
Abstract
The objective of this research was to devise a means by which dispersoid forming transition metals could be incorporated into press and sinter aluminium powder metallurgy (P/M) alloys. Additions of iron and nickel were explored in this context added as either admixed elemental powders or prealloyed additions into the base aluminium powder. Utilising an Al–2·3Cu–1·6Mg–0·2Sn composition as the base system, elemental additions imparted coarse aluminide phases within the sintered microstructure and diminished the general sintering response of the alloy. The resultant tensile properties of these materials were inferior to those of the unmodified base alloy. Prealloying was much more effective. Using this approach, highly refined distributions of aluminides were achieved without any adverse effects on the compaction or sintering response of the base alloy. A prealloyed addition of 1 wt-% iron was the most effective of those considered as it imparted tangible gains in yield strength and ultimate tensile strength (UTS) to the base alloy.
Keywords
Introduction
Modern aluminium alloys are chemically complex materials that employ multiple alloying additions. Each element is specifically incorporated to enhance material performance. Gains are generally sought in a number of areas such as mechanical properties, corrosion response, and metal formability. Among these, the attenuation of improved mechanical properties is most often targeted. This is accomplished through the inclusion of elements that promote precipitation hardening or dispersoid strengthening. In precipitation hardening, a homogenous distribution of exceptionally fine (typically submicron) high strength phases/intermetallics is formed in the alloy through an array of different heat treatment practices. This network represents a formidable barrier to dislocation movement and as such, prompts a significant increase in mechanical properties. Some of the element groupings commonly added for this purpose includes Cu, Cu/Mg, Cu/Mg/Si, Mg/Si, Zn/Mg and Zn/Mg/Cu.1–4
In a dispersoid strengthening scenario, the phase(s) are typically formed during solidification of the starting ingot. Elements commonly adopted for this purpose include Mn, Fe and/or Ni. The dispersoids are considerably coarser (typically >5 μm) and more sparsely distributed than the phases formed through precipitation hardening. 5 Although this represents a less effective means of strengthening overall, the effect is still considerable and can be realised without implementation of expensive heat treatment practices. As such, this particular mechanism is also employed in many aluminium alloys. For example, wrought alloys such as 2014 6 and 6013 7 contain deliberate additions of Mn (∼0·8 wt-%) which commonly exists as dispersoids such as Al12Mn3Si and Al12(Mn,Fe)3Si in the microstructure. Other alloys such as 2618, 2218 and 8001 include Ni and/or Fe additions on the order of 1 wt-%. Commonly observed dispersoid phases that stem from these additions include Al7Cu2Fe, Al7Cu4Ni and Al9FeNi. 8 In most cases, the concentrations of transition metals added are relatively dilute (<2 wt-%).
The incorporation of dispersoid forming transition metals via aluminium powder metallurgy (P/M) technology has been studied through certain techniques such as reaction sintering9,10 and in-situ microfusion. 11 Here, simple binary mixtures of elemental powders are processed through a press and sinter approach. Relatively high concentrations of transition metals are employed such that the sintered product is typically either a single phase intermetallic or a composite material or sorts involving a pure, soft aluminium matrix coupled with a high volume fraction of an intermetallic dispersoid.
In an effort to realise the highest mechanical properties possible, many conventional (wrought/cast) aluminium alloys are formulated so as to simultaneously exploit precipitation hardening and dispersoid strengthening mechanisms. However, this has not been the case with commercially produced press and sinter aluminium P/M alloys. Here, there exists an exclusive reliance on precipitation hardening as the sole strengthening mechanism. Dispersoid forming elements are merely present as trace (<0·1 wt-%) impurities and have not been included as deliberate additions. For example, AC2014 is currently the principal alloy employed in the aluminium P/M industry and has been assessed in a number of studies.12–14 It contains identical levels of Cu, Mg and Si as found in the wrought counterpart 2014 so as to facilitate precipitation hardening yet (unlike the wrought variant) it contains no Mn as needed to invoke dispersoid strengthening. Hence, the development of a means to successfully introduce low concentrations of transition elements into complex aluminium P/M alloys is a unique area of research and the overall objective of this study. In doing so, the effects of iron and nickel additions on the alloy Al–2·3Cu–1·6Mg have been studied using admixed elemental powders as well as prealloying of the transition metals into the base aluminium powder.
Experimental techniques
To fabricate the specimens needed for this research, a three-step process of powder blending, uniaxial die compaction and controlled atmosphere sintering was employed. Blending of the powder ingredients was completed in a Turbula model T2M blender with a blending time of 30 min. At this stage of the process, 1·5 wt-% of a powdered lubricant (Licowax C; Clariant Corporation) was incorporated into each blend to facilitate die compaction. All compaction trials were then completed at room temperature using an Instron/Satec model 5594 200HVL hydraulic load frame. Here, powders were pressed in self-contained floating die rigid tooling designed for use in a laboratory environment. Compacted geometries included transverse rupture strength (TRS) bars (31·7×12·7×10 mm) and flat dog bone specimens. The assessment of green compacts included the measurement of green density and green strength on TRS bars via MPIF standards 42 and 15 respectively.15,16 For each attribute, two replicate measurements were completed at a given compaction pressure with average values reported. Samples were compacted at pressures of 100–600 MPa for these tests.
All bars needed for sintering trials were compacted at 400 MPa. Sintering was completed in a three-zone laboratory tube furnace equipped with a stainless steel tubular retort. Here, green samples were loaded into the tube which was then sealed and evacuated with a mechanical vacuum pump down to 1×10−2 torr. The tube was then backfilled with nitrogen gas that had a reported purity of 99·999%. This evacuation/backfill sequence was repeated three times after which a continuous flow of nitrogen was maintained (flowrate: 10 L min−1). Compacts were then heated to 400°C and held for 20 min for delubrication purposes. The temperature was then ramped to 630°C and isothermally held for an additional 20 min. A nominal heating rate of 30°C min−1 was employed during the transitions to both stages. Sintered samples were then slid forward into a water jacketed section of the retort where they were cooled to ambient temperature. Characterisation of sintering response included the measurement of sintered density, apparent hardness and tensile properties as well as microstructural assessments. Sintered density data were acquired from two TRS bars of each alloy system using oil infiltration in combination with Archimedes principals. Full theoretical density values were calculated for each alloy formulation using a modified rule of mixtures approach devised by the Aluminum Association. 17 Hardness was measured in the Rockwell E scale on the grip sections of sintered dog bones 1 week after sintering. Six readings were recorded for each sample, high and low values discarded, and an average calculated from the remaining four. Tensile properties were measured on the same frame used for compaction but when equipped with a low range (50 kN) load cell, wedge grips and an Epsilon model 3542 extensometer that remained attached to the specimen through to fracture. All samples were fabricated per the procedures described in MPIF standard 10 18 and were loaded at a rate of 2 MPa s−1 in accordance with ASTM E8-M. 19 Four replicate samples were tested for each alloy formulation with average values reported. Microstructural analyses involved a combination of scanning electron microscopy (SEM) and X-ray diffraction (XRD). SEM examination employed a Hitachi Model 4700 field emission instrument operated at an accelerating voltage of 20 kV and a beam current of 20 mA. The unit was also equipped with an Oxford INCA system for chemical analyses. Samples assessed in the SEM were prepared through conventional mounting and polishing procedures. XRD studies were completed using a Bruker D8 Advance equipped with a Lynx Eye high speed detector. Incident radiation was produced from a copper tube using an accelerating voltage and beam current of 40 kV and 40 mA respectively. Diffracted radiation was filtered using nickel foil.
