
Abstract
This paper describes the results of falling weight impact tests on natural fibre reinforced polyester composites fabricated using a conventional sheet moulding compound (SMC) process. The influence of hemp fibre and CaCO3 filler content on the penetration energy of hemp fibre reinforced sheet moulding compound (H-SMC) is reported and compared with glass fibre reinforced sheet moulding compound (G-SMC). To evaluate the influence of fibre/matrix interfacial adhesion on the impact behaviour of these H-SMCs, the hemp fibres were treated with alkaline and silane treatments, as well as a combination of these treatments. A simple mechanistic model is proposed for these natural fibre composites and is used to obtain more insight into the impact behaviour of the composites as well as to provide guidelines to compare the experimental data with theory.
Introduction
In recent years, the application of natural fibres as reinforcements in composite materials has increased considerably because of increased environmental awareness and tougher international governmental regulations. The advantages that natural fibres offer over traditional reinforcing fibres such as glass are a high specific stiffness and strength and better eco-performance.1–6 Although glass fibre reinforced composites have been successfully applied in many engineering applications, they pose challenges in terms of end of life disposal and recycling. Natural fibre composites (NFCs) can be incinerated without producing much residue, while the energy generated during incineration can be recovered as natural fibres possess a good calorific value. Moreover, these fibres come from a renewable resource and are biodegradable. Despite these advantages, there are certain drawbacks that have resisted their large scale use in engineering applications. The poor compatibility of the hydrophilic natural fibre with the often hydrophobic polymeric resin typically leads to a weak interface,7–9 resulting in inferior mechanical properties. NFCs are also very sensitive to moisture, which can result in rotting, while microcracks caused by fibre swelling can degrade the mechanical performance of the composite.7, 10, 11 Additionally, NFCs tend to show concern with respect to fire resistance.12, 13
One of the main problems associated with NFCs is their poor performance in impact. If NFCs are to be used in large scale engineering applications, it is necessary to better understand and improve the impact behaviour of these composites. The majority of studies on impact response of NFCs have been conducted using either Charpy1, 14–17 or Izod3, 18–22 pendulum methods. One of the first impact studies on NFCs was by Pavithran et al.23, 24 who determined the work of fracture of sisal, pineapple, banana and coir fibre as reinforcements in polyester matrix using Charpy impact tests. It was found that for the majority of composites, the work of fracture was dependent on the stress–strain behaviour of the fibres. Fibres that combined high strength with high failure strain imparted high work to fracture on the composites. An attempt was also made to explain the differences in impact properties of various NFCs in terms of microfibrillar angle of the fibre, and it was noticed that typically the work of fracture of the composite increased with microfibrillar angle.
Although widely used, pendulum tests are not necessarily well suited to an understanding of the impact behaviour of composite panels since the test geometry does not represent the end use application of such structures and therefore does not reproduce the failure modes and mechanisms that are likely to occur. A better method to study the impact behaviour of composite panels in general is the falling weight impact test, as this method gives a closer approximation to a realistic application.25, 26 Moreover, in this method, there is no preferential direction of failure and failure can be defined by deformation, crack initiation or complete fracture, depending on the conditions. All these factors suggest that falling weight testing is likely to give a better simulation of an impact response of an in service composite panel.
Relatively few impact studies of NFCs have used the dart impact test method.27–34 Santulli 28 studied the impact properties of jute fibre reinforced polyester composites using the falling weight method. His work mainly focused on acoustic emission activity and the usefulness of this technique in detecting impact damage. However, it was also found that the post-impact tensile strength of the composites decreased significantly, whereas the residual Young's modulus showed no significant change. It was suggested that failure modes in the impacted samples did not involve delamination but were more dominated by matrix cracking. In another study, Santulli et al.29, 31 examined the falling weight impact behaviour of hybrid composites of E-glass with plant fibres. Hybrids based on 66 vol.-% glass and 33 vol.-% flax in an epoxy matrix showed a 25% reduction in impact strength as compared to pure glass fibre composites. However, hybridisation with flax fibres did lead to an average 12% in weight reduction. 29 Dhakal et al. 32 and Scarponi et al. 33 did some impact work on hemp fibre reinforced composites. Polyester matrix composites of different hemp fibre contents (up to 26 vol.-%) were impacted using a falling weight apparatus, with peak load and total energy absorption showing an increase with fibre content.
The focus of the current study is to evaluate the impact properties of hemp fibre reinforced polyester sheet moulding compound (H-SMC) using a falling weight penetrating impact test and compare this behaviour to glass fibre based SMC (G-SMC). Three parameters were considered for H-SMC optimisation: (i) fibre volume fraction, (ii) mineral filler content and (iii) fibre surface treatment.
Experimental
Materials
Non-woven hemp fibre mats were purchased from Hemp Technology Ltd (UK) with an areal density of 500 g m− 2 and an average fibre length of 65 mm. An orthophthalic unsaturated polyester was used as resin system (DSM Resins, UK). Non-woven E-glass mats based on 2400 tex roving coated with a silane coupling agent were used for the glass fibre based SMC. Calcium carbonate (CaCO3) with a particle size of 10 μm was used as mineral filler. Methyl ethyl ketone peroxide catalyst, p-benzoquinone polymerisation inhibitor, zinc stearate thickener and butylated hydroxytoluene initiator were provided by Menzolit Ltd (UK). The silane coupling agent used for the hemp fibre surface treatment was an acetoxysilane Z-6075 supplied by Dow Corning. Laboratory reagent grade NaOH pellets were purchased from Fisher Scientific.
Hemp fibre surface treatment
Before treatment, the hemp fibre mats were first dried in an oven at 50°C for 24 h.
Alkaline treatment: Fibre mats were immersed in NaOH solution (0.5–5 wt-%) for 1 h and then washed with distilled water several times. Finally, the fibre mats were washed with distilled water containing 0.5% of HCl. The washed fibres were then dried at 80°C for 5 h. Silane treatment: Fibre mats were immersed in a water/acetone mixture (5:95) containing the silane coupling agent (0.5–5 wt-%). The fibres were then washed with distilled water and dried in an oven at 80°C for 5 h. Alkaline–silane treatment: Fibre mats were first treated with 2 wt-% alkaline solution and then treated with silane (0.5–5 wt-%).
