
Abstract
The effects of compaction pressure on properties of carbide cutting tools containing 80·5 wt-%WC, 5 wt-%TiC, 5 wt-%TaC–NbC and 9·5 wt-%Co were studied. These tools were formed by powder metallurgy with different compacting pressures ranging from 77 to 231 MPa (5–15 tons in−2) and sintered in a vacuum furnace at a constant sintering temperature (1450°C) and at a constant heating and cooling rate of 5°C min−1. Green and bulk densities, shrinkage and hardness of the produced compacts were measured. Tool cutting performance has been assessed based on machining a medium alloyed steel workpiece under different cutting conditions and measuring the tool flank wear and the workpiece surface roughness. The microstructure of the compacts was metallographically examined using scanning electron microscopy. The results have revealed that both densities and hardness figures increase with increasing compaction pressures, while shrinkage decreases. Cutting performance has not demonstrated a substantial improvement of the tool's performance and life due to the increasing compacting pressure of these tools.
Keywords
Introduction
The manufacturing of hardmetal, cemented carbide cutting tools involves a lengthy and complex sequence of operation in which almost every factor is critical to success all of these operations lies under powder metallurgy technique. Powder metallurgy process has been defined as the art and science of producing fine metal powders, i.e. raw materials and objects finished or semifinished shaped from individual, mixed or alloyed metal powders with or without the inclusion of non-metallic constituents.1
The main stages of manufacturing of carbide cutting tools by powder metallurgy technique are production of tungsten metal powder, preparation of tungsten carbide, preparation of alloyed and other carbides, admixture of cobalt to produce grade powders, addition of pressing lubricant, pressing, presintering, shaping and final sintering. After preparation of the tungsten carbide and other carbides, preparation of the cobalt powder as a binder, admixture of these powders to produce grade powders, pressing and sintering, the properties of the carbide products are strongly related with the powder technique parameters especially the compacting pressure and sintering temperature. 1 1,2 Consequently, the compaction process is responsible to impart sufficient strength to allow handling for further processing, while sintering operation imparts the final strength.
Compacting process is usually considered to consist of three distinct stages. The first stage consists of packing the undeformed particles together, or in other words, particles are brought close together without undergoing deformation as a result of particle movement and rearrangement. This is followed in the second stage by plastic deformation and cold working, while the third stage corresponds to bulk compression and involves fracture or fragmentation of brittle powders.3
Cold pressure shaping technique (die compaction) is widely employed to form the cutting tool cemented carbide. This technique includes filling the die cavity with carbide and loose powders, hydraulic mechanism for the application of desired pressure during upper and lower movement, the punches of requisite strength and design to permit the application of pressure and assist injection of the pressed and removal of the ejected compact from the die to give the adequate strength having a cavity of the desired shape and application. Equal amounts of movements and pressure may be employed for both the top and bottom punches.
Densification of powder body is dependent upon a number of powder characteristics, such as metallurgical and structural feature, e.g. hardness, response to plastic deformation and surface characteristics, which feature respectively during deformation, workhardening and adhesion of the particles. In contrast are the geometrical features, e.g. particle size, shape and distribution, and the effect of lubricant additions that govern interparticle movement and interlocking during pressing. The first densification occurs by particle movement and rearrangement causing improved packing density, and all bridges are collapsed. The interparticle movement produces superficial abrasion of surface film comprising oxides and absorbed atmospheric gases.
Cold welding or adhesion, which happens during compacting pressure due to the contact between particles, causes deformation of the particles, and large areas of contact and mechanical interlocking of neighbouring grains will take place, as well as filling of voids by the squeezing of small particles, strength and density are thus increased. 1 2 1,2,4 The common tests for cemented carbides tools are the determination of density, transverse rupture strength (TRS), hardness, metallographic examination and cutting performance, as well as determining special case, such as abrasion resistance, thermal conductivity, electrical conductivity, thermal expansion, compression strength, tensile strength, impact strength, modulus of elasticity and resistance to oxidation and corrosion. In addition, the powder characteristics need to be estimated, which includes the determination of free and combined carbon, particle size, particle size distribution and apparent density.
