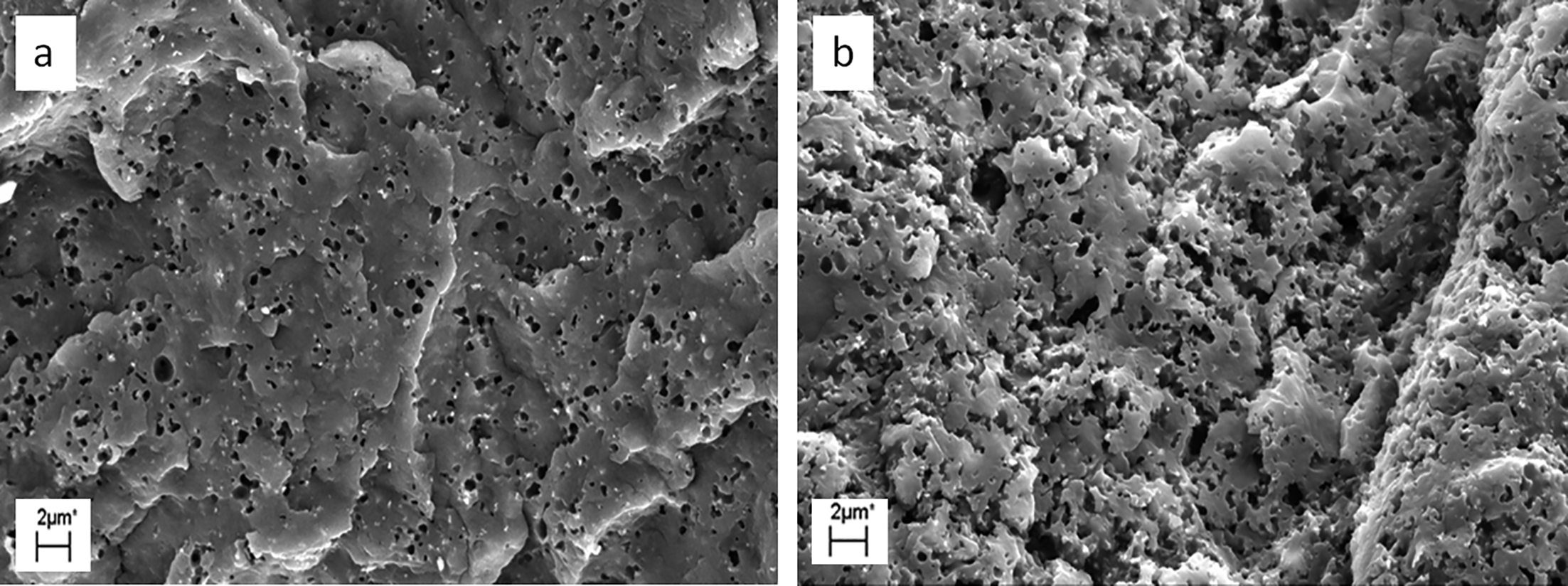
SEM images of a 75P25EZ and b 50P50EZ
The presence of nanofillers in polymer matrix is believed to act as barrier to the flow of current between the electrodes, provided that the volume of the nanoparticles is sufficient to cause a hindrance to the current. In order to explain the dielectric breakdown phenomena in nanocomposite system, the characteristics of interface region around the nanoparticles become the most influential factors. This is because dielectric breakdown phenomenon in the polymer nanocomposites is governed by the mobility of charge carriers mostly through the polymer matrix region of the nanocomposite, and the interface regions around the nanoparticles are a part of this polymer volume fraction. The interface region in nanocomposites is characterised by two nanolayers: the first nanolayer closest to the nanoparticle surface, which is assumed to be strongly bonded and/or interacted to the particle surface, whereas the second nanolayer is the outer loose layer, which contains polymer chains that are loosely bound, having thickness slightly more than that of the first layer. At lower filler concentrations, there will be more interparticle distances and large volume fraction of the outer loose nanolayer due to less number of nanoparticles. Therefore, the charge carriers can drift through the large fraction of the loose polymer nanolayer, thereby leading to lower breakdown voltage. At higher filler concentration ( ≥ 1%), the number of nanoparticles is higher; hence, the interparticle distances are smaller, the volume fraction of loose polymer layer reduces, and the nanoparticles themselves start acting as barriers to the flow of current between the electrodes. 25