Materials
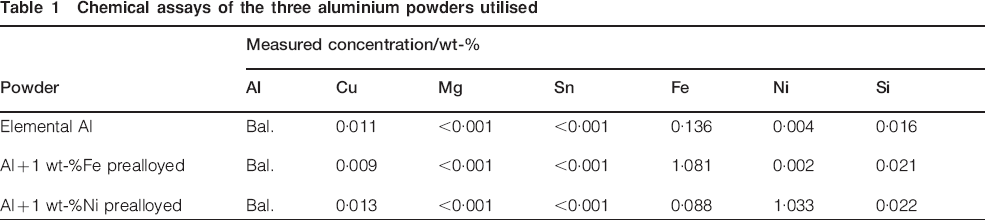
The basic P/M alloy of interest in this study was premised on a nominal bulk composition of Al–2·3Cu–1·6Mg–0·2Sn. In all blends, copper was introduced in the form of an aluminium–copper master alloy, whereas magnesium and tin were sourced as elemental powders. Specific details on these three components are given elsewhere. 13 In the first series of experiments dedicated to elemental additions, commercial grade air atomised aluminium powder was utilised as the base ingredient in conjunction with elemental iron or nickel powders. In these instances, the iron powder was sourced from Hoeganaes Corporation (water atomised Ancorsteel 1000C; <45 μm) while the nickel was produced by Inco-Vale (carbonyl powder; D50 = 10 μm). Both of these powders had a minimum reported purity >99·7%. Modified variants of the base alloy were fabricated from these powders with nominal iron or nickel contents of 0, 0·5, 1·0 and 2·0 wt-%. The second series of experiments was also focused on the effects of iron and nickel additions but when prealloyed into the base aluminium powder. Here, singular levels of 1 wt-% were investigated for both transition elements. Chemical assays of the standard aluminium powder and the two prealloyed variants are shown in Table 1. Each aluminium powder was produced by Ecka Granules and contained a reported nominal oxygen content of 0·2 wt-%.
Chemical assays of the three aluminium powders utilised
Results and discussion
The overall objective of this research was to devise a means by which dispersoid forming transition metals could be incorporated into press and sinter aluminium P/M alloys. In this context, successful developments must not only achieve a fine, homogenous distribution of the strengthening phase in the sintered product but must do so in a manner that poses not impediments to the P/M processing sequence itself. It is for these reasons that the simplest and most direct means of alloying was initially assessed, elemental powder additions.
Elemental iron and nickel additions
Die compaction response
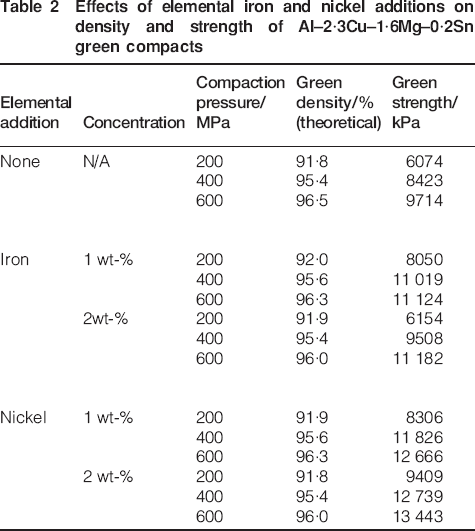
To assess the effects of elemental additions of iron and nickel, tests were initially completed to quantify their impact on the compaction behaviour of the base alloy. One important consideration at this stage of a press and sinter P/M process is the ability to compact the blend to a relatively high green density as this typically correlates to comparatively high sintered density. Results on the green density of various blend formulations are summarised in Table 2. This data indicated that all of the blends achieved reasonably high densities and that the elemental additions did not have a decisive effect on this attribute. A second factor to address is the strength of the green compacts. Ideally, this should be as high as possible as it can reduce the occurrence of defects in green compacts during ejection from the die and subsequent handling before sintering. Data on this attribute are also presented in Table 2. The values measured for the unmodified base alloy were the lowest of the blends assessed. Nickel and iron powder additions both acted to improve green strength. For the case of nickel, the extent of the gain scaled with the amount added. This same trend was not as evident with iron additions given that compacts that contained 1 wt-% iron were stronger than those with 2 wt-% added.
Effects of elemental iron and nickel additions on density and strength of Al–2·3Cu–1·6Mg–0·2Sn green compacts
The microstructures of green compacts were also assessed. Representative SEM images are presented in Fig. 1 for the blends that contained 1 wt-% of each addition. The principal blend ingredients were discerned through EDS analyses and are identified in the micrographs. In both images, the dark grey matrix was comprised of particles of unalloyed aluminium powder. The apparent absence of any secondary phases within these particles was consistent with the relatively high purity measured (Table 1). The atomised particles of iron were comparable in size to those of the Al–Cu master alloy (∼40 μm), whereas the finer particle size of the carbonyl nickel (∼10 μm) was also apparent.