Although many researchers have studied the relationship between increasing compacting pressure and the produced compacts properties, they have only conducted the effects of compaction pressure on metal powder characteristics rather than carbide powders. For example, Liu et al. 4 studied the effect on several properties, such as density, hardness, bending strength and spring back, of aluminium, copper and graphite powder formed by various compacting pressures. Similarly, Salak5 investigated the effects of compacting pressure on Fe–Mn–C properties.
On the other hand, few researchers have studied the effects of compacting pressure on properties of cemented carbide powders. For instance, Albdiry6 investigated the effect of compacting pressure on several properties for different carbide grades; however, he did not include cutting performance testing and morphology examination within these properties. Therefore, there has been no particular study which has focused on two entailed properties for carbide cutting tools. The first property is studying their lives, and the other is investigating their microstructures. Therefore, this work was done to display the comprehensive effect of increasing compacting pressure on carbide cutting tool properties and to understand virtually this effect on tool performance and their morphology.
Experimental
Material preparation
The material selected for experimental purposes was a commercial grade of the ISO-P30 containing the following compositions of 80·5WC, 5TiC, 5TaC–NbC and 9·5Co (wt-%) provided by UGICARB Company (Grenoble, France). The apparent density of the powder was 2·86 g cm−3, and the average grain size was 1·57 μm, which was measured by a laser particle sizer (Analysette-22, Fritsch, Idar-Oberstein, Germany). These powders were formed by various compacting pressures of 77, 108, 139, 170, 200 and 231 MPa (5, 7, 9, 11, 13 and 15 tons in−2) respectively using a Hydramet (Hydramet American Inc., Royal Oak, MI, USA) followed by a double action die compaction technique. Thereafter, the samples were placed on a graphite plate and sintered in a vacuum furnace at 1450°C for 1 h soaking, and the heating and cooling rates were 5°C min−1 followed production shop practices.
Cutting tools and tool geometry
Uncoated carbide tips in shapes of ISO standard TNMG 220416, 60° rhomboid type7 were employed to assess the effects of different compacting pressures on their cutting performance. The geometry of these tips and some details is shown in Fig. 1. Their rake angle is 0°, flank angle is 0° and approach angle is 60°. In this investigation, the cutting performance was assessed by estimating the machinability of the compacted tips during cutting of steel workpiece materials under certain cutting parameters.
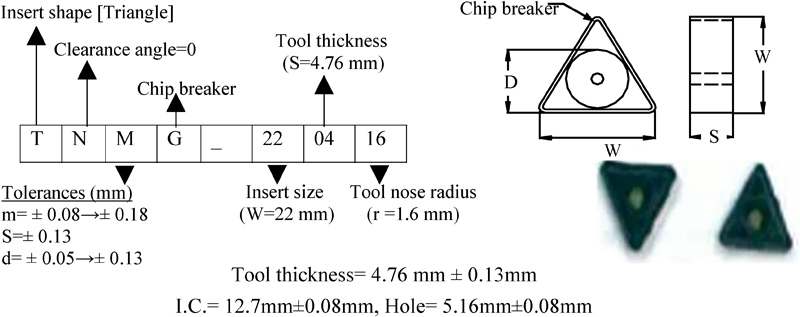
Tested tools' geometry and their dimensions7
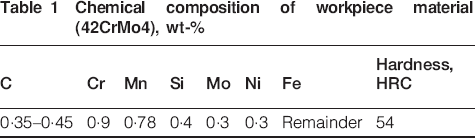
The workpiece materials were medium alloyed steel 42CrMo4 bars of 100 mm in diameter and 600 mm in length, and their composition is given in Table 1. Tool life tests were determined applying the Taylor tool life equation8 after 1 min machining and based on two criteria determining a tip flank wear width VBB up to 300 mm and estimating the worsening of surface finish of the workpiece. No cooling medium was used, and the cutting parameters employed were two different cutting speeds VC of 99 and 134 m min−1, feedrate f of 0·4 mm rev−1 and depth of cut d of 0·5 mm. The flank wear and the surface roughness were measured using an optical microscope (Olympus, Tokyo, Japan) and (Taylor Hanson, Ltd. Leicester, UK) respectively. The lathe machine was used for cutting purposes (model SN50B, TOS-Trencic, Brno, Czechoslovakia) with spindle power of 5·5 kW. The tool holder was (W25G313, Preco Machine Tool Co., Ltd, Qingdao, Shandong, China) with dimensions of 20×25×120 mm, rake angle of −11°, flank angle of 6° and relief angle of 60°.
