
Abstract
Microcrystalline cellulose chemically modified by 3-isocyanatopropyl triethoxysilane (K-MCC) was incorporated as reinforcement into a polylactic acid (PLA) matrix to prepare PLA/K-MCC composites by melt blending. X-ray diffraction showed that PLA's crystalline structure was not affected by the added K-MCC, but its degree of crystallinity increased somewhat. Differential scanning calorimetry indicated that, when 5 wt-%K-MCC was added to PLA, the crystallisation of PLA improved greatly, and the degree of crystallinity reached a maximum of 39.4%, which exceeded that of pure PLA. Mechanical testing revealed that the tensile strength, modulus and heat distortion temperature of PLA also increased significantly after modified MCC was added, and the optimum mechanical properties of the composite were obtained. Dynamic rheological tests revealed shear thinning behaviour in the PLA/K-MCC composites. With increasing shear rate, more obvious shear thinning was observed because of more homogeneous dispersion of K-MCC with fewer hydroxyl groups in the PLA matrix.
Introduction
In recent decades, polymeric materials have played an important role in all areas of everyday life and industry. With rapidly growing awareness of the need for environmental protection and increasing concerns about depletion of oil resources, alternative renewable biodegradable polymer materials (e.g. biobased polyesters1–3 and cellulose4, 5 and starch based6–8 materials) have become one of the most important topics in this century. Among the wide variety of biobased and biodegradable polymers, polylactic acid (PLA) is the most promising for widespread use in industrial applications, e.g. apparel fabrics, medical materials and biodegradable packaging materials, owing to its excellent biocompatibility, biodegradability, and mechanical properties, easy processing and so on. However, application of PLA is still limited because of its poor ductility, slow crystallisation rate, low heat resistance and high cost.9, 10 Therefore, development of PLA composites reinforced by organic11, 12 or inorganic components13, 14 with excellent mechanical properties and low cost and optimisation of the process conditions for production are becoming increasingly important for enhanced overall performance and extended utilisation of PLA based materials.
Microcrystalline cellulose (MCC) has received considerable attention owing to its low cost, natural abundance, low density, excellent mechanical properties and environment friendliness. These distinct advantages facilitate the use of MCC as a filler to obtain reinforced PLA composites. In addition, the crystalline structure of organically modified MCC remains intact and offers high reactivity, strength and elastic modulus and other useful properties.15–17 However, homogeneous dispersion of MCC in a PLA matrix is not easy, and phase separation usually occurs owing to the presence of many hydroxyl groups on the MCC surfaces, leading to incompatibility between polar MCC and less polar PLA. Therefore, surface modification of MCC is highly important for its further use in PLA based materials.17, 18
Several surface modification methods, including physical adsorption of surfactants and polyelectrolytes, chemical coupling and graft polymerisation, have been developed to modify the surface characteristics of MCC.19–23 Chemical modification is more effective and permanent than physical methods because chemical bonds can be formed between the reactive groups of various added fillers and the hydroxyl groups on the MCC surface, yielding stable links between the components and effective alteration of the surface chemistry.24–26 Mukherjee et al. 27 reported a method of improving the dispersion of MCC in a PLA matrix by surface acetylation. They demonstrated that, compared to pure MCC, the modified MCC acted as a nucleating agent in PLA based composites. Felix and Gatenholm 28 used maleic anhydride grafted MCC to improve the interfacial adhesion of polypropylene based composites. In addition, silane coupling agents were used for surface modification of MCC.29, 30 Song and Luo reported 30 that linear low density polyethylene based composites filled with 3-aminopropyl triethoxysilane modified MCC showed increased rigidity. Although different types of surface modification of MCC and its reinforcement in different polymer matrixes have been reported, suitable chemically modified MCC fillers that can be effectively dispersed in the PLA matrix and a deep understanding of their effects on the crystallisation and mechanical properties of composites are still needed to produce high performance biodegradable materials.
In this work, chemically modified MCC was prepared by reacting the hydroxyl groups of MCC with 3-isocyanatopropyl triethoxysilane. Because of the high reactivity of alkoxy silanes and isocyanate groups reacting with hydroxyl groups, 3-isocyanatopropyl triethoxysilane is commonly used as a silane coupling agent for preparing organic–inorganic hybrid materials. 31 The surface modification reactions, including hydrolysis and condensation of alkoxy silanes and formation of urethane linkages, enable effective alteration of the interfacial properties of MCC in a PLA matrix. Composite materials consisting of PLA and the chemically modified MCC (K-MCC) were prepared by melt blending. X-ray diffraction (XRD), differential scanning calorimetry (DSC) and mechanical property measurements were performed to study the crystallisation, mechanical properties and rheological behaviour of the resulting PLA/K-MCC composite materials.
Experimental
Chemicals and materials
Polylactic acid (REVODE751) with a melt index of 5.4 g/10 min (190°C/2.16 kg) and a density of 1.26 g cm− 3 was purchased from Zhejiang Hisun Biomaterials Co., Ltd (Zhejiang, China). The MCC of food grade with an average particle size of 35 μm was supplied by Henan Jinyuan Biological Technology Co., Ltd (Henan, China). 3-Isocyanatopropyl triethoxysilane (KH-907) with a purity of 95% was purchased from Aladdin Industrial Corporation (Shanghai, China). Xylene of analytical grade was supplied by Shanghai Chemical Reagent Company (Shanghai, China). Ethanol of analytical grade was purchased from Sinopharm Chemical Reagent Company, China.
