
Abstract
The thermal and ablative properties of carbon nanotube (CNT) and nanodiamond (ND) reinforced carbon fibre epoxy matrix composites were investigated by simulating shear forces and high temperatures using oxyacetylene torch apparatus. Three types of composite specimens—(i) carbon fibre epoxy matrix composite (CF/Epoxy), (ii) carbon fibre epoxy matrix composite containing 0.1 wt-% CNTs and 0.1 wt-% NDs, and (iii) carbon fibre epoxy matrix composite containing 0.2 wt-% CNTs and 0.2 wt-% NDs—were explored. The ablative response of composites was studied through pre- and post-burnt SEM analysis and further related with thermogravimetric analysis, weight loss profile and thermal conductivity measurements. The novel nanofiller composites showed marked improvement in their thermal and ablative properties. A 22% and 30% increase in thermal conductivity was observed for composites containing 0.1 wt-% CNTs/0.1 wt-% NDs and 0.2 wt-% CNTs/0.2 wt-% NDs respectively. These nanofillers also improved the thermal stability of thermosetting epoxy matrix, and an increase of 13% and 20% was recorded in the erosion rate of composites containing 0.1 wt-% CNTs/0.1 wt-% NDs and 0.2 wt-% CNTs/0.2 wt-% NDs respectively. This improvement is due to the increased char yield produced by the increase in the loading of nanofillers, i.e. CNTs and NDs. Insulation index and insulation to density performance have also been improved due to increased thermal conductivity and char yield.
Introduction
Nanotechnology is rapidly evolving the trend of using novel nanomaterials for thermal protection systems, which effectively shield internal structures from ultrahigh temperature conditions in hypersonic flight, rocket propulsion and environments possessing high heat flux and temperature gradients. 1 Combustion temperatures in such environments exceed 3000°C, while boundary layer temperatures approach 5000°C for a vehicle travelling hypersonically into the planetary atmosphere. 2 The novel materials have the potential to work satisfactory in conditions where conventional engineering materials deteriorate, causing catastrophic failure and possible human loss. 3
Thermosetting polymeric ablative materials have proved to be effective for aerospace structures due to their lightweight, easy manufacturing and cost-effectiveness. 4 Among various thermosetting polymers used as ablative materials including high char retention resins such as phenolic resin, 5 the performance is not satisfactory due to char erosion, which is susceptible to shear forces encountered in hypersonic flight. To counter this difficulty, a variety of fibres including carbon fibre, aramid fibre, oxide fibres and asbestos fibres have been reinforced in polymeric materials to fabricate composites and were found to improve the char retention and erosion resistance properties. 1 Glass/quartz fibres melt at 1600–1800°C and produce molten protective layer on the surface of structure, while carbon fibres sublime at 3000°C and take away most of the heat flux during the change of phase. 6 However, the presence of fibres alters the ablation process, which results in the formation of voids. 7 The limitations of fibre reinforced polymeric matrix ablative composites have motivated to develop the next generation of ablative materials. 8 Recently, new types of silicone based polymers have been developed to improve the ablative properties. 9 Moreover, nanoadditives such as montmorilonite and kaoline layered silicate, zirconium diboride, silicon carbide and other refractory oxide particles and flakes have been introduced to effectively alter the ablation behavior and improve erosion resistance.
Carbon nanotubes (CNTs) have recently been used to develop aerospace structures. 10 CNTs are one-dimensional (1D) carbon materials consisting of graphitic sheets rolled into seamless tubes. Their properties depend on the specific arrangement of atoms and the diameter and length of the tubes. 11 CNTs possess excellent physical and mechanical properties and extraordinary electrical and thermal conductivity. These properties, together with a low density, make them an ideal reinforcement for multifunctional polymeric composite reinforcement. Despite the outstanding combination of properties, there are only few studies on the thermal response of CNT reinforced epoxy nanocomposites. 12 In an investigation, 17% improvement in the flame retardancy 13 of thermosetting epoxy was observed with the addition of 1 wtor vol.-% CNTs.
Another carbon nanomaterial, i.e. nanodiamonds (NDs), prepared by explosive technique 14 possesses unique surface properties due to their small particle size (2–10 nm). 15 ND–polymer composites are applied for manufacturing aircraft, automobiles and ships as well as for preparing hard and wear resistant surface coatings. 16 To date, little effort has been done to investigate the effect of NDs on the thermal properties of polymer matrix composites. In our previous work, we studied the sole effect of NDs on the thermal properties of carbon fibre epoxy matrix composite and reported improvement in the erosion resistance of thermosetting epoxy resin. 17
As there is no literature available on the combined effect of CNTs and NDs on the thermal properties of thermosetting epoxy matrix, an effort was performed in the present study to explore the combined effect of different loadings of CNTs and NDs in carbon fibre epoxy matrix composites under extreme conditions to test the material to its limits. Thermal stability was determined by thermogravimetric analysis (TGA), and erosion rate was experimentally determined under severe hyperthermal environment simulated by utilising oxyacetylene torch set-up. Insulation to density performance and insulation indexes were calculated using torch test data. Thermal conductivity was measured to determine the effect of CNTs and NDs on composite specimens. Mechanism of ablation was also studied by scanning electron microscopy, and weight loss profiles were co-related with TGA patterns and thermal conductivity values.
