
Abstract
In this work, Fe–Al–Si alloys were prepared by reactive sintering. The contents of silicon and aluminium ranged between 0–30 wt‐% and 10–40 wt‐% respectively. Aluminium, silicon and AlSi30 master alloy powders prepared by mechanical machining and/or milling and commercial powder of high purity iron were used for sintering. Powders were blended and pressed at room temperature. Sintering was carried out at 950°C for 60 min. Compact low porosity products without unreacted components were prepared, if a powder mixture contained 15–20 wt‐% of silicon and 20–25 wt‐% of aluminium. It was shown that these materials contain two phases (Al2FeSi and AlFeSi). Hardness of the alloys increased with growing silicon content, while the increase in aluminium content reduced the hardness.
Introduction
Iron aluminides are modern structural materials for high temperature applications. Their favourable properties are good corrosion resistance together with lower density (5·7 g cm−3 for FeAl)1 than currently used iron or nickel based alloys and low cost of the constituents. These alloys show excellent resistance against high temperature oxidation, sulphidation or the high temperature corrosion in highly oxidising salts.1,2 They are tested or already utilised as the combustion engine parts, for example the exhaust valves, or in the chemical industry.1,3
Possible production routes of iron aluminides include casting technology2,4 or powder metallurgy processes. In the case of powder metallurgy technologies, alloyed Fe–Al powders show bad compressibility and sinterability. Therefore, reactive sintering is considered as a promising alternative production route. Reactive sintering is a technology, where pure elements or other suitable precursors are transferred into desired compounds by a thermally activated in situ chemical reaction during sintering process.5 By a pressureless reactive sintering of Fe–Al pressed powder mixtures, relative density of maximum 75% can be obtained.6 It was reported that the residual porosity is caused by swelling due to volume changes connected with the formation of transient Fe2Al5 phase.7,8 This phase has lower density than both Fe+Al green body and FeAl ordered phase.7
As described in Ref. 9, iron submerged into Al–Si alloy reacts more slowly than in aluminium bath. It was explained in terms of the reduction of aluminium activity in produced intermediary phases in the presence of silicon. Silicon was also found to decrease the diffusion rate of aluminium in iron.9 These phenomena can influence the reactive sintering behaviour of Fe–Al–Si alloys. In this work the authors tested the influence of silicon and aluminium contents on the pressureless reactive sintering behaviour of Fe–Al and Fe–Al–Si powder mixtures.
Experimental
In this work, several Fe–Al–Si alloys prepared by reactive sintering of powders were studied. Commercial iron powder (p.a. purity, supplied by Merck) with a declared grain size below 10 μm was applied. Aluminium and AlSi30 (wt‐%) alloy powders (fine chips) of 200–1000 μm in size were prepared by mechanical machining. Silicon powder with a grain size up to 50 μm was prepared by milling in the cylinder mill. Green bodies of FeAl40 and FeAl60 binary alloys and ternary alloys with contents of aluminium between 10 and 50 wt‐% and silicon between 10 and 30 wt‐% were prepared by mechanical mixing of the powders and uniaxial pressing at room temperature with a pressure of 260 MPa using a Heckert FPZ100/1 tensile/pressure universal loading machine. The green body had a cylindrical shape of 12 mm in diameter and ∼5 mm in height. Differential thermal analysis (DTA) of the pressed powder compacts was performed to determine an optimum sintering temperature using Setaram Setsys Evolution‐1750 with a heating rate of 10 K min−1. Based on DTA results, reactive sintering was carried out at 950°C for 60 min in an electric resistance furnace in a flow of 99·996% purity argon. Microstructure of the prepared alloys was observed by an Olympus PME3 light microscope and Hitachi S‐450 scanning electron microscope equipped with energy dispersion spectroscopy analyser (SEM–EDS). AxioVision 4·7 and Lucia 4·8 image analysers were applied for digital image recording and processing. Phase composition was determined by a Philips X'Pert Pro X‐ray diffractometer and by SEM–EDS. Hardness of the prepared materials was measured by the Vickers method with a load of 10 kg (10 HV).