Preparation of modified MCC
Microcrystalline cellulose (10 g) was first placed in a three-necked round bottomed flask. A volume of 100 mL hydrochloric acid with a concentration of 1 mol L− 1 was added to the flask, and the suspension was stirred for 5 h. Then, the product was isolated by filtration, washed with distilled water until it reached a neutral pH and dried at 80°C for further use.
The acidified MCC thus prepared (5 g) was added to 100 mL xylene as a solvent in the three-necked flask. The mixture was ultrasonicated in water for 20 min and then refluxed in an oil bath at 130°C using a magnetic stirrer. The silane coupling agent KH-907 was added dropwise to the mixture, and the reaction was allowed to occur for 8 h. After the reaction, the mixture was cooled to room temperature, and the product was washed with anhydrous ethanol and filtered three times. The modified MCC was dried in vacuum at 45°C for 48 h for further use.
Preparation of PLA/K-MCC composites
Polylactic acid was dried in an air circulating oven at 80°C for 24 h to remove water. The silane modified MCC was mixed with PLA at a certain proportion in a high speed mixer. Blends of PLA and the modified MCC were compounded by melt mixing in a twin screw extruder (SHJ-35, Nanjing Quanta Rubber Machinery Co. Ltd, China) with a screw speed of 60 rev min− 1 and temperature profile ranging from 160 to 190°C. The extrudate was cooled in a water bath at room temperature, dried and granulated by a pelletiser. Specimens for mechanical property testing were injection moulded by a plastic injection moulding machine (HYF-600, Ningbo Haiying Plastic Machinery Co., Ltd, China). Sheet samples with a predetermined thickness were obtained at a pressure of 15 MPa using a flat vulcanising machine (XLB-D350, Rubber Equipment Co., Ltd, Changzhou, China) at a temperature of 190°C.
Characterisation
X-ray diffraction test
X-ray diffraction patterns were collected on a powder diffractometer (RINT2000, Rigaku Corporation, Japan) using Cu Kα X-rays with a wavelength of 1.54 Å as a radiation source. Peak intensities were collected every 0.02° at sweep rates of 1° 2θ·min− 1 to observe the change in crystallinity.
Differential scanning calorimetry test
Thermal analysis was performed on a differential scanning calorimeter (Pyris8500, PerkinElmer, USA) with a nitrogen gas flowrate of 20 mL min− 1. Composite sample weights of 5–8 mg were employed. The samples were first heated at a rate of 10°C min− 1 from 30 to 200°C and held at 200°C for 3 min to erase their thermal history. Then, the samples were cooled at a rate of 10°C min− 1 to 30°C and subsequently held at 30°C for 3 min. Finally, the samples were heated to 200°C at a rate of 10°C min− 1 and held at 200°C for 3 min.
Mechanical test
Tensile testing was conducted according to the ASTM D638 standard test method for the tensile properties of plastics on a universal testing machine (WDT-10000, Shenzhen Kai Li Test Instrument Co., China) at a rate of 20 mm min− 1. Dumbbell shaped specimens were prepared from the sheet obtained by compression moulding mentioned above. Five specimens of each sample were tested to determine the mean value of the results.
Heat distortion temperature (HDT)
The HDT was measured using a Vicat heat distortion tester (VTM1300-A, Shenzhen SUNS Co., Ltd, China) according to the ASTM D648 2007 standard test method. The HDT was determined from room temperature to 200°C at a rate of 2°C min− 1. Three samples were tested in these experiments, and the average values are reported.
Rheological behaviour
Rheological experiments were conducted with a rotational rheometer (Physica MCR301). The tests were conducted using a 25 mm parallel plate for a sample having a thickness of 1 mm. Strain sweep measurements were conducted in a deformation range of 0.01–100% of the strain amplitude to ensure linear viscoelasticity of the dynamic tests with an angular frequency ranging from 1 to 10 rad s− 1. Dynamic frequency sweep tests of composites with different compositions at the same temperature and a fixed strain amplitude were performed at shear angle frequencies of 0.1–100 rad s− 1. All measurements were performed under nitrogen atmosphere.
Results and discussion
X-ray diffraction analysis
A series of PLA/K-MCC composite samples with different filler contents were prepared in two steps involving surface modification of MCC and melt blending of different amounts of K-MCC and PLA. The Fourier transform infrared spectra of MCC and K-MCC are shown in Supplementary Material 1. Compared to neat MCC, K-MCC exhibited several new absorption bands at 1723, 1534 and 2961 cm− 1 representing C = O, C–N–H and –CH2 bonding respectively. This result confirmed successful modification of MCC by reacting hydroxyl groups with 3-isocyanatopropyl triethoxysilane and was in good agreement with the data reported in the literature.
