
Abstract
Amorphous Cu50Zr40Ti10 powder was fabricated in the particle size range <50 μm by gas atomisation method. Gas atomised Cu50Zr40Ti10 amorphous powder exhibits the glass transition temperature Tg of 629·5 K and the crystallisation temperature Tx of 693·2 K respectively. The gas atomised Cu50Zr40Ti10 amorphous powder possesses a high supercooled liquid region ΔTx of 63·7 K suitable for being hot pressed. In addition, the Cu50Zr40Ti10 amorphous powders were consolidated by hot pressing method based on an L9(34) orthogonal design. The optimum consolidation condition for the Cu50Zr40Ti10 amorphous powder is first precompacted under the pressure of 75 MPa, and then consolidated under the pressure of 450 MPa at the temperature of 380°C respectively. The significance of three factors is examined by the analysis of variance for the density and thermal conductivity respectively. The effect of three factors on the density and thermal conductivity is also discussed.
Introduction
Bulk amorphous alloys (BAAs) have attracted considerable attention both in fundamental research and engineering due to their many unique properties, such as excellent corrosion resistance, remarkably high strength and hardness, and large elastic deformation limit. 1 1,2 Most of BAAs are fabricated by casting methods, and their shape and size are seriously limited in case of the alloys having relatively low glass forming ability, which also limits the wide range of their applications.3– 5 Powder metallurgy method can produce good amorphous microstructures, and has an advantage of fabricating larger BAA products in variety of shapes than those fabricated by casting methods. 6 6,7
The powder metallurgy process for fabricating BAAs is generally composed of the fabrication of amorphous alloy powders and consolidation.4– 7 The amorphous powders can usually be fabricated by ball milling8– 16 and gas atomisation.17– 25 The consolidation is conducted by pressing in the supercooled liquid temperature region ΔTx between glass transition temperature Tg and onset crystallisation temperature Tx to obtain the large decrease in effective viscosity of amorphous alloy powders. The methods for consolidating amorphous alloy powders include hot pressing,8,12– 15,17,23 extrusion, 10 10,18 rolling,24 spark plasma sintering, 20 20,21 microwave induced sintering,25 and so on. However, these consolidation methods require a vacuum condition, resulting in the limit of their engineering applications. Some investigations on the powder consolidation have been conducted without vacuum protection. Ando et al. 26 consolidated Nd–Fe–B amorphous powders using explosive compaction. Although the highly dense compact (>95% relative density) without cracks was obtained under an optimum condition, a very thin melted layer was observed at the interface of powder particles. Drozdz et al. 27 produced a bulk amorphous cast iron by powder compaction at high pressure (7·7 GPa), and found that the samples pressed at room temperature exhibit big, well seen porosity. Kim et al. 19 investigated the magnetic properties of Fe–Si–B amorphous powder cores prepared by cold pressing using phenol resin as a binder under the pressure of 18 ton cm−2. Although the glassy powder cores exhibited stable permeability in high frequency range up to 10 MHz, their mechanical properties were undoubtedly worse due to the addition of the binder. Kim et al. 28 investigated the microstructure and mechanical properties of powder injection moulded product of Cu based amorphous powder, and found that the specimens sintered at 470°C between Tg and Tx showed the powders just stuck together, and the injection moulded Cu based amorphous powders were hardly sintered even at temperatures just below the melting temperature as most of amorphous phases were replaced by crystalline phases. These attempts indicate that it is difficult for obtaining ideal compacts that consolidated the amorphous powder without high temperature between Tg and Tx. Among all mentioned consolidation methods, hot pressing is simple in the equipment and technology. Therefore, how to obtain ideal BAAs using hot pressing method between Tg and Tx without vacuum and inert gas protection is a challenge for speeding up engineering application of BAAs.
