
Abstract
Reactive bulk rubber (EOR-g-MA) and reactive core-shell rubber (ABS-g-MA) are selected as toughening agents to toughen PA6 nanocomposites. The two blends are designed with 20 wt-% rubber phase and 3 wt-% organoclay. X-ray diffraction, transmission electron microscopy and scanning electron microscopy were used to evaluate the degree of exfoliation of organoclays and morphology of the nanocomposites. The organoclay platelets are well exfoliated in the nanocomposites. At the same time, the size of the elastomer particles and interfacial adhesion between polyamide 6 and elastomers are dramatically affected by the existence of organoclay. ABS-g-MA is found to promote the toughness efficiency of PA6 than does EOR-g-MA, which reveals higher impact strength and elongation at break. However, tensile strength and Young's modulus of PA6 blends based on EOR-g-MA elastomer are higher than those based on ABS-g-MA elastomer.
Introduction
Polymer nanocomposites based on polyamide 6 (PA6) and polyolefin blends have generated much interest in recent years because of their readily tailored properties.1–6 PA6 had some affinity for the pristine surface of clay and provided excellent properties to PA6 nanocomposites. Numerous studies have shown that the addition of very low percentage of organoclay can lead to a significant enhancement in stiffness and strength.7–11 However, reinforcement with organoclay leads to reduced ductility and impact resistance. Thus, the applications of nanocomposites can be limited by the reduction of toughness; therefore, rubber toughening of nanocomposites can be a potential route to a unique balance between toughness, strength and other properties.12–14
Recently, considerable efforts have been made to improve the toughness of nanocomposites by the addition of elastomer. It is well known that the non-polar polymers must be functionalised with polar functional groups such as maleic anhydride (MA) in order to improve the compatibility between the polymer matrix and filler particles.15, 16 Therefore, MA grafted ethylene–propylene elastomers, like EPR-g-MA, EPDM-g-MA or SEBS-g-MA, are frequently used for toughening polyamides. Tjong and Bao 17 reported the SEBS-g-MA addition enhances the ductility of the nanocomposites based on PA6 and polypropylene. Martins et al. 18 reported a dramatic increase in the Izod impact strength and a considerable alteration of the shape of the dispersed phase in nanocomposites from PP/EVA blends. Yoo et al. 19 observed that the organoclays located at the interface between the amorphous polyamide and ethylene–octene copolymer (EOR) reduced particle size and apparently improved the mechanical properties. Khatua et al. 20 observed a signiflcant decrease of the dispersed ethylene–propylene copolymer (EPR) phase of PA6/EPR blends with the addition of small amounts of organoclay.
Most of the above papers reported that the elastomers can toughen blends efficiently by reducing the size of dispersed elastomeric particles. It is reported in bulk rubber modified nanocomposites that the presence of organoclay has two competitive effects on phase morphology of nanocomposites. On one hand, organoclay acts as barriers to prevent coalescence of rubber domains and thus caused the decrease of rubber particle size. On the other hand, organoclay can weaken the interface adhesion between PA6 matrix and maleated rubber particles because the shielding effect on the interaction with the MA groups of maleated rubber particles resulted in increased elastomer droplet size. 21 Many researchers found that the addition of clay can lead to significant changes in blend morphology and results in the size of elastomers to decrease22–27 or increase.28, 29 The rubber particle size limits in toughening have been recognised extensively.2, 30, 31 However, there are relatively few reports on toughening of polyamides by core-shell rubber particles. Core-shell polymers, such as acrylonitrile–butadiene–styrene (ABS) and methacrylate–butadiene–styrene (MBS), are another important impact modifier for polyamide. A major distinction between core-shell particles and other types of impact modiflers was that their size was set during the synthesis process and remained the same after they were dispersed in a host matrix.
In our previous report, a study is focused on the properties of reactive core-shell rubber toughened PA6 nanocomposites. 32 A further objective of the present study was to explore the stiffness versus toughness balance of PA6 nanocomposites toughened by two types of elastomers: the bulk rubber particles (EOR-g-MA) and core-shell (ABS-g-MA) rubber particles. In order to improve the compatibility between the PA6 and the EOR/ABS phase, EOR/ABS modified by grafting with MA (EOR-g-MA/ABS-g-MA) was used. A detailed particle analysis for elastomer phases and the location of organoclay on microstructure and mechanical properties will be presented.
