
Abstract
In the present work, an experimental water jet cooled rotating disc centrifugal atomiser was designed and constructed and used to produce rapidly solidified Cu–10%Sn alloy powders. The characteristics of rapidly solidified Cu–10%Sn alloy powders have been investigated with respect to powder size and disc surface condition. Uncoated and ZrO2 coated copper discs were used to investigate the effect of disc surface conditions on the microstructure and cooling rate of the powders. The produced powders appeared in the shape of sphere, rounded, ligament, irregular and flaky, depending on the particle size. The powders exhibited fine grained microstructure, cell size increased with increasing powder size and higher cooling rates were obtained using uncoated disc. The results indicated that cooling rates of 20 μm powder produced with uncoated and ZrO2 material coated discs were estimated as 5·82×105 and 1·44×105 K s−1 respectively.
Introduction
Rapid solidification is a novel non-equilibrium technology, with characteristics of refinement and homogeneity of grains and intermetallic particles, solid solubility extension and formation of non-equilibrium phases.1 Rapid solidification process of metals and alloys involves exceptionally high rates of cooling (104–108 K s−1) during solidification from the molten state. The levels of undercooling achievable at such high cooling rates lead to significant and often potentially beneficial modifications to rapidly solidified microstructures compared with those produced under conventional conditions. As the cooling rate of a melt is increased, the time available for solidification is decreased. The degree of chemical segregation and the tendency to form massive precipitates are reduced, while microstructural features (i.e. dendrite arm spacing, grain size) become finer. 2 2,3 Any rapidly solidified state is characterised by the following favourable microstructural features: supersaturation of solid solutions, fine grained structures, amorphous phases either in part or in total volume of rapidly solidified alloys and nanosized crystalline or quasicrystalline phases.4
Contrary to traditional manufacturing processes, rapid solidification process represents a separate category of quenching in which the initial state of the material is liquid. Because atomic mobility in a liquid is far greater than in a solid, the quenching rate must be much faster to retain the non-equilibrium state residing in the liquid phase than to retain the one residing in the solid phase. Thus, cooling rates imposed on the melt are typically many orders of magnitude greater than in conventional quenching methods. 5 5,6 A common feature of many solidification processes is the removal of thermal energy by contact between the melt and a substrate. The melt thickness and the interfacial heat transfer coefficient between the melt and the substrate are among the most important variables that control melt cooling and the solidification process.7
Rapid solidification requires that at least one dimension of the product is small, sometimes as fine as 10–50 μm, but more typically up to several hundred micrometres, provided that this dimension permits a minimum solidification rate at least 104 K s−1. 8 8,9 When the droplet size is very small, it solidifies rapidly and gives rise to a very fine microstructure. Access to this rapid solidification regime allows one to obtain a wide range of microstructures of stable and/or metastable phases.10 Most of the techniques for producing rapid solidification particles are generally two-step processes consisting of disintegration of the molten metal into fine droplets and rapid solidification of the droplets. Disintegration is needed to reduce the melt dimension so that a large surface area exists for heat dissipation.7 The cooling rates of liquid droplets in the atomisation process can achieve high values, typically of the order 104–106 K s−1. During such intensive quenching, the melt is undercooled, and its rapid solidification starts under non-equilibrium conditions. The crystallisation in the process of atomisation is usually accompanied by the formation of several types of solidification microstructures. Dendritic and non-dendritic (equiaxed or grain refined) microstructures represent the main variants of structural modifications in the particles of rapidly solidified powders.11
Rapidly solidified materials are generally produced in the form of ribbons, flakes or powders and are subsequently subjected to typical powder metallurgy engineering processing steps, which include consolidation by compaction, extrusion or forging and a heat treatment. Particular concern during fabrication is the ability to retain the rapid solidification structure throughout the high temperature exposures that are typical of most powder consolidation techniques. Grain growth and microstructural coarsening during consolidation can result in a loss of rapid solidification benefits.12
Various centrifugal atomisation methods have been used to produce metal powders. Among these methods, rotating disc centrifugal atomiser is currently used to produce various types of powders. In the rotating disc atomisation process, the raw material is melted, and the molten metal is subsequently ejected through a nozzle onto the disc rotating at high speed. The ejected molten metal is accelerated tangentially by the friction force between the liquid and the surface of the disc and atomised at the disc edge. Liquid droplets are mainly solidified after flight from the disc surface. Depending on the atomisation parameters, droplets are produced either by direct drop formation, by ligament disintegration or by film disintegration at the disc edge. These atomisation processes lead to the formation of spheres, spheroids or ligaments, which usually exhibit a smooth surface due to the solidification process by convection cooling in the atomisation chamber.13– 18
In the present study, a new type of water jet cooled rotating disc atomiser was constructed, and Cu–10%Sn bronze powders were produced in high purity argon gas atmosphere. The characteristics of rapidly solidified Cu–10%Sn alloy powders have been investigated with respect to powder size and disc surface condition disc surface condition (DSC). For this aim, uncoated and ZrO2 coated copper discs were used to investigate the effect of disc surface condition on the microstructure and cooling rate of the powders.