Experimental
The composite specimens were provided by Experimental Physics Facility, National Center for Physics, Quaid-e-Azam University, Islamabad. Composite specimens were prepared using vacuum assisted resin infusion technique. The loading fraction of carbon fibres in the two types of composites was ∼50 wt-% in the form of 2D woven fabric, while the contents of each of CNTs and NDs were 0.1 and 0.2 wt-% in two composite specimens. For comparison, a reference composite sample was also prepared without nanoreinforcements. Araldite 5052 epoxy was used as a matrix material in the composites. CNTs and NDs were first functionalised and mixed with the epoxy matrix to be infused into composite architecture.
Based on Archimedes method, the density of composite specimens was measured by utilising a densimeter (A&D Japan GF-300). Thermal conductivity was measured by following ASTM D5930 standard 18 as described elsewhere. 19 The thermal response of the composite specimens at higher temperatures under oxidising atmosphere was studied by thermogravimetric analyser (Mettler-Toledo, TGA/DSC 1). For reference, TGA of individual constituents of composite specimen (carbon fibres, CNTs and NDs) was also performed. The specimens were heated from room temperature to 1200°C in air at a heating rate of 15°C min− 1. At least three tests were carried out for each type of composite material. Oxyacetylene torch apparatus, as described elsewhere, 19 was used for the ablation tests following ASTM E285-80 standard. 20 Composite specimens are identified as (i) CF/Epoxy, (ii) 0.1CNTs/0.1NDs/CF/Epoxy and (iii) 0.2CNTs/0.2NDs/CF/Epoxy for convenience and will be discussed as such in the rest of the text.
Results and discussion
The densities of as manufactured composite specimens are listed in Table 1. Densities of the composite specimens are not largely different from each other. Owing to their small size and spherical shape, NDs 21 and CNTs 22 have the tendency to agglomerate and affect the density of composites, but their surface functionalisation and uniform dispersion have not significantly affected the densities of composites.
Measured (actual) and relative densities (actual/theoretical) of composites with and without nanoreinforcements

Archimedes method.
Geometrical method.
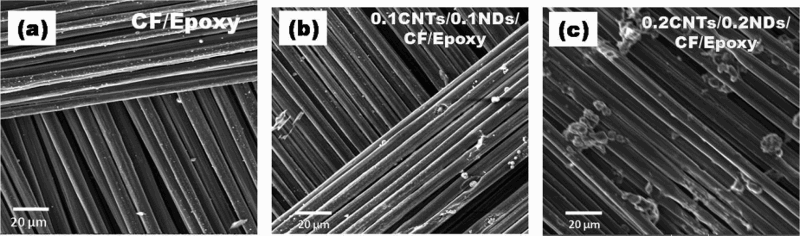
Figure 1a–d shows SEM images of as manufactured composite specimens. Carbon fibres are evident in the images, which are embedded in epoxy matrix. The images also reveal the presence of CNTs in the epoxy matrix in between carbon fibres.