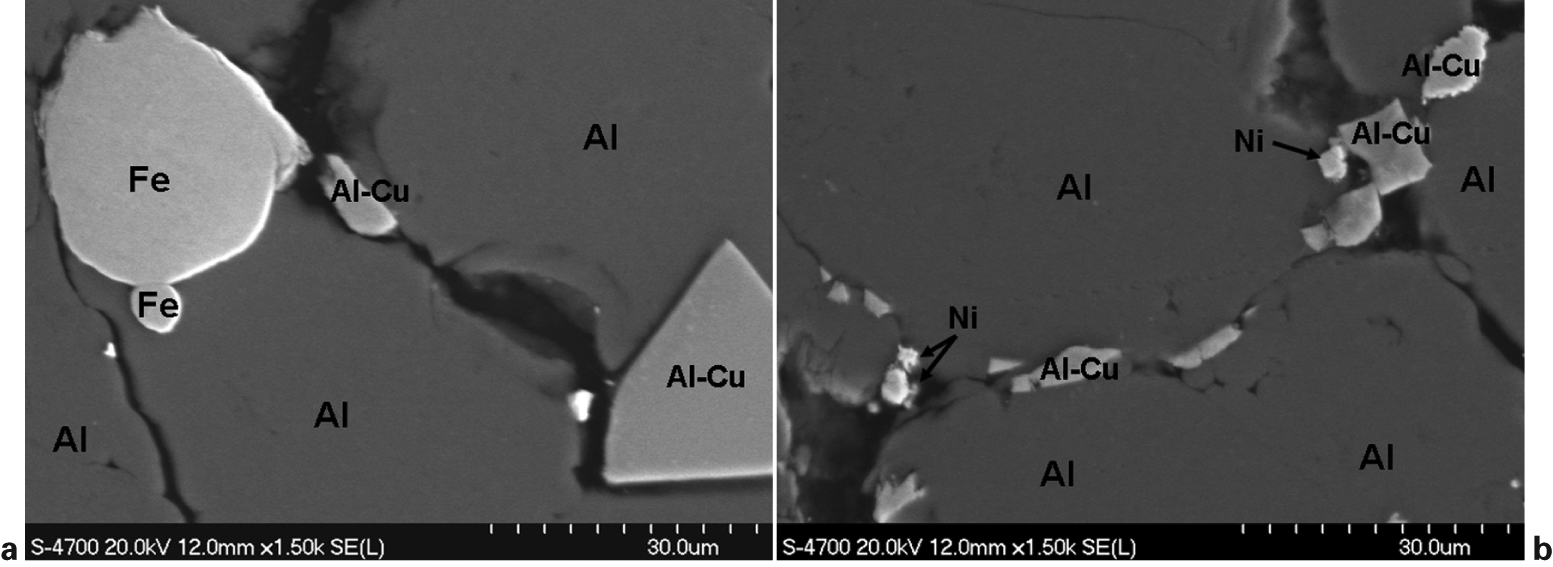
Microstructures observed in green compacts of Al–2·3Cu–1·6Mg–0·2Sn modified with elemental additions of a 1 wt-%Fe and b 1 wt-%Ni
Sintering response
Data on the sintered density as a function of the amount of elemental additions are shown in Fig. 2. The base alloy exhibited a strong sintering response achieving a final density of 99·1% of full theoretical. The incorporation of elemental iron powder had minimal impact on this attribute as average sintered densities remained within a range of 99·0–98·8%. In parallel, a modest upward trend in apparent hardness was observed over the same span of elemental iron concentrations (Fig. 3). Given that sintered density was effectively static, this implied that the subtle hardening came as a direct result of iron additions, presumably through reaction with aluminium and/or other blend constituents to form hard intermetallic phases. This point is discussed in more detail in a latter section dedicated to microstructure assessment.
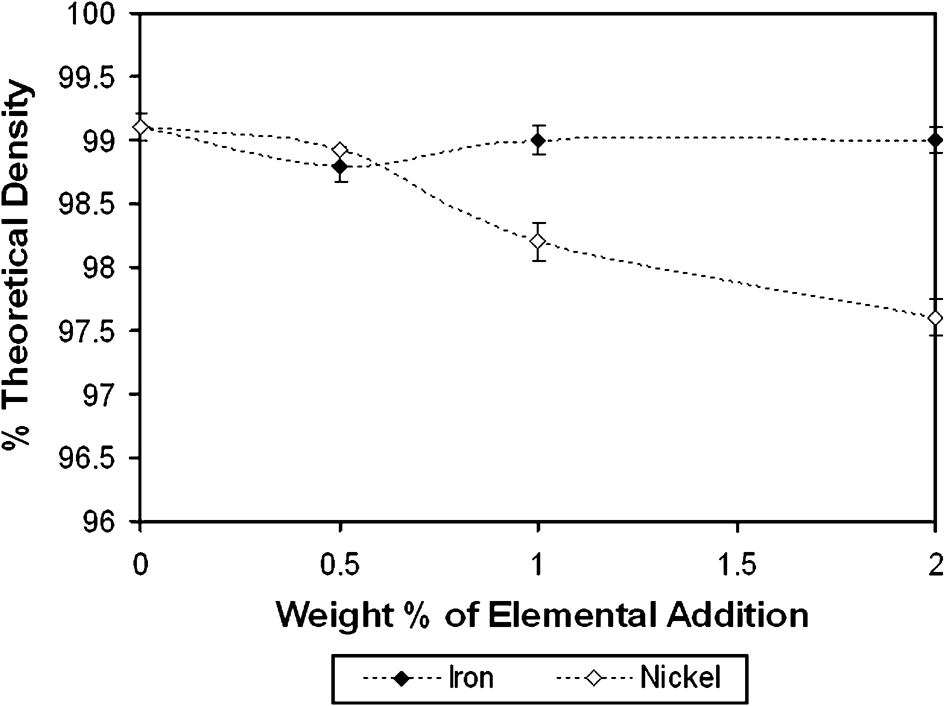
Sintered density of Al–2·3Cu–1·6Mg–0·2Sn as functions of amount of elemental iron and nickel added
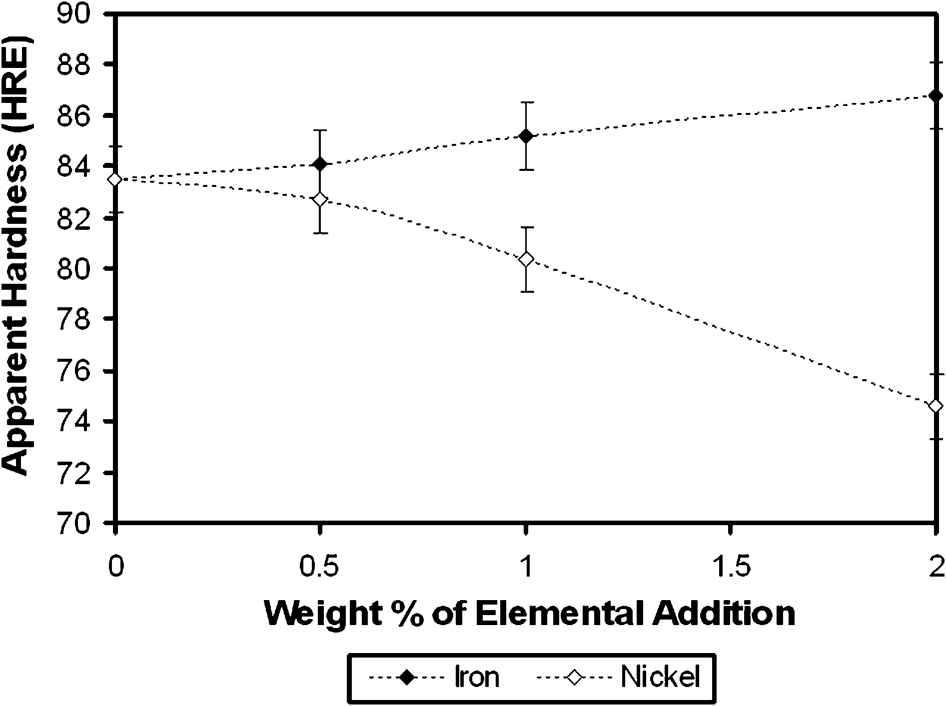
Apparent hardness of Al–2·3Cu–1·6Mg–0·2Sn as function of amount of elemental iron and nickel added
Blends that were modified with elemental nickel powder exhibited a significantly different effect. Here, the sintered density (Fig. 2) and apparent hardness (Fig. 3) both degraded steadily as the concentration increased. The maximum reductions occurred at the highest concentration of nickel considered (2 wt-%) and were particularly acute for hardness amounting to a loss of nearly 10%. These observations indicated that the elemental iron additions could be included without adverse effects on the general sintering response of the base alloy, whereas the nickel could not.