31
Figure 1a shows the XRD patterns of neat PLA and the PLA/MCC and PLA/K-MCC composites. Pure PLA exhibits four peaks at 2θ values of ∼9.38, 16.40, 18.88 and 28.30°, corresponding to characteristic crystalline structures
32
of PLA, which contains mainly amorphous structures. Compared to those of pure PLA, the XRD patterns of the PLA/MCC and PLA/K-MCC composites show no new crystal diffraction peaks. Therefore, the addition of 5–20 wt-%MCC or chemically modified MCC did not change the crystalline structures of PLA.
33
The two crystalline peaks at ∼16.40 and 18.88° exhibited greater intensity for the PLA/K-MCC composite than for the PLA/MCC composite at a loading of 5 wt-%, indicating that the presence of K-MCC can improve the crystallinity of PLA. The diffraction peaks at ∼16.40 and 18.88° are attributed to the reflections of (200)/(110) and (203) crystal planes of PLA, which is the characteristic of the α-form crystal after annealling.
32
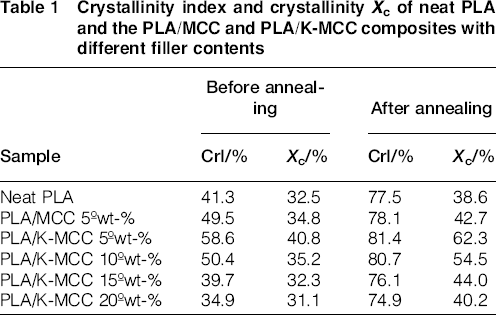
The crystallinity of the composites is reflected by the crystallinity index (CrI), which can be calculated as

 was calculated according to equation (2)
was calculated according to equation (2)

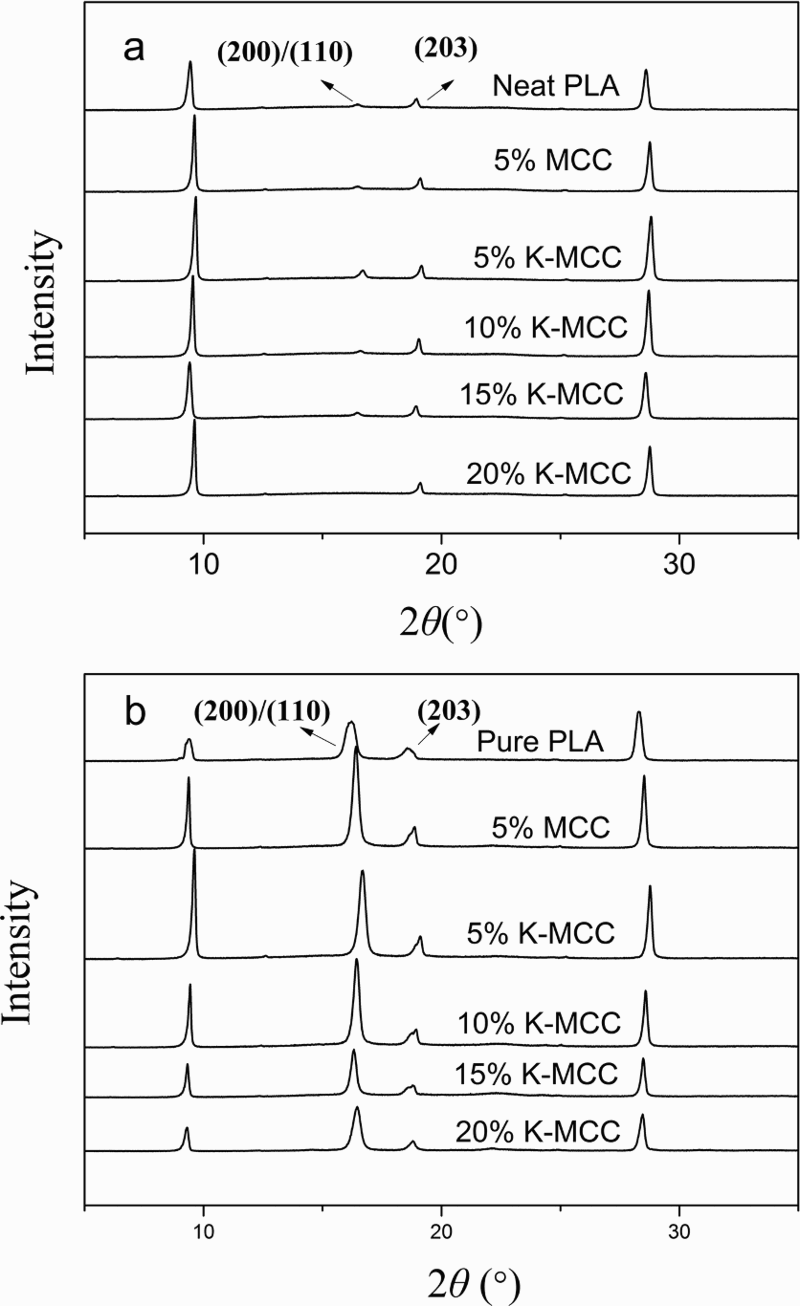
X-ray diffraction patterns of neat PLA and the PLA/MCC and PLA/K-MCC composites a before and b after annealing at 80°C for 8 h
Crystallinity index and crystallinity Xc of neat PLA and the PLA/MCC and PLA/K-MCC composites with different filler contents
The XRD patterns of neat PLA and the PLA/MCC and PLA/K-MCC composites after annealing at 80°C for 8 h are shown in Fig. 1b. The intensity of the crystal diffraction peaks and the calculated crystallinity are both clearly highest in the PLA/K-MCC composite with 5 wt-% filler loading; this is attributed to the effect of heterogeneous nucleation of K-MCC during cold crystallisation. As the K-MCC loading increases from 5 to 20 wt-%, the crystallinity of the PLA/K-MCC composites decreased, indicating suppressed crystallisation of PLA. This can be explained by the effect of the non-uniform dispersion of K-MCC in the PLA matrix, which is caused by the increasing amount of K-MCC filler. These XRD results for K-MCC reinforced PLA composites demonstrate that the PLA/K-MCC composite shows much better crystallisation properties than PLA/MCC composites with the same filler content (5 wt-%) because of the improved dispersion of the chemically modified MCC in the PLA matrix, which facilitates more heterogeneous nucleation of PLA.
