
Abstract
Cu–Al–Ni shape memory alloy strips were successfully prepared by a powder metallurgy route consisting of preparing powder preforms from premixed Cu, Al and Ni powders by cold compaction, stepwise sintering in the range 873–1273 K, followed by unsheathed multipass hot rolling at 1273 K in protective atmosphere. The densification behaviour of the sintered powder preforms during hot rolling has been discussed. Homogenisation of the hot rolled strips was carried out at 1173 K for 4 h. It has been shown that the finished Cu–Al–Ni alloy strip consisted of self-accommodated plates ofβ' and γ' martensites together with a small amount of nanocrystalline Cu9Al4 phase. The finished hot rolled Cu–Al–Ni strips had fracture strength of 476 MPa, coupled with 2·5% elongation. The shape memory tests showed almost 100% recovery after 10 thermomechanical cycles in the hot rolled strips at 1 and 2% applied prestrain.
Keywords
Introduction
In recent past, Cu–Al–Ni shape memory alloys (SMAs) have received a considerable amount of attention due to their applications in sensors and actuators operating above 473 K, which is much higher than the working temperature of the widely used Ni–Ti SMAs (∼373 K).1– 4 However, large elastic anisotropy leads to intergranular fracture of polycrystalline Cu–Al–Ni alloys, rendering them unsuitable for widespread practical applications due to poor mechanical properties.4– 7 The conventional casting method for preparing Cu–Al–Ni alloys suffers from the disadvantage that it produces coarse grain structure having grain size as large as several millimetres. Therefore, the brittleness is a severe problem in the cast Cu–Al–Ni alloys due to the large grain size coupled with large elastic anisotropy.
Several attempts have been made for improving the ductility of conventionally cast Cu–Al–Ni alloys through grain refining by addition of a fourth element, such as Ti, Zr, Mn, B, Y, V and rare earths.8– 14 The grain refinement showed marked improvement in the mechanical properties of the Cu–Al–Ni alloys. The minimum grain size achieved by these alloying additions was in the range of 15–40 μm. However, further annealing resulted in rapid grain growth and most stable structure was found to consist of grains with a size in the range of 200–300 μm. The mechanical properties of these alloys were still not satisfactory from the point of view of their practical applications. Therefore, a different approach of processing is required to prepare Cu–Al–Ni alloys having a more stable fine grained structure.
There have been only a few attempts to prepare fine grained Cu–Al–Ni alloys via powder metallurgy routes.15– 17 Duerig et al. 15 prepared Cu–Al–Ni SMA rods from prealloyed powders by ”cold compaction– sintering– hot swaging„ route. The grain size in the finished material was ∼20 μm. The material had an ultimate tensile strength (UTS) of 800 MPa coupled with 5–7% elongation. However, details of the percentage elongation measurement were not reported. Jean et al. 16 synthesised Cu–Al–Ni alloys from gas atomised prealloyed powder by hot pressing followed by sintering in a vacuum of 10−2 Pa at 1173 K. The resulting compact was hot rolled at 1173 K to a 1·2 mm thick sheet. The details of hot rolling thickness deformation were not disclosed. It appears that hot rolling was carried out to reduce the thickness of the sintered compact and not for the primary densification. The finished material had a grain size of ∼30 μm together with UTS of 576 MPa and an elongation of 5·25%. The material had a density value corresponding to 99% of the cast alloy. Parez-Saez et al. 17 prepared Cu–Al–Ni compacts by hot isostatic pressing of argon gas atomised powder at 140 MPa and 1123 K. They claimed that the resulting compact did not have any residual porosity. The hot isostatic pressed compact was further hot rolled from 5 to 0·8 mm thickness, with approximately 2–3% thickness reduction per pass. Clearly, a large number of hot rolling passes were used to prepare the final Cu–Al–Ni strip. The authors reported that the strip had an UTS of 470 MPa coupled with an elongation of 12·6%.
Recently, a few efforts have been made to develop Cu–Al–Ni SMAs from mechanically alloyed (MAed) Cu–Al–Ni powder. Tang et al. 18 consolidated MAed powders by pressureless sintering at 1223 K for 20 h under the argon atmosphere. Obviously, the sintered Cu–Al–Ni compacts had large amounts of residual porosity and hence poor mechanical properties. It has been reported that the compacts prepared from 20 to 40 h milled MAed powder had open porosity of the order of 7–8%. Li et al. 19 consolidated MAed Cu–Al–Ni–Mn powder by vacuum hot pressing at 30 MPa and 1123 K. The hot pressed compacts, having a relative density of ∼94%, were canned in evacuated copper capsules. The encapsulated compacts were hot extruded at 1173 K using an extrusion ratio of 90∶1. The authors observed no residual porosity in the extruded material. However, no details of the mechanical properties of the materials were reported.