In the present case, the incorporation of 2% nanofillers into PP/EPDM is found to decrease the dielectric strength of the blends. The reduction of the dielectric strength can be related to the poor dispersion of nanoparticles in the blend. Figure 5 shows the morphology of 75:25 PP/EPDM blends filled with nanofillers. It is observed that nanofillers are not well dispersed in the blends. Additionally, there is poor adhesion between the blend and the as received nanoparticles. These conditions would have resulted in the formation of macro- and nanovoids at particle/polymer interface, thus introducing charge carriers, which then lead to the electrical breakdown.25, 26 Similar observation on the reduction of dielectric strength related to poor dispersion of filler in the polymer matrix was also reported by Babrauskas. 27 In addition, Park 28 reported through his study that the presence of voids in the insulation material significantly reduces the dielectric breakdown voltage through combination of two factors: (i) air has lower breakdown strength than polymers and (ii) the presence of a void creates local electric field strength irregularities, with the lower permittivity of air causing an intensification of the electric field at the solid/void interface.
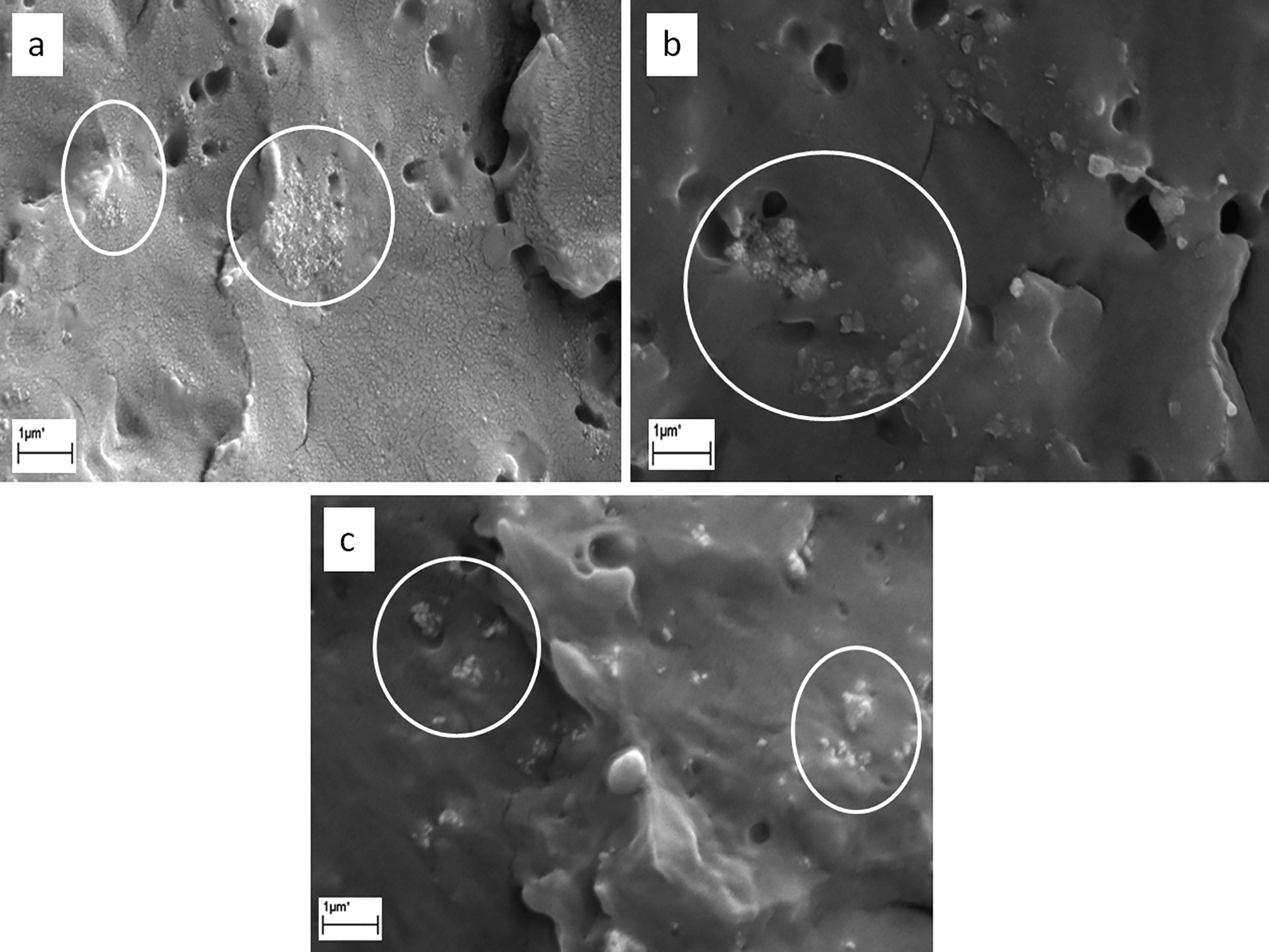
SEM images of a SiO2, b TiO2 and c ZnO nanofillers filled PP/EPDM at 75:25 blend ratio taken at 10K magnification; circled areas show agglomeration of nanofillers
By comparing between the three systems, SiO2 filled system displayed the highest breakdown strength followed by ZnO and TiO2 based nanocomposites. The density of the nanoparticles can be a possible reason for this observation. Owing to lower density of SiO2, at the same volume fraction of nanofiller, the number of SiO2 nanoparticles will be more than TiO2 and ZnO in the polymer blend. Therefore, the particle distances are smaller and the volume fraction of the loose polymer layer reduces, hence restricting the charge mobility, which results in higher breakdown voltage compared to both TiO2 and ZnO based nanocomposites.