Chemical composition of workpiece material (42CrMo4), wt-%
Microstructure and mechanical tests
In terms of physical properties tested in this research, all samples of the green and the sintered densities were determined by the Archimedes method. Shrinkage test was measured by determining the dimensional changes of the compacted samples before and after final sintering process. For the mechanical properties tests, the macrohardness was measured by Rockwell A scale (diamond indenter, 60 kg load); the microhardness was determined by Vickers method using a microhardness tester (HV-1000, Laizhou Huayin Testing Insturment Co., Ltd, Laizhou, Shandong, China) and applying 0·98 N load. Transverse rupture strength was determined by a three-point bending test and using a Shimadzu Servopulser machine (model FHF20, Shimadzu, Kyoto, Japan) and specimens with dimensions of 5×5×50 mm. Microstructure characterisation was carried out with a scanning electron microscope (5900LV, JEOL, Tokyo, Japan). The microstructure test specimens of approximately 5×5×5 mm were prepared by wire cut using electrodischarge machining technique.
Results and discussion
Physical and mechanical properties
Figure 2 shows the effects of different compacting pressures on the green and the sintered densities and the shrinkage of the compacted tips. The results have revealed obviously as expected that both densities increase along with increasing compaction pressure due to increasing the contact area densification and the massive agglomerations of cemented carbide particles. However, this increase in densities was not substantial compared with the overwhelming increase in compaction pressure. For example, after increasing the compacting pressure from 139 to 170 MPa, the green density had increased only 0·35 g cm−3 from 10·6 to 10·95 g cm−3. Interestingly, after compacting pressure increased up to 200 MPa, this density kept the same and this effect following a similar trend for the sintered density. On the contrary with proportions of shrinkage, all dimensions of the compacted samples had shrunk significantly, and the shrinkage percentages declined with increasing compacting pressure; however, these percentages have been slightly influenced when the compaction pressure had overtaken the range of 200 MPa. The shrinkage was 18% at 170 MPa and crept down to 17·66 and to 16·8% for 200 and 231 MPa respectively. This was due to the strain hardening effects of deforming the particles with increasing compacting pressure.
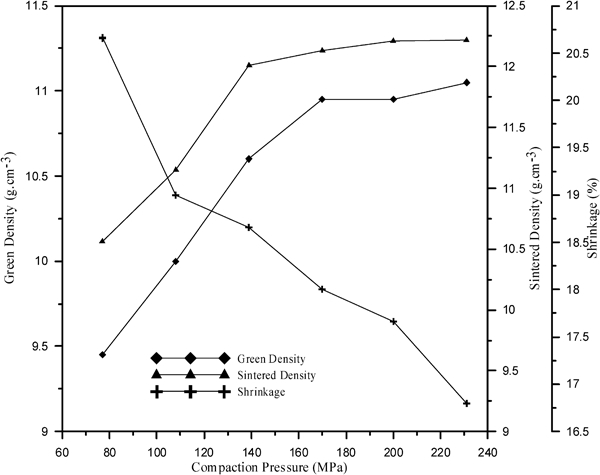
Compaction pressure effect on green and sintered densities and shrinkage
Figure 3 shows the relationship between different compacting pressures from one side and macrohardness, microhardness and TRS of the sintered samples at 1450°C on the other side. The trend for all these property figures was upward and increased gradually with increasing compacting pressure up to ∼200 MPa. Henceforth, hardness figures level off. This may be because the rearrangement of the particles during the first stage of densification of structure and perhaps because these particles initially packed sufficiently densely to make them subject to plastic yielding at even the lowest compacting pressure.9– 11 Therefore, the effect of different pressures on density and hardness of the compacted tools can be explained by this effect on particle bonding and mechanical interlocking and on flattening and workhardening. Furthermore, the higher compacting pressure means that very little porosity existed. The presence of voids indicates rather expensive interfacial bonding.