Tensile properties
Data on the yield strength, ultimate tensile strength (UTS) and tensile ductility for the blends modified with elemental powder additions are presented in Fig. 4. All blends exhibited average tensile properties that were inferior to the base alloy itself. For instance, the yield strength of the base alloy was 158 MPa. This fell slightly in the presence of 2 wt-% iron (150 MPa) but significantly with an equivalent amount of nickel (106 MPa). Losses of a similar extent were noted in UTS data, whereas both modifications produced a relatively steady decline in ductility. The general extent of tensile property loss was consistent with prior data on sintered density (Fig. 1) and apparent hardness (Fig. 2) in that here again nickel had a more adverse effect than iron.
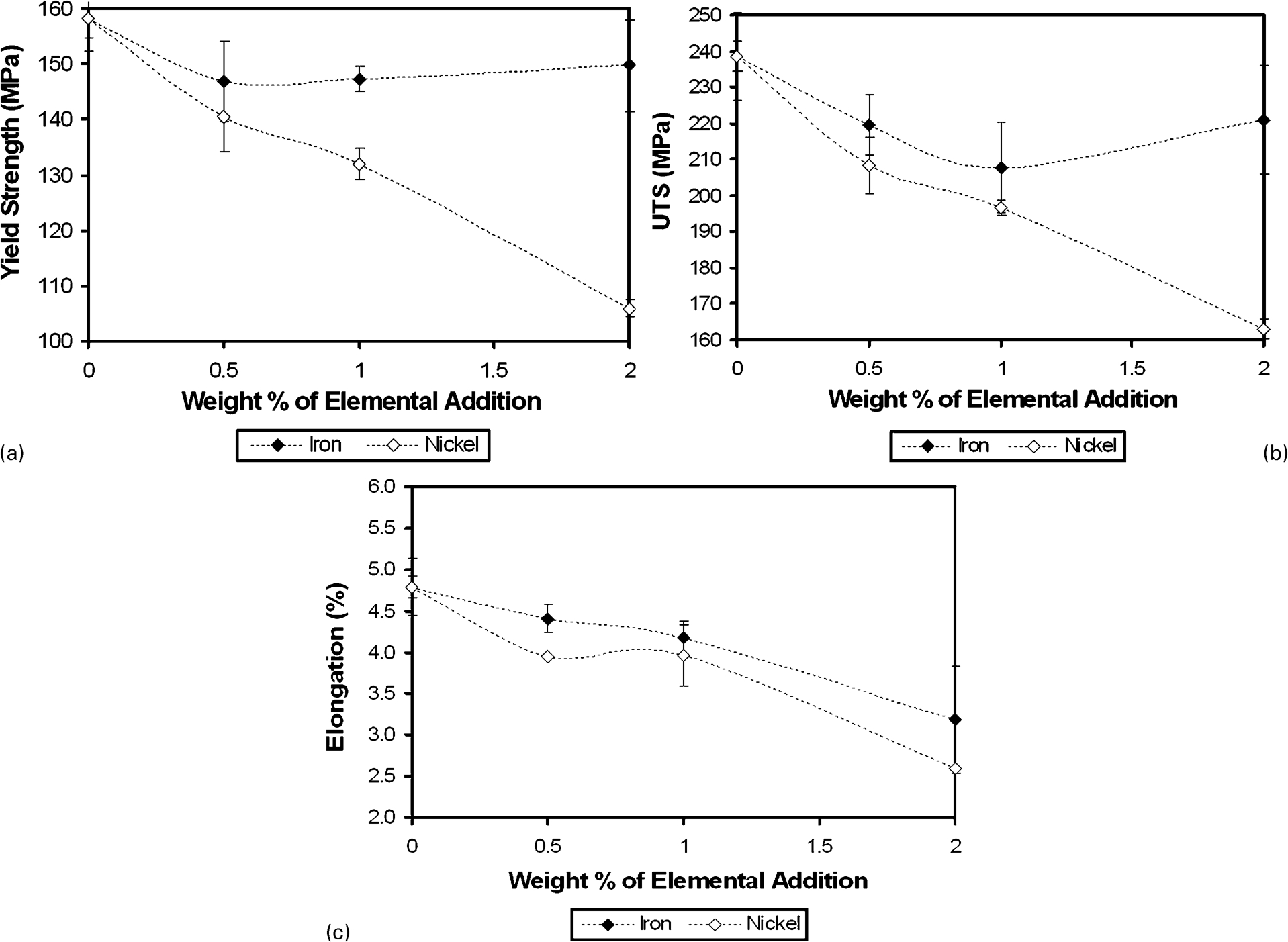
a yield strength; b UTS; c elongation to fracture
Microstructure assessment
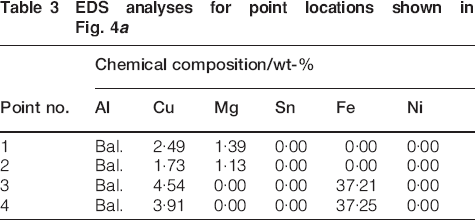
SEM images illustrating the effects of elemental iron and nickel additions are demonstrated in Fig. 5. Corresponding EDS data for the annotated points are given in Tables 3 and 4. Principal constituents in the microstructure of the specimen modified with 1 wt-% elemental iron included a matrix of α-aluminium grains and large clusters of a bright phase. EDS data indicated that the former exhibited a varying chemistry depending on the location of the point of analysis. In regions somewhat distant from the clusters, the grains were of a chemistry similar to that of the bulk alloy itself (point 1). When analyses were then made near the clusters, reduced concentrations of copper and magnesium were noted (point 2). The clusters themselves had a nominal diameter of 100 μm and were comprised of an abundance of needle-like features with a high aspect ratio. Chemical analyses indicated that each cluster was enriched in aluminium and iron with amounts of copper that exceeded the bulk amount added (points 3 and 4). The measurements equated to an atomic stoichiometry of Al3Fe0·92Cu0·08. The Al–Fe–Cu phase diagram indicates that the phase Al3Fe should form when elemental aluminium and iron powders react. 20 Furthermore, it also indicates that this phase has solid solubility for copper. As such, it was speculated that the needles within the clusters were Al3(Fe,Cu). There was no evidence of residual elemental iron powder in the sintered specimen indicating that the reaction between the starting powders was effectively complete when the sintering cycle concluded.