Results and discussion
Figure 1 presents DTA heating curves of Fe–Al and Fe–Al–Si green bodies. During heating of the FeAl40 pressed powder mixture, only one exothermic peak at 660°C is observed, corresponding to the formation of FeAl phase.8 It does not confirm the results presented also in Ref. 8, showing the formation of transient Fe2Al5 phase. No endothermic effect that accompanies melting of aluminium can be recognised on the heating curve. It shows that the formation of ordered Fe–Al phases is initiated at the melting temperature of aluminium. Aluminium melts, but reacts immediately with iron to form FeAl phase. The enthalpy of FeAl formation (−36·29 kJ mol−1, Ref. 10) is much higher than the thermal effect accompanying melting of aluminium (10·5 kJ mol−1).11 Therefore, only one thermal effect can be observed. In the case of FeAl20Si20 powder mixture, melt is produced from the eutectic mixture in the Al–Si alloy at ∼580°C. Molten Al–Si eutectics fills the pores between iron particles and reacts with them, forming two types of intermediary phases by exothermic reactions at approximately 630 and 950°C. In this alloy, Al2FeSi is formed predominantly, as proved by the SEM–EDS analysis of the FeAl20Si20 powder mixture heated to 700°C and water quenched (Fig. 2 and Table 1). Second phase formed at 900–950°C is AlFeSi. These two thermal effects can be recognised even visually by observing ‘flame ignitions’ in the heated powder mixture (Fig. 3). First one is extremely strong and probably produces sufficient heat for further reaction. It shows that the silicon addition to the Fe–Al alloys completely changes the mechanism of the intermediary phases’ formation.