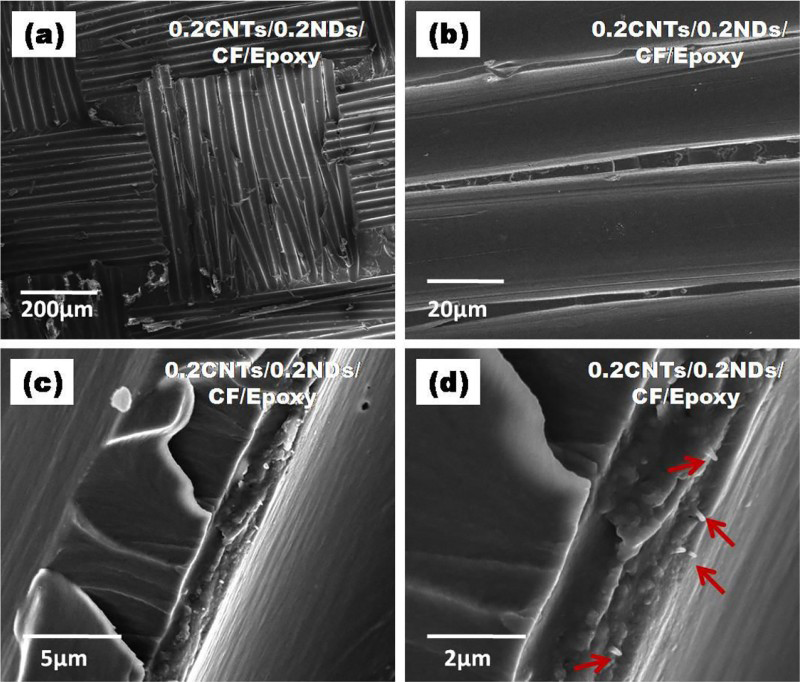
SEM images of nanofiller reinforced carbon fibre epoxy matrix composite at different magnifications: a 2D woven architecture of carbon fabric; b carbon fibres embedded in epoxy matrix; CNTs in epoxy matrix at c low and d high magnification; arrows indicate presence of CNTs
Figure 2 shows the thermal conductivity values of composite specimens. The composites containing nanofillers have higher conductivity values compared to those without nanofillers. PAN based carbon fibres have a thermal conductivity of ∼20 W (m K)− 1, 23 while thermal conductivity of individual CNTs is reported to be 3000 W (m K)− 1. 24 By introducing CNTs in the epoxy matrix, the increase in thermal conductivity of the epoxy matrix was also reported elsewhere.19, 25 The thermal conductivity of pure NDs sintered at 5.5 and 6.0 GPa at 1900°C is reported to be 50 W (m K)− 1. 26 The increase in thermal conductivity of epoxy matrix with the introduction of NDs was also observed elsewhere. 27 With the addition of both CNTs and NDs, the thermal conductivity increased, as can be seen in Fig. 2; the addition of 0.1 wt-% CNTs and 0.1 wt-% NDs in carbon fibre epoxy matrix composite resulted in an increase of 22%, while further increase of nanofillers, i.e. 0.2 wt-% CNTs and 0.2 wt-% NDs, produced 30% increase in the thermal conductivity of composites.
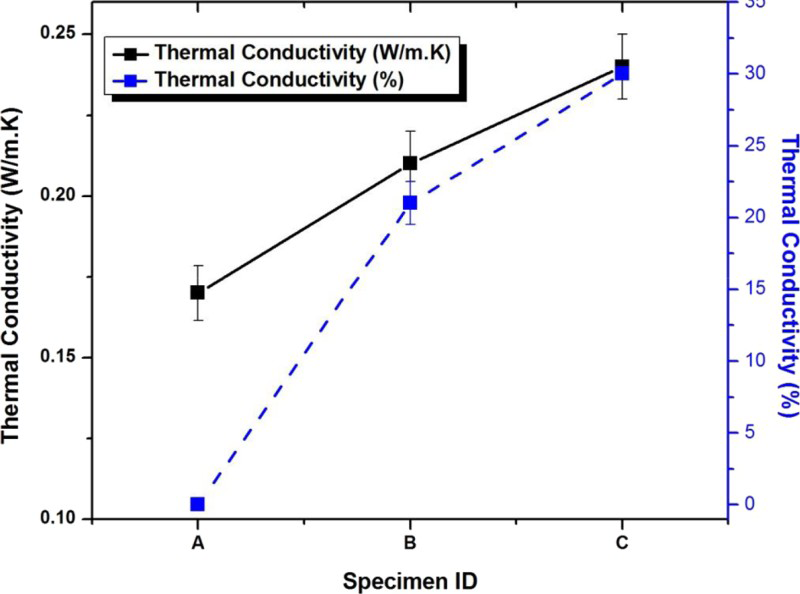
Thermal conductivity of composite specimens: a CF/Epoxy composite; b 0.1 wt-% CNTs/0.1 wt-% NDs/CF/Epoxy composite; c 0.2 wt-% CNTs/0.2 wt-% NDs/CF/Epoxycomposite
Figure 3 shows thermogravimetric patterns of individual constituents of the composites, i.e. neat epoxy, CNTs, NDs and carbon fibres, in an oxidising atmosphere. The tetraglycidyl methylene dianiline class of 5052 epoxy resin showed a two-step weight loss profile: two sharp peaks on the differential curve at 380 and 580°C can be seen. Amine functionalised CNTs showed one-step degradation: peak in the differential curve was found at 570°C. The carboxyl groups at the surface of CNTs grow to form hexagon hydrogen bond net, which enhances the activation energy of CNTs and increases the thermal stability of epoxy matrix. The onset temperature of functionalised CNTs is ∼570°C, which matches with the literature values. 