Differential scanning calorimetry analysis
Differential scanning calorimetry thermograms and the thermal parameters of neat PLA and the PLA/MCC and PLA/K-MCC composites with filler contents ranging from 5 to 20 wt-% are shown in Fig. 2 and Table 2 respectively. Figure 2a shows that, in the first heating scan, the glass transition temperature Tg of PLA was almost unaffected by the addition of K-MCC, but the cold crystallisation was significantly influenced. The PLA/MCC and PLA/K-MCC composites with a filler content of 5 wt-% both showed a more intense cold crystallisation peak Tcc compared with that of pure PLA. When 5%K-MCC was added, the cold crystallisation peak area of the PLA/K-MCC composite was maximum, indicating the positive effect of the optimal amount of K-MCC on cold crystallisation of PLA. However, as the K-MCC content increased above 5 wt-%, the cold crystallisation peak gradually became much smaller. This can be explained by the restricted movement of the PLA chains due to an excess of K-MCC in the PLA matrix, which is not favourable for cold crystallisation. 34
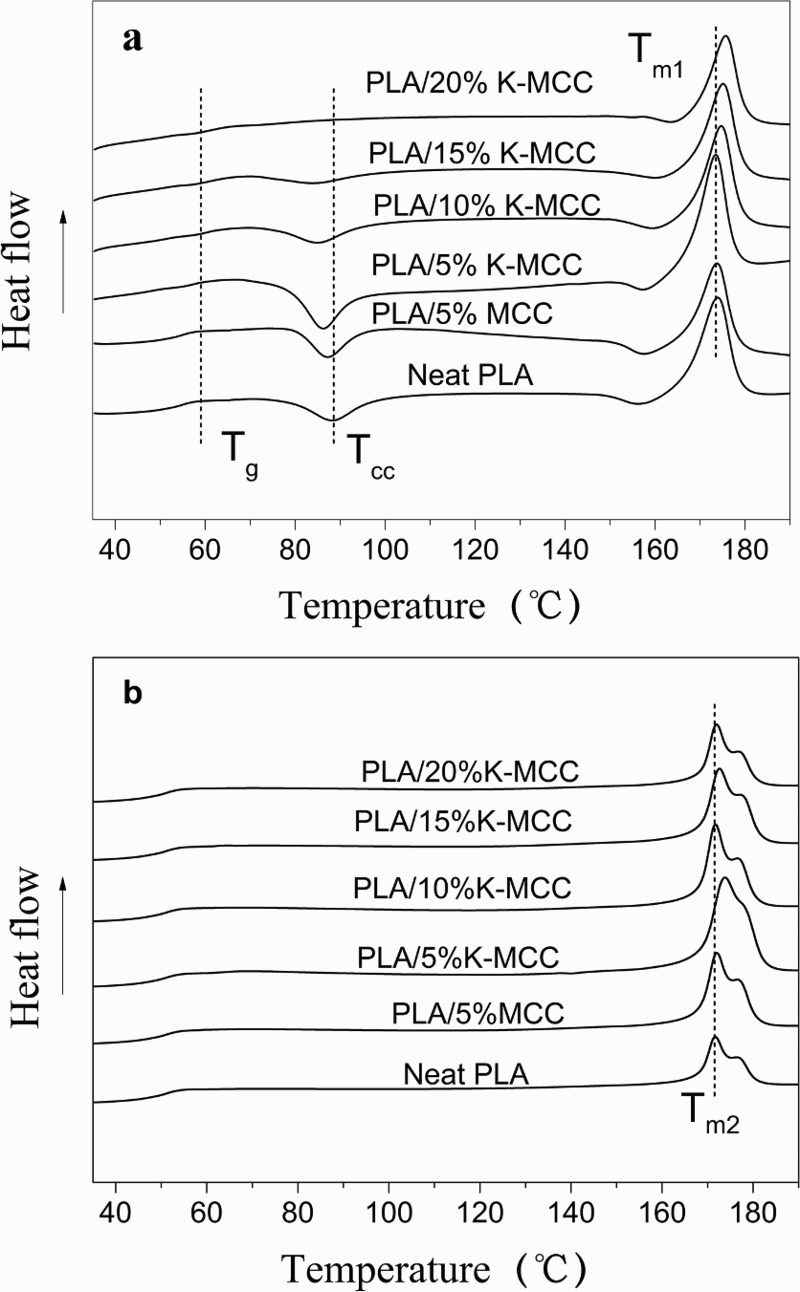
a first heating run; b second heating run after annealing at 80°C for 8 h
Thermal parameters of neat PLA and PLA/MCC and PLA/K-MCC composites at various loadings

As shown in Table 2, the addition of K-MCC to the PLA matrix at different loadings can shift the cold crystallisation temperature Tcc of the composites towards lower values. At a loading of 5 wt-%, the cold crystallisation peak of PLA/MCC is ∼87.2°C; this is slightly higher than the Tcc value of 86.3°C for the PLA/K-MCC composite, which itself is nearly 2°C lower than that of pure PLA (88.2°C). The Tcc value of the PLA/K-MCC composite decreased with increasing K-MCC loading. The temperature difference ΔTcc between Tcc and Tg can be used for qualitative analysis of the crystallisation ability of the PLA composites. When the ΔTcc value of the composite is lower than that of neat PLA, the composite starts to crystallise sooner than neat PLA, indicating the role of K-MCC or MCC as a nucleating agent in crystallisation of PLA. It is concluded that the PLA/K-MCC composite is more easily crystallised than neat PLA and the PLA/MCC composite with the same filler content (5 wt-%).