Experimental
Materials
PA6 supplied by Longjiang Plastic Plant was used as a matrix polymer in this study. The concentrations of the carboxyl and amine groups are 42.6 and 51.2 ueq g− 1 respectively. Its intrinsic viscosity is 2.5 dL g− 1 (0.01 g mL− 1, formic acid solution, 30°C), and its number average molecular weight is 2.4 × 104 g mol− 1. MA functionalised EOR (EOR-g-MA) was prepared by free radical grafting of Engage 8150 using reactive extrusion. MA functionalised ABS (ABS-g-MA) was synthesised by emulsion polymerisation method in our lab. Na+-MMT clay was provided by Linan Clay Products (China). The surfactant of the clay [CH3(CH2)15N(CH3)3Br] was purchased from Shanghai Sanpu Chemical Factory.
Preparation of EOR-g-MA particles
Melt grafting of MA onto the EOR was carried out in a twin screw extruder. The dicumyl peroxide was used as initiator with 0.3 wt-% introduced to the reactive extrusion. The extruder was divided into five zones. The temperature profile from the feed zone to the die zone was set at 120, 130, 160, 160 and 160°C.
Preparation of ABS-g-MA particles
Functionalisation of ABS with MA was achieved by an emulsion polymerisation method. In the preparation process, a polybutadiene (PB) latex has been synthesised first and then AN, St and MA were polymerised on PB particles. The PB latex with a particle size of 300 nm used in this study was supplied by Jilin Chemical Industry Group Synthetic Rein Factory. The emulsion polymerisation was performed in a 3 L glass reactor under nitrogen at 80°C. First, the water and PB were added to the glass reactor; K2S2O8, SDS and MA were dissolved, added to the glass reactor, and stirred for 5 min under nitrogen; and then the mixture of St/AN was added in a continuous feeding way to the glass reactor. The polymers were isolated from the emulsion by coagulation and dried in a vacuum oven at 60°C for 24 h before being used.
Nanocomposite preparation
PA6/organoclay/EOR-g-MA and PA6/organoclay/ABS-g-MA were prepared by one step melt blending in a twin screw extruder. The temperatures along the extruder are 210, 220, 230, 230, 230, 230 and 230°C, and the rotation speed of the screw was 60 rev min− 1. The melt stripes of blends were cooled in water and then pelletised. All the blends were dried in a vacuum oven at 80°C for 24 h. Then, injection moulding was carried out to prepare notched Izod impact specimens and tensile specimens.
Characterisation and mechanical testing
X-ray diffraction (XRD) measurements were performed with a DMAX 2200 with Ni filtered Cu Kα radiation with a wavelength of 0.154 nm. The diffractometer was operated at 40 kV. The scanning rate in the 2θ range of 3–15° was 1° min− 1; the interlayer spacing of organoclay was derived from the peak position (d001 reflection) in XRD diffractograms according to the Bragg equation.
To investigate the dispersion of organoclay layers in PA6 matrix, ultrathin sections with 50 nm thickness were cryogenically cut with a glass knife in liquid nitrogen environment at − 100°C using a Leica Ultracut S microtome. The thin samples were then examined with a JEM-1011 transmission electron microscopy (TEM), and the observations were performed at an accelerating voltage of 100 kV.
The disperse morphologies of EOR-g-MA and ABS-g-MA in the blends were characterised by scanning electron microscopy (SEM) (model JSM-6510). The sample surface was cut at low temperature with a glass knife until a smooth surface was obtained. Then, the samples were etched and coated with a gold layer for SEM observation.
Tensile tests were carried out with an Instron tester at a crosshead speed of 50 mm min− 1 according to ASTM D638. The notched Izod impact strength (J m− 1) was evaluated by an XJU-22 Izod impact tester according to ASTM D256 at 23°C. Five specimens of each composition were used for the mechanical measurement, and the average values were reported.