It can be noted that all the above discussed routes for preparing Cu–Al–Ni alloy start from either gas atomised or MAed powder. Further, the densification of powder preforms was primarily brought about by either pressureless sintering, hot pressing or hot isostatic pressing. In some cases, the compacts were subsequently mechanically worked by swaging or hot extrusion. This would have helped in removing the remaining porosity still further. There has been no attempt made to prepare the Cu–Al–Ni alloy strip via ‘hot densification rolling’,20– 22 in which densification of powder preforms is achieved primarily by hot rolling. The powder metallurgy route can become economically more attractive if the route is based on premixed elemental powders of Cu, Al and Ni instead of gas atomised or MAed powder. Recently, an alternative powder metallurgy route has been proposed for preparing near full density fine grained Cu–Al–Ni SMA strips starting from elemental powders.23 The route consists of mechanical mixing of elemental powders in the required proportion, powder preform preparation by cold compaction, sintering, and hot densification rolling of unsheathed/uncanned sintered preforms followed by post-densification homogenisation of hot rolled strips. The present paper describes the densification behaviour of the sintered Cu–Al–Ni preforms during hot rolling. The optimum process parameters for the preparation of a nearly fully dense strip have been discussed. The mechanical and microstructural properties of the final strip after post-hot rolling homogenisation have also been reported.
Experimental
In the present work, elemental Cu powder (median particle size = 38·0 μm, >99% pure), Al powder (median particle size = 15·0 μm, >99% pure), and Ni powder (median particle size = 9·0 μm, >99% pure) were used as the starting material. The morphology of the elemental powders is shown in Fig. 1. Elemental Cu and Ni powders were annealed in H2 atmosphere at 873 K for 30 min for reducing the surface oxides present on the powder particles.
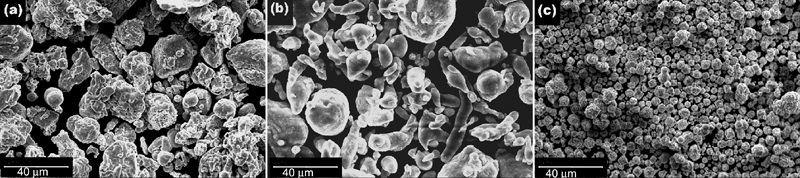
Scanning electron micrographs showing morphology of as received a Cu, b Al and c Ni powder at same magnification (×2000)
The elemental powder mixture of composition 82Cu–14Al–4Ni (wt-%), was cold compacted in a rectangular die at 242 MPa pressure. The compaction was carried out in the thickness direction. The compacts had dimensions 30 mm (L)×18 mm (W)×5·75 mm (T), and a green density of ∼76% of the theoretical. The compacts were sintered in stepwise manner in hydrogen atmosphere. Initially, the compacts were sintered at 873 K for 1 h, followed by further sintering at 1273 K for 15 min without taking out the compacts from the furnace. Subsequently, the sintered compacts were hot rolled at 1273 K to various thickness deformations ranging from 50 to 90% using a two-high rolling mill (roll diameter = 127 mm, rotation speed = 80 rev min−1). The rolls were not heated before hot rolling. The preheating furnace and the hot rolling mill were interlinked in such a manner that the hot compacts remained in protective hydrogen atmosphere up to the nip of the rolling mill. The hot rolled strips were immediately placed in a bed of charcoal which avoided any oxidation of hot rolled preform not only on the surface but also inside the porous preform. The hot rolled strips were homogenised under the inert gas atmosphere (argon) at 1173 K for 4 h for ensuring proper chemical homogeneity. The strips were quenched in water at room temperature after the homogenisation.
The mechanical properties of the Cu–Al–Ni strips were evaluated by performing tension test on the subsize specimen in martensitic state using an Instron 1195 machine at a strain rate of 8·75×10−5 s−1. However, the geometry of the specimen was maintained according to the BS18 standard specification. The gauge length, the width in the gauge length area, the radius of fillet, the width of the shoulder area and the total length of the specimen were 19, 4·76, 6·35, 14·29 and 63·50 mm respectively. The total plastic strain was estimated by measuring the initial and final gauge length after the fracture. The fractured surfaces of the testpieces were examined under a scanning electron microscope (SEM). The transformation temperatures of the Cu–Al–Ni alloy strips were evaluated by differential scanning calorimeter at a heating–cooling rate of 40 K min−1. The shape memory effect was characterised by performing bend tests on rectangular specimens.
The microstructural characterisation and elemental compositional analysis of the finished strip was carried out by a SEM equipped with energy dispersive spectroscopy facility. The samples were mechanically polished and etched with a solution containing 2·5 g FeCl3.6H2O and 48 mL methanol in 10 mL HCl. The residual porosity in the hot rolled preforms was measured from the SEM images taken on the thickness cross-section parallel to the rolling direction, using image processing software ImageJ. In each case, 25 micrographs were examined. The microstructural features of the alloy were also studied by a transmission electron microscope (TEM) operating at 200 kV. Thin foil specimens for TEM study were prepared from rolled strip by mechanical polishing followed by dimpling and ion bean milling using argon.
Results and discussion
Densification behaviour
The sintered Cu–14Al–4Ni (wt-%) preforms, having a density approximately 76% of the calculated theoretical, behaved very well during hot rolling at 1273 K. Figure 2 shows the relationship between percentage thickness deformation and percentage length increase in the Cu–Al–Ni alloy preform during hot rolling at 1273 K. It can be seen that the sintered Cu–Al–Ni powder preform starts elongating as soon as the hot rolling initiated. It is interesting to note that the rate of increase in length is moderate up to ∼30% thickness deformation, and then it starts increasing rapidly. It attains a maximum value beyond 75% thickness deformation corresponding to ∼5% residual porosity in the rolled preform.