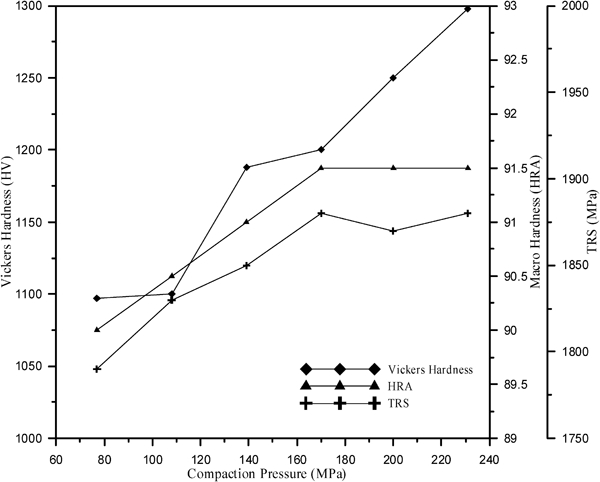
Compaction pressure effect on microhardness, macrohardness and transverse rupture strength
Transverse rupture strength is influenced apparently by cobalt content and grain size,12 and also increasing compaction pressure could influence TRS where carbide particles are uniformly aligned in a continuously interlocking matrix of cobalt, and consequently, these particles are rearranged and densely interlocking. Therefore, TRS figures could increase with increasing compaction pressure, as can be seen in Fig. 3. However, this increase did not last longer and declined with higher compaction pressures.
Microstructure and tool performance
In this study, microstructure observations on the carbide compacts with various compaction pressures indicate that increasing the pressure tends to heavily systematically deform the particles and to align themselves in the form of macroscopical bands. The number and intensity of these deformation bands have increased with the compacting pressure, as can be observed in Fig. 4. Furthermore, lack of appreciable voids at particle surfaces suggested a good interfacial bonding among all powder particles. In addition, it can be clearly seen from the figure that structure, which may be considered as contiguity, increases with increasing compacting pressure due to densification that occurred during sintering. The resulted densification after sintering was dependent on the transferred materials during sintering and compacting pressure that led to the consolidation of the powder as a result of the combined effect of mechanical interlocking and associated friction welding, which conforms to the conclusions of Lee et al. 13 and Kulmburg and Zeman14.
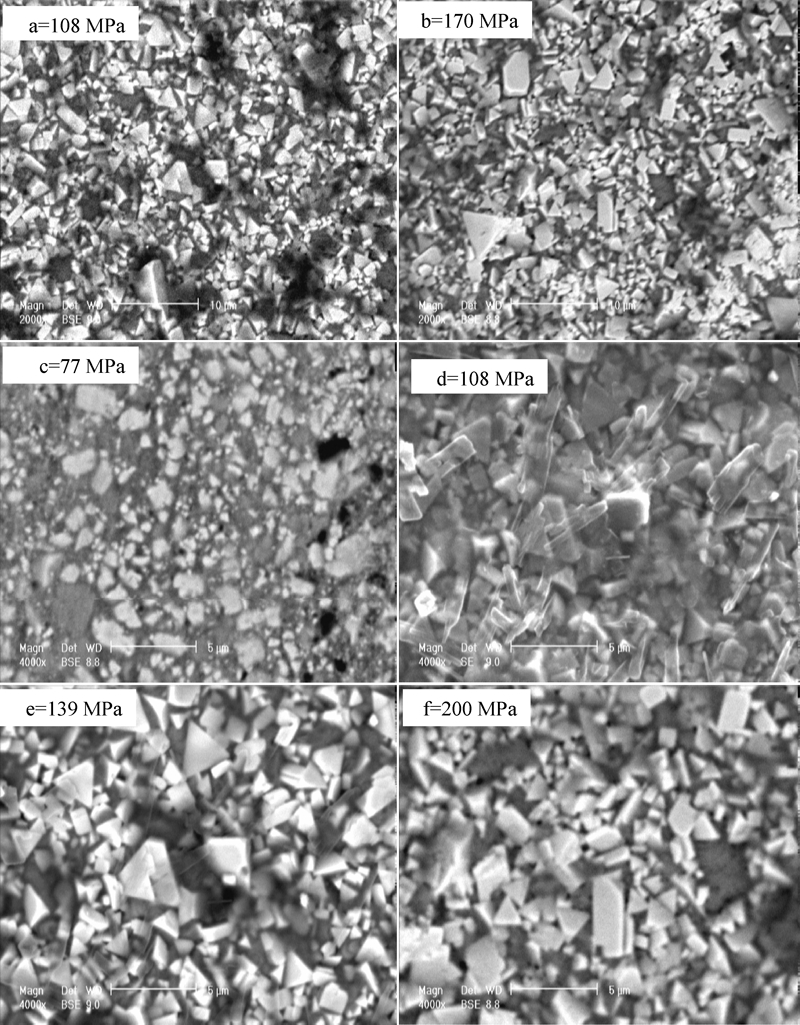
Images (SEM) of compacted samples at different compaction pressures (a, b ×2000 and c–f ×4000)
Incidentally, the microstructure for each sample fabricated by a certain compacting pressure was homogeneous and consists of a mixture of carbides embedded in the binder metal. Figure 4a and b demonstrates the micrographs of the compacted specimens at 108 and 170 MPa respectively using a magnification of ×2000, which proves that the higher compaction pressure leads to an increase in continuity and contiguity in the microstructure of the final sintered products. Undoubtedly, much of the compacted product strength arises due to the interlocking of the particles, and this could drive to create a uniform agglomeration as well. Moreover, Fig. 