Composite fabrication
Hemp fibre reinforced composites were prepared by an SMC technique, using a pilot line machine consisting of two stations for unwinding polyamide film rolls, which serve as a support for the compounds. To make the compound, first, an impregnation paste was fed into the machine. The resin mixture was then deposited at uniform thickness on the moving bottom film using a doctor blade with an adjustable height. In the same way, a second coated film was obtained, and simultaneously, the hemp fibre mat was fed between the two coated films, producing a sandwich. This sandwich structure then moved along the machine between a series of compaction rollers, which pressed the layers of resin paste against the hemp fibre mat. Most reference H-SMC panels consisted of unsaturated polyester, 23 vol.-% (untreated) hemp fibres and 26 vol.-% CaCO3. For a more detailed description of the SMC process and pilot line, see Patel et al. 35 The hemp prepregs were then left in a store room of temperature 25°C for 1 day to precure. This impregnated material was then moulded in a hot press using a mould of 250 mm × 250 mm to a notional thickness of 3.5 mm. Two layers of prepreg were used to make one composite plate. A cure temperature of 140°C and a pressure of 10 MPa were applied for 5 min. Composite panels with different fibre volume fractions were produced by varying the doctor blade gap in the SMC machine, resulting in different quantities of resin paste being deposited on the hemp fibre mats. Through this, H-SMC panels were obtained with hemp fibre loadings of 9, 13, 23, 37, 54 and 65 vol.-%.
Impact tests
Impact properties of the composites were tested using an instrumented DARTVIS falling weight impact tester manufactured by CEAST. Tests were performed according to ISO 6603/2 on specimens of the dimensions 60 mm × 60 mm using a hemispherical striker with a diameter of 20 mm. The specimens were clamped between two plates with a circular opening of 40 mm. The mass of the striker was 0.78 kg, and additional weight was added to generate larger incident energies. A drop height of 0.7 m was used throughout. Both force versus time and impact velocity before impact are recorded and transferred to a data acquisition board in a personal computer. Force was measured using a piezoelectric force transducer. Post-processing of data results in the complete energy history during impact and gives a listing of impact velocity, maximum force, total energy, absorbed energy and maximum deflection. At least three specimens for each condition were tested.
Simple mechanistic model for penetration energy
At present, there is no general theory available to calculate the penetration energy of a natural fibre reinforced composites under falling weight impact, although some attempts to fulfil this task have been made for glass and carbon fibre reinforced plastics36–38 and also for composites based on polyethylene and polypropylene fibres.39, 40 Based on their work on glass fibre reinforced plastics, Caprino and Lopresto
36
suggested an empirical relationship to predict the penetration energy for a composite laminate:

Bibo and Hogg
41
and Schrauwen and Peijs
42
studied both the effect of fibre architecture by employing different forms of glass fibre fabrics. They found that for a given fibre areal weight, the penetration energy is approximately the same for all materials, suggesting that penetration energy is fairly independent of fibre architecture. According to Caprino and Lopresto,
36
in case of long fibre reinforced thermosets, resin type and content have also little effect on the penetration energy, and similar findings were reported by Schrauwen and Peijs.
42
However, for NFCs, the mechanical properties are more strongly influenced by matrix content as at higher fibre volume fractions, the mechanical properties tend to decrease due to insufficient wetting. Therefore, we propose to include an additional factor to equation (1), which accounts for the effect of matrix content (1-Vf):



Results and discussion
Impact characteristics
Falling weight impact tests were performed to determine the penetration energy of H-SMC composites. The total impact energy involved in a penetrating impact event can be divided into two parts. The first part involves the crack initiation phase (elastic energy to peak load), with the second part of the impact energy being the propagation phase (absorbed energy after peak load).26, 36, 42 Fig. 1 shows typical force–deflection curves of penetrating impact tests of H-SMC and G-SMC composite specimens with a fibre volume fraction of 37%. Both curves show a sudden drop (a sharp spike) in the force–deflection curve at 0.5 mm, which corresponds to the first irreversible damage in the composite specimen by subcritical matrix cracking or debonding. The peak load that represents the first visible damage in the specimen and the highest load the specimen can sustain before the onset of major damage is much higher for the G-SMC specimen (3500 N) compared to the H-SMC specimen (1500 N). The deflection at peak load is slightly higher for the H-SMC specimen (8 mm) than for the G-SMC specimen (6 mm). After the maximum load, there is a large drop in load for both specimens, which indicates the occurrence of significant damage in the specimen. The total deflection of the H-SMC specimen is also slightly higher than the G-SMC specimen, and the total impact event lasts for ∼10 ms for both specimens.