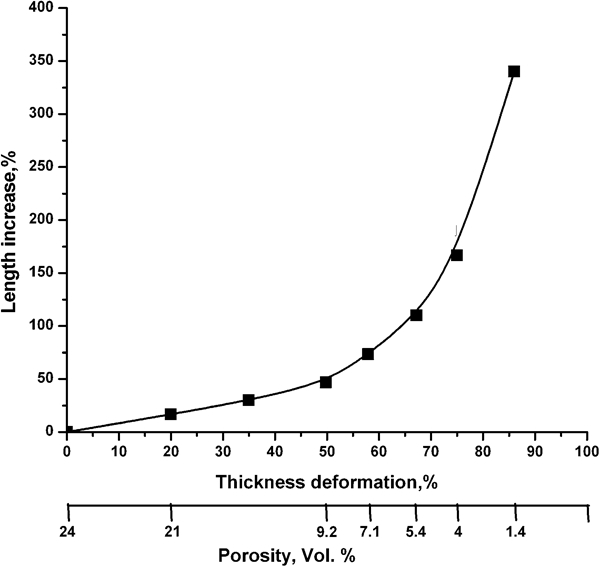
Relationship between percentage thickness deformation and percentage length increase in porous Cu–Al–Ni preform during hot rolling at 1273 K (residual porosity values corresponding to percentage thickness deformation is also shown on x axis)
Figure 3 shows the relationship between true thickness and true longitudinal strains during hot rolling of the porous Cu–Al–Ni alloy preform. The relationship between these two strains for a fully dense metal strip is also shown in Fig. 3, assuming that there is no spreading during hot rolling. It can be seen that the true length strain produced in porous Cu–Al–Ni alloy preforms is less than that obtained in a fully dense metal strip, when both strips are subjected to the same amount of thickness deformation. In the case of hot rolling of a fully dense strip with no spreading, a decrease in thickness results in an equivalent increase in length. In the case of the porous metal preform, volume changes take place during hot rolling and therefore the longitudinal flow is significantly lower than that produced in a fully dense metal strip when given the same amount of thickness deformation. This explains the behaviour of the porous Cu–Al–Ni preform during hot rolling, as shown in Fig. 3.
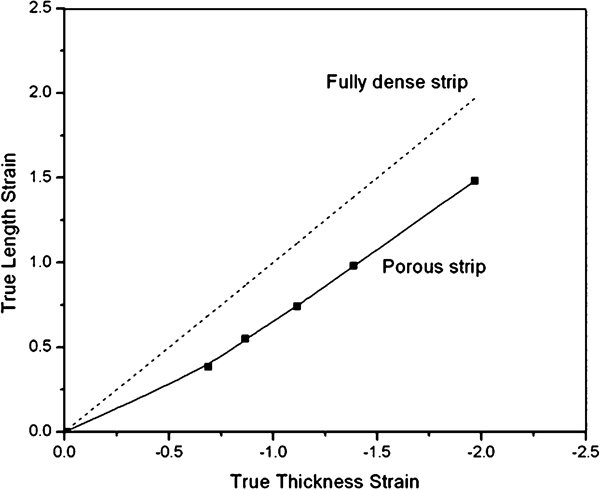
Relationship between true thickness strain and true length strain during plastic deformation of porous Cu–Al–Ni preform as well as fully dense strip
Assuming that the plane strain condition exists, the ratio between the flow in the longitudinal and the thickness direction during hot rolling of the porous metal preform can be expressed as follows
20
20,21

Figure 4 shows the variation in the apparent plastic Poisson's ratio with the thickness deformation of the sintered powder preform. It can be seen that the apparent plastic Poisson's ratio increases rapidly to ∼0·25% in the initial stage of hot rolling, i.e. at ∼20% thickness deformation, corresponding to ∼20% porosity in the rolled preform. Then after, the apparent plastic Poisson's ratio increases continuously with the increase in thickness deformation and relative density. However, the rate of increase in the apparent plastic Poisson's ratio with thickness deformation increases continuously. It is maximum beyond 75% thickness deformation corresponding to ∼5% residual porosity in the hot rolled preform, approaching towards the value of a fully dense material, i.e. 0·5. Dube and co-workers 20 20,21 have discussed the mechanism of hot densification rolling of sintered powder preforms having high amounts of porosity, and have stated that it consists of three distinct stages. During stage 1, the densification or pore closure in the powder preform, having relatively large amounts of porosity, is continuously brought about by the process of rearrangement and restacking of powder particles, as the hot rolling progresses. During this stage, the physical movement of the powder particles is predominantly in the thickness direction. Also, the longitudinal elongation and the apparent plastic Poisson's ratio of the powder preforms are low. The end of stage 1 is marked by the situation corresponding to closed packing of powder particles, and no further densification without longitudinal elongation of the preform is possible by hot rolling. Relative density achieved in the hot rolled powder preform at the end of stage 1 is greatly governed by the size distribution of powder particles present in it. The nature of porosity remains predominantly of interconnected type during this stage. In the case of hot densification rolling of a typical copper powder preform, it has been reported that the stage 1 of the densification mechanism is operative up to a relative density value of 0·7.20
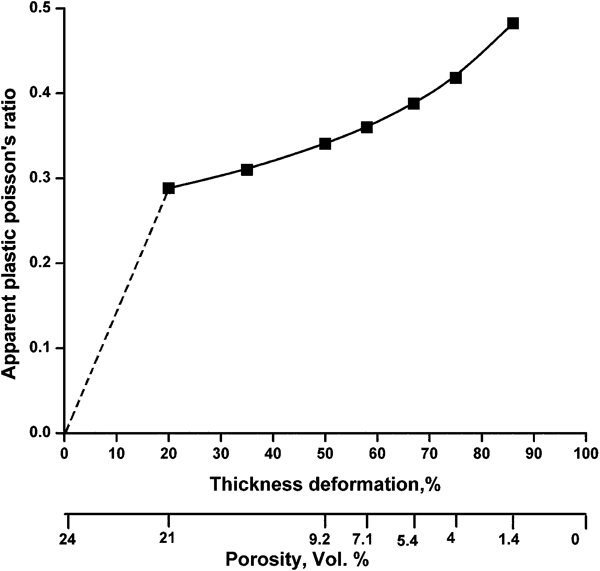
Relationship between apparent plastic Poisson's ratio and percentage thickness deformation in porous Cu–Al–Ni preform during hot rolling at 1273 K (residual porosity values corresponding to percentage thickness deformation is also shown on x axis)