Experimental procedure
In this study, a new type of water jet cooled, rotating disc atomiser unit was designed and constructed. The apparatus basically consists three parts: the melting unit, the atomisation chamber and the control unit (Fig. 1). The melting unit comprises graphite crucibles, an induction unit and coil, a ceramic stopper and a motor enabling up–down motion of ceramic stopper. High frequency induction heating system with 50 kW power was used in this study. The raw material was melted with induction heating, and the temperature of the molten metal was checked by an infrared thermometer. Graphite crucibles were used for melting raw material, and holes with diameters of 2, 2·5, 3 and 3·5 mm were formed at the bottom of crucibles. Ceramic stopper was used for the molten metal exit, and molten metal was ejected onto the atomisation disc surface through the nozzles by free fall. The melt was superheated to 150–450°C above its melting point (TL = 998°C).
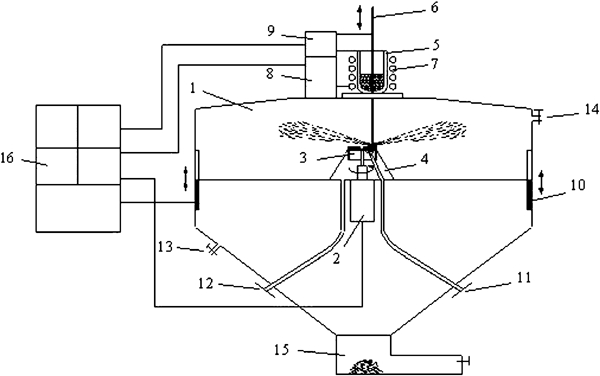
Schematic illustration of water cooled rotating disc atomisation unit
The atomisation disc was driven by an ac electric motor of 3·2 kW power. Rotating speeds of the motor (up to 24 000 rev min−1) were adjusted using a speed control unit. The disc material selected was electrolytic copper, and the diameter of the disc was fixed 100 mm with 0·5 mm wall thickness. The disc was in the form of reversed cylindrical cup for cooling purpose (Fig. 2). Flat with fins disc shape was used, and disc fin number selected was 4. The fin profile selected was rectangular (3×4 mm). The atomisation DSCs were changed by sprayed coatings. For this purpose, some of the discs were covered with ZrO2 coating materials in 100 μm thickness. The surface roughnesses of the atomisation discs were measured with a Mahr model surface roughness apparatus in the range of −200 to +150 μm. The surface roughness values of uncoated and ZrO2 coated discs were 1 and 6 μm respectively. The flowrate of cooling water was 15 dm3 min−1, and the temperature of cooling water was 12°C. The atomisation disc was surrounded by a conical metal sheet in order to prevent the cooling water from coming into contact with liquid metal and the produced powders. The disc rotational speeds used were 9600, 10 800, 12 000, 13 200 and 14 400 rev min−1, which correspond to tangential velocities (disc speeds) of 50, 57, 63, 70 and 75 m s−1 respectively. The atomisation experiments were performed in inert gas atmosphere to prevent oxidation of the powders. For this purpose, the atomisation chamber was filled with high purity (99·999%) argon gas with 20 dm3 min−1 flowrate. The molten metal was ejected 40 mm away from the disc centre and atomised with the highest speed from the disc edge. The upper section of atomisation chamber was constructed in circular form with 2500 mm in diameter and 600 mm in height to prevent liquid droplets collision with chamber walls. The lower section of the apparatus was conically designed with 1500 mm in height in order to divert atomised powders to powder collection unit. The 304 stainless steel was selected as chamber material to avoid powder contamination.