28 In the case of NDs, a fast and drastic loss in weight started when the temperature reached an initial bulk oxidation temperature at ∼590°C. This process continued at the temperature range of 590–720°C, during which almost all the carbonaceous materials, including diamond, graphite and amorphous carbon, are oxidised. The onset temperature of functionalised NDs is ∼590°C, which matches with the literature values. 29 Carbon fibres were the most stable constituent in the composite system under investigation, which showed a peak at 850°C on differential curve. At first stage, epoxy matrix undergoes dehydration process, which leads to the formation of CO, CO2 and other carbonaceous compounds due to chemical changes in the network of epoxy resin, while the second step involves thermo-oxidative reaction corresponding to complete degradation of carbonaceous materials. 30 The onset temperature of carbon fibres is ∼630°C, where they start converting into CO and CO2 gases. 31
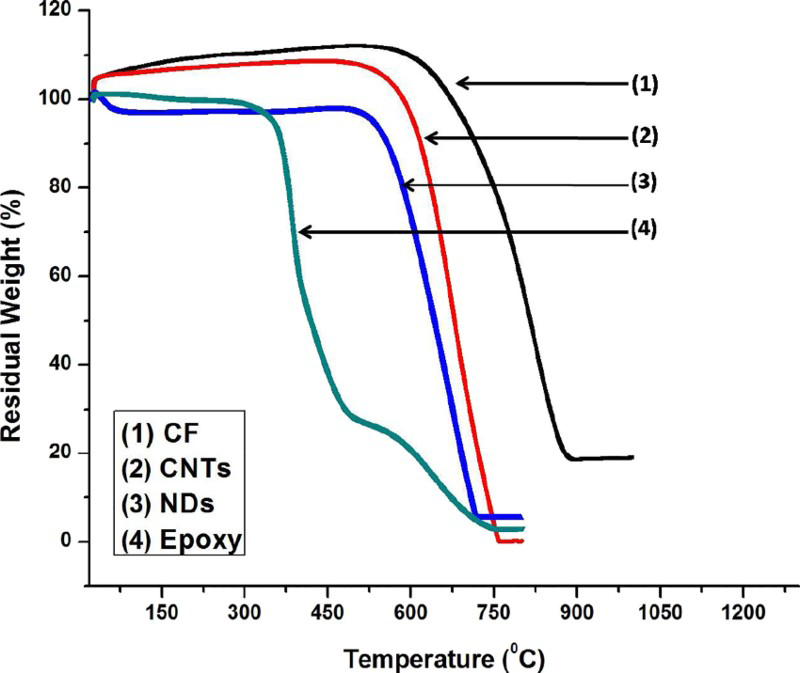
TGA curves showing decomposition temperatures of neat epoxy, CNTs, NDs and carbon fibres
Figure 4 shows the TGA curves of the composite specimens under investigation. Carbon fibre epoxy matrix composites containing NDs and CNTs show increase in high temperature stability compared to composites without NDs. Table 2 shows residual weight percent with different temperatures; no significant weight loss was noted after 1000°C, but residual weight percent increases with the increase in nanofillers.
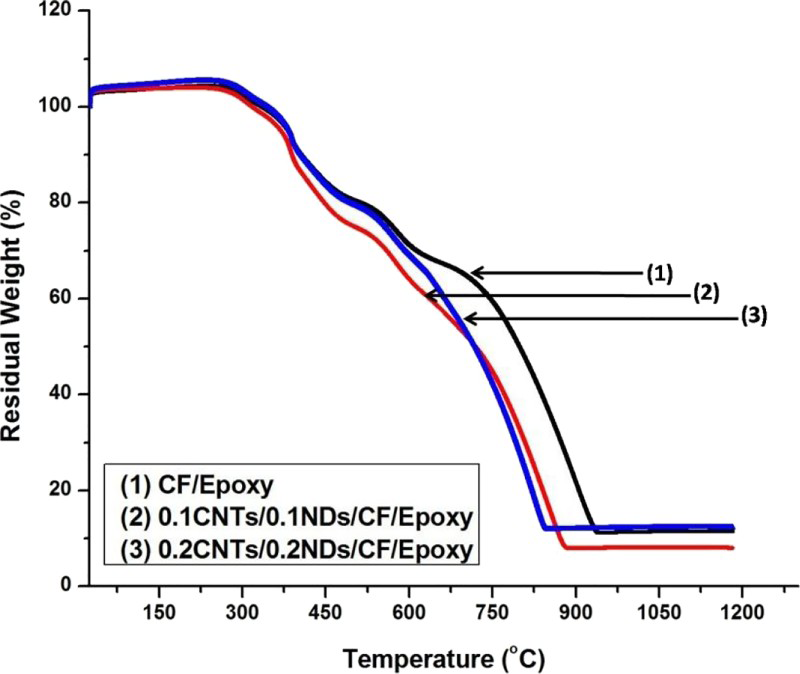
TGA curves showing thermal response of composite specimens with and without nanofillers
Residual weight of composites with temperature rise
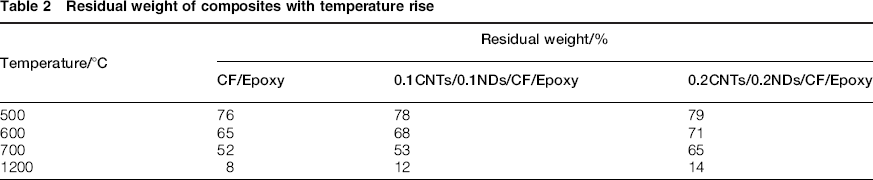
It can be inferred from these results that by introducing both the CNTs and NDs in carbon fibre epoxy matrix system, the thermal stability increases; NDs and CNTs are thermally more stable than the epoxy matrix and improve the thermal stability of the composites.