During stage 2, the interparticle contact area continuously increases, total porosity continuously decreases, and the particle elongation in the rolling direction takes place as hot rolling progresses. Further, the longitudinal elongation and the apparent plastic Poisson's ratio of the powder preform continuously increase with hot rolling. The interconnected porosity changes continuously to the isolated one. The pores in the powder preform can be visualised as the void between the adjacent particles. Therefore, if the particles have been elongated, so have the pores. The width of elongated pores continuously decreases as hot rolling progresses. At some points, opposite faces of the elongated pores join together, leading to the formation of several smaller pores from a larger one. The process of pore closure predominantly consists of pore elongation, pore fragmentation and collapsing of opposite pore surfaces. In stage 3, which generally starts at a relative density of 0·95, the original particle boundaries disappear and the porosity in the preform becomes predominantly isolated. Both the longitudinal elongation of the preform and the apparent plastic Poisson's ratio rapidly increase with hot rolling deformation. The width of pore channel becomes extremely small. Pore elongation, pore fragmentation and collapsing of the opposite pore surfaces continue until all the porosity has been eliminated.
In the light of above discussion, the mechanism of pore closure during hot densification rolling of sintered Cu–Al–Ni powder preform can be understood. Cu–Al–Ni powder preforms have relatively low porosity, approximately 25%. Therefore, the stage 1 of the densification mechanism, i.e. rearrangement and restacking of powder particles, as reported earlier, is absent during hot densification rolling of Cu–Al–Ni preform. The pores present in the preform start elongating right from the beginning of the thickness deformation by hot rolling. This explains the rapid increase in the apparent plastic Poisson's ratio in the very initial stage of the hot rolling, as explained earlier. The mechanism of the removal of pores during hot rolling is similar to that discussed earlier, i.e. pore elongation, pore fragmentation and collapsing of opposite pore surfaces.
Figure 5 shows the effect of hot rolling thickness deformation on the amount of residual porosity present in the hot rolled preform. The residual porosity was measured on the thickness cross-section of the preform parallel to the rolling direction. It can be seen that the amount of residual porosity in the hot rolled preform continuously decreases with thickness deformation up to ∼86%. However, it is interesting to note that the amount of residual porosity in the hot rolled Cu–Al–Ni preform started increasing after ∼86% thickness deformation. In order to explain this behaviour, it must be realised that the hot rolling of powder preforms is different than that of solid metals in the sense that both densification and deformation are brought about in the powder preforms during hot rolling. The Cu–Al–Ni alloys, with ∼12 wt-%Al, have an ordered structure below 923 K. As a result, the workability of the Cu–Al–Ni alloy deteriorates, when the hot rolling temperature decreases below 923 K.24 During hot rolling, the temperature of the Cu–Al–Ni powder preform starts decreasing as soon as it leaves the hot zone of the preheating furnace till it reaches the nip of the rolling mill, where rapid cooling of the surfaces takes place due to contact with cold rolls. Therefore, the actual temperature of the powder preform during hot rolling in the nip of the mill is much lower than that of the preheating temperature, i.e. 1273 K. When the thickness of the porous preform decreases beyond a critical value, the heat loss from a thinner porous preform becomes relatively greater than that from a thicker porous preform. Therefore, the actual temperature of the porous preform during hot rolling decreases rapidly beyond a critical thickness value. As a result, microcracks generate near the pores in the preform when the thickness of the preform before hot rolling is below a critical value. This explains the increase in residual porosity beyond a critical percentage thickness deformation value. In our study, the critical thickness appears to be ∼0·8 mm.