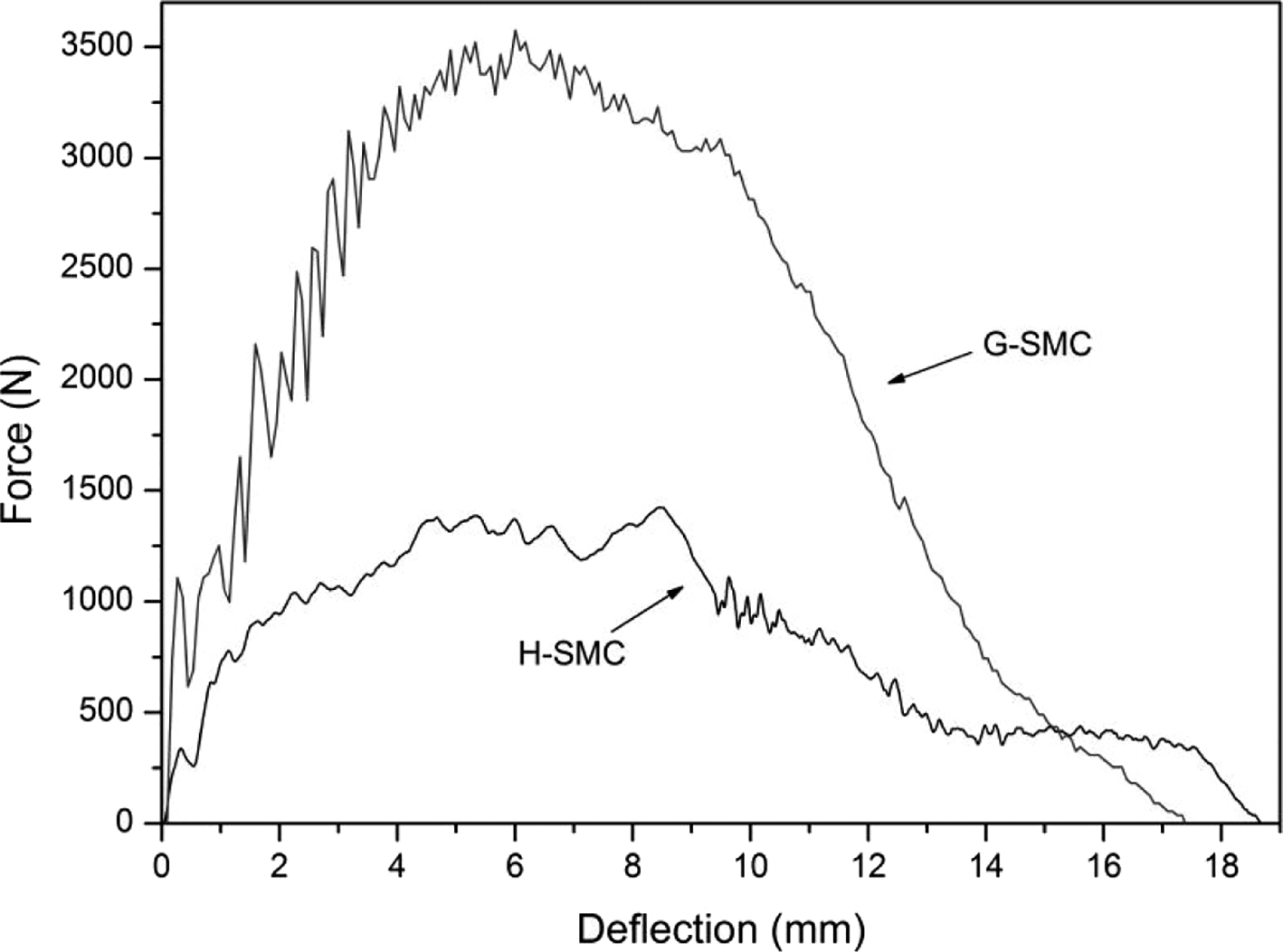
Typical force–deflection curves of H-SMC and G-SMC composites with 37 vol.-% fibre
Influence of fibre volume fraction
An overview of the penetration energies of H-SMC and G-SMC composites as a function of panel thickness (t) × fibre volume fraction (Vf) × impactor diameter (Dt), together with the theoretical prediction for H-SMC and G-SMC using equation (1) and the predictions made using the modified model of equation (4), are shown in Fig. 2. For the predictions, the following parameters are used: for fitting parameter (K), a value of 0.45 was used for G-SMC and 0.35 for H-SMC, and for α, a value of 1 was used and the impactor diameter was 40 mm.
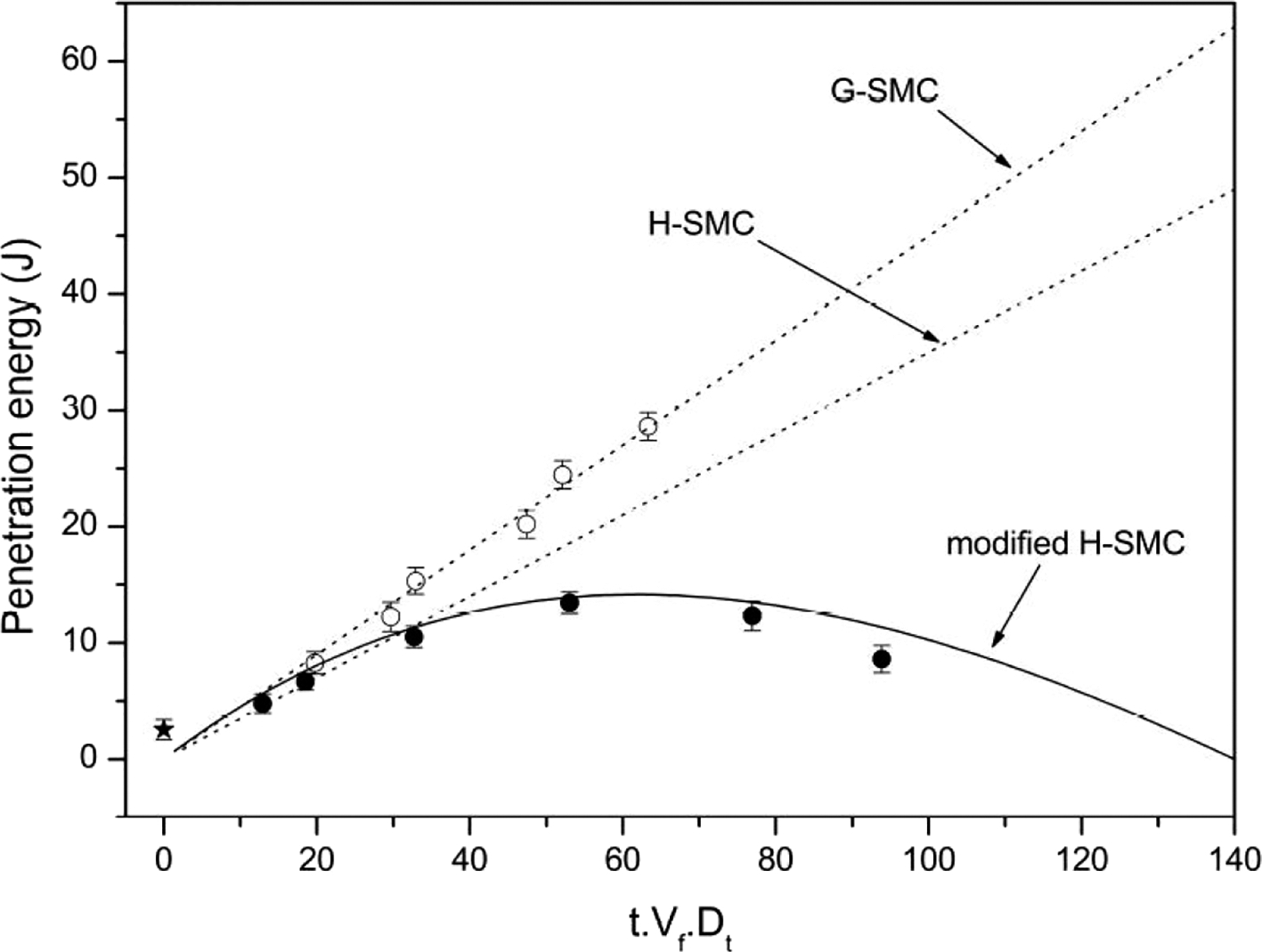
Penetration energy of (★) pure resin, (↺) H-SMC and (○) G-SMC; fibre loading in H-SMC panels was 9, 13, 23, 37, 54 and 65 vol.-% respectively, while CaCO3 content was fixed at 26 vol.-%; impact energy increased linearly with fibre loading for G-SMC, while reduction in penetration energy is found at Vf>40 vol.-% for H-SMC
The penetration energies of H-SMC and G-SMC composites are a function of panel thickness (t) × fibre volume fraction (Vf) × impactor diameter (Dt). The dotted lines represent the model predictions without porosity (equation (1)) for G-SMC and H-SMC, while the solid line represents the predications made using the modified model including porosity (equation (4)) for H-SMC.