4c–f with enlargement area of investigation (×4000 magnification) shows that increasing compacting pressure tends to bridge the voids and gaps. However, angular and light grey tungsten carbide particles are explicit in Fig. 4d, which is for tools compacted at 108 MPa, and this may be attributed to insufficient compacting pressure of performing a full densification. In addition, there are no evident grain boundaries among carbide powders at the time all particles penetrate uniformly and homogeneously in the binder metal. Consequently, increasing compacting pressure tends to uniformly distribute carbide phases and particles owing to the large interlaminar spacing and particle rearrangement of powder bonding, which depicts the optimum microstructure for carbide tools to be suitable for machining and cutting operations.
The influence of compacting pressure on the sintered carbide cutting performance was assessed based on two criteria. The first was measuring the machining workpiece surface roughness, and the other was calculating the tool's flank wear width under dry cutting machining and within specific cutting conditions, including two different speeds of 99 and 134 m min−1 and feedrate of 0·4 mm rev−1 and depth of cut of 0·5 mm. Afterwards, the tool life was measured using the Taylor tool life equation, which can be written as8

In terms of surface finish, Fig. 5 indicates that the higher compacting pressure, the higher densification and the higher hardness of the produced carbide inserts tend to slightly increase the surface roughness for the machined workpieces. The important point of measuring surface roughness to figure out is that this measuring was performed based on a 1 min cut only for tools compacted at different compaction pressure. It was under the aforementioned cutting conditions as well. Although the basic geometry of the cut surface is influenced primarily by the tool geometry and the feed,15 this work has also proved that there are only insignificant effects of increasing compacting pressure of the sintered tools on the workpiece surface roughness. At the time, a high machining speed can maintain a better workpiece surface finish, as can be seen in Fig. 5. Invariably, the only way that a good surface finish can be produced when machining any workpiece is using a cutting fluid, which will prevent built-up edge (BUE) formation. However, this investigation has applied a dry cutting condition, and perhaps, this matter is not the main purpose of the present work.