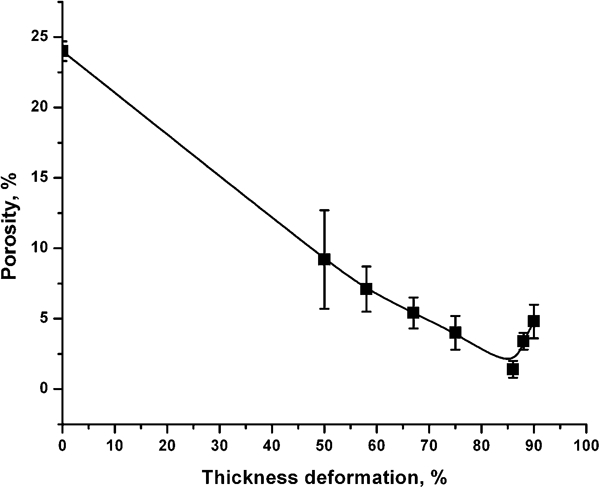
Variation of residual porosity with increasing thickness deformation in porous Cu–Al–Ni preform during hot densification rolling at 1273 K
Figure 6 shows typical SEM images of Cu–Al–Ni preform hot rolled to 50, 67, 86 and 90% thickness deformation on its thickness cross-section parallel to rolling direction, showing residual porosity present both near the centre and near the edge area. It can be seen that the residual porosity in the hot rolled preform near the edge of the thickness cross-section is greater than that near the centre at all percentage thickness deformation values. In order to study this aspect, residual porosity was measured near the edge and near the centre area of the cross-section parallel to rolling direction of the preforms hot rolled to different thickness deformation at 1273 K. Figure 7 shows the effect of percentage thickness deformation on the difference in residual porosity between the edge and centre area of the hot rolled preforms. It can be seen that the difference in the residual porosity between edge and centre area decreases rapidly in the initial stages of hot rolling, i.e. up to ∼67% thickness deformation. The difference between the residual porosity in both regions is of the order of ∼8 vol.-% after 50% thickness deformation which decreases to ∼3 vol.-% after 67% thickness deformation. Beyond this value, the difference in the residual porosity between edge and centre area decreases relatively slowly. It can be observed that in the preform hot rolled to 86% thickness deformation the difference between residual porosity in edge and centre is rather small, i.e. of the order of 1·7 vol.-%.
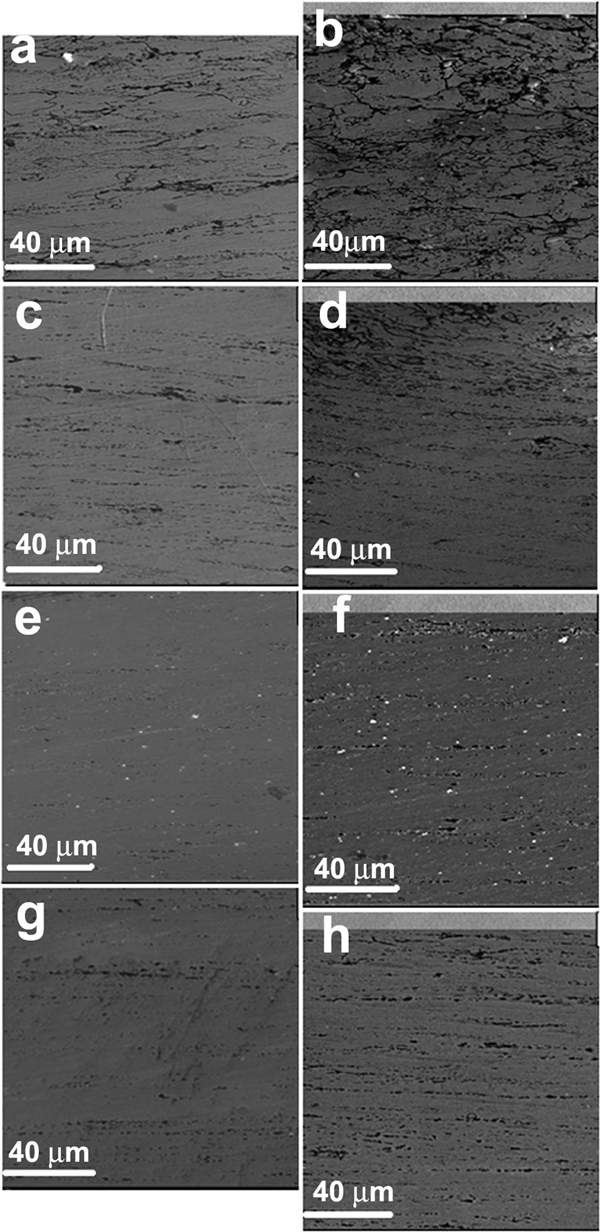
Typical SEM images of Cu–Al–Ni preform on thickness cross-section parallel to rolling direction, hot rolled to a and b 50%, c and d 67%, e and f 86%, and g and h 90% thickness deformation showing residual porosity (a, c, e and g refer to centre area, and b, d, f and h area near edge of preform)
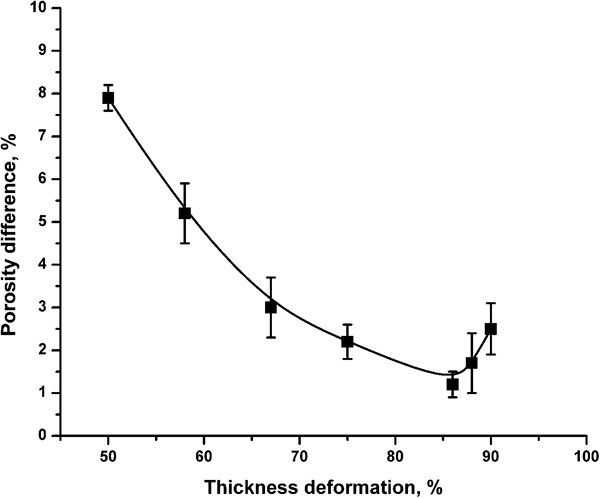
Effect of thickness deformation by hot rolling of Cu–Al–Ni preforms at 1273 K on porosity difference between centre area and area near edge, at thickness cross-section parallel to rolling direction
The higher amount of residual porosity near the edge area of the thickness cross-section, i.e. near the surface of the preform, is due to the rapid cooling of the surface of the preform caused by the cold rolls, leading to a higher temperature in the centre and a relatively lower temperature near the surface of the preform. As a result, the workability of the material near the surface of the preform is poorer than that near the centre area, which remains at a relatively higher temperature during hot rolling. As the thickness of the preform decreases, the difference between the temperature near the surface and centre of the preform decreases considerably, leading to relatively more uniform workability, and hence more uniform residual porosity in the preform. It can also be observed from Fig. 7 that the difference in the residual porosity begins to increase after 86% thickness deformation. The difference increases to 2·5 vol.-% after 90% thickness deformation. The increase in the difference of the residual porosity is due to the rapid cooling down of the preform, before it reaches the nip of the roll as explained earlier. The deterioration of ductility of Cu–Al–Ni strip at a low temperature has already been discussed earlier. As a result, the existing pores present in the preform get enlarged and elongated in the direction of hot rolling beyond 86% thickness reduction. The Cu–Al–Ni preform hot rolled to 86% thickness deformation had minimum possible residual porosity, i.e. 1·4 vol.-%. Hence, Cu–Al–Ni alloy preforms hot rolled to 86% thickness deformation were used for further studies in the present work. It must be emphasised that the amount of residual porosity in the hot rolled Cu–Al–Ni strip can further be lowered by using internally heated rolls during hot rolling.