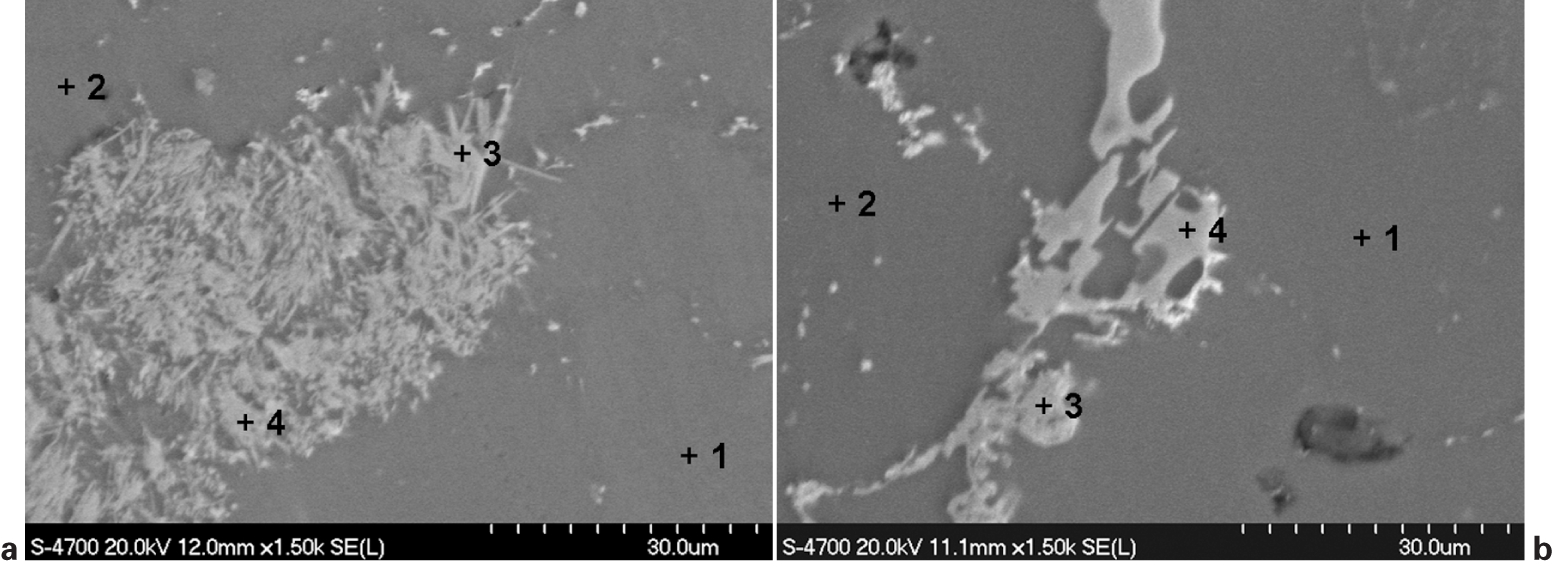
Microstructures observed in sintered compacts of Al–2·3Cu–1·6Mg–0·2Sn modified with elemental additions of a 1 wt-%Fe and b 1 wt-%Ni
EDS analyses for point locations shown in Fig. 4a
EDS analyses for point locations shown in Fig. 4b
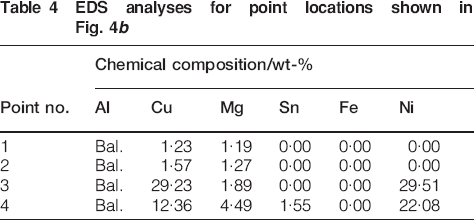
The microstructure observed in the specimen modified with elemental nickel is shown in Fig. 5b. Here, none of the large cluster type features were observed. This came as a direct result of the finer size of elemental nickel powder relative to the coarser iron particles. Secondary phases were present throughout the alloy but remained concentrated along the grain boundaries. The majority of these were blocky particles, whereas others had a more irregular morphology. Both had a nominal size of 15–20 μm. EDS data indicated that both types were mainly comprised of aluminium, nickel and copper (Table 4; points 3 and 4). Minor amounts of magnesium and tin were also noted. The ternary Al–Ni–Cu phase diagram indicates that the nickel added should react with aluminium to eventually settle at Al3Ni at equilibrium 21 and thereby form the dispersoid strengthening phase sought. Furthermore, the last phase to form before Al3Ni would be Al3Ni2. Both have the ability to dissolve appreciable amounts of copper, although the fraction is significantly higher in Al3Ni2 (∼30 wt-%). EDS data suggested that both phases were present in the microstructure. Atomically, point 3 equated to a stoichiometry of Al3(Ni,Cu)2, whereas point 4 coincided with Al3(Ni,Cu). As a result of the high concentrations of copper in these phases, the α-aluminium grains were lean in this element relative to the content sought (2·3 wt-%). Similar trends were noted in prior studies involving P/M alloys of high copper and nickel contents. 22
A minor amount of smaller phases were broadly scattered throughout both alloys. Aside from the occasional occurrence of such features, the α-aluminium grains were effectively devoid of any obvious dispersoid strengthening features. In this sense, elemental iron and nickel additions had prompted the formation of intermetallic phases, but they were so coarse that they did not invoke any tangible strengthening of the base alloy (Fig. 4).
Ideally, the type of dispersoid phase and the manner by which it is introduced should have minimal impact on core elements of the alloy. This notion is important for a number of reasons. First, if the phase/approach scavenges these elements, it can have a damaging effect on the sintering response of the blend. For instance, preferential reaction with copper can reduce the amount of liquid phase present at a given sintering temperature, while a reaction with magnesium can impede the requisite conversion of the alumina skin on aluminium particles into spinel. Both instances are highly undesirable as they can impart poor densification behaviour and an inferior sinter quality. Second, if core elements are depleted from α-aluminium grains, this can diminish mechanical properties of the sintered product. This is particularly acute for copper and magnesium as these elements foster precipitation hardening, the principal strengthening mechanism in most aluminium alloys. Lowering their respective concentrations can then diminish the quantity, type and distribution of precipitates formed. As a result, key attributes such as yield strength, UTS and fatigue life can be reduced appreciably.
In general, all of the principal intermetallic phases formed as a result of iron and nickel additions acted as sinks for copper dissolution. The effect was more localised with iron as the starting powder was relatively coarse. As a result, considerable fractions of the α-aluminium grains within the iron doped alloy were largely unaffected and maintained a chemistry commensurate with the base alloy formulation (Al–2·3Cu–1·6Mg). The microstructural transitions that stemmed from Ni were more widespread owing to the use of a finer powder and a heightened solubility of copper in the nickel aluminides that were formed. This resulted in a more extensive removal of copper from the grains, an effect that proliferated the entire specimen. The situation was further exasperated by the negative influence that elemental nickel also imposed on the general sintering response of the alloy. It is postulated that this too stemmed from copper depletion but in a way that prevented sufficient liquid formation needed to enable densification. Collectively, these factors amounted to a more acute impact on tensile properties than elemental iron (Fig. 4).
Prealloyed iron and nickel additions
Experimental data in prior sections indicated that elemental additions were largely ineffective as a means of introducing dispersoid strengthening in the base alloy. As this was found to stem from a poor distribution of the aluminide phases and deleterious side reactions, prealloying of the elements into the base aluminium powder was investigated in the hopes of mitigating these issues. Singular concentrations of 1 wt-% were considered for each element.