Impact energy of G-SMC increases linearly with fibre volume fraction, whereas for H-SMC composite, the impact energy increases linearly up to a fibre volume fraction of 37 vol.-%. The penetration energies of H-SMC and G-SMC composites are fairly similar at low fibre loadings, while at higher fibre loadings, the differences in penetration energy become very significant. For H-SMC composites, the penetration energy increased from 3 J for the pure resin specimen up to 13 J for the specimens with 37 vol.-%. G-SMC composites show a good agreement with the basic impact model, while H-SMC composites show only a relatively good agreement for composites up to 30 t.Vf.Dt, after which the model significantly overpredicts the impact energy. This is because the basic model does not take into account the poor wetting of the hemp fibre and also the high porosity content at higher hemp fibre contents resulting from insufficient matrix material, which might considerably reduce the energy absorbing capabilities of the composites. Apart from composites with high fibre contents, the H-SMC composites show a relatively good agreement with the modified model at all fibre volume fractions. To further improve the prediction of the impact energy by the modified model, the failure modes of the composites need to be taken into account, as there might be a possible change in failure mode from matrix dominated failure at low fibre loadings to fibre dominated failure at high fibre loadings. Impact energy trends for H-SMC and G-SMC are rather similar to those reported earlier for tensile strength and Young's modulus. 35 In addition, a linear increase in tensile strength and modulus was reported for G-SMC, while a reduction in mechanical properties was observed for H-SMC at high fibre volume fractions.
Typical fracture surfaces of H-SMC composite with 23 and 37 vol.-% hemp fibre are shown in Fig. 3. Failure modes of both laminates are rather similar, with the back face showing significant amounts of protruding material, fibre and matrix fracture, and fibre pullout.
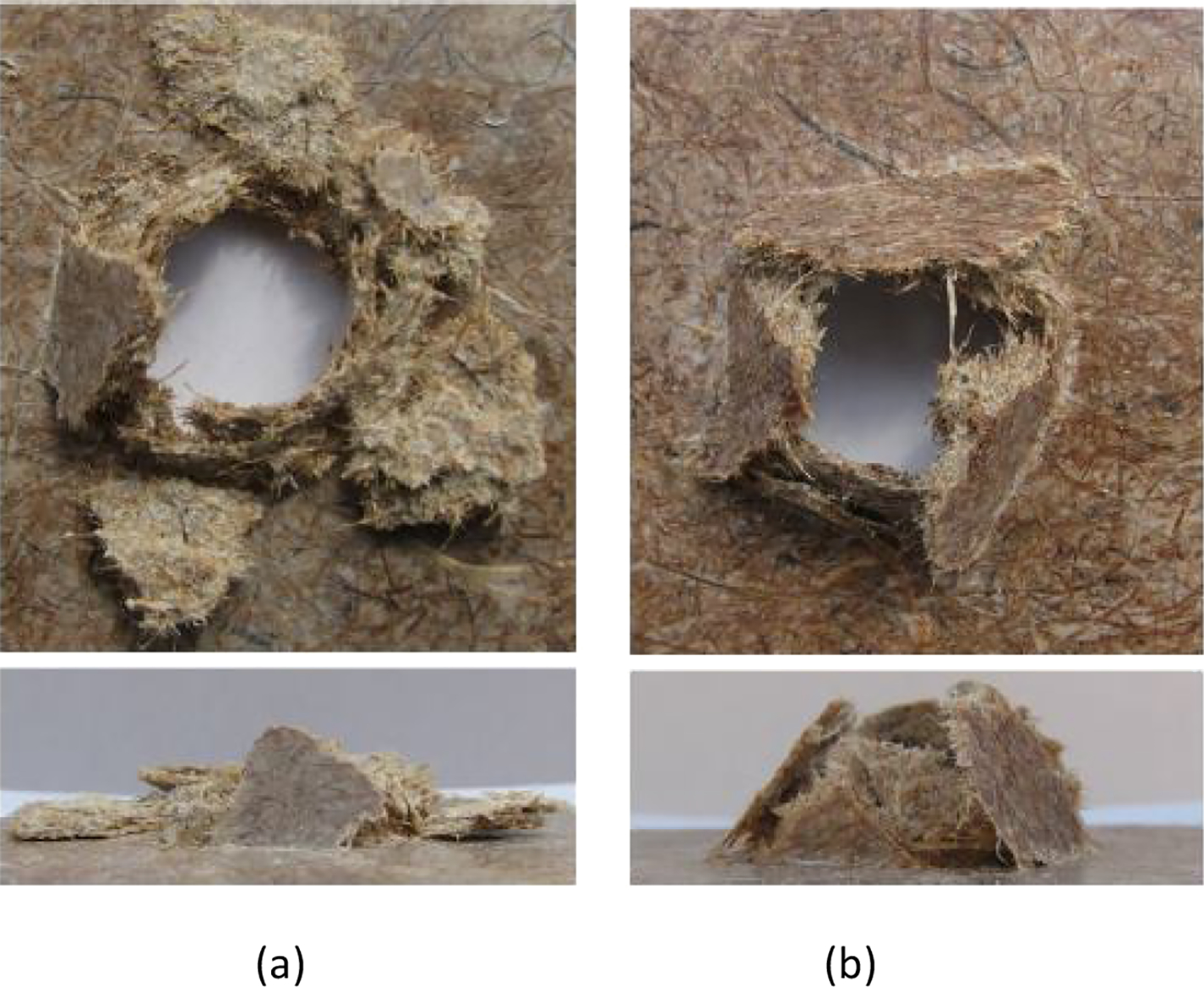
Images of typical bottom face impact damage of H-SMC composite panels with a 23 vol.-% and b 37 vol.-% hemp fibre, showing protruding material, fibre and matrix fracture, and fibre pullout
Influence of CaCO3 filler content
Figure 4 shows the importance of mineral filler on the impact energy of H-SMC composites at a fixed (untreated) hemp fibre content of 23 vol.-%. Penetration energy increases with CaCO3 content, with a maximum improvement of 66% in impact energy at a filler content of 18 vol.-% compared to the unfilled H-SMC specimens. The observed increase in energy absorption with mineral filler loading is in agreement with previously reported tensile properties of H-SMC. 35 Here, an improvement in tensile strength and Young's modulus of H-SMC with CaCO3 content was reported, although a maximum in tensile strength was achieved at a slightly higher filler content of 26 vol.-%, while composite stiffness increased continuously with filler loading.