Microstructural evolution during post-rolling homogenisation
In order to remove the internal stresses, hot rolled strips were annealed at 1173 K for 15 min and subsequently water quenched at ambient temperature. Figure 8 shows the SEM image of the annealed and water quenched strip. It can be seen that the microstructure consists of two distinct phases. The first phase consists of thin parallel plates of martensite, while the second phase appears like precipitates. An energy dispersive X-ray analysis of the ‘precipitate-like phase’ showed that this phase has a low aluminium content, below 10 wt-%, and its composition falls in the region of FCC α phase, which is a solid solution of Al and Ni in Cu.24 Since proper chemical homogeneity is an important aspect to ensure reliable functioning of the SMAs, α phase needs to be eliminated from the microstructure to get a desired single phase material, i.e. microstructure should consist only of β' phase. Therefore, a post-rolling homogenisation of the hot rolled strips was introduced in the processing to achieve proper chemical homogeneity. It was envisaged that such a homogenisation treatment would be capable of eliminating α phase from the material. Therefore, the hot rolled strip samples were homogenised at 1173 K for 4 h in argon gas atmosphere and subsequently water quenched at 298 K.
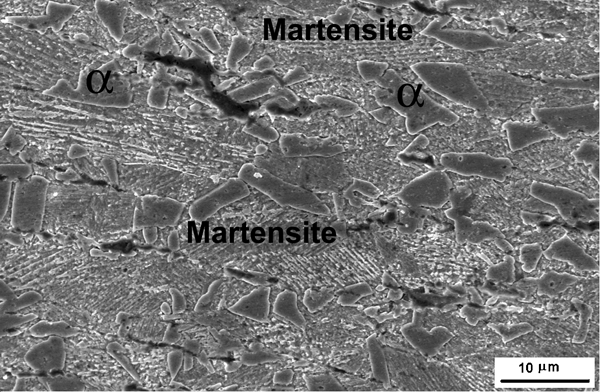
Scanning electron micrograph of hot rolled (86% thickness deformation) Cu–Al–Ni preform after annealing at 1173 K for 15 min followed by water quenching
Figure 9 shows a typical SEM image of the 4 h homogenised Cu–Al–Ni SMA strip. It can be seen that α phase disappeared completely after 4 h homogenisation time, and the entire microstructure consists of very fine plates of self-accommodating martensite. An energy dispersive X-ray analysis was carried out on the martensitic phase and the average composition of the martensitic phase was found to be 83·77Cu–12·05Al–4·18Ni (wt-%). The grain size of the 4 h homogenised samples were estimated on the thickness cross-section of the specimens parallel to rolling direction using a linear intercept method. The mean size of the grains across the thickness direction was calculated to be ∼10 μm.
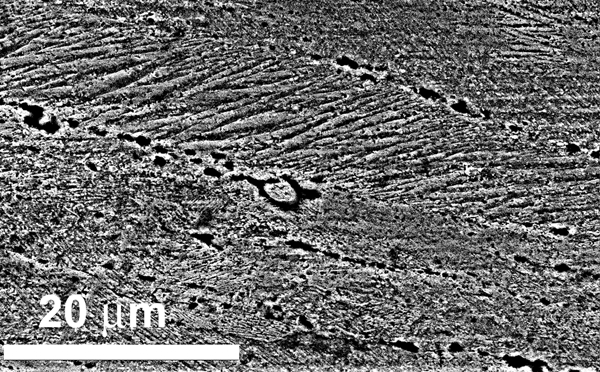
Scanning electron micrograph of hot rolled (86% thickness deformation) Cu–Al–Ni strip homogenised at 1173 K for 4 h
Transmission electron microscope analysis of homogenised Cu–Al–Ni SMA strips
Transmission electron microscopic study was carried out on 4 h homogenised Cu–Al–Ni SMA alloy strip to understand the nature of martensite and other minor phases formed in the material. Figure 10 shows a typical TEM image of the 4 h homogenised strips revealing the presence of plates of martensites. It is interesting to note the presence of fine and coarse striations inside the martensite plates. The martensite plates with fine and coarse striations have been marked as ‘A’ and ‘B’ respectively. The fine striations indicate the presence of stacking faults inside the plate. On the other hand, the presence of coarse striations indicates the presence of twins inside the martensite plates. The presence of fine and coarse striations are typical features of β' (18R, monoclinic) and γ' (2H, orthorhombic) martensites respectively.25 Therefore, it appears that the present material consists of both types of martensite, i.e. β' and γ'. A similar observation has been reported by Liu and Hashimoto.25 The type of martensite depends upon the composition and heat treatment. In the Cu–Al–Ni SMA, the low Al content leads to the formation of 18R type martensite on cooling and the high Al content results in 2H type martensite. Furthermore, it also has been reported that both 18R and 2H martensites can coexist in alloys having compositions near the phase boundary between 18R and 2H.