Figure 2b shows DSC thermograms of neat PLA and the PLA/MCC and PLA/K-MCC composites with various K-MCC contents in the second heating run after annealing at 80°C for 8 h. Double melting peaks appeared in the thermograms of all the samples and are attributed to the formation of two different aggregations of crystal grains in the crystalline region of PLA. The peak at a low melting temperature is thought to be related to the melting of some of the imperfect PLA crystals formed in the cooling process, which reduces the melting point in the second heating run. The high temperature melting peak is thought to be associated with the melting of perfect crystals formed during melt recrystallisation in the heating process. The low temperature melting point Tm2 of the PLA/K-MCC composite with 5% added K-MCC reached 173.8°C. Correspondingly, the area of the high temperature melting peak decreased, suggesting that the addition of even a small amount of K-MCC can improve the crystalline structures of PLA, and the portion of PLA needed for recrystallisation decreased. This can also be explained by the fact that K-MCC acts as an effective nucleating agent to facilitate heterogeneous nucleation of PLA.
The total per cent crystallinity Xc of the samples was calculated using equation (3)
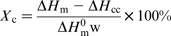
 (J g− 1) is the melting enthalpy of 100% crystalline PLA (93.7 J g− 1 was used) and w is the weight fraction of PLA in the composite. The calculated results are also listed in Table 2. The crystallinity Xc of the composite with 5%K-MCC reaches the maximum value of ∼39.4%, which is 11.6% higher than that of pure PLA, indicating the positive effect of K-MCC on the crystallisation of PLA.
(J g− 1) is the melting enthalpy of 100% crystalline PLA (93.7 J g− 1 was used) and w is the weight fraction of PLA in the composite. The calculated results are also listed in Table 2. The crystallinity Xc of the composite with 5%K-MCC reaches the maximum value of ∼39.4%, which is 11.6% higher than that of pure PLA, indicating the positive effect of K-MCC on the crystallisation of PLA.
Mechanical properties
From the viewpoint of molecular chain movement, MCC is used as an organic reinforcement to improve the rigidity and strength of PLA by blocking the movement of polymer chains in PLA, which is the primary enhancement mechanism of organic particle filled polymer composites.35, 36 The particle dispersion and the interfacial adhesion strength between particles and the resin substrate surface strongly affect the enhancement mechanism. Figure 3 shows the effect of different filler contents on the tensile strength and modulus of the PLA/MCC and PLA/K-MCC composites. Figure 3a clearly shows that, at a loading of 5 wt-%MCC, the tensile strength of the PLA/MCC composite was slightly lower than that of the PLA/K-MCC composite. When the MCC content exceeded 10 wt-%, the tensile strength of the PLA/MCC composites became lower than that of pure PLA owing to poor dispersion of MCC, which contained many hydroxyl groups on its surface, in PLA. However, the advantages of MCC, including its high strength and high modulus, at low loadings can facilitate the enhancement of the properties of PLA. In addition, MCC particles can act as nucleating agents during heterogeneous nucleation, producing smaller PLA spherulites and higher tensile strength. The tensile strength of the PLA/K-MCC composite containing 20 wt-%K-MCC was found to be 12.9% higher than that of neat PLA. Figure 3b shows that the tensile modulus of the PLA/K-MCC composite containing 15 wt-%K-MCC was 25% higher than that of neat PLA. The reason is that chemical surface modification of MCC by a silane coupling agent dramatically reduced the number of hydroxyl groups on its surface, leading to improved dispersion of MCC in PLA and increased crystallisation of PLA. Therefore, the PLA/K-MCC composites showed significantly enhanced mechanical properties compared to those of neat PLA.