Figure 5 shows the weight loss after ablation test and erosion rate of composite specimens after ablation testing, as shown in Fig. 6. With the addition of nanofillers, the weight loss increased after ablation of composite specimens. This increased weight loss can be related with an increase in the thermal conductivity of the composites. Owing to the increase in the thermal conductivity, the heat flux was distributed in larger surface area of specimen, leading to increased loss of mass compared to the composite specimen without nanofillers. By increasing the loading fraction of nanofillers, the weight loss decreased but still higher than the weight loss of reference composite. The reason of this less weight loss is the tendency of CNTs to improve char formation of epoxy. 32 High char yield due to CNTs and NDs decreases the weight loss of composite containing 0.2 wt-% CNTs and 0.2 wt-% NDs.
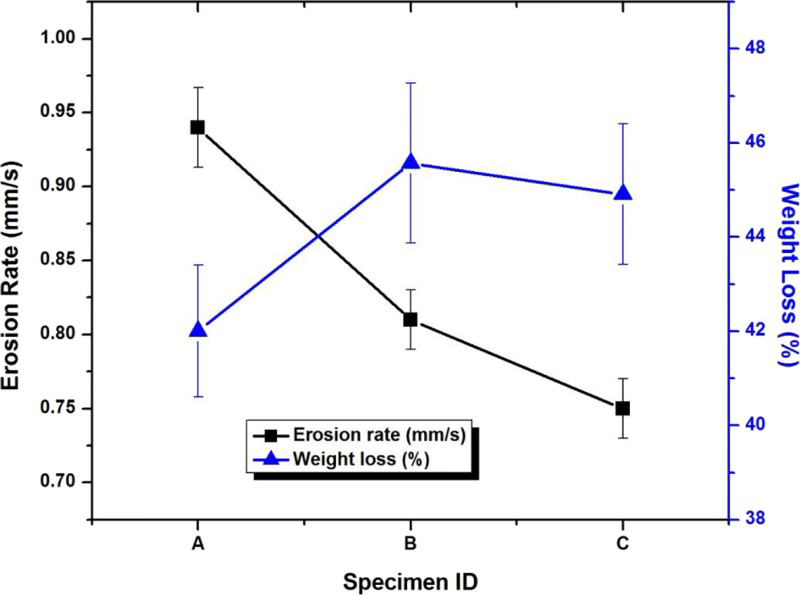
Weight loss and erosion rate profile of composite specimens: a) CF/Epoxy; b 0.1 wt-% CNTs/0.1 wt-% NDs/CF/Epoxy; c 0.2 wt-% CNTs/0.2 wt-% NDs/CF/Epoxy (mentioned composite type against specimen ID)
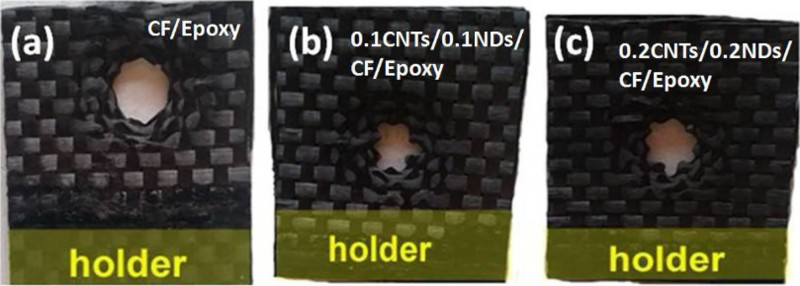
Composite specimens after ablation testing: a CF/Epoxy; b 0.1 wt-% CNTs/0.1 wt-% NDs/CF/Epoxy; c 0.2 wt-% CNTs/0.2 wt-% NDs/CF/Epoxy
The improvement of 14% in the erosion resistance for composite containing 0.1 wt-% CNTs/0.1 wt-% NDs and 20% for composite containing 0.2 wt-% CNTs/0.2 wt-% NDs have been observed, as can be seen in Table 3. This improved erosion resistance is credited to the tendency of nanofillers to form a structured char network on the surface of the polymer, acting as a shield that reemits much of the incident radiation back into the gas phase.