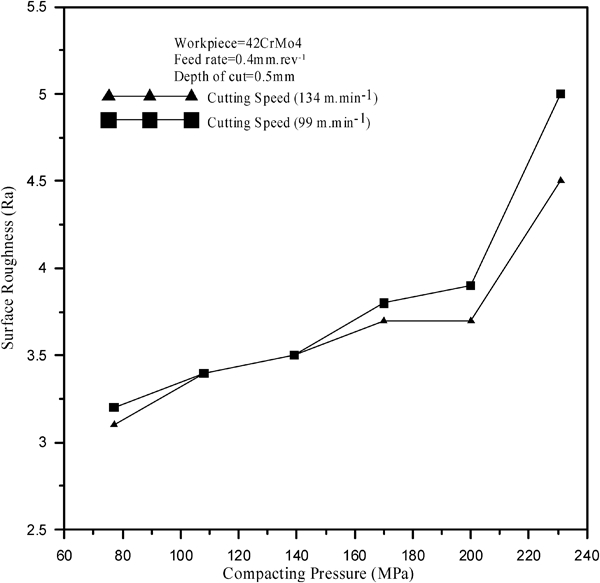
Compaction pressure effect on workpiece surface roughness during machining at different cutting speeds
Estimating tool life was another consideration of the tool performance assessments, while this test suggested to evaluating new tools with different compacting pressures during cutting operations. Machinability tests of tools were carried out using tool life testing in turning operations and measuring tool's flank wear. If it is assumed that these tools are being developed, so it is important to establish the machining characteristics of which under certain cutting conditions. However, this evaluation is not innovative unless a more extensive test is included than this, which was carried out within the current research, but again, this may consider the key research to open the doors for researchers to develop such studies in the future.
The flank wear width VBB of the tips compacted at different compacting pressures (77, 108, 139, 170, 200 and 231 MPa) was measured individually with optical microscopy. The first test for each tool was executed under VC = 99 m min−1 and f = 0·4 mm rev−1 and d = 0·5 mm to machining of 42CrMo4 material for 1 min. Afterwards, the operation was aborted to measure the tip's flank wear and to measure the machined surface. The steps of cutting process and pauses to measure the wear were repeated precisely as for the followed programme with increments of a minute cut machining up to the flank wear width surpassing 300 μm (0·30 mm). In the meantime, these steps excluded measuring surface roughness of the machined material while it was carried out individually under machining of 1 min cut only.
Cutting operation of the tools was employed again with a different cutting speed of 134 m min−1 and the other cutting conditions kept constant for the purpose of collecting as sufficient data as possible to plot Taylor T–VC diagrams.8 Figures 6 and 7 demonstrate the development of tools' flank wear with different compacting pressures of cutting speeds 99 and 134 m min−1 respectively. Although the results of the flank wear had not given a clear picture of the effectiveness of increasing compacting pressure on the tool's life, there were fluctuated figures of the flank wear particularly on the tools shaped at 170 MPa, which revealed the best wear resistance and the longer tool life. This may be due to the uniform microstructure and the appropriated hardness, which occurred for these tools under that value of pressure, or in other words, it can be concluded that this compacting pressure would be the typical compacting pressure that suits such types of tool materials. On the other hand, the results of the flank wear were highly influenced with increasing cutting speed, as can be compared between Figs. 6 and 7. From the figures, the flank wear appears to grow more rapidly at the initial stage up to 2 min machining, and then it has grown at a lower steady rate up to 5 min. Since then, the trend has gone up at a higher rate to exceed the dependent level of VBB = 0·3 mm. These numbers conform with previous studies where the flank wear followed three stages: an initial stage with rapid growth, a second stage with steady low growth and a final stage of higher wear growth until tool rejection criteria (when VBB = 0·3 mm) is reached. The best wear resistance was demonstrated at higher compacting pressures of 170 and 200 MPa for both cutting speeds. Hence, the tool life was longer in contrast with the rest of compacting pressures where the wear feature was lower resistance and tool lives were shorter for both cutting speeds as well.