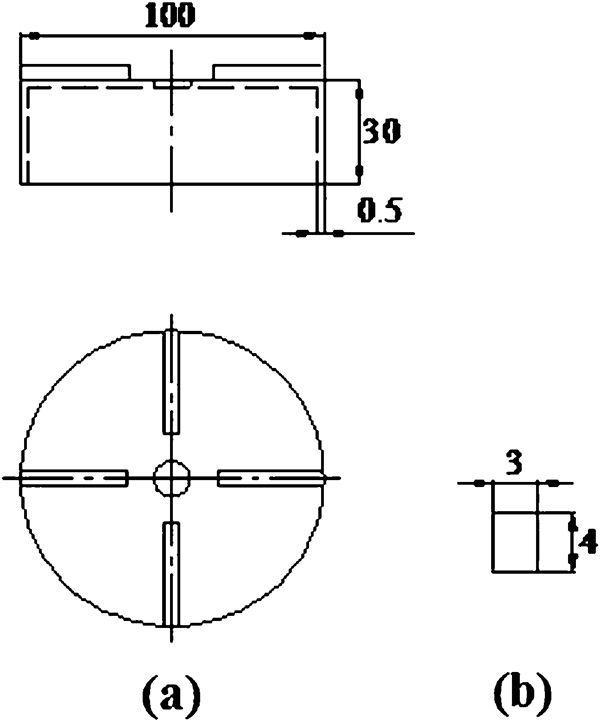
a atomisation disc with four fins and b fin profile
Cu–10%Sn alloy was atomised in order to study the effect of the disc surface condition on the microstructure and cooling rate of atomised powders. The chemical composition of the alloy was 88·031Cu–11·408Sn–0·327Zn–0·039P–0·038Fe–0·025Al–0·038Ni–0·045Sb (wt-%), and Table 1 lists its physical properties.
Physical properties of Cu–10%Sn alloy

Experimental runs were carried out using 250–300 g alloy. The yield rate was defined as a mass ratio of powders to raw material; the powder particle size was restricted to <500 μm. Sieve analysis of powders was made using a Retsch model sieving machine. The atomised powders were sieved into 10 fractions by using screening apparatus. Powder samples were cold mounted in a two-component epoxy resin for microstructural examinations. The mounted specimens were ground with 600, 800, 1000 and 1200 grid emery papers. Then, the samples were polished and etched for 10–12 s using a reagent, with the composition of 5 g FeCl3, 50 mL HCl and 100 mL H2O. The morphology and surface properties of produced powders were examined with a stereo microscope (Leica MZ 16) and a SEM of Zeiss EVO MA model. Linear intercept method was used for cell size determination of powders. Six measurements were made on micrographs for each powder to determine mean cell size. Composition analysis of produced powders was done by energy dispersive spectroscopy (EDS) with the SEM. The mean particle size and the size distribution of produced powders were determined using laser diffraction apparatus (Malvern model master sizer) for d10, d50 and d90.
Results and discussion
In the present study, the effects of disc surface conditions on the mean particle size, powder yield rate, microstructure and cooling rate of Cu–10%Sn bronze powders have been investigated. The results obtained showed that it is possible to produce rapidly solidified Cu–10%Sn bronze powders by water jet cooled rotating disc atomisation without a metal sticking problem on to the atomisation disc. The effect of disc surface condition on the mean powder size and powder yield rate was given in Table 2 for the conditions of 2 mm nozzle diameter and 300°C melt superheat. Uncoated and ZrO2 material coated disc surfaces with roughnesses of 1 and 6 μm were used to investigate the effect of disc surface condition on the mean particle size and the powder yield rate.