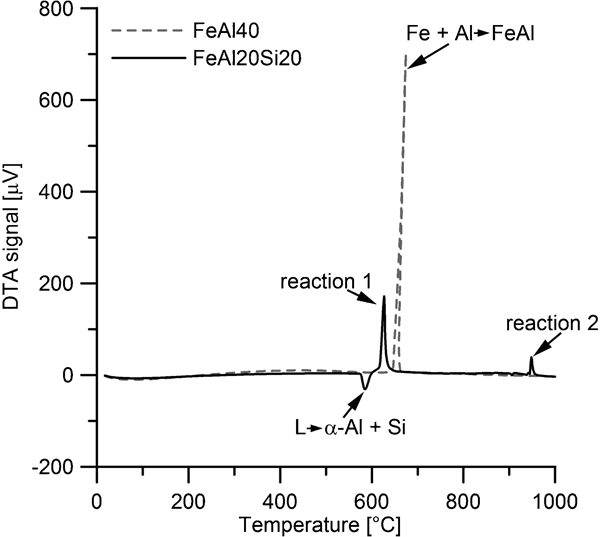
Differential thermal analysis heating curves of FeAl40 and FeAl20Si20 pressed powder mixtures
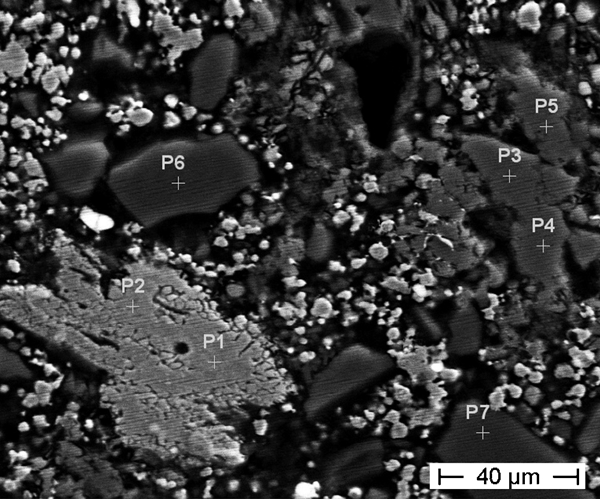
Microstructure (SEM) of FeAl20Si20 alloy reactively sintered at 700°C and water quenched

Reactive sintering progress of FeAl20Si20 alloy
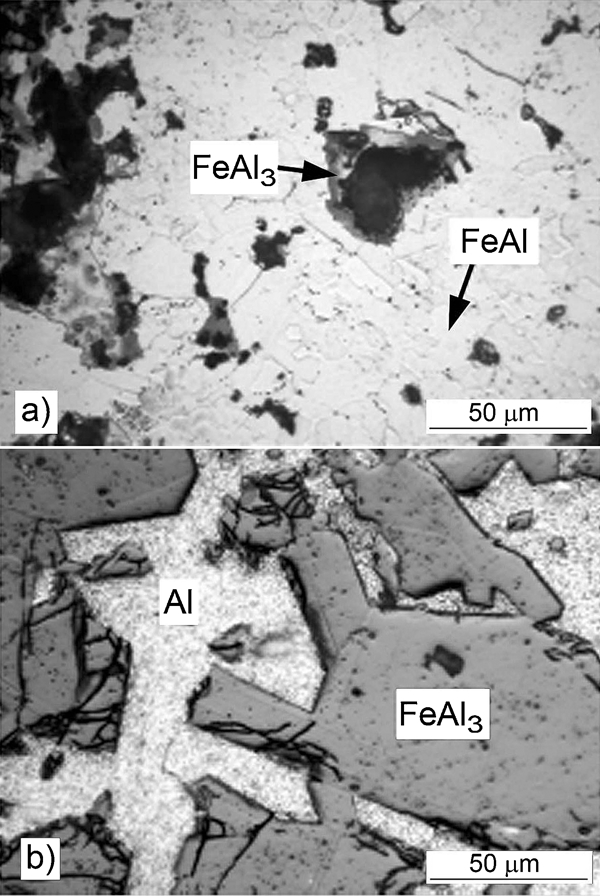
Energy dispersion spectroscopy analysis results of FeAl20Si20 alloy reactively sintered at 700°C and water quenched
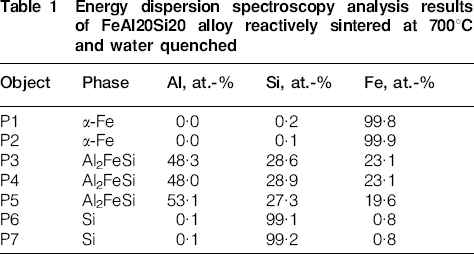
Microstructure of binary FeAl40 alloy is composed of FeAl phase with a small fraction of FeAl3 (Fig. 4a). There is no evidence of unreacted aluminium. However, porosity of the Fe–Al alloys is extremely high (∼30 vol.‐%). Such a high porosity agrees with the corresponding DTA heating curve in Fig. 1. In this powder mixture, melt is not formed during heating, and therefore, pores remaining after pressing are not filled. In addition, porosity is supported by the formation of Fe–Al ordered phases causing volume changes due to lattice differences between the Fe+Al mixture and FeAl phase.7,8 Based on the above statements, the Fe–Al alloy cannot be successfully produced by the pressureless reactive sintering. On the other hand, alloys with higher Al content, such as FeAl60, are characterised by lower porosities of the reactive sintering products (below 6 vol.‐% for FeAl60). Unfortunately, such a low value results from the presence of high amount of residual aluminium filling the pores between FeAl3 particles (Figs. 4b and 5). Assuming applications of these materials at high temperatures or in highly corrosive environments, their resistance would certainly be insufficient.