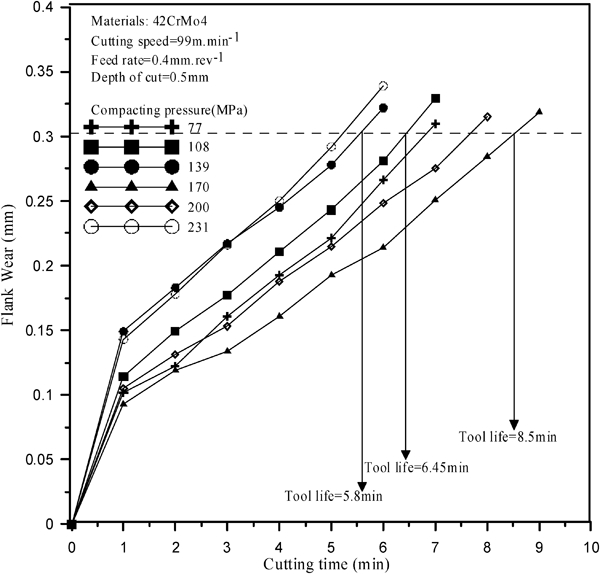
Development of flank wear for tools compacted at different compacting pressures and cutting speeds of 99 m min−1
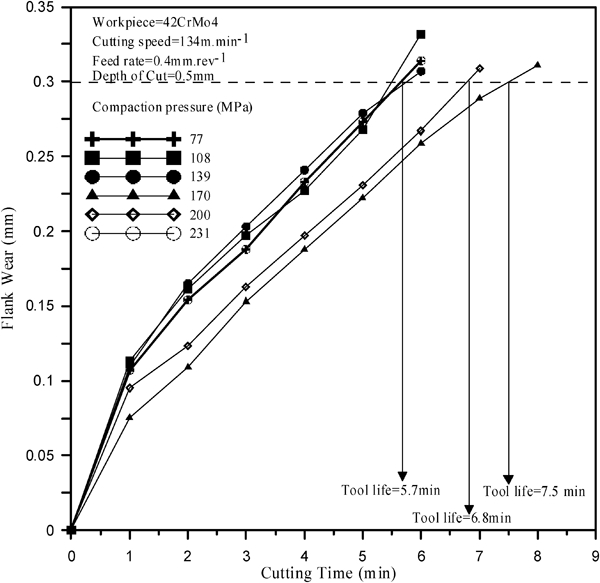
Development of flank wear for tools compacted at different compacting pressures and cutting speeds of 134 m min−1
The beneficial effects of compacting pressure on tool life can reach a limit at relatively moderate compacting pressures, which maintain the appropriate densification and hardness, resulting in a good wear resistance and the lengthening of the tool's life. The wear rate of these tools probably decreases monotonically with increasing hardness and matrix strengthening due to density increase and porosity decrease, as shown in Figs. 6 and 7, or, in other words, when hardness increases the variation of wear becomes less sensitive. Therefore, the specimens formed at 170 and 200 MPa showed the lowest flank wear compared with others formed at lower compacting pressure or even with those formed at 231 MPa. However, the latter is considered as an excessive pressure relative to the required one to achieve a fully densification.
In order to study profoundly the influence of the compaction pressure on tool performance and tool life, the cutting speed was increased from 99 to 134 m min−1. This increase tends to accelerate, as predicted, the tool wear rate, as shown in Fig. 7, because chip formation difficulties, which cause the chipping of tool materials, and then the catastrophic failure of the tool often occur. It has also been observed in turning tests that the machinability is affected by BUE formation. The presence of BUE decreases the machinability of the workpiece, and the formation of BUE worsens surface roughness, and workpiece surfaces are strongly deformed; discussion of this matter would be as different as the authors' aim in this investigation.