Effect of disc surface condition on mean powder size and powder yield rate

As can be seen from Table 2, ZrO2 material coated disc gave finer mean particle sizes and higher powder yield rates than uncoated disc. This phenomenon can be explained in terms of energy transfer during atomisation. When the molten metal is poured onto the atomisation disc, the centrifugal energy of the rotating disc is transferred to the liquid metal, and atomisation takes place. In this process, wettability between liquid metal and atomisation disc is the most important factor for an efficient atomisation. Good wettability results better adherence of liquid metal to the disc surface. Therefore, higher surface roughness of the atomisation disc helps wettability and energy transfer; consequently, finer mean particle size and higher powder yield rate are obtained. The liquid metal slippages from the disc surface and complete disintegration of liquid are not achieved in the case of poor wettability. The cumulative particle size distribution and normal distribution curves of uncoated and ZrO2 material coated discs confirmed this theory (Fig. 3). The plots of ZrO2 material coated disc were formed on the side of finer particles. On the contrary, the plots of uncoated disc slid relatively towards coarse particle size area. The same trend was observed for powder yield rate, and higher values were obtained with ZrO2 coated disc. Powder yield rate values for ZrO2 coated disc for 50, 63 and 75 m s−1 disc velocities were 77, 80 and 83% respectively. Corresponding values for uncoated disc and for the same disc velocities were 74, 76 and 79% respectively.
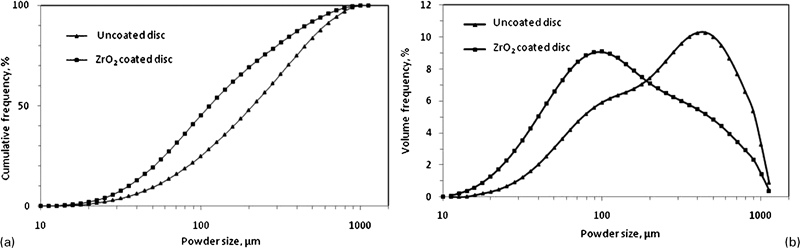
Effect of disc surface condition on a cumulative particle size distribution and b normal distribution of produced powders (disc fin number, 4; nozzle diameter, 2 mm; disc speed, 75 m s−1; melt superheat, 300°C)
Typical SEM images of Cu–10%Sn powder particles for different sieving ranges are shown in Fig. 4. As can be seen, the powders exhibit various morphologies: sphere, rounded, ligament, irregular and flaky. A strong dependence of powder shape on powder particle size was observed. The sphere was the most observed particle shape for finer particles (<45 μm; Fig. 4a and b). In this study, atomisation experiments were performed in high purity argon gas atmosphere with 20 dm3 min−1 flowrate. Considerable amount of spherical particle shape proved that surrounding argon gas atmosphere provided a suitable environment for them to freely spherodise by the surface tension forces. In this study, findings agree closely with the results in the literature. Xie et al. 19 obtained irregular and ligamental shaped particles by centrifugal atomisation in air atmosphere. They stated that rapid oxidation of particles caused the ligaments rapidly acquiring hard oxide shells preventing them from spherodising in air atmosphere. Sheikhaliev et al. 20 studied the effect of oxygen content on particle shape in spin atomisation. They obtained spherical shaped particles with decreasing oxygen content, and length/diameter ratio of produced powders increased with increasing oxygen content. Examination of produced particles showed that as the powder size increases, the amount of spherical particles decreases, and the shape of powders approaches that of short rod (45–90 μm; Fig. 4c). The ligament morphology was the most observed shape for relatively coarse particles (>90 μm). The length of ligaments increased with increasing particle size (Fig. 4d). The ligament morphology is thought to be the result of high cooling effect of atomisation disc because there might not be sufficient time for the ligaments to disintegrate before solidification. These particles were solidified in the air after splatting and leaving the disc surface. When a liquid metal is poured onto the centre of an atomisation disc, it is atomised by the centrifugal force. Depending on melt flowrate, there are three modes of liquid metal disintegration in centrifugal atomisation, i.e. direct drop formation, ligament disintegration and film disintegration. Direct drop formation mechanism can occur for relatively lower liquid metal flowrate, and atomisation takes place at the disc edge as liquid droplets. The mechanism is transformed into ligament disintegration with increasing liquid metal flowrate. The film disintegration is seen for metals and alloys, which have relatively higher viscosity and higher flowrate. Two or three disintegration mechanism may occur at the same time in practice. Ligament disintegration or secondary break-up of atomised ligaments, which was observed in the cases of preheated rotating disc atomisation,19,21– 23 were not seen in this study owing to high cooling rate of the atomisation disc. Because of effective cooling of atomisation disc with water jet, high heat transfer coefficient of copper disc material and high temperature gradient between liquid metal and the atomisation disc, transfer of thermal energy occurs as soon as liquid metal comes into contact with the atomisation disc, and atomised droplets start solidifying. For this reason, ligament disintegration mechanism is not the case for this study. On the other hand, the shape and the size of the current apparatus, which is 2500 mm in diameter, did not have significant limitations in terms of particle shape formation during atomisation. Therefore, most of the particles solidified in the air completely, and very little particles remained liquid and collided with atomiser walls, in this study.