On the other hand, the main factors influencing the consolidation effect are the pressure, time and temperature respectively. Drozdz et al. 27 investigated the consolidation behaviour of as milled Fe based amorphous powder at high pressure (7·7 GPa) and at the elevated temperature below Tx using hot pressing. They found that the density increased with increasing temperature, and the compaction processed at the temperature up to 520°C (approximately at Tx) enabled the production of BAAs. Kim et al. 21 investigated the effects of consolidation temperature (between Tg and Tx) and pressure (80 and 300 MPa) on microstructures and mechanical properties of Cu based BAAs consolidated by spark plasma sintering. They found that the density and compression strength increased with increasing temperature at the pressure of 80 MPa and at the same consolidation time. The density and compression strength increased with the increasing consolidation time at the pressure of 80 MPa and at the same temperature. In addition, the compression strength increased with the increasing consolidation time at the pressure of 300 MPa and at the same temperature, inverse for the hardness. However, the significance of these factors on the BAAs’ properties has scarcely been investigated. Thus it is important for further investigating the effect of these factors on the properties of BAAs fabricated by powder metallurgy.
It is well known that Cu–Zr–Ti alloy system is good glass former whose critical dimension forming amorphous state can reach up to 5 mm. 29 29,30 The high ΔTx (66·7 K)31 of Cu50Zr40Ti10 amorphous alloy indicates its high thermal stability, which is possible for investigating the effect of the consolidation temperature on its property. In addition, the hardness of Cu50Zr40Ti10 alloy was the lowest among Cu(50+x)Zr(40−x)Ti10 alloy system,32 which would be a good condition for the hot pressing.
The thermal conductivity of amorphous alloys is needed to calculate cooling rates during the synthesis of BAAs and also to estimate local heating associated with narrow shear instability during plastic deformation. In recent application studies of BAAs, it is reported that many welding methods can make connections to BAAs,33– 42 for example, friction, 36 36,37 pulse current,38 explosion,33 laser beam and electron beam welding.39– 42 Their thermophysical properties will be useful for studies of practical applications such as the above mentioned liquid phase welding methods, in order to determine the optimum conditions for welding BAAs without crystallisation. Previous reports have supplied the thermal properties of amorphous alloys.43– 46 Cu based amorphous alloys are the promising thermal and electrical materials, but their thermal properties are scarcely. Thus, it is important for investigating their thermophysical properties.
In the present work, Cu50Zr40Ti10 BAAs were consolidated using gas atomised amorphous alloy powder by hot pressing technique based on an L9(34) orthogonal test. Its density and thermal conductivity were investigated.
Experimental
Experimental plan
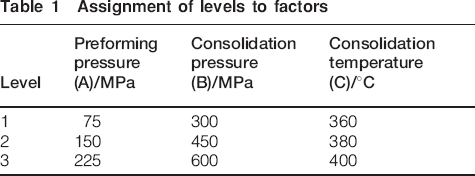
For the elaboration of experimental plan, an orthogonal method for three factors at three levels was adopted. The studied factors and the assignment of the corresponding levels are indicated in Table 1. The chosen array is the L9(34) which has nine rows corresponding to the number of tests (8 degrees of freedom) with three columns at three levels, as shown in Table 2. The factors are assigned to the columns. The plan of experiments is made of nine tests (array rows), in which the first column is assigned to the preforming pressure (A), the second column to the consolidation pressure (B), the third column to the consolidation temperature (C) and the fourth column to the error (D) respectively.
Assignment of levels to factors
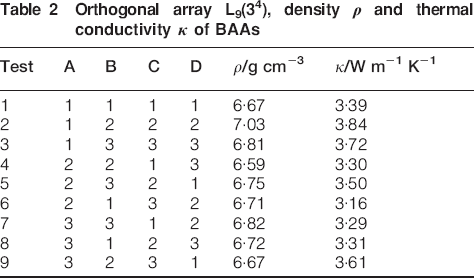
Orthogonal array L9(34), density ρ and thermal conductivity κ of BAAs
Experimental procedures
Master ingots of the Cu50Zr40Ti10 alloy (composition is given in nominal atomic percentages) were prepared by arc melting a mixture of high purity Cu, Zr and Ti in an argon atmosphere purified using Ti getter. The glassy alloy powders were produced by a high pressure argon gas atomisation method. Atomisation of the Cu50Zr40Ti10 alloy was carried out in a close coupled nozzle atomising system. The master alloy was induction heated at 1200 K in an alumina crucible in a vacuum of 10−2 Pa. The melt was teemed through a guide tube, and atomised by a jet of Ar at 4·0 MPa. The Cu50Zr40Ti10 powder was collected and sieved in a closed system filled with inert gas. A uniaxial pressing method was conducted using top and bottom stainless steel punches. In order to alleviate the oxidation of the powders, the powders were precompacted at pressures between 75 and 225 MPa before hot pressing. Then the powders were hot pressed at pressures between 300 and 600 MPa and temperatures between 360 and 400°C for 30 s. The detailed hot pressing parameters are shown in Table 1. The hot pressed specimens are a cylindrical shape with a diameter of 10 mm and a height of ∼5 mm.