Die compaction response
The effects of prealloyed iron and nickel additions on the compaction response of the base alloy are shown in Fig. 6. The alloys exhibited essentially identical compressibility curves (Fig. 6a) with a maximum density of 96·3% of theoretical attained in both cases. In comparison, identical peak values were realised in the blends that incorporated 1 wt-% iron and nickel as elemental powders (Table 2). As such, prealloyed additions did not impede compressibility of the base alloy. The two green strength curves devised for the blends formulated from prealloyed aluminium powders (Fig. 6b) were also comparable but not to the same extent as green density plots. In this sense, the blend that incorporated prealloyed nickel exhibited improved green strength over that containing prealloyed iron. The nominal gain was ∼800 kPa and occurred at compaction pressures >300 MPa. Similar behaviour was noted in blends that included elemental iron and nickel powders (Table 2). Here, nickel additions also imparted a higher green strength than iron. Interestingly, direct comparison of green strength data for prealloyed versus elemental means of transition metal addition indicated that the former yielded compacts of a higher strength. The increase was appreciable and amounted to gains on the order of 10–20% depending on the addition and compaction pressure employed. It is postulated that the raw prealloyed powders were simply stronger than their unalloyed counterpart and that this gain persevered through to the green compacts.
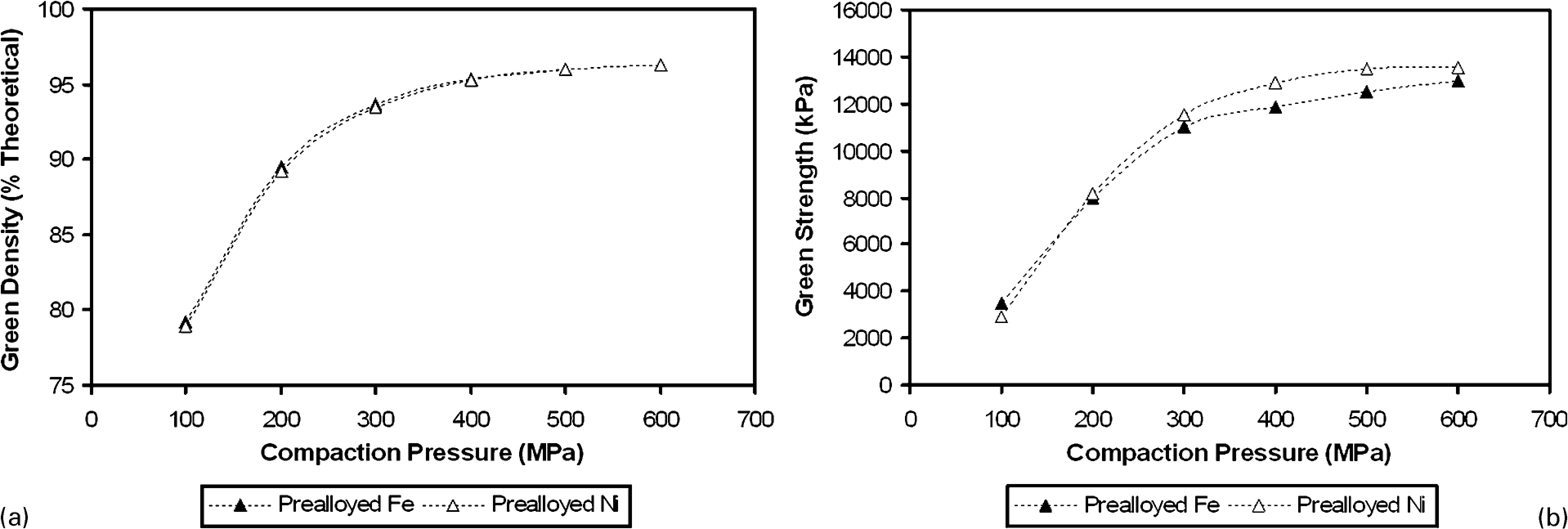
Effects of prealloyed iron and nickel additions on compaction response of Al–2·3Cu–1·6Mg–0·2Sn: a green density and b green strength as function of compaction pressure
It is known that commercial P/M alloys such as AC2014 12 and others23,24 exhibit nominal green strengths between 2500 and 14 000 kPa over a similar range of pressures. As these blends are successfully exploited on an industrial scale, the attenuation of comparable green strengths in each of the experimental systems bodes well for any future prospects of industrial usage. Overall, it is worthy to note that neither elemental nor prealloyed additions invoked any deleterious effects on the compaction behaviour of the alloy.
Micrographs of green compacts prepared with prealloyed powders are shown in Fig. 7. In those premised on elemental additions (Fig. 1), the base aluminium particles contained no secondary phases consistent with the relatively high purity (Table 1). This was in stark contrast to the prealloyed matrix particles of Fig. 7. Here, a considerable concentration of secondary phases was evident. These phases were of a fine size and homogenously distributed throughout the aluminium particles. The Al–Cu master alloy particles were also readily apparent in the images as the bright angular features.
Microstructures observed in green compacts of Al–2·3Cu–1·6Mg–0·2Sn modified with prealloyed additions of a 1 wt-%Fe and b 1 wt-%Ni
Sintering response
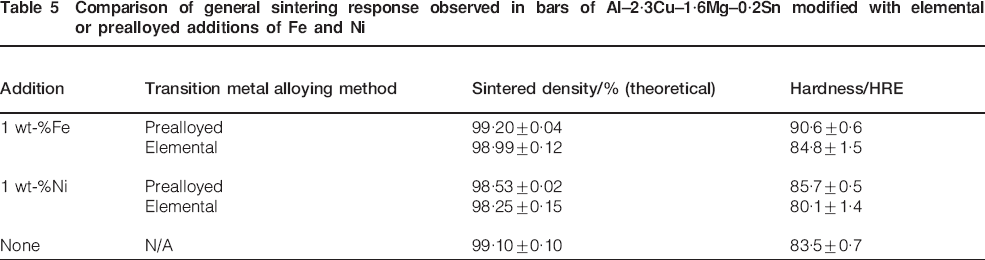
Data illustrating the general sintering response of prealloyed blends are shown in Table 5. Results for equivalent alloys premised on elemental transition metal powders are also included to facilitate a direct comparison. In each instance, the alloy formulated from prealloyed aluminium powder attained a higher sintered density than the elemental counterpart. This was accompanied by gains in apparent hardness that amounted to 5–6 point improvements on the HRE scale. Relative to the unmodified base alloy, several other observations were also notable. For sintered density, the final value attained with prealloyed iron was statistically equivalent to the iron free sample. This was not the case with prealloyed nickel as a small but measureable loss in density occurred. Both observations were similar to those noted when elemental additions were employed in that iron powder had a benign effect on density whereas nickel prompted a reduction in this attribute (Fig. 2). Prealloying the base aluminium powder also yielded sintered products of a higher apparent hardness than the base alloy. The gain was modest with nickel addition (∼2 HRE) but more pronounced with iron (∼7 HRE).