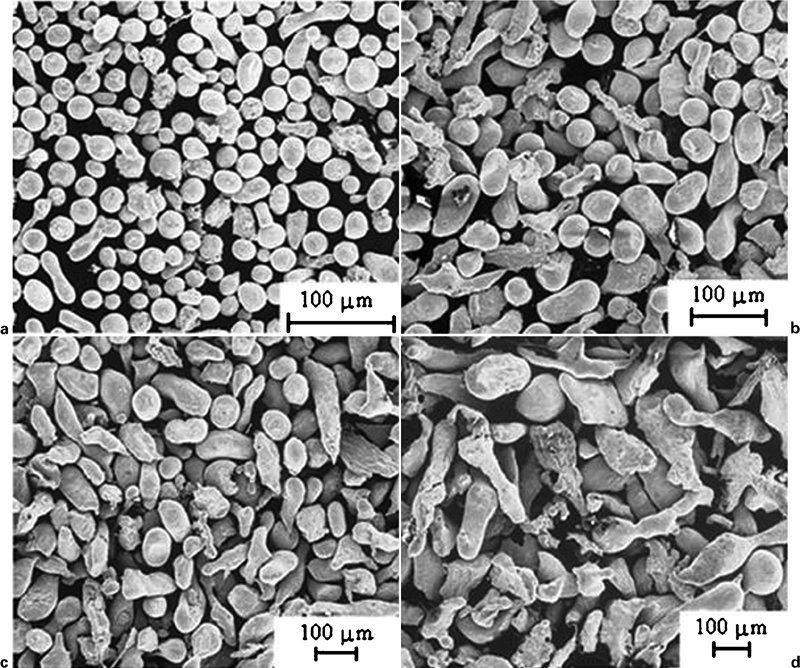
Images (SEM) of produced powders
The effects of disc surface conditions on the microstructure of Cu–10%Sn alloy powders are illustrated in
Figure 5
Figure 6
Figs. 5–7 for different sized particles. High magnification images of small particles were also given to examine the microstructure in detail. As can be seen, the microstructure of produced powders is characterised by a fine grained structure, depending on powder size. Such microstructure results from the extremely high heat extraction rates because of effective cooling of atomisation disc. In rotating disc atomisation, the cooling rate of powders depends on many factors, such as the thermal properties of the melt and the disc, the size of the droplets and relative temperature and velocity of the droplets. Using electrolytic copper as disc material and effectively cooling the disc with water jet (15 dm3 min−1 flowrate and 12°C inlet temperature, in the authors' case) resulted in a fine grained microstructure. As stated in the literature,6 most conductive rapid solidification techniques are based on the principles of bringing the melt into contact with a cool and highly conducting solid substrate at high relative velocity to promote melt spreading and intimate thermal contact. Rapid cooling rates require a high heat transfer coefficient at the interface of the liquid metal and the solid substrate, and a sufficiently thin metal cross-section to facilitate heat being conducted out of the melt quickly. Because heat conductivities are generally high for metals, most conductive rapid quenching processes have utilised metal substrates, such as copper. Examination of the microstructure of the powders revealed that the mean cell size of the atomised particles decreased with decreasing particle size, as expected. This was due to the larger surface area volume ratio and lower heat content of the small particles, which resulted in a higher solidification rate and finer microstructures. Cooling rates of the particles were estimated by measuring cell sizes on the SEM images. Linear intercept method was used for cell size determination of powders. Six measurements were made on micrographs for each powder to determine the mean cell size. Some empirical equations were suggested by different authors for the estimation of cooling rates of bronze alloys. The equation used in this study was expressed by Freyberg et al.