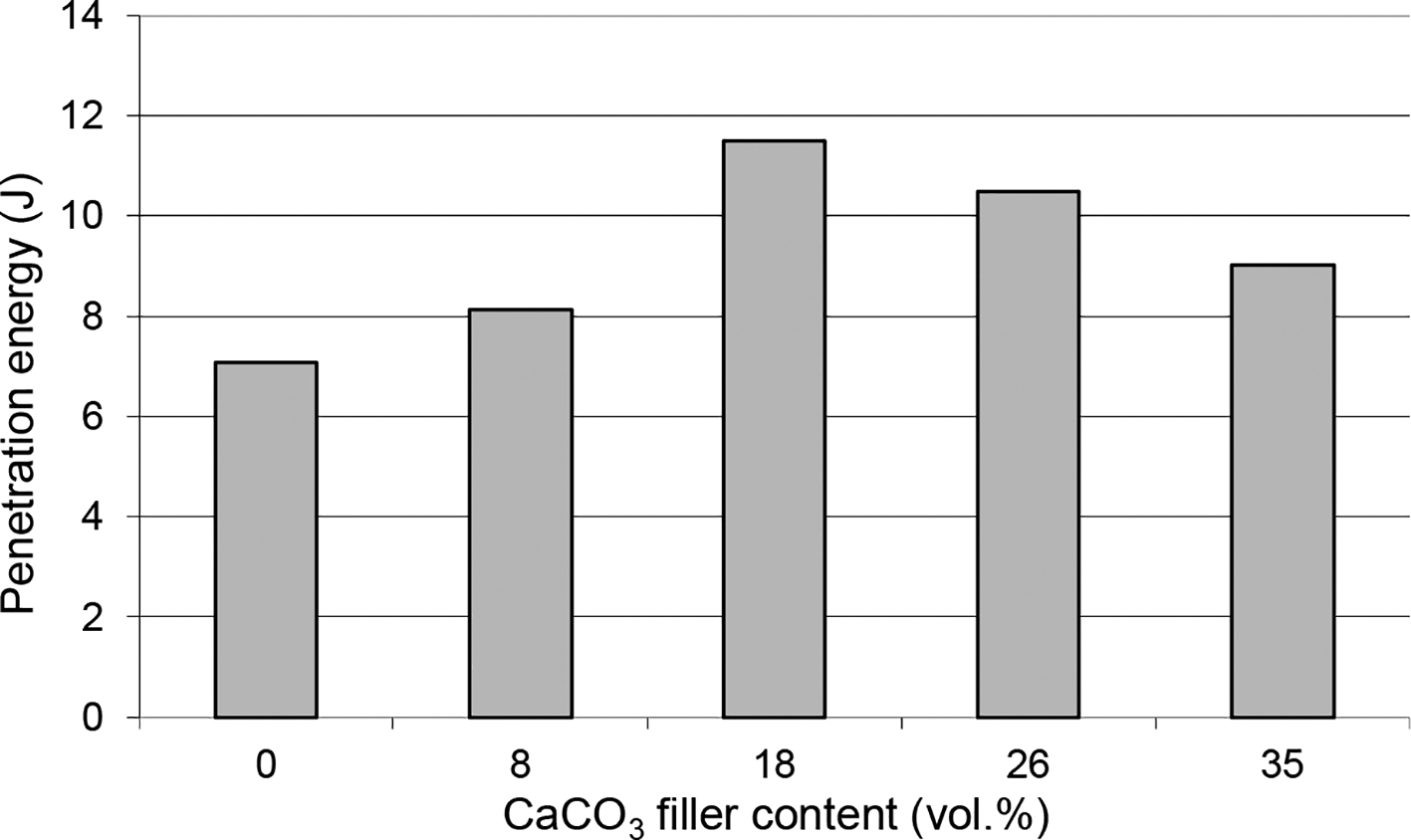
Penetration energy of H-SMC composites based on 23 vol.-% (untreated) hemp fibre as function of CaCO3 filler content, showing significant improvement in impact energy with addition of 18 and 26 vol.-% mineral filler (standard deviation = 0.15 J)
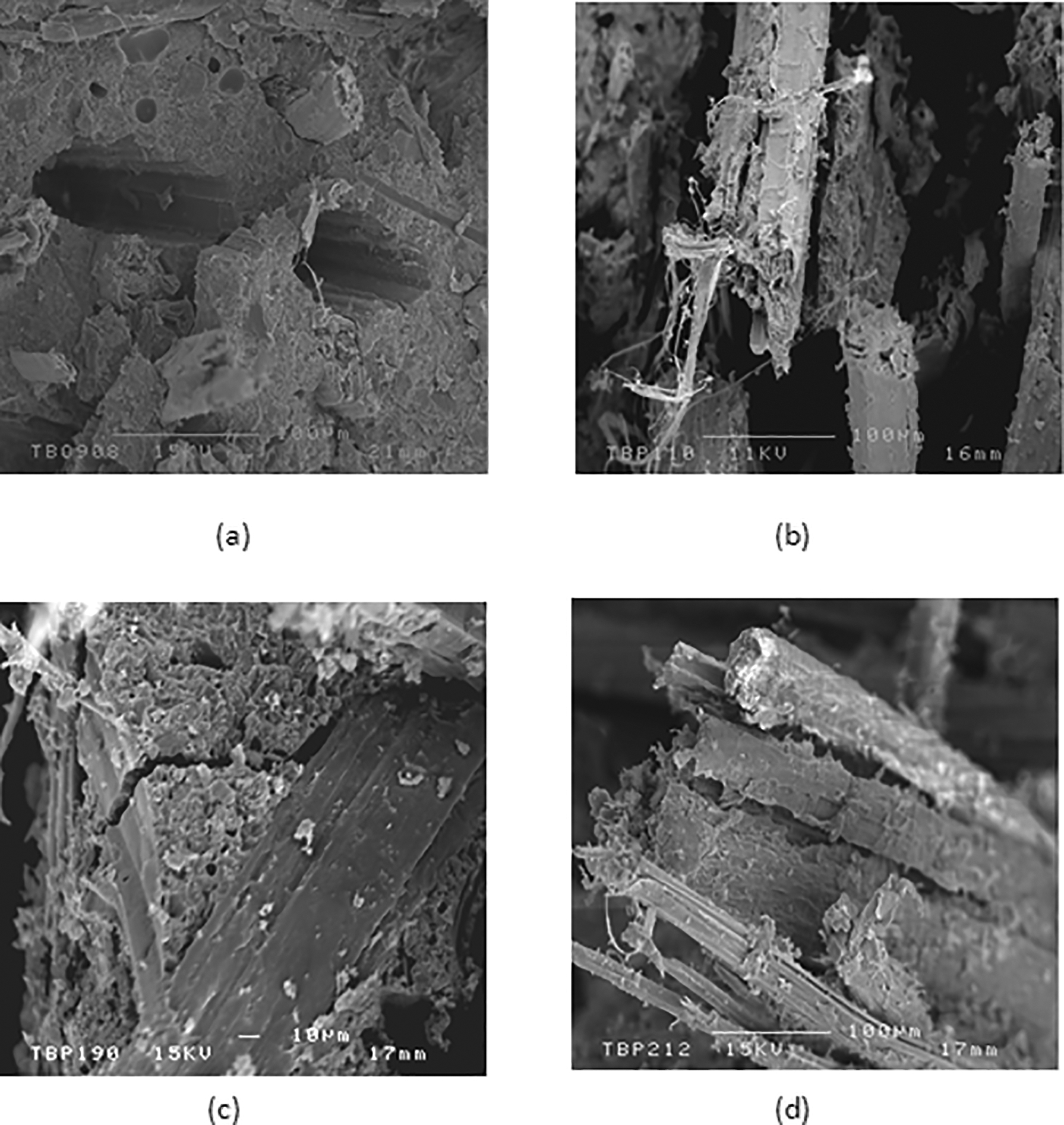
Fracture surfaces of impacted H-SMC composites with different CaCO3 filler content were examined using a scanning electron microscope (Fig. 5). The fracture surface of the composite without CaCO3 (Fig. 5a) shows that cracks initiate at the fibre/matrix interface and propagate through the matrix producing a brittle failure mode, while the fracture surface of 8 vol.-% filled composites (Fig. 5b) shows a high level of porosity even though the fibres are well imbedded in the matrix, which could be the reason for the increase in impact energy. The fracture surface of the 26 vol.-% CaCO3 filled composite (Fig. 5c) shows that the porosity content is considerably less, which could be responsible for the increase in impact performance.
SEM images of fracture surfaces of H-SMC composites with a 0 vol.-%, b 8 vol.-%, c 26 vol.-% and d 35 vol.-% CaCO3 filler content
The fracture surface of the 35 vol.-% CaCO3 filled composite (Fig. 5d) shows that wetting of the fibres is affected by the high filler content and insufficient matrix content, resulting in a reduction in energy absorbing capabilities of the composites. The current study shows the importance of mineral fillers on the optimisation of the mechanical properties of natural fibre based SMCs. Previous studies have already shown that rice husk powder can also improve the impact strength of SMC 46 and such fillers could be an interesting alternative to mineral fillers for the development of fully biobased SMCs when combined with biobased resins. 47
Influence of fibre surface treatment
Penetration energies of H-SMC composites based on 23 vol.-% hemp fibre as a function of surface treatment are presented in Fig. 6. Three different treatments were considered: alkaline, silane and an alkaline–silane (2% alkaline treatment followed by different concentration silane treatments).