Comparison of general sintering response observed in bars of Al–2·3Cu–1·6Mg–0·2Sn modified with elemental or prealloyed additions of Fe and Ni
Tensile properties
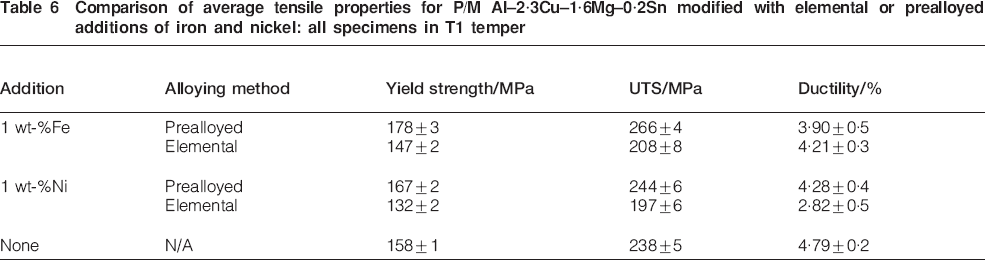
Tensile properties for the alloys prepared from prealloyed powders are summarised in Table 6. Data on the same alloys prepared with elemental powders are also included as are data on the unmodified base alloy. For each transition metal addition, prealloyed systems drastically outperformed the elemental counterpart. Gains in yield strength and UTS were on the order of 20–30% with a minor loss in ductility for iron, but a significant increase for the case of nickel. Of all the alloys studied, the best combination of properties was achieved when 1 wt-% iron was prealloyed into the base aluminium powder. The tensile attributes of this alloy outpaced those found with prealloyed nickel as well as the base alloy itself. The latter point is of particular significance as it confirms that overall research objective (the attenuation of dispersoid strengthening) was in fact achieved. Here, prealloyed additions of 1 wt-% iron prompted a 12% gain in yield strength and UTS over the unmodified alloy. Ductility was reduced, but the final value (∼4%) was still significant for a press and sinter aluminium P/M alloy. In fact, the final properties for the dispersoid strengthened alloy were significantly better than those observed in commercial blends such as AC2014, 12 A6061 25 and Al–14Si 24 when processed into the same T1 temper.
Comparison of average tensile properties for P/M Al–2·3Cu–1·6Mg–0·2Sn modified with elemental or prealloyed additions of iron and nickel: all specimens in T1 temper
Microstructure assessment
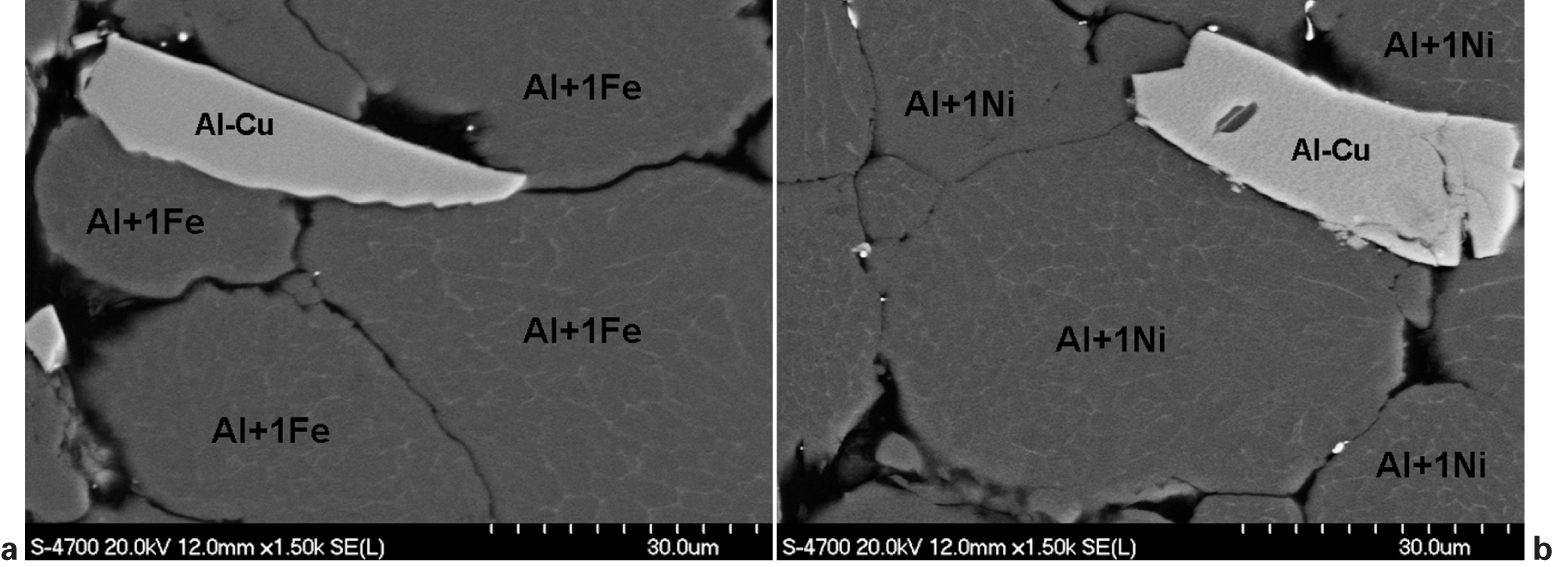
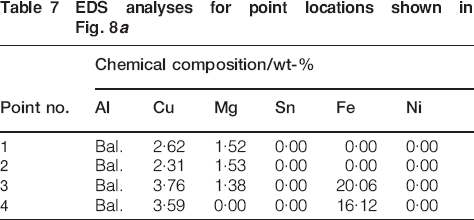
The sintered microstructures of alloys made with prealloyed iron and nickel are shown in Fig. 8. Significant contrast was evident when these images were compared with elemental counterparts (Fig. 4). In the case of prealloyed iron, needle shaped phases were again present, but were much more uniformly distributed throughout the microstructure. Here, this phase was actually present within the confines of individual grains of α-aluminium as opposed to concentrated clusters. The needles varied in size throughout the alloy. Whereas most were on the order of 2–4 μm in length, others grew to a size approaching 40 μm. The thickness did not vary to the same extent and remained relatively constant at ∼0·25 μm. Attempts were made to analyse the chemistry of the needles (Table 7; points 3 and 4). As it was effectively impossible to confine the incident beam to a single needle given the narrow thickness, the phase could not be identified with any reasonable level of confidence. However, it did appear that the feature was enriched in aluminium and iron with a lesser amount of copper. The same elements were detected in the large clusters of needles found in the alloy made with elemental iron (Table 3). Here, a more accurate assay was possible leading to Al3(Fe,Cu) as the plausible identity. Data suggest that the same phase was likely formed in the prealloyed specimen as well. Sampling α-aluminium grains (Table 7; points 1 and 2) revealed that this feature had a chemistry akin to the bulk alloy itself. A number of additional grains were sampled throughout the sample. All of the results were consistent with the data in Table 7 and implied that no appreciable gradients in copper or magnesium content were present.