Results and discussion
Structure
As shown in Fig. 1a, the XRD peak of MMT and organoclay presence at 2θ = 4–7°. However, the three corresponding nanocomposites have no characteristic XRD peaks between 3° and 10°. The absence of the characteristic of the organoclay in PA6/elastomer based on EOR-g-MA and ABS-g-MA ternary nanocomposites indicates that the clay plates are completely exfoliated in either PA6 or elastomers. It can be seen in Fig. 1b that there is a diffracting peak at ∼23°, which belongs to the γ-crystalline phase of PA6 matrix. Meanwhile, compared to that of PA6, the peaks of other blends are shifted to lower diffraction angle at ∼21°. All these data suggest the presence of a more stable γ-crystalline phase nucleated by the clay surface. 21 However, XRD cannot generally provide the complex dispersion of clay layers in ternary nanocomposites. Direct observation by TEM provides a clearer understanding of exfoliation levels.
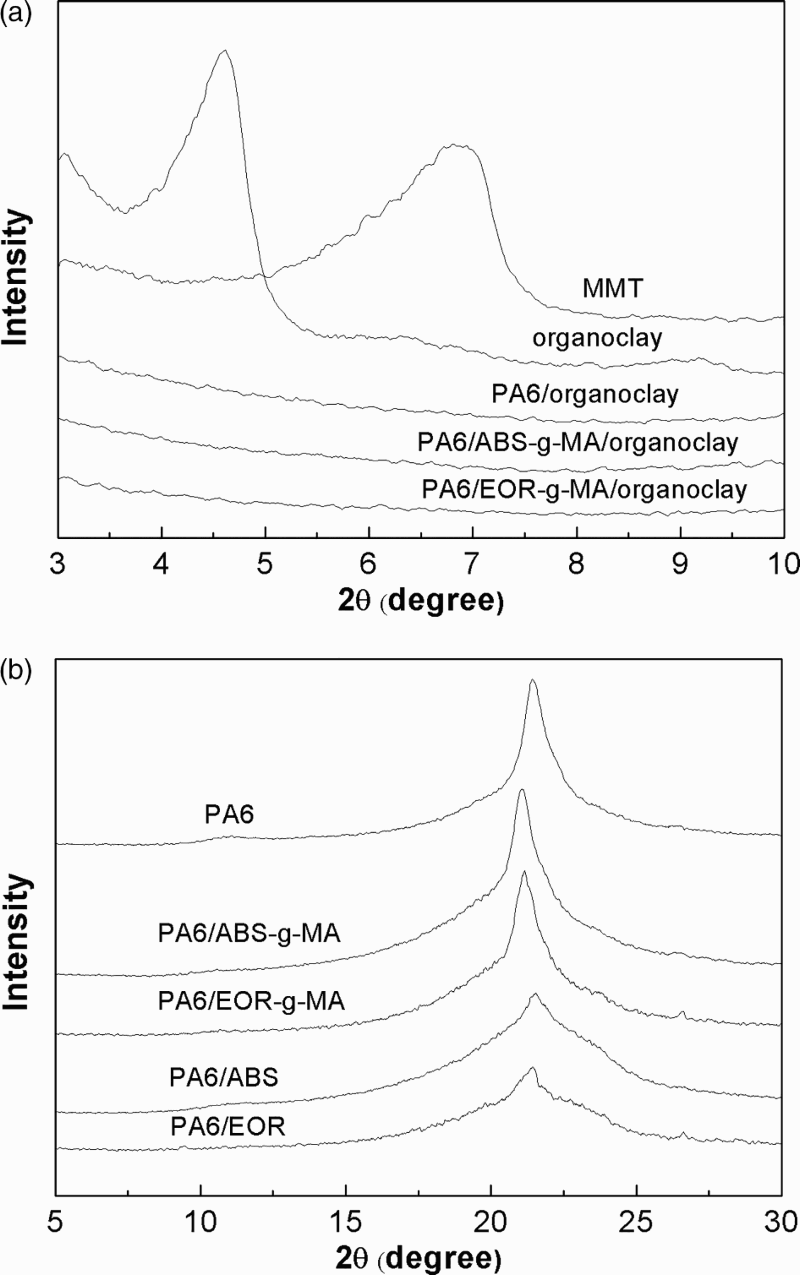
XRD patterns of a pristine organoclay and ternary nanocomposites and b PA6 and PA6/elastomer binary blends