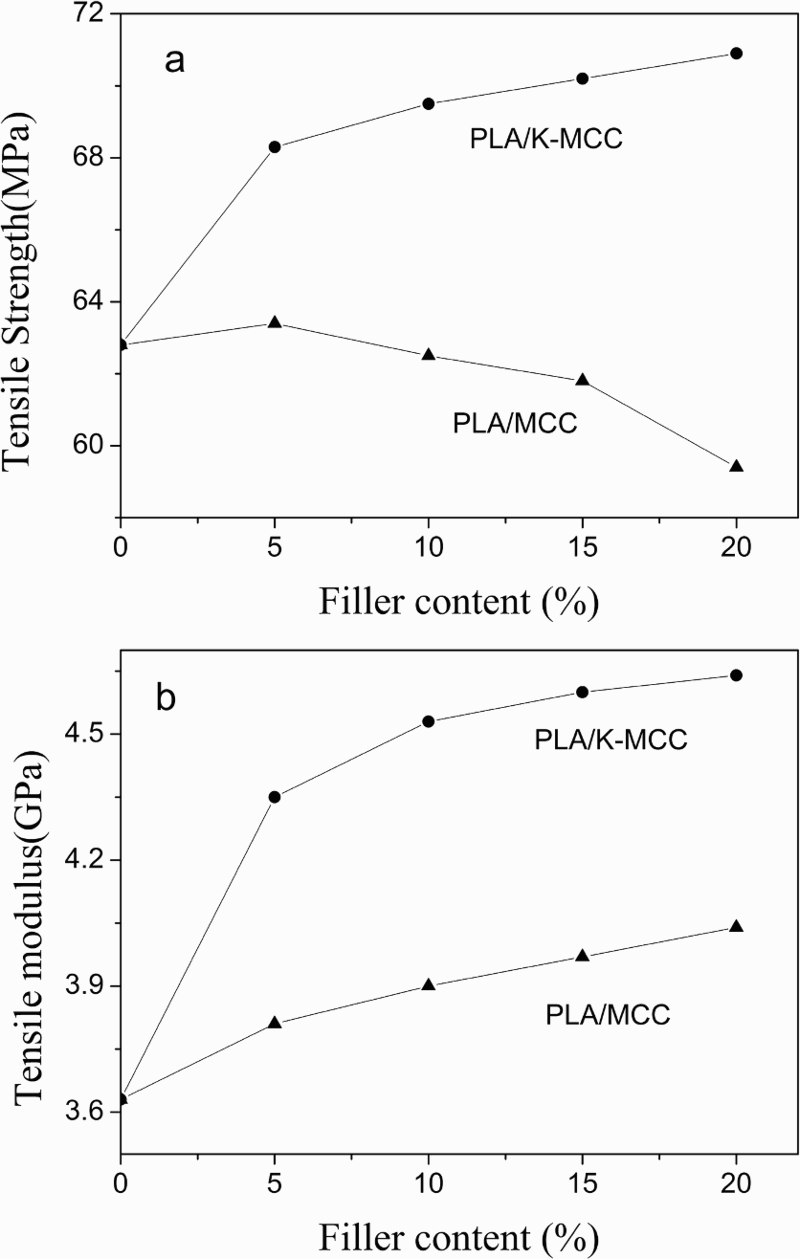
Effect of filler content on a tensile strength and b modulus of PLA/MCC and PLA/K-MCC composites
Heat distortion temperature
Figure 4 shows the effect of the filler content on the HDT of the PLA/MCC and PLA/K-MCC composites. Pure PLA clearly has a relatively low HDT of ∼62.8°C. The addition of MCC can improve the deformation temperature of PLA, but no significant increase in the distortion temperature can be observed even at an MCC content of 20 wt-%. This is due to uneven dispersion of MCC in the PLA matrix. In contrast, the PLA/K-MCC composite with 5 wt-%K-MCC exhibits an HDT of ∼68.5°C, which is 5.7°C higher than that of pure PLA, owing to the reinforcement of rigid K-MCC and the improved crystalline structure of PLA. The formation of more perfect crystals in the PLA/K-MCC composite can increase the heat resistance, preventing deformation of the composites. At a filler content of 20 wt-%, the PLA/K-MCC composite shows an HDT of ∼70.2°C, which is 7.4°C higher than that of pure PLA. When the filler content is >5 wt-%, the thermal deformation temperature tends to increase slowly, but all the PLA/K-MCC composites have higher HDTs than the PLA/MCC composites with the same filler content, indicating that the improved interfacial adhesion between K-MCC and PLA significantly influences the heat resistance of the composites.