Testing methods
The amorphous structure of the powder was examined by X-ray diffractometry (XRD) in reflection with a monochromatic Cu Kα radiation. The thermal stability of the amorphous powders was examined by differential scanning calorimetry (DSC) at a heating rate of 0·5 K s−1. The density of the specimens was determined by the Archimedean method. The thermal diffusivity was measured using a JR-3 laser flash instrument. The thermal conductivity κ (W m−1 K−1) was calculated by an equation of κ = αρCp, where α (m2 s−1), ρ (kg m−3) and Cp (J kg−1 K−1) are thermal diffusivity, bulk density and specific heat respectively. The theoretical densities of the samples were calculated by an equation of
 , where ρi, ai and Mi are density, atomic percentage and mole mass of ith component of the alloy. The microstructure was characterised by scanning electron microscopy (SEM) and optical microscopy respectively. The experimental data for the density ρ and thermal conductivity κ are shown in Table 2.
, where ρi, ai and Mi are density, atomic percentage and mole mass of ith component of the alloy. The microstructure was characterised by scanning electron microscopy (SEM) and optical microscopy respectively. The experimental data for the density ρ and thermal conductivity κ are shown in Table 2.
Results
The SEM morphology of the gas atomised Cu50Zr40Ti10 powder is shown in Fig. 1. The size of the gas atomised powder is <50 μm. In addition, most of the gas atomised powders are in spherical form and this can be suitable for the consolidation of powder by hot pressing. The formation of amorphous phase of the gas atomised Cu50Zr40Ti10 powder was confirmed by X-ray diffraction. The X-ray diffraction pattern of the gas atomised powder <50 μm is shown in Fig. 2. As can be seen in Fig. 2, fully amorphous phase of the gas atomised powder without any crystallinity is formed in the particle size range <50 μm. Therefore, the Cu50Zr40Ti10 amorphous powders with a particle size range <50 μm were used for subsequent consolidation in this