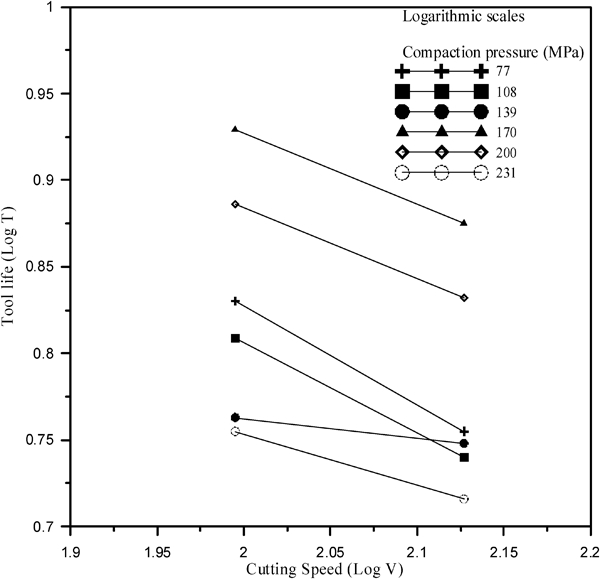
Figure 8 plots logarithmically the relationship between each tool life formed at different compacting pressures and cutting speeds. For this purpose, equation (1) was applied where the results revealed that only two compacting pressures of 170 and 200 MPa have proved their suitability for the used cemented carbide materials for machining of the alloyed steel. Meanwhile, their line charts have soared, whereas the trends of cutting performance for the rest of the four tools of different compacting pressures were approximately similar except for a slight oscillation in their figures.
Overall, the influence of compacting pressure on cutting performance and machinability of carbide cutting tips was not worth the efforts and machining costs as can be concluded in Fig. 9, which shows that increasing compacting pressure up to certain magnitudes gives as far as good tool life; however, this increase does not ascertain the desired characteristics of the formed tools, particularly their lives. For example, the tool life for tools formed at 170 MPa was the highest life of 8·5 and 7·5 min for cutting speed of 99 and 134 m min−1 respectively, and those formed at 200 MPa had the second highest life of 7·7 and 6·8 min for the same speeds, while the lower compacting pressure has given lower tools lives.
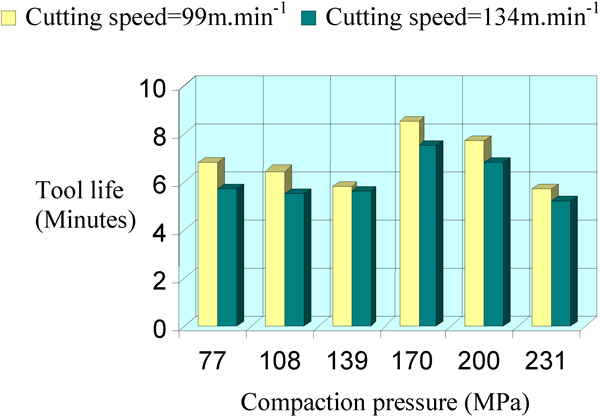
Results of tools life for two different cutting speeds
Conclusions
The hypothesis of the present work was to investigate entirely the influence of increasing compacting pressure on physical and mechanical properties of cemented carbide cutting tools and on microstructure and cutting performance. To conclude, the following points describe the findings.
Under higher compaction pressure (170 MPa) and more, most of the intergranular porosity has been eliminated, macroparticles have been rearranged and full densification has been achieved, and as a result, they tend to increase the density and reduce dimensional changes of the compacts.
Hardness has been affected with increasing compacting pressure, which may attribute to the reduction in porosity as a result of material deposition on the empty spaces existing between particles. This process was accomplished by heavy plastic deformation and led to a massive structure and evenness continuity and contiguity as well as enhanced contact area between powder particles. Continuity can be defined as the average number of contacts between one grain and neighbouring grains of the same phase, while contiguity is the average surface area fraction of one grain shared with all neighbouring grains of the same phase.
The series of micrographs in Fig. 4 have been influenced highly with the development of the contact area (densification) on a particle and the extent of particle flattering that occurred during compacting and microhardness tested adjacent to the particle/particle junctions to assess the degree of workhardening that had taken place there. Furthermore, microstructure becomes more homogeneous with higher compacting pressure.
In the case of the machined surface roughness, the compacted tools at higher pressure produced higher surface roughness than that produced by lower compacting pressure. This was believed to be due to the increasing tool hardness with increasing compacting pressure.
Tool performance tests to evaluate tool life and surface finish have proved that increasing compacting pressure did not noticeably enhance the productivity of alloyed steel compared with machining and material costs. Although there were some improvements in wear rates with higher compacting pressure, this improvement would not far outweigh a perfect result with respect to quality and the required profitability, which can be obtained by increasing tool life at least up to three times or more.