However, it is surprising that TiO2 showed lower dielectric strength than ZnO filled system as ZnO has higher density than TiO2. The possible explanation for this behaviour might be related to the occurrence of electrical field distortion in the nanocomposite system, which is due to the difference in dielectric constant or electrical conductivity between nanofillers and the polymer. As the difference becomes greater, the field distortion is intensified and the field enhancement is greater, thus resulting in low breakdown strength of the nanocomposites. 29 This statement can be the answer for the lower dielectric strength experienced by TiO2 filled system as TiO2 has inherently higher dielectric constant compared with both SiO2 and ZnO. On the other hand, TiO2 probably introduces more free charges in the composite system due to its high dielectric constant, which is responsible for early electrical breakdown. The above result suggests that to obtain high breakdown strength composite, fillers with electrical characteristics similar to that of the polymer matrix should be chosen.
Conclusions
The incorporation of rubber helped to slow the combustion process of PP due to the increase in melt viscosity. Nanofillers reduced the flammability of PP/EPDM composites by reducing the sample decomposition during exposure to fire. The hydrophobicity decreased in the blend with 15% EPDM and increased slightly with further addition of EPDM. After the incorporation of nanofillers, the contact angle was observed to increase significantly except in the TiO2 filled system. The breakdown strength decreased at low EPDM content and increased at high EPDM content. When the nanofillers were added, the breakdown strength decreased in all blend compositions.
Acknowledgements
The authors gratefully acknowledge the Universiti Sains Malaysia for the short-term grant (grant no. 60311035) and the Ministry of High Education (MOHE) for the Exploratory Research Grant Scheme (grant no. 6730016) and for granting the MyBrain15 scholarship that made this study possible.