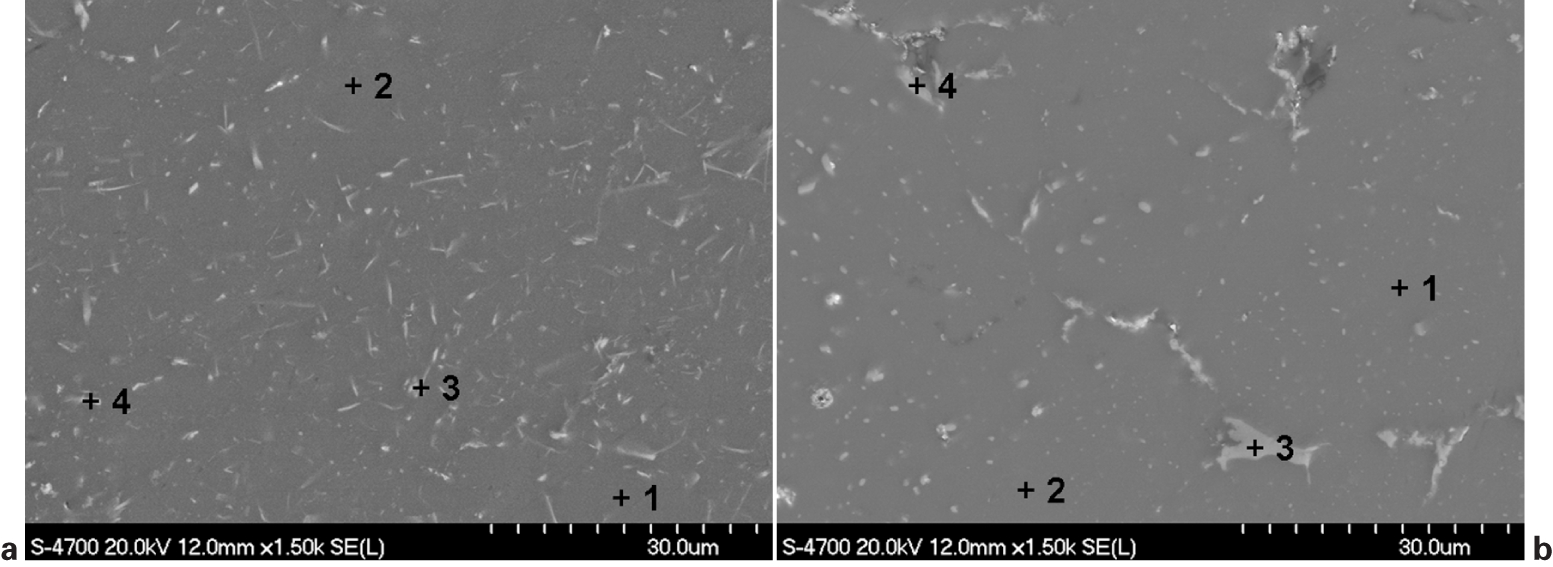
Microstructures observed in sintered compacts of Al–2·3Cu–1·6Mg–0·2Sn modified with prealloyed additions of a 1 wt-%Fe and b 1 wt-%Ni
EDS analyses for point locations shown in Fig. 8a
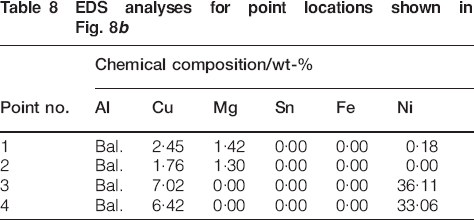
With prealloyed nickel, small secondary phases were also present throughout the α-aluminium grains. These had a cubic morphology and with nominal dimensions of 1×1×1 μm. As with the needles observed in Fig. 8a, the refined size of these features again precluded accurate EDS analyses. Larger secondary phases were sporadically noted as well and were consistently located along grain boundaries in the alloy. EDS findings (Table 8; points 3 and 4) suggested that this coarser phase was most likely Al3(Ni,Cu), consistent with observations in the alloy prepared with elemental nickel (Table 4). Although this was believed to be the same phase, there was an appreciable difference in the respective copper contents as a lower amount was noted when nickel was introduced through prealloying. Furthermore, the more prolific copper absorbing phase of Al3(Ni,Cu)2 was not detected at any point in the microstructure. These observations indicated that the nickel aluminides present through prealloying ultimately scavenged less copper from the α-aluminium grains. EDS analyses supported this notion given that the nominal copper content was now higher in the grains (Table 8; points 1 and 2).
EDS analyses for point locations shown in Fig. 8b
When introducing aluminide type dispersoid phases via elemental powder additions, they are inevitably formed in situ during the sintering process. This involves a progressive series of reactions wherein numerous intermediate phases are possible; some known to exhibit a pronounced solubility for copper (i.e. Al3Ni2).20–22 These reactions are also exothermic and can invoke in situ nitridation of the aluminium powder to an extent where it can become a deleterious side reaction.9,11,26 In prealloyed powders, aluminides were pre-existing features which would have eliminated the potential for similar complications associated with the elemental powder additions studied in this work. This also led to a refined and homogenous distribution of the dispersoid phases in the sintered product. The ability to incorporate these strengthening features without adverse effects on any stage of the press and sinter production cycle and in a manner that invokes significant strength improvements are viewed as major benefits to the prealloying approach and bode well for eventual implementation on an industrial scale.
Conclusions
From the work completed in this study the following conclusions have been reached:
Small additions of iron and nickel did not diminish the compaction response of the base alloy regardless of the manner by which they were incorporated (elemental or prealloyed).
Minor additions of elemental nickel powder deteriorated the sintering response of the base alloy as well as the mechanical properties of the sintered product. This was ascribed to a preferential reaction with copper that reduced the amount of liquid present at the sintering temperature and lowered the amount of copper present in α-aluminium grains.
Elemental additions of iron were not as detrimental as nickel but failed to invoke any appreciable mechanical gains in the sintered product.
Prealloyed additions of iron and nickel imparted a homogenous distribution of dispersoid phases in the sintered products with little to no impact on sintering response.
By comparison, the dispersoid phases formed as a result of elemental additions were relatively coarse (20–100 μm), whereas those formed through prealloying were much more refined (1–4 μm).
The most advantageous combination of tensile properties was achieved with 1 wt-% prealloyed iron. This alloy exhibited appreciable strength gains relative to the unmodified system confirming that dispersoid strengthening had transpired.
Footnotes
Acknowledgements
The authors would like to acknowledge funding assistance provided by the Natural Sciences and Engineering Research Council of Canada and the Auto21 Networks of Centers of Excellence via grant no. C202-CPM. The provision of most powdered metals by Dr B. Mais and Mr J. Gradl at Ecka Granules is also graciously acknowledged as is the technical support provided by Mr D. Grijm.