Weight loss and erosion resistance of composites

Figure 6 shows photographic images of composite specimens after ablation. Burn-through of the specimens due to shear forces and oxidation by the flame is evident. Burn-through holes were not circular in all types of composite specimens, as carbon fabric used in our experiments was 2D woven and carbon fibre tows were placed at 90° to each other; therefore, they were eroded after the preferential degradation of the epoxy matrix. The edges found in the burn through hole are the ablated tows of carbon fibres.
Generally, the degradation is the result of combined effects of heat and oxygen. In oxidising conditions, the polymer reacts with the oxygen of the air, generating low molecular weight products and/or very reactive species, which confer a high velocity on the ?ame front, resulting in rapid ?ame spread. Through recombination reactions of the macromolecular radicals, oxidative thermal degradation can also lead to crosslinking. In terms of ?ammability, polymers undergoing random scission and depolymerisation are usually more ?ammable than polymers, which experience crosslinking or pendant group elimination upon heating. These two mechanisms (crosslinking and pendant group removal) result in the production of species, which act as precursors of char and therefore reduce ?ammability.33–35 Nanoparticles operate principally in the condensed phase, promoting the formation of a continuous superficial layer comprising a network, which protects the underlying material.
Figure 7 shows the insulation index, which is a measure of material's capacity to provide insulation at different temperatures. The insulation capacity of composite specimens increases with the increase in nanofiller contents. This increase in insulation index can be related with the material's capacity to form increased char yield due to CNTs and NDs.
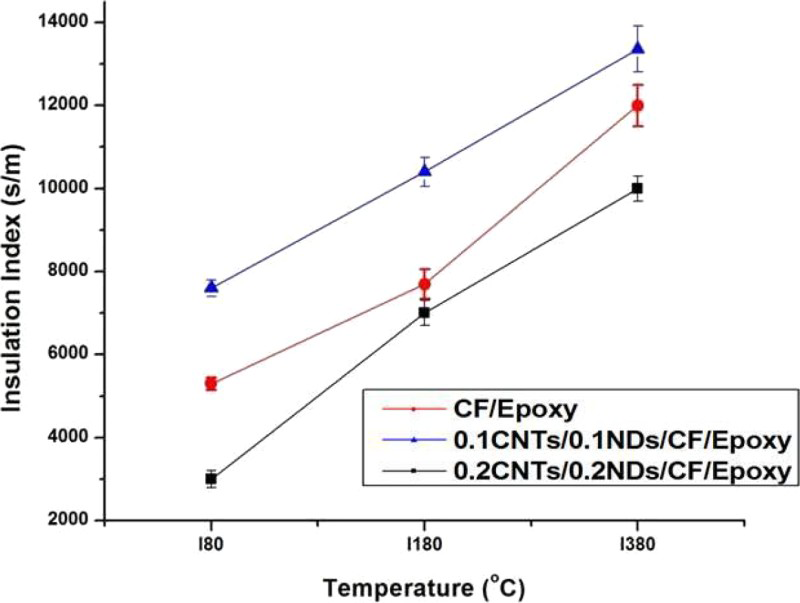
Insulation indexes of composite specimens at three different temperatures of 80, 180 and 380°C
Figure 8 shows insulation to density performance, which is a measure of material's insulation capacity with respect to its density. The insulation to density performance of nanofiller reinforced composite specimens is better than the composite specimen without nanofillers due to high insulation index and low density (see Table 1).