TEM is an effective technique to analyse the elastomer morphology as well as organoclay dispersion in nanocomposites. Figure 2 shows TEM images of the nanocomposites based on the two elastomers with 3 wt-% organoclay, which show distinctly different dispersions of the organoclay in these ternary nanocomposites. Because PA6 has a higher polarity than ABS-g-MA or EOR-g-MA elastomers, silicate layers of organoclay are easily exfoliated in the PA6 matrix and exhibited fully exfoliated structure. It can be seen that some of the organoclay present at the interface of PA6 and ABS-g-MA and the homogeneous organoclay dispersed between PA6 and ABS-g-MA phase. When the nanocomposite blended with EOR-g-MA, quite different morphology was observed. As seen in Fig. 2b, most organoclays are seen in the PA6 matrix, but some platelets are penetrated into the EOR-g-MA phase. The EOR-g-MA phase was not the shielding of glass shell compared to ABS-g-MA phase, so organoclay more easily enters into the rubber phase, which may destroy the toughness of EOR-g-MA phase. Because of the higher affinity of PA6 for the organoclay than EOR-g-MA, most organoclay still locates in the PA6 matrix. Figure 3 shows schematic illustrations of the morphological change in PA6/elastomer nanocomposites that occur upon addition of organoclay. These schematics reflect the collective observations from the amounts of TEM images.
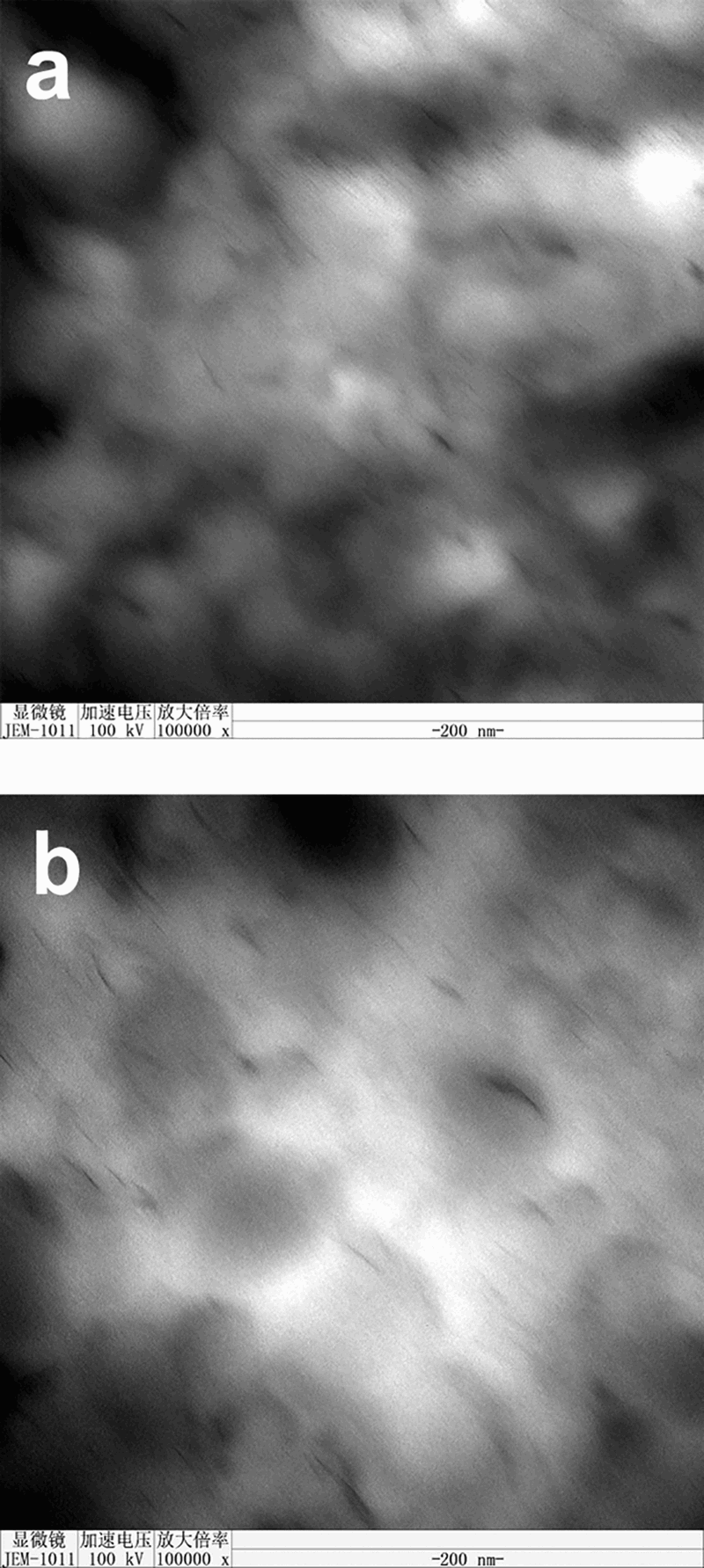
TEM images of ternary nanocomposites: a PA6/ABS-g-MA/organoclay and b PA6/EOR-g-MA/organoclay
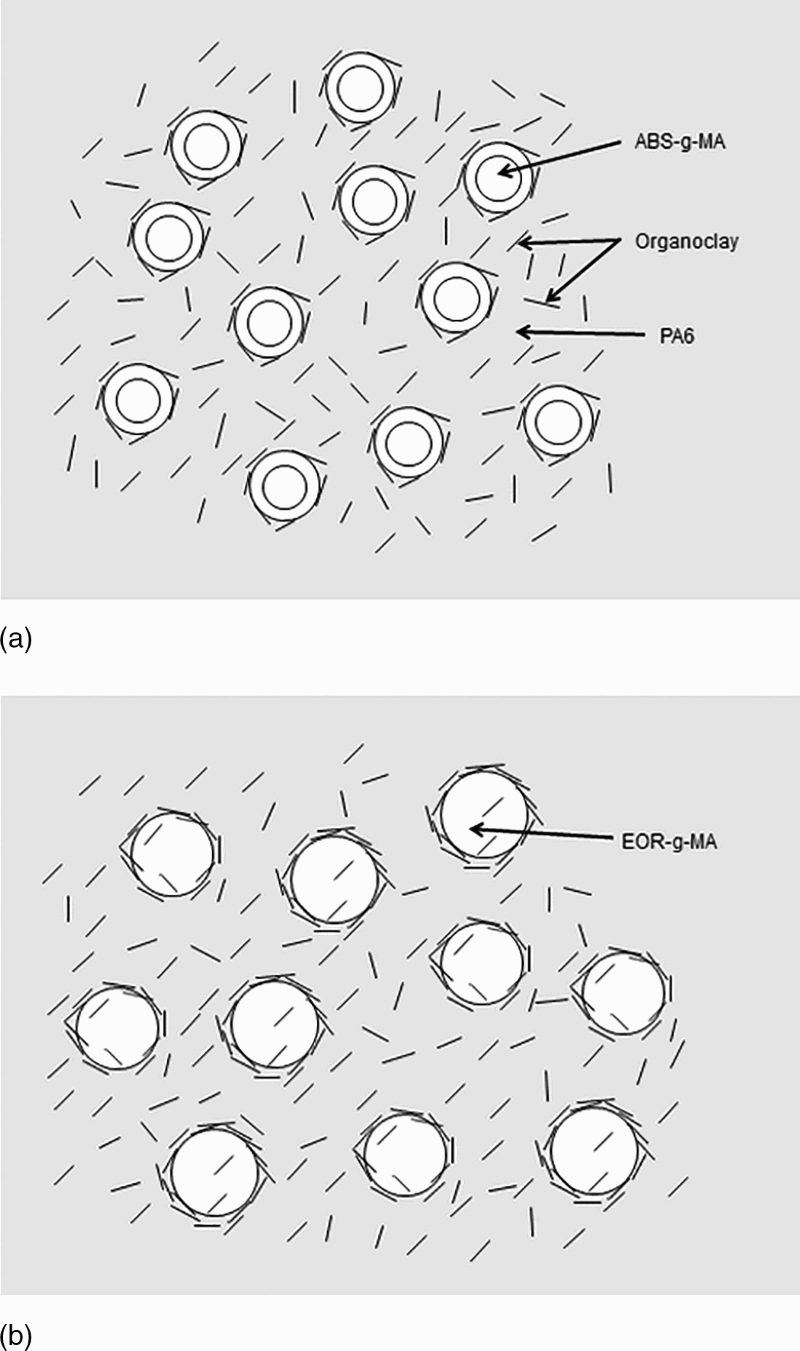
Schematic illustrations of distinct differences in microstructures of ternary nanocomposites (PA6/ABS-g-MA/organoclay and PA6/EOR-g-MA/organoclay)
The morphology of the nanocomposites was investigated by SEM. In Fig. 4, samples (a), (c) and (e) were etched with tetrahydrofuran for 10 h at room temperature and samples (b), (d) and (f) were etched with dimethylbenzene for 2 h at 120°C to remove rubber phase. The holes left on the surface of the PA6 matrix re?ect the morphology of the dispersed phase. From the images of Fig. 4, three different kinds of morphologies can be observed.