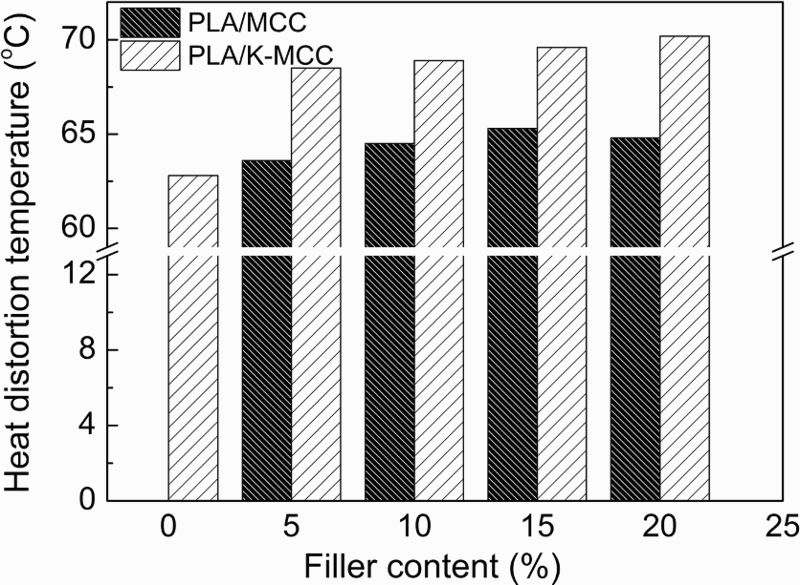
Heat distortion temperature of PLA based composites with various filler contents
Rheological behaviour
Rheological measurements are used mainly to study the viscoelastic behaviour of polymeric materials and the relationship between polymer structures and processing performance.37, 38 Figure 5 compares the storage modulus of the PLA/K-MCC composite with those of neat PLA and PLA/MCC with the same filler content of 10 wt-%. Compared with pure PLA, the PLA/MCC composite showed a larger storage modulus in the low frequency range. In addition, the storage modulus of the PLA/K-MCC composite with silane modified MCC was significantly improved compared to that of the corresponding PLA/MCC composite. The main reason is that the addition of MCC hindered the movement of PLA chains, and relaxation of the polymer chains slowed. The interfacial adhesion between silane modified MCC and PLA was enhanced, increasing the resistance to motion of the polymer chains. It is also observed that the flow behaviour of the PLA based composite material in the low shear rate range is quite different from that in the high shear rate range. The composite material at higher shear rates tends to behave more like a liquid, which is probably because, at higher frequency, the cellulose has greater deformation, resulting in a decrease in the storage modulus. 27 The many polar hydroxyl groups on the surface of the unmodified MCC can form intra- and intermolecular hydrogen bonds in the PLA matrix. The incompatibility of polar MCC with less polar PLA leads to poor dispersion of MCC, and many agglomerations can be formed. At high shear rates, MCC was not easily deformed owing to hydrogen bonding interactions, and the storage modulus of the PLA/MCC composite remained relatively high compared to that of neat PLA. However, the modified MCC, having a larger hydrophobic surface and fewer hydroxyl groups, is more compatible and has better dispersion in the PLA matrix. At high shear rates, K-MCC had a large deformation, and the storage modulus of the PLA/K-MCC composite approached that of the PLA/MCC composite but remained higher than that of neat PLA.
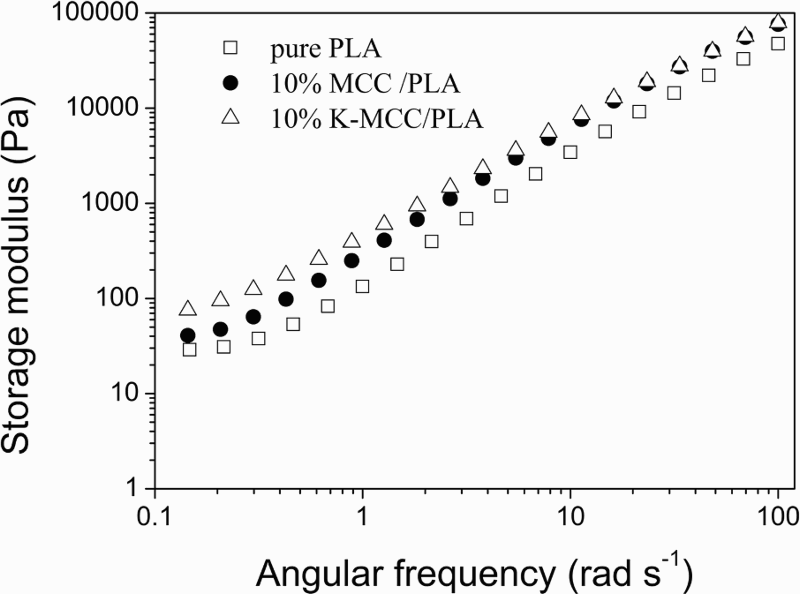
Comparison of storage modulus of PLA/K-MCC (10 wt-% filler) with those of PLA/MCC (10 wt-% filler) and neat PLA
Figure 6 shows the storage modulus G′ and complex viscosity η* of the neat PLA and PLA/K-MCC composites with different loadings as a function of the angular frequency at 190°C. Figure 6b shows that the complex viscosity of the composites with different filler loadings decreased with increasing frequency, indicating shear thinning behaviour and pseudoplastic characteristics in the polymer composite melt fluids. In the lower frequency range, the G′ and η* values of each PLA/K-MCC composite material are significantly higher than that of pure PLA, indicating uniform and homogeneous dispersion of K-MCC in the PLA matrix. The addition of K-MCC reduces the mobility and free volume of PLA chains, leading to a higher melt viscosity of the composite melt. With increasing K-MCC content, the mobility of PLA chains continues to decrease; this causes slow relaxation of the PLA chains, producing the enhanced properties of PLA with the addition of K-MCC. In addition, at high frequency shear rates, the η* values of the composites with different K-MCC loadings finally tend to approach each other, i.e. η* no longer increases with increasing K-MCC content. The final G′ values of the composites with different K-MCC loadings also exhibited no significant difference in the high frequency range. This can be explained by a more obvious pseudoplastic behaviour of the composites with the addition of K-MCC. The characteristics of MCC, including the stiffness and slenderness ratio, greatly improved the anisotropic properties of the PLA based composites. Orientation of K-MCC in the PLA matrix, together with the strong interactions between the PLA chains and K-MCC, occur easily at higher shear rates, eventually reducing the complex viscosity values, which are somewhat unaffected by the K-MCC content (see Fig. 6).