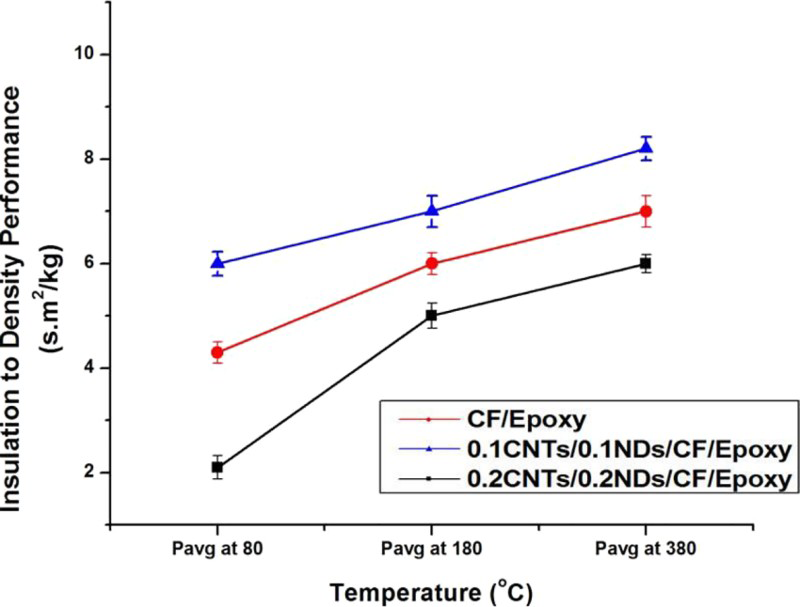
Insulation to density performance of composite specimens at three different temperatures of 80, 180 and 380°C
Post-burnt SEM images were taken from two positions: (i) where oxyacetylene flame actually hit and (ii) at a distance of ∼7 mm away from this location. SEM images of the ablated surfaces at different magnifications are shown in Figs. 9–12. Fibre break-up was extensive in composites without nanofillers (Fig. 9a) compared to composites containing nanofillers, as can be seen in Fig. 9b and c, which ablated in a uniform manner without heavy break-up of the fibres. The ablated regions of the composites were further magnified to understand the ablation behavior of nanofiller reinforced composites. Blunt fibre tips of CF/Epoxy composites (Fig. 10a) revealed that the ablation is less affected due to radial recession of fibres through their length. It is mainly due to the oxidation/mechanical erosion of fibres at the flame hit area and resulted in the separation of fibres within tows. The low thermal conductivity 2 may have increased the thermal effect at the localised area, and as a result, a uniform radial recession of the fibres or needle-like shape of fibres was not observed, which is a characteristic feature of carbon fibres in carbon–carbon composites, 36 while it was observed in composites containing nanofillers (Fig. 12b and c). 0.2CNTs/0.2NDs/CF/Epoxy composite showed excessive thinning of fibre through larger lengths compared to 0.1CNTs/0.1NDs/CF/Epoxy composite due to high thermal conductivity (∼30% more conductive). This conductivity causes the heat to flow in larger volume and enlarge the heat affected area, leading to absorption of more heat flux. SEM images of the composites at a distance ∼7 mm from the ablated region show unablated carbon fibres with residual oxidation products (Fig. 11). A further magnification of these regions (Fig. 12) reveals the presence of oxidation products on carbon fibres, which were found in excessive quantity in composites containing nanofillers than CF/Epoxy composite. More carbonaceous products were found on 0.2CNTs/0.2NDs/CF/Epoxy composite compared to CF/Epoxy and 0.1CNTs/0.1NDs/CF/Epoxycomposite specimens (Fig. 12b and c), supporting the results of TGA (Table 2) of producing more char, less weight loss and improved erosion resistance compared to CF/Epoxy composite.
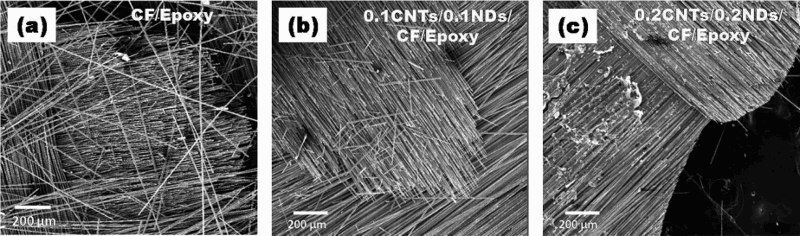
SEM images of composite specimens with and without nanofillers: a excessive fibre break-up in composites without nanofillers; b, c relatively uniform burning after incorporation of nanofillers
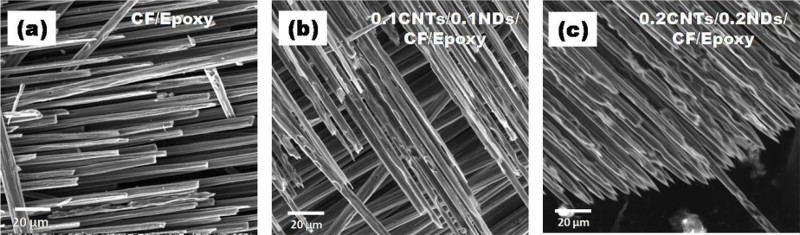
SEM images of composites: a blunt carbon fibre edges in composites without nanofillers; b, c needle-like morphology due to fibre thinning caused by increase in thermal conductivity in composites containing nanofillers
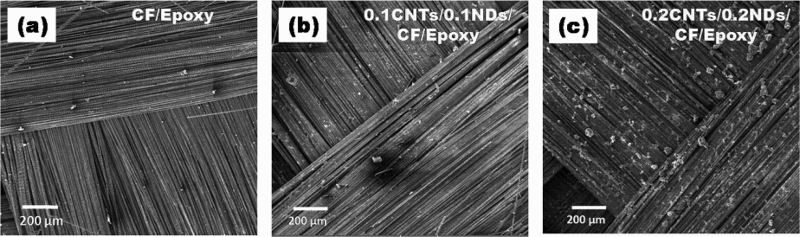
SEM images of composite specimens with and without nanofillers taken at 7 mm from flame hit point
SEM images of composite specimens with and without nanofillers taken at 7 mm from flame hit point