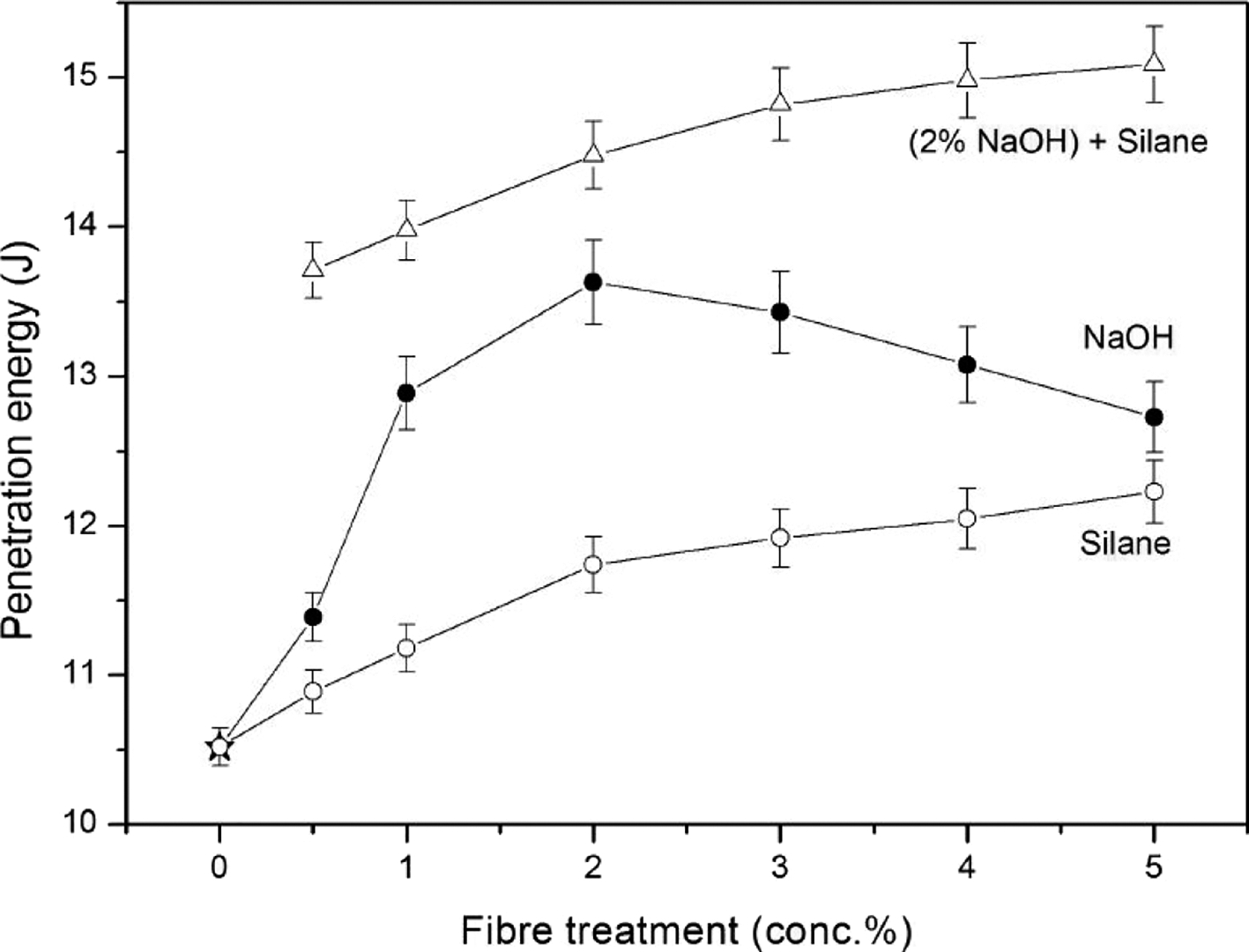
Penetration energy of (★) untreated, (↺) alkaline treated and (○) silane treated H-SMC composites based on 23 vol.-% hemp fibre and 26 vol.-% CaCO3 as function of fibre surface treatment; Δ represents H-SMC composites based on fibres treated with fixed 2% alkaline concentration followed by silane treatments of different concentrations
Alkaline treatment
Alkaline treatment or mercerisation is one of the most used chemical treatments of ligno-cellulose fibres aimed at improving the adhesion with polymer matrices.8, 9, 16 The treatment is also highly effective in improving the adhesion of hemp fibres with polymer matrices as it opens up fibre bundles, cleans the fibre surface, removes non-cellulosic components and exposes the cellulose hydroxyl groups. 48 For the current moulding compounds, the impact energy increases with alkaline treatment; at 2% concentration, there is an improvement of 3 J in penetration energy compared to the untreated H-SMC composite, while beyond 2%, the penetration energy decreases slightly. The energy absorption after peak load shows a similar trend to the total impact energy where the composites with hemp fibres treated with 2% alkaline absorbed 20% more energy than the untreated NFCs. As explained in our earlier paper, 15 the NaOH treatment removes impurities and waxy substances on the fibre surface, thereby making the topography of the fibre surface rougher. This can enhance the mechanical interlocking between the fibre and matrix, meaning that more energy is absorbed through fibre pullout and debonding mechanisms.
Silane treatment
Following their success in glass fibres, over the years, a variety of silanes (mostly trialkoxysilanes) have been applied as coupling agents in NFCs to promote interfacial adhesion and improve the mechanical properties of composites.8, 9, 49 Here, a fibre surface treatment using a silane concentration of 5% increased the penetration energy by 15% compared to the untreated fibre composite. However, a considerable increase in penetration energy of the NFCs is already observed at a 2% silane concentration, and such a mild treatment might be already sufficient.
Alkaline–silane treatment
A combined alkaline and silane treatment of hemp fibre mats leads to the greatest improvements in impact energy of the composite. A 2% NaOH treatment followed by a 5% silane treatment increased the penetration energy of the NFCs by 40%. Here, the improvement in fibre/matrix bonding was responsible for a significant increase in impact properties. Treatment of hemp fibres with alkaline removes impurities from the fibre surface, resulting in more sites for the silane molecules to form bonds with the ligno-cellulose fibre surface, which considerably increases the energy that is required for fibre pullout, debonding and crack propagation.
Analogous to fibre and mineral filler effects, also here the effect of fibre surface treatment on impact energy of H-SMC followed the same trend as previously reported for Young's modulus and tensile strength. 35 In addition, in the case of tensile properties, a 2% alkaline treatment outperformed all silane treatments, while the greatest improvement was attained for a combined alkaline–silane surface treatment.