study. The thermal stability and crystallisation behaviour of the Cu50Zr40Ti10 amorphous powders were examined by DSC measurement. Figure 3 shows the DSC curve of the Cu50Zr40Ti10 amorphous powder with a particle size range <50 μm at a constant heating rate of 0·5 K s−1. As show in Fig. 3, the onset temperature of crystallisation Tx is 693·2 K. Below the onset of crystallisation, the glass transition Tg, which is shown as an endothermic reaction in the DSC curve, occurs at ∼629·5 K. This means that a fairly large supercooled liquid region ΔTx = Tx−Tg of ∼63·7 K exists in gas atomised Cu50Zr40Ti10 amorphous powder, which is slightly lower than the literature data measured with melt spun Cu50Zr40Ti10 amorphous ribbons.31
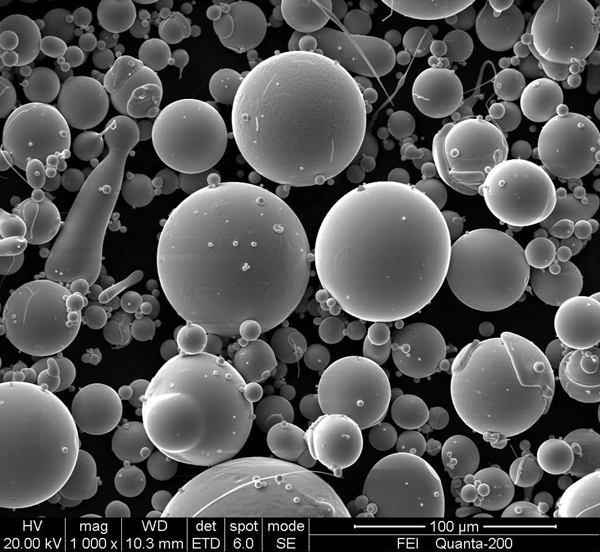
Scanning electron microscopy morphology of gas atomised Cu50Zr40Ti10 powder
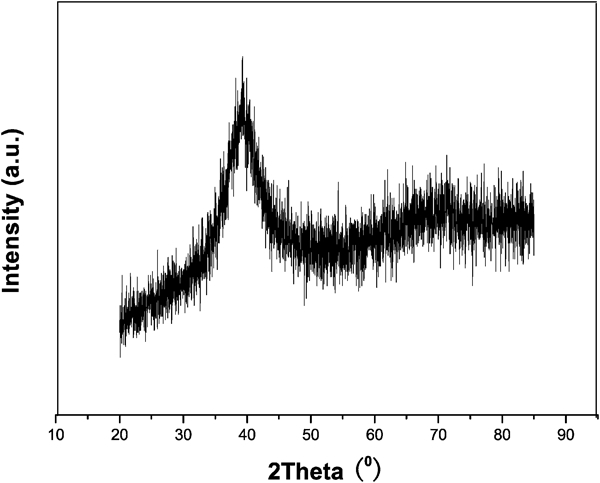
X-ray diffraction pattern of gas atomised powder <50 μm
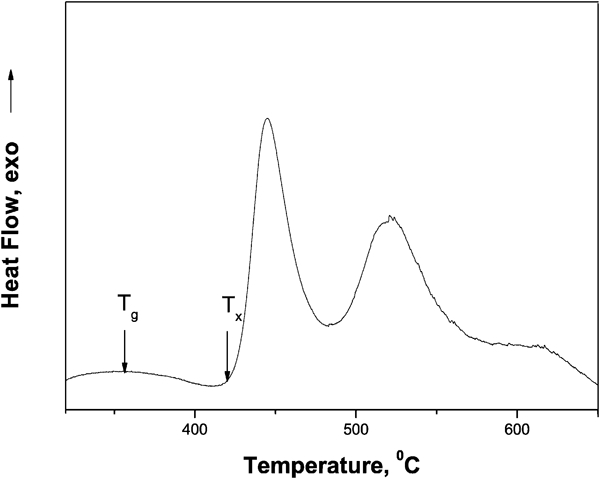
Differential scanning calorimetry curve of Cu50Zr40Ti10 amorphous powder at heating rate of 0·5 K s−1
The gas atomised Cu50Zr40Ti10 amorphous powder was consolidated by a hot pressing apparatus and the BAA compacts were prepared in the form of cylinder with a diameter of 10 mm and a height of ∼5 mm. The preforming pressure, consolidation pressure and consolidation temperature were varied as parameters on processing the consolidation of amorphous powder. An L9(34) orthogonal test was adopted to investigate the influence of three consolidation parameters on the density and thermal conductivity of the compacts respectively. The parameters and their corresponding values are shown in Table 1. The measured density and thermal conductivity of the compacts are shown in Table 2. As shown in Table 2, the densities of the compacts are between 6·59 and 7·03 g cm−3. The theoretical density of the Cu50Zr40Ti10 alloy is 7·14 g cm−3. Thus the relative densities of the consolidated bulk Cu50Zr40Ti10 compacts are between 92·3 and 98·5% under the studied conditions.