The ablation in carbon fibre epoxy matrix composites containing nanofillers is assumed to be a surface ablation phenomenon 37 and not a volume phenomenon; the thermosetting epoxy sublimes when the temperature reaches its sublimation temperature, leaving behind carbonaceous char and carbon fibres. Carbon fibres due to their very high sublimation temperature sublime at ∼2000°C. 38 With the introduction of CNTs and NDs, which are also carbon based materials, further improvement in the recession resistance of the composite specimens was observed. These nanofillers improve the thermal stability and the thermal conductivity of epoxy matrix. Therefore, the possible causes of improvement in erosion resistance of composites may be the improved thermal stability and thermal conductivity of epoxy matrix (Fig. 2). This increase in thermal conductivity brings larger volume under the heat of ablation, which leads to oxidation of more carbon fibres and hence more consumption of heat energy. Improved thermal conductivity can also be co-related with increase weight loss of the material (Fig. 5). With an increase in nanofiller content, the thermal conductivity increases, which leads to high erosion resistance.
Figure 13 shows the schematic model of the mechanism of ablation of the three types of composite specimens. Figure 13a illustrates the ablation of the reference composite specimen, which comes in contact with oxyacetylene flame. Thermally insulating epoxy could not transfer heat effectively and heat flux concentrated on small area of contact. Carbon fibres due to higher temperature and high shear force of the flame eroded away where they came in contact with the flame. Figure 13b shows the ablation behavior of carbon fibre epoxy matrix composites containing 0.1 wt-% CNTs and 0.1 wt-% NDs. These nanofillers made epoxy a conducting matrix, and this conductive matrix spread the heat flux on a larger area and allowed carbon fibres to oxidise along their lengths (Fig. 10b). With the increase in nanofillers, i.e. 0.2 wt-% CNTs and 0.2 wt-% NDs, through thickness penetration becomes more difficult due to more affected area and larger fibre thinning lengths, as can be observed in Figs. 10c and 13c.
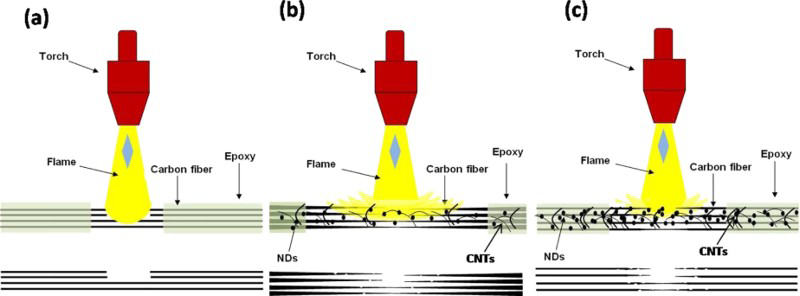
Schematic diagram showing mechanism of ablation in three types of composites with and without nanofillers: a CF/Epoxy; b 0.1 wt-% CNTs/0.1 wt-% NDs/CF/Epoxy; c 0.2 wt-% CNTs/0.2 wt-% NDs/CF/Epoxy
Conclusions
NDs and CNTs reinforced carbon fibre epoxy matrix composites prepared by vacuum assisted resin infusion method have been studied against their thermal and ablative properties. An increase in thermal conductivity up to 30% has been observed for the composite containing 0.2 wt-% CNTs and 0.2 wt-% NDs, while the erosion resistance was improved to 14%. The incorporation of nanofillers also changed the ablating behavior of carbon fibres in the composites. The char formation capacity of epoxy has been improved due to nanofiller addition, which improved the ablative properties of composites. Improved erosion resistance was related with increased thermal conductivity, thermogravimetric patterns and weight loss profiles, and it was found that the improved thermal conductivity and thermal stability and better char formation capacity due to the addition of nanofillers may be the possible reasons for increased thermal and ablative properties. Insulation index and insulation to density performance index, which are the measures of material ability protect structure, have been improved due to good charring ability and increase in thermal conductivity.