Microstructure of Fe–Al alloys produced by reactive sintering at 950°C for 60 min
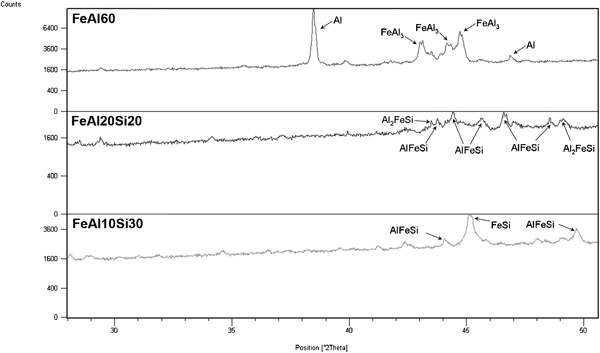
X‐ray diffractograms of Fe–Al and Fe–Al–Si alloys produced by reactive sintering at 950°C
Fe–Al–Si alloys produced by reactive sintering at 950°C for 1 h were derived from FeAl40 and FeAl60 binary alloys by partial replacements of aluminium by silicon. Ternary alloys derived from FeAl40 alloy form three types of microstructure, similarly as Ti–Al–Si alloys in Ref. 12. The first type is represented by the alloy containing 10 wt‐% silicon (FeAl30Si10). This material exhibits excellently low porosity (up to 4 vol.‐%). Its hardness reaches 690 HV1 (Fig. 6). The structure of this alloy is formed by Al2FeSi and AlFeSi phases (Fig. 7a). Unfortunately, the usability of this material is strongly degraded by the presence of small fraction (up to 5 vol.‐%) of unreacted Al–Si alloy. A slight modification of the composition of this alloy, i.e. the decrease in aluminium content, or optimisation of the processing conditions, would probably improve its applicability.
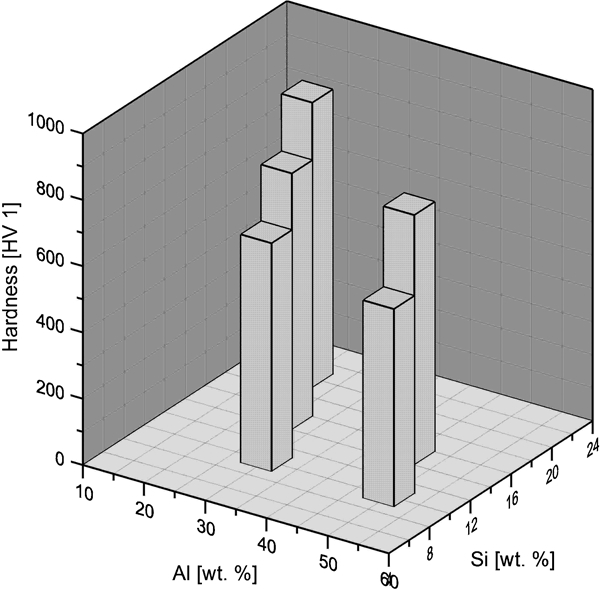
Hardness (HV1) of prepared materials versus Al and Si content
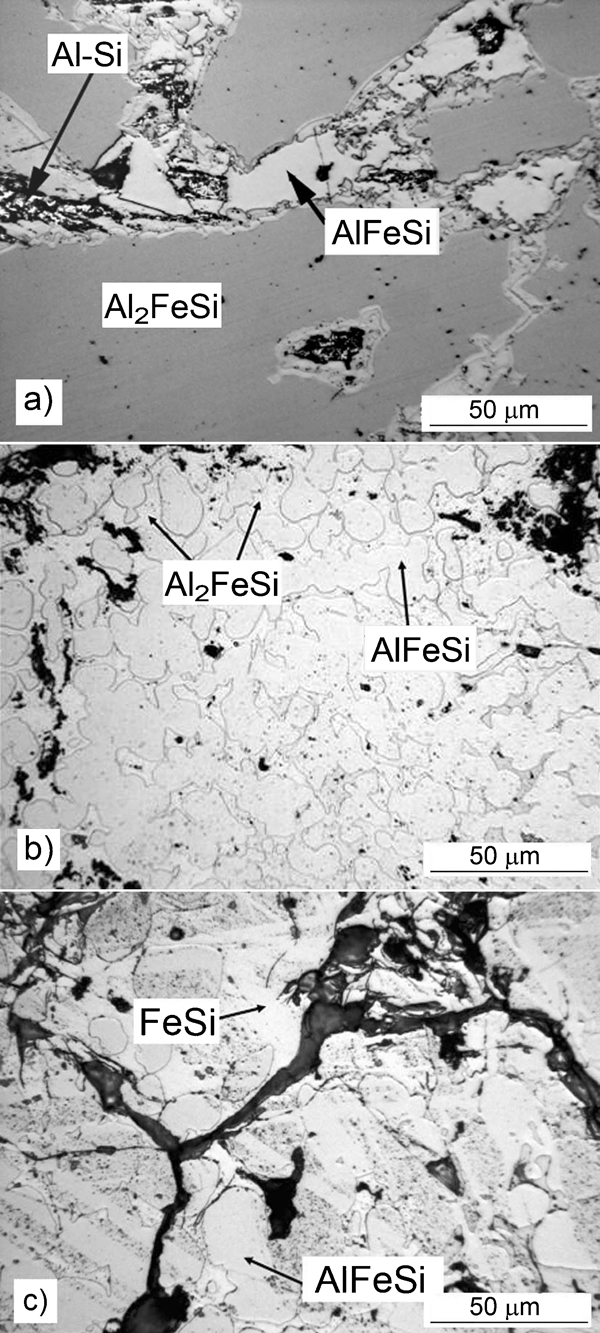
Microstructure of a FeAl30Si10, b FeAl20Si20 and c FeAl10Si30 alloys prepared by reactive sintering (950°C, 60 min)
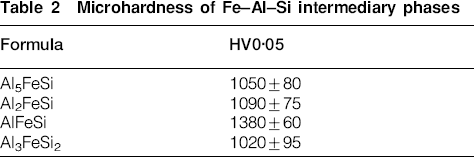
Second group comprises alloys with the porosity up to 8 vol.‐% without unreacted components. These alloys contain 15–20 wt‐% silicon and 10–25 wt‐% aluminium. Their structure comprises AlFeSi particles in Al2FeSi matrix (Fig. 7b). Their hardness ranges from 745 to 860 HV1 in dependence on silicon content. The higher is the content of silicon, the higher the hardness of the produced alloy. To explain this behaviour, Vickers microhardness (HV0·05) of the intermediary phases was measured (Table 2). It shows that the microhardness of Fe–Al–Si ternary phases increases with silicon content and reduces with aluminium content.