24 as follows

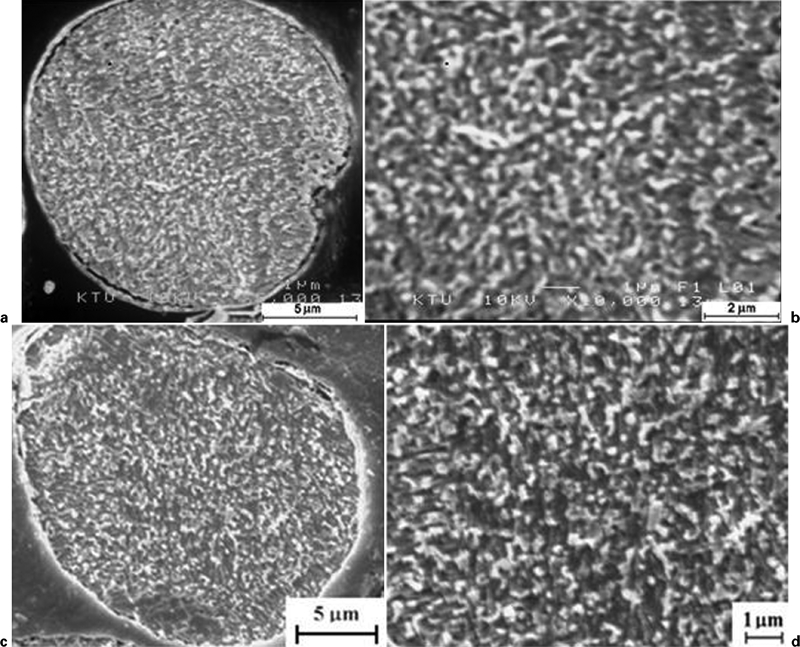
Effect of DSC on microstructure of produced 20 μm sized Cu–10%Sn bronze powders
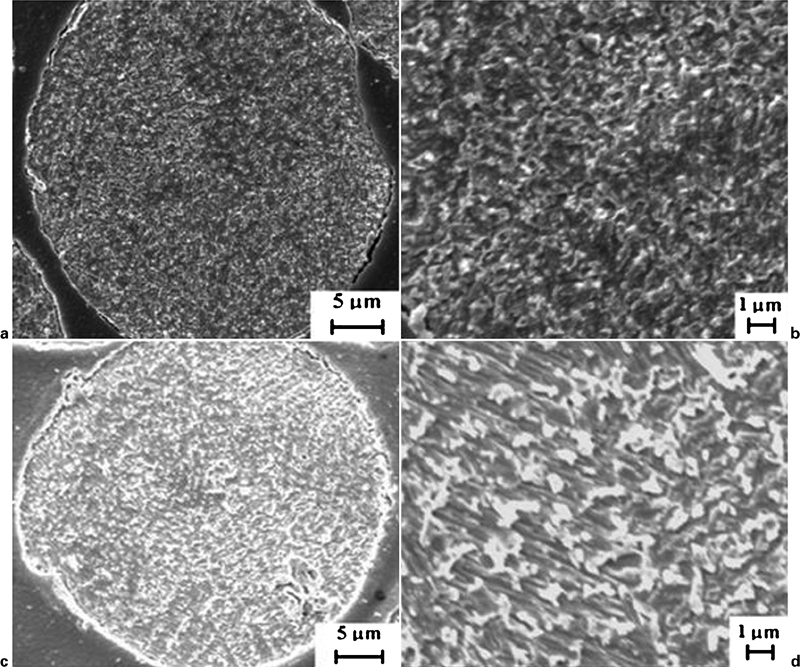
Effect of DSC on microstructure of produced 45 μm sized Cu–10%Sn bronze powders
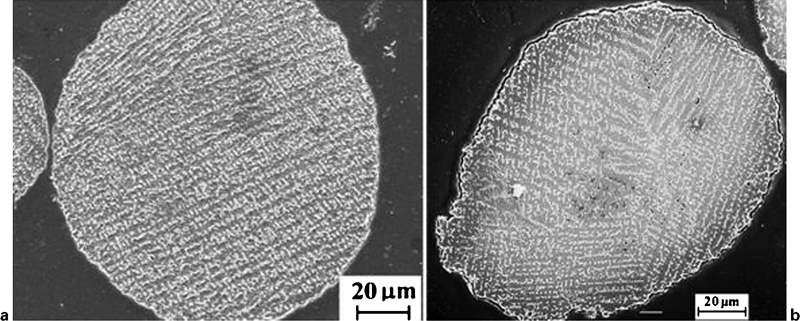
Effect of DSC on microstructure of produced 140 μm sized Cu–10%Sn bronze powders ×900
The mean cell sizes of 20, 45, 85 and 140 μm powders produced with uncoated disc were 0·50, 0·88, 1·88 and 2 μm respectively. Substituting above values of mean cell sizes into equation (1), the cooling rates become 5·82×105, 1·23×105, 1·53×104 and 7×103 K s−1 respectively. Corresponding values for mean cell sizes and cooling rates of 20, 45, 85 and 140 μm powders produced with ZrO2 coated disc were 0·83, 1·21, 2·04 and 2·72 μm and 1·44×105, 5·14×104, 1·22×104 and 5·55×103 respectively. Relatively higher cell sizes and lower cooling rates were obtained by using ZrO2 coated disc with respect to uncoated disc. Thermal conductivities of electrolytic copper and zirconium oxide are 401 and 2 W m−1 K−1 respectively. Because the heat of the melt on the rotating disc is easily removed by electrolytic copper with higher thermal conductivity, the resultant microstructures of powders have become finer and higher cooling rates were obtained with respect to zirconium oxide material. The effects of disc surface condition on the