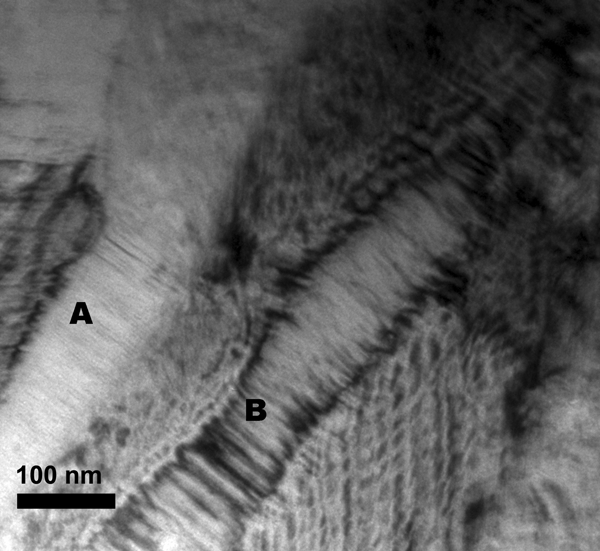
Typical TEM image of 4 h homogenised Cu–Al–Ni SMA strip: A and B show presence of two different types of martensites
Figure 11 shows another TEM image and its corresponding selected area diffraction pattern (SADP) of the 4 h homogenised strip revealing the presence of a nanocrystalline phase. An indexing of the SADP indicates that the observed nanocrystalline phase is Cu9Al4 (cubic). The presence of Cu9Al4 could not be revealed by X-ray diffraction and SEM analysis, which shows that Cu9Al4 is present in very small amount in the material.
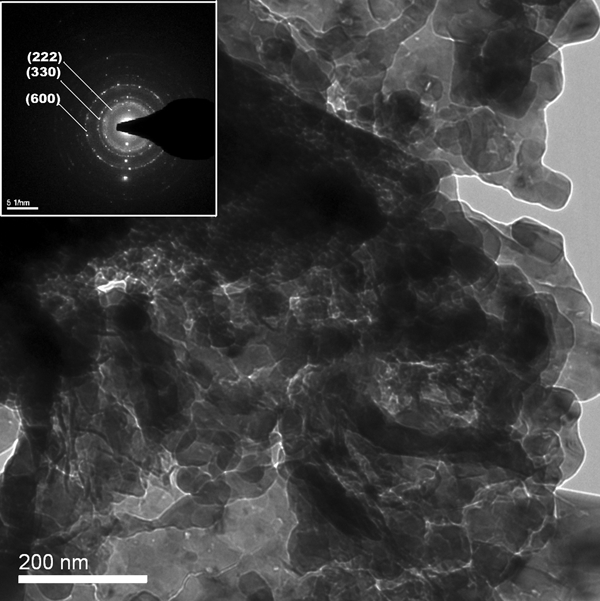
Typical TEM image and its corresponding SADP of 4 h homogenised Cu–Al–Ni SMA strip revealing presence of nanocrystalline Cu9Al4 phase
Mechanical properties
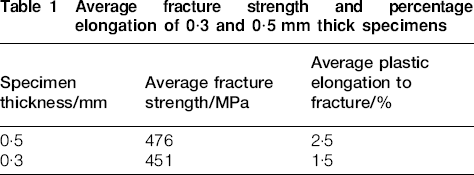
Figure 12 shows a typical stress–strain diagram of the Cu–Al–Ni strips in the martensitic state. Stress–strain curves corresponding to the specimen of 0·3 and 0·5 mm thickness are shown in Fig. 12. It can be seen that the present stress–strain curves consists of two regions with an initial region of higher slope followed by a second region of lower slope. The average fracture strength and percentage elongation of the 0·3 and 0·5 mm thick specimens are shown in Table 1. It can be seen that fracture strength and percentage elongation are slightly lower in the case of 0·3 mm thick specimen as compared to that of 0·5 mm. A detailed study is required to establish the effect of thickness on the mechanical properties of Cu–Al–Ni SMA strips. Figure 13 shows a typical SEM image of the fractured surface of the tensile specimens. It can be seen that the mode of fracture under a uniaxial tensile load consist of a mixture of dimpled, transgranular and intergranular mode. It seems that the dimpled and transgranular mode of fracture is a result of fine grain size, whereas the intergranular mode of fracture arises due to the presence of a small amount of residual porosity in the material.