Microhardness of Fe–Al–Si intermediary phases
Third group of Fe–Al–Si alloys represents materials having high silicon content (30–35 wt‐%) and aluminium content between 5 and 10 wt‐%. These alloys exhibit unacceptable porosity exceeding 18 vol.‐%. Their structure is formed by AlFeSi ternary phase and iron silicide (FeSi), as shown in Figs. 5 and 7c. These alloys are not compacted enough to be subjected to the hardness measurement.
Presented results show strong influence of silicon content on the porosity of Fe–Al–Si alloys. Silicon additions up to 25 wt‐% support sinterability by modification of the reactive sintering mechanism. Al–Si eutectic melt, which is formed predominantly, fills the pores in the green body and helps the transport of aluminium and silicon to the iron particles. Afterwards, aluminium and silicon react with iron producing ternary Fe–Al–Si phases instead of direct formation of binary aluminides in Fe–Al alloys. Further increase in the silicon content increases the fraction of solid undissolved silicon at the reactive sintering temperature. It complicates the transport of aluminium and silicon to the surface of iron particles and thus supports the porosity of the product.
Produced intermediary phases are not in agreement with the Fe–Al–Si equilibrium phase diagram presented in.13 In the reactive sintering experiments, various ternary phases tend to form instead of binary compounds. For example, the equilibrium phase composition of FeAl20Si20 alloy is FeSi, FeAl and Al2Fe3Si3. Reactive sintering at 950°C produced Al2FeSi and AlFeSi ternary phases. The probable reason for this difference lies in limited diffusion of constituent elements in the formed intermediary phases.