mean cell sizes and cooling rates of produced powders are given in Fig. 8. As can be seen, the difference in mean cell size and cooling rate is bigger for the smaller particles. This is in agreement with the idea that smaller particles cool and lose their heat mainly on the disc surface. High cooling effect of the copper disc material is openly seen.
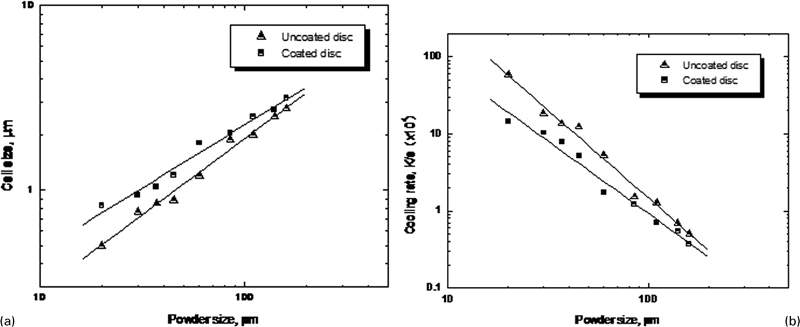
Effect of disc surface condition on mean cell size and solidification rate of powders
The EDS analysis of produced powders is given in Fig. 9 for grain and grain boundary respectively. The dark grey phase is grain, and the light grey phase is grain boundary (Fig. 9). It is clear that the distribution of Cu and Sn elements shows a relatively slight change. In other words, compositional and structural differences between the grain and grain boundary can be seen. The EDS results of powder analysis show that grain and grain boundaries are Cu rich solid solutions (Cu and Sn). The Cu content of grain interior is higher but decreases in the region of grain boundary. Cu accounts for 97·47 wt-%, and Sn is 1·60 wt-% in grain interior respectively. For the grain boundary, the content of Cu is 85·78 wt-%, and the distribution of Sn element shows a significant increase with 13·08 wt-% respectively. It is likely that the grain interior is primarily solidified as Cu rich phase, and the grain boundary is secondary phase.