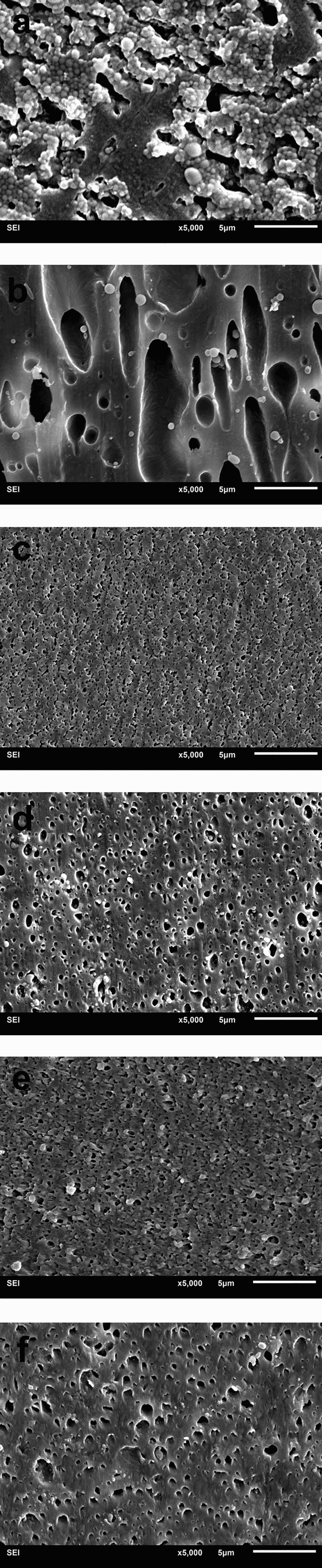
SEM images of a PA6/ABS, b PA6/EOR, c PA6/ABS-g-MA, d PA6/EOR-g-MA, e PA6/ABS-g-MA/organoclay and f PA6/EOR-g-MA/organoclay
(i) Figure 4a and b presents the morphology of PA6/ABS and PA6/EOR blend. When the non-reactive rubber is mixed with PA6, a poor dispersion of rubber particles is obtained. In the two blends, some rubber phase clusters together. (ii) Fig. 4c and d displays SEM images of the PA6/ABS-g-MA and PA6/EOR-g-MA blends with 1 wt-% MA. It can be seen that in PA6/ABS-g-MA, particles disperse in PA6 matrix uniformly and they have a better spatial distribution. There is an obvious difference in the morphology of the PA6/ABS blends. As to the PA6/EOR-g-MA blends, the size of rubber phase has decreased and shows a well dispersed state. 32 The introduction of MA leads to a significant change in the phase morphologies owing to their in situ compatibilising effects. That is to say, the size of the elastomer particles in the blend is significantly decreased because of the reaction of the grafted MA groups with the amine end groups of the polyamide to form graft copolymers that retard the coalescence of elastomer particles and enhance the interfacial adhesion between polyamide and elastomer. (iii) Fig. 4e and f displays SEM images of the PA6/ABS-g-MA/clay and PA6/EOR-g-MA/clay blends respectively. As the introduction of clay into the blends, the sizes of rubber particle in the ternary nanocomposites become slight larger than the binary blends without organoclay. It is reported that organoclay can weaken the interface adhesion between PA6 and ABS-g-MA because the shielding effect on the interaction with the MA groups of ABS-g-MA resulted in the increased elastomer droplet size. 22
Mechanical properties
Table 1 shows mechanical properties of PA6 blends based on maleated and unmaleated EOR and ABS rubber. PA6 has high crack initiation energy but low crack propagation energy,33, 34 which causes PA6 to have a high unnotched but a low notched impact strength. The notched impact strength of 46.34 J m− 1 is observed in pure PA6 sample. When the PA6 blend with unmaleated EOR/ABS, the Izod values are increased slightly. However, there is a dramatic rise in Izod value when the PA6 blend with maleated EOR/ABS. This indicates that the formation of a chemical interaction at the interface between the anhydride group of MA and the amine group of PA6 occurs and leads to a strong adhesion between the rubber particles and the PA6 matrix. Obviously, the morphology of the resulting PA6 blend is a major factor in determining the final mechanical properties. Nevertheless, the Izod values decrease with