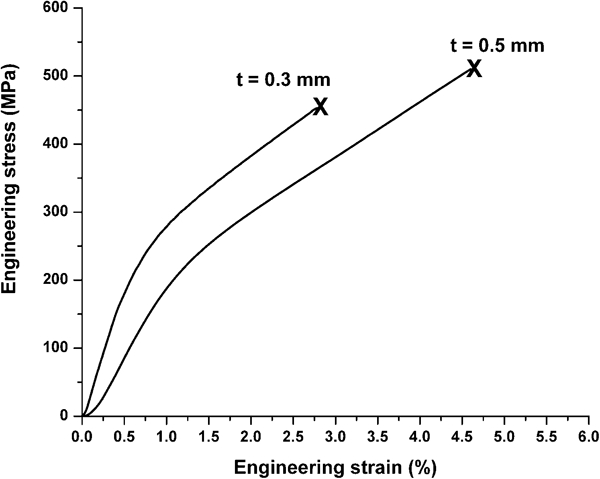
Typical stress–strain diagram of 4 h homogenised Cu–Al–Ni SMA strips in martensitic state
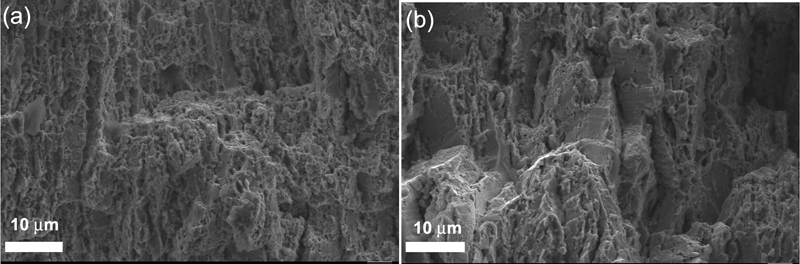
Typical SEM images of fractured surface of tensile specimens of Cu–Al–Ni strips
Average fracture strength and percentage elongation of 0·3 and 0·5 mm thick specimens
Shape memory properties
The transformation temperatures found from differential scanning calorimetric measurements were as follows: the austenitic start temperature As = 830 K; the austenitic finish temperature Af = 883 K; the martensitic start temperature Ms = 801 K; and the martensitic finish temperature Mf = 699 K. The shape memory effect in the Cu–Al–Ni alloy strips was evaluated at 1, 2 and 4% prestrain. Figure 14 shows the shape recovery with a number of thermomechanical cycles. The bend specimens straightened up at 923 K, which is well above the Af temperature, and almost 100% shape recovery was achieved at the 1 and 2% prestrain level even after 10 cycles. However, the shape recovery started decreasing beyond approximately 20, 10 and 2 cycles in cases 1, 2 and 4% prestrained specimens respectively. It can be seen that the degradation in the shape memory behaviour is related to the level of prestrain applied during the thermomechanical cycle. It is interesting to note that Tang et al. 18 reported rapid degradation in shape memory effect in their Cu–Al–Ni specimens prepared from MAed powder even at 1% prestrain, wherein they observed 68% recovery after the first cycle and 33% recovery after the second cycle. The rapid degradation in shape recovery was attributed to the presence of large amount of residual porosity in the bulk consolidated specimens.
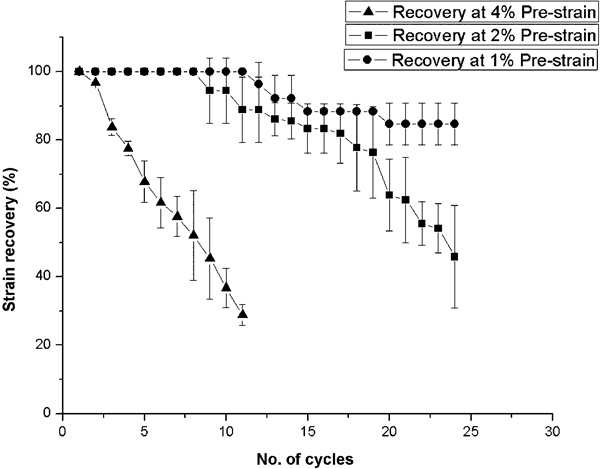
Shape recovery of Cu–Al–Ni SMA with increasing number of thermomechanical cycles at 1, 2, and 4% prestrain
Conclusions
Following conclusions can be drawn on the basis of the present study.
It is possible to prepare Cu–Al–Ni SMA strip from elemental powder mixture via a route involving cold compaction, sintering and hot rolling.
The hot rolling can be used as the primary densification method for preparing near full density Cu–Al–Ni SMA strips from sintered powder preforms.
During hot rolling of sintered Cu–Al–Ni preforms, having ∼25% porosity, plastic flow starts from the very beginning of the thickness deformation. The rate of increase in length is moderate up to ∼30% thickness deformation, and then it increases rapidly. The mechanism of the removal of the pores in the preform during hot rolling consists of pore elongation, pore fragmentation and collapsing of the opposite pore surfaces.
The finished hot rolled and homogenised Cu–Al–Ni alloy strip consists of self-accommodated plates of β' and γ' martensites together with a small amount of nanocrystalline Cu9Al4 phase.
The finished hot rolled and homogenised Cu–Al–Ni strip processed in the present study has the fracture strength of 476 MPa, coupled with 2·5% elongation. The fracture mode under a uniaxial tensile load was a mixture of dimpled, transgranular and intergranular mode.
The shape memory tests show almost 100% strain recovery after 10 thermomechanical cycles in the hot rolled and homogenised strips at 1 and 2% prestrain level.