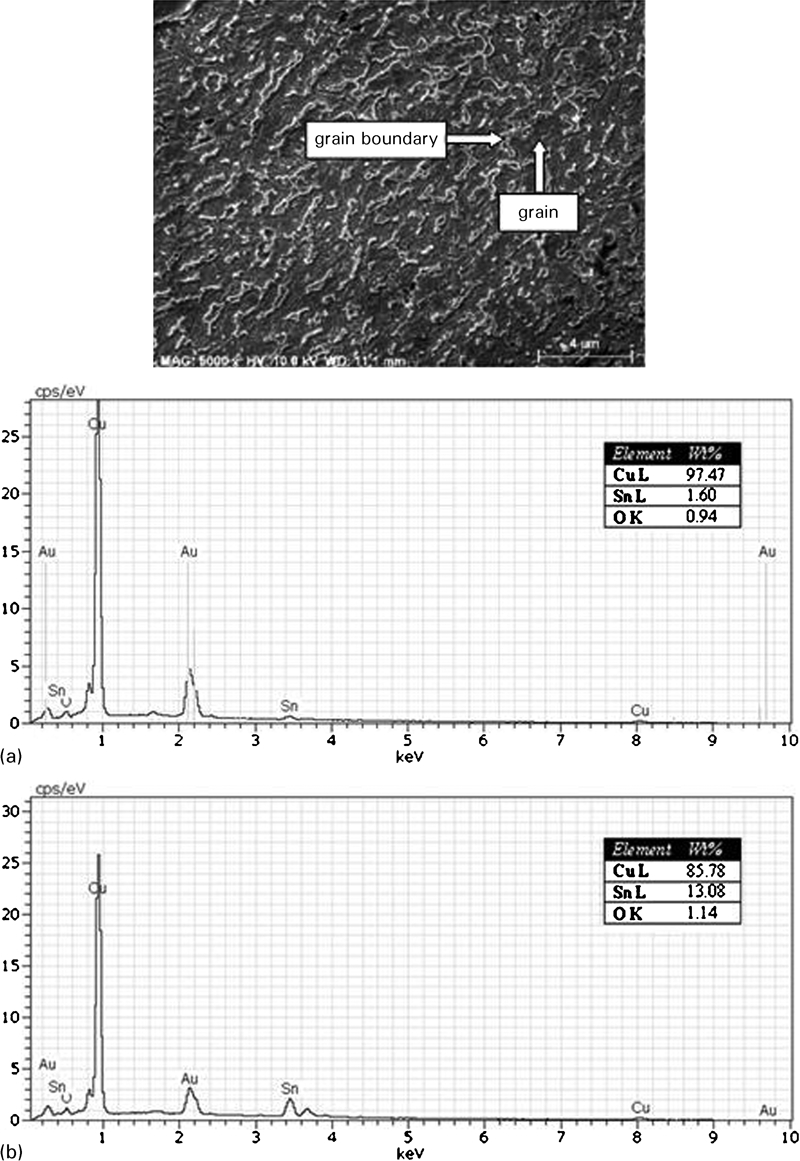
Analysis of Cu–Sn alloy powders using EDS
Conclusions
In the present study, Cu–10%Sn alloy was atomised with water jet cooled rotating disc atomiser in high purity argon gas atmosphere. The microstructure and cooling rates of rapidly solidified Cu–10%Sn alloy powders have been investigated with respect to powder size and disc surface condition. The results are as follows.
Produced powders appeared in the shape of spherical, rounded, ligament, irregular and flaky, being dependent on the particle size.
ZrO2 coated disc gave finer mean particle sizes and higher powder yield rates than uncoated disc.
Produced Cu–Sn powders had a fine grained microstructure, and mean cell size increased with increasing particle size.
The use of uncoated disc resulted in a finer microstructure and a higher cooling rate with respect to ZrO2 coated disc.
The estimated cooling rates of 20 and 160 μm powders produced by uncoated disc were 5·82×105 and 5·23×103 K s−1 respectively. The values for ZrO2 coated disc were 1·44×105 and 3·68×103 K s−1 respectively.
The copper element showed a higher concentration in grain interior, whereas the concentration of tin was higher in grain boundary.