Alloys derived from FeAl60 alloy exhibit only two types of microstructure. First one comprises alloys containing 5–25 wt‐% silicon and 35–55 wt‐% aluminium. These materials have very low porosity (up to 4 wt‐%). Their structure is formed by ternary phases with higher content of aluminium than in the case of alloys derived from FeAl40. Al2FeSi, Al5FeSi and Al3FeSi2 phases were identified in these materials (Figs. 5 and 8a). However, all materials in this group contained regions of residual Al–Si alloy. The reason for this fact is the difference in diffusion coefficients in produced intermediary phases. Aluminium diffuses more slowly in Fe–Al phases than iron.14 Hardness of these materials (590–750 HV1) is lower than that of alloys derived from FeAl40 due to lower hardness of present phases (Table 2) and the presence of soft unreacted aluminium.
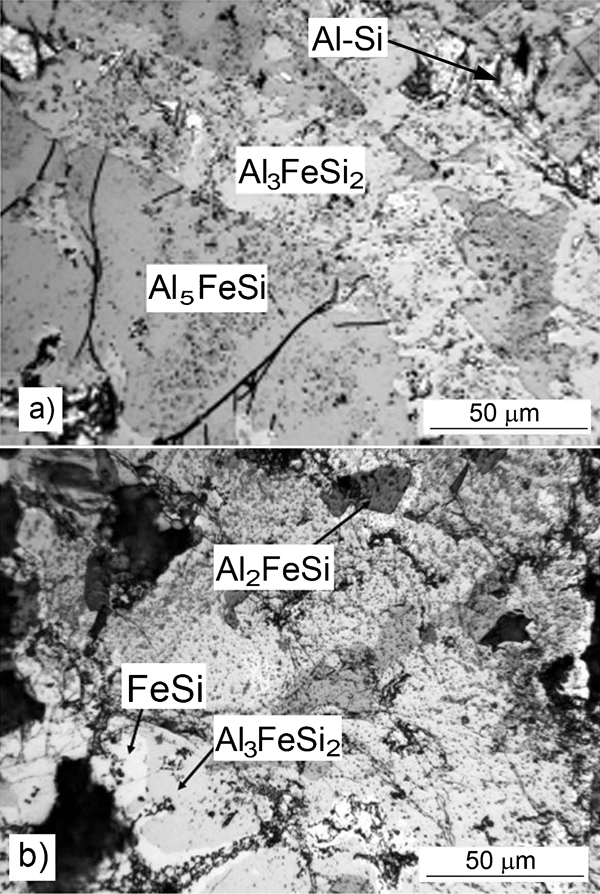
Microstructure of a FeAl30Si10 and b FeAl30Si30 alloys prepared by reactive sintering (950°C, 60 min)
The second group of FeAl60 derived alloys contains 30–35 wt‐% silicon and 5–10 wt‐% aluminium. Microstructure of these materials is formed by Al2FeSi and Al3FeSi2 ternary phases and FeSi binary phase (Fig. 8b). Unreacted components were not identified in these alloys. Porosity of these materials reaches 20 wt‐%, strongly degrading the applicability.
Conclusions
In this work, Fe–Al–Si alloys were produced by reactive sintering. FeAl25Si15, FeAl20Si20 and FeAl15Si25 alloys were successfully prepared by reactive sintering at the temperature of 950°C for 60 min. The microstructure of these materials is homogenous and they have two‐phase structure containing Al2FeSi and AlFeSi. Other sintered products including Fe–Al binary alloys were extremely porous or contained unreacted components.
Footnotes
Acknowledgements
The research of Fe–Al–Si intermetallics was financially supported by the research project no. KJB201250801 of the Grant Agency of the Academy of Sciences of the Czech Republic and by the research project of Ministry of Education, Youth and Sports of the Czech Republic (project no. MSM 6046137302).