the addition of organoclay in both the PA6/ABS-g-MA/organoclay and PA6/EOR-g-MA/organoclay ternary nanocomposites. Meanwhile, the variation tendency of elongation at break is in accordance with the Izod impact strength. This may be due to the fact that the interaction between the MA groups of ABS-g-MA and the hydroxyethyl groups of the organoclay suppresses the dispersion of ABS-g-MA in the PA6 matrix. These trends are consistent with observations for the SEM images.
Tensile and impact properties of blends based on PA6 matrix
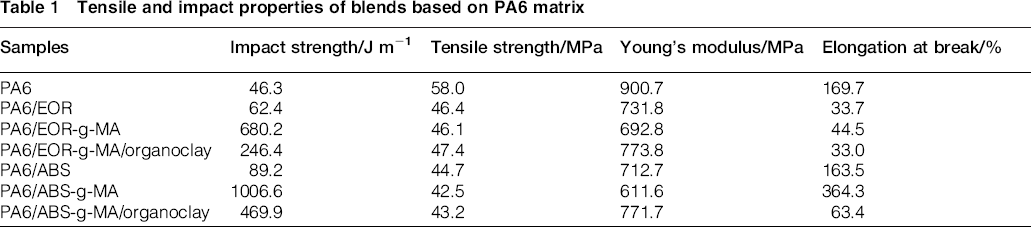
It can be found that the tensile strength of the PA6 blends is similarly and Young's modulus contrary to Izod impact strength. From this study, PA6/EOR has higher Young's modulus than PA6/EOR-g-MA, and PA6/EOR-g-MA/organoclay has the highest value with the addition of organoclay. Similar results exist in PA6 blends based on ABS and ABS-g-MA. Most organoclay dispersed in PA6 matrix and exhibited a truly exfoliated structure, which agrees with TEM images. It can also be seen that all the Izod values of PA6 blends based on ABS/ABS-g-MA are higher than those based on EOR/EOR-g-MA. As a consequence, the core-shell rubber particles can toughen PA6 nanocomposite efficiently than bulk rubber particles.
Conclusions
The effects of the two types of elastomer systems including EOR-g-MA/EOR and ABS-g-MA/ABS on the morphology and mechanical properties of PA6 blends were compared. The existence of organoclay influences the dispersion of the ABS-g-MA and EOR-g-MA in the PA6 matrix and results in the different microstructures and mechanical properties. Most organoclay exfoliated in the PA6 matrix and exhibited fully exfoliated structure in all ternary nanocomposites. The differences between PA6/ABS-g-MA/organoclay and PA6/EOR-g-MA/organoclay are explained as follows: some organoclays are present at the interface of PA6 and ABS-g-MA and do not penetrate into the rubber phase due to the shielding of glass shell; however, some organoclays not only dispersed in the interface of PA6 and EOR-g-MA phase but also penetrated into the EOR-g-MA phase. The different morphologies between the two ternary nanocomposites lead to the notched impact strength of PA6 blends based on the fact that ABS/ABS-g-MA is higher than EOR/EOR-g-MA. With these results, it can be concluded that core-shell rubber particles (ABS-g-MA) can toughen PA6 nanocomposite efficiently than bulk rubber particles (EOR-g-MA).
Acknowledgement
We would like to express our great thanks to the Jilin Province Science and Technology Research and Development Program of China (grant no. 20130206071GX) for the financial support.