Damage characteristics
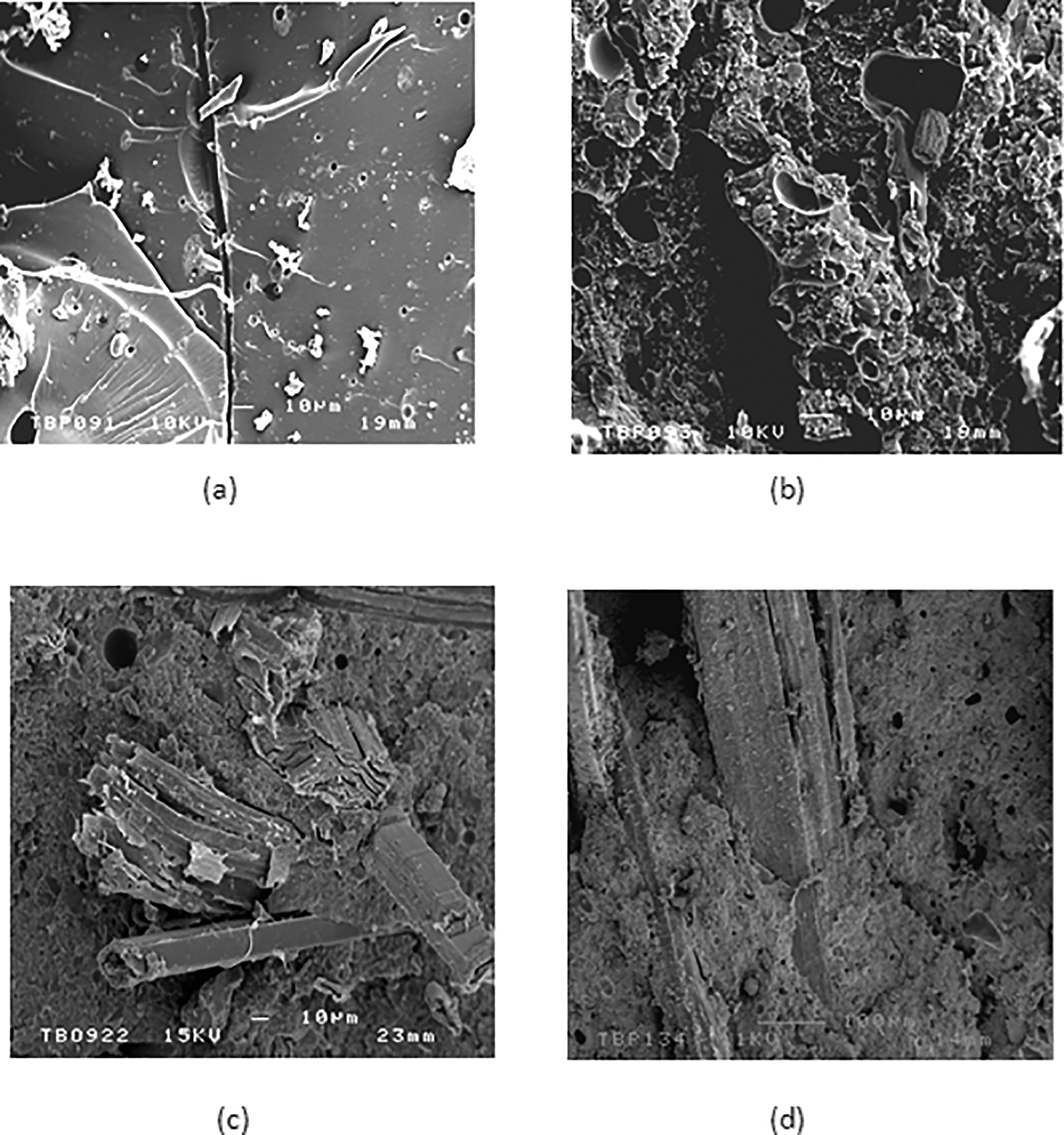
The fracture surfaces of untreated and surface treated H-SMC composites are shown in Fig. 7. The fracture surface of the untreated composite (Fig. 7a) shows clean fibre surfaces with often a visible gap between fibre and matrix, which indicates a weak interface. Cracks typically initiate at the fibre/matrix interface and propagate through the matrix. Unlike for untreated fibre composites, the alkaline and silane treated composites (Fig. 7b and c) are covered with residues of the matrix, which indicates that fibre/matrix adhesion has improved. Failure mechanisms of these treated composites were a combination of fibre fracture, fibre pullout and matrix fracture. Alkaline–silane treated fibre composites (Fig. 7d) show fibre fibrillation due to the removal of hemicellulose by the alkaline treatment, which is probably responsible for the high energy absorption capability of these composites.
SEM images of impact fracture surface of H-SMC composites: a untreated; b alkaline treated; c silane treated; d combined alkaline silane treated
Conclusions
The response of hemp fibre reinforced SMC composites to low velocity impact loading was investigated and compared to that of glass fibre reinforced SMC. Three different material parameters—fibre volume fraction, filler content and fibre surface treatment—were studied. It was found that both peak force and impact energy increased with increasing fibre content up to a fibre volume fraction of ∼40%, after which it decreased. Therefore, the optimum fibre volume fraction of hemp fibre composite is ∼40%. The failure mode of the specimens was dominated by the relatively weak fibre/matrix interface with significant fibre pullout and matrix cracking being observed.
Interestingly, H-SMC showed a significant increase in penetration energy with the addition of CaCO3 filler. The optimum filler content was found to be ∼20%, which lead to an increase in penetration energy of 66%. At high filler loadings, the impact energy decreased due to insufficient resin, leading to poor fibre wetting. Addition of the CaCO3 filler was found to improve the overall morphology of the composite by filling the voids noticed in the unfilled NFC specimens.
The results also demonstrated that there is a small increase in impact energy after surface treatment of the hemp fibres by alkaline, silane or a combination of alkaline–silane. Particularly, the latter led to significant increase in impact energy of 40% when a 2% NaOH treatment was followed by a 5% silane treatment.
Overall, the impact properties of the NFCs even after the various optimisations were still inferior to those of GRP, although up to fibre volume fractions of ∼20% penetration energies of H-SMC and G-SMC based panels were rather similar. However, the penetration energy of G-SMC increases linearly with fibre volume fraction, while H-SMC peaks at ∼40 vol.-%. Maximum penetration energies for H-SMC were ∼15 J and significantly lower than those for G-SMC at 25 J and similar fibre volume fractions.
Acknowledgements
The authors are grateful to Building Research Establishment (BRE) and Engineering and Physical Sciences Research Council (EPSRC) for funding this study. We are grateful to Menzolit Ltd (UK) for allowing us to use the SMC equipment and providing the raw materials. The help and assistance in the preparation of the composites, as well as stimulating discussions with Mr Steve Crowther are also gratefully acknowledged.