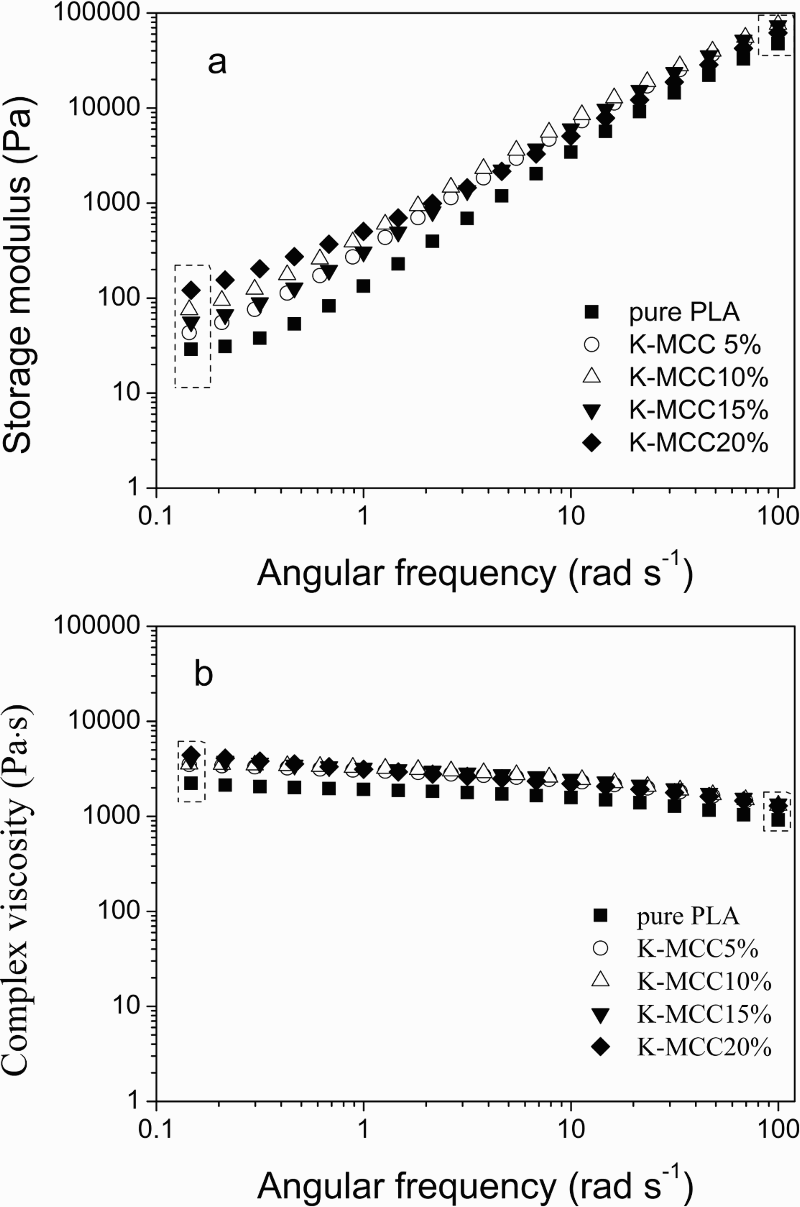
a storage modulus and b complex viscosity of neat PLA and PLA/K-MCC composite with different MCC contents as function of angular frequency
Conclusions
A series of PLA/K-MCC composites was prepared by melt blending of PLA and MCC that was surface modified by a silane coupling agent. X-ray diffraction and DSC results show that the addition of the silane modified MCC affects the crystallisation behaviour of PLA, particularly at a loading of 5%, at which the degree of crystallinity reached its maximum value. Surface modification of MCC can greatly improve the crystallisation of PLA owing to uniform dispersion of MCC in the PLA matrix, which is caused by a reduction in the number of hydroxyl groups on the MCC surface. The silane modified MCC can act as a nucleating agent in crystallisation of PLA, but further addition of MCC degrades the crystallisation properties. Mechanical testing indicated that modification of MCC can significantly enhance the mechanical properties of PLA owing to the improved interfacial adhesion of the PLA/K-MCC composites. The improved crystalline structures of PLA also affect the tensile strength and modulus, particularly at a loading of 5%, at which the composite reached its maximum strength. Heat distortion temperature tests showed that the addition of K-MCC can facilitate the crystallisation of PLA. The heat resistance increases as the number of perfect crystals remaining in the composite increases. Rheological measurements revealed shear thinning behaviour in the PLA/MCC composites. The rheological properties of the composites with the silane modified MCC are easily influenced by the shear rate, indicating that the melting viscosity of the composite melt can be controlled by changing the shear rate during polymer processing.
Footnotes
Acknowledgements
Financial support provided for this project by the Priority Academic Program Development of Jiangsu Higher Education Institutions (PAPD) is gratefully acknowledged.