An analysis of variance of the data was done with the density and thermal conductivity for analysing the influence of the preforming pressure, consolidation pressure and consolidation temperature of the contact on the total variance of the results respectively. In order to analyse the significance of three factors on the density and thermal conductivity of the compacts, the fourth column (D) in L9(34) orthogonal array is assigned to the error. Tables 3 and 4 show the results of the analysis of variance with the density and thermal conductivity respectively. As shown in Table 3, although three factors do not significantly influence the density of the compacts, the ascending sequence of the influence of three factors on the density is the consolidation pressure, consolidation temperature and preforming pressure respectively. More interestingly, the variance of the error is more than that of three factors, indicating that other factors significantly influence the density of the compact. As shown in Table 4, the thermal conductivity of the compact, however, is significantly influenced by three factors. The ascending sequence of the influence of three factors on the thermal conductivity is the consolidation temperature, consolidation pressure and preforming pressure respectively.
Results of analysis of variance and range analysis for density

Results of analysis of variance and range analysis for thermal conductivity
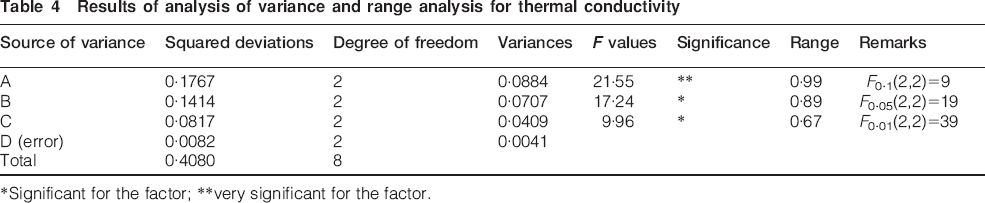
*Significant for the factor; **very significant for the factor.
In addition, the range analysis of the data was also performed on the density and thermal conductivity in order to analyse the influence degree of three factors on the properties of the compacts respectively. The results for the range analysis of the density and thermal conductivity are shown in Tables 3 and 4 respectively. As shown in Table 3, the ascending sequence of the range of the factors for the density is the consolidation pressure, consolidation temperature and preforming pressure respectively. As shown in Table 4, the ascending sequence of the range of the factors for the thermal conductivity is the consolidation temperature, consolidation pressure and preforming pressure respectively. These results indicate that the influence degree of three factors on the density and thermal conductivity increases according to the ascending sequence of the range, which is also coherent with the results of the analysis of variance.
On the other hand, the averaged values of the density and thermal conductivity for each factor at different levels are plotted in Fig. 4 in order to analyse the relationships between three factors and the density and thermal conductivity and obtain the optimal conditions for preparing the compacts. As shown in Fig. 4a, the density and thermal conductivity first both decrease and then increase with the increasing preforming pressure. However, the thermal conductivity first increases and then decreases with increasing consolidation pressure and temperature respectively, as shown in Fig. 4b and c. As shown in Fig. 4b, the density increases with the increasing consolidation pressure. The density first increases and then decreases with the increasing consolidation temperature, as shown in Fig. 4c. Moreover, as shown in Fig. 4a–c, there is a maximum for the density at the first level of parameter A (A1), the third level of parameter B (B3) and the second level of parameter C (C2) respectively. It indicates that the optimum combination of three factors for the density is A1B3C2. The theoretical optimum density is 7·06 g cm−3, which is slightly higher than the practical optimum value (7·03 g cm−3) seen from Table 2. Therefore, the optimum consolidation condition for the density is A1B2C2, i.e. preforming pressure 75 MPa, consolidation pressure 450 MPa and consolidation temperature 380°C at the energy saving point of view respectively. The thermal conductivity reaches a maximum at the first level of parameter A (A1), the second level of parameters B (B2) and C (C2) respectively. It indicates that the optimum combination of three factors for the thermal conductivity is A1B2C2. The theoretical optimum thermal conductivity is calculated to be 3·91 W m−1 K−1, which is slightly higher than the practical optimum value (3·84 W m−1 K−1) seen from Table 2. Therefore, the optimum consolidation technology for the thermal conductivity is A1B2C2, i.e. preforming pressure 75 MPa, consolidation pressure 450 MPa and consolidation temperature 380°C respectively. Thus the optimum consolidation condition for the Cu50Zr40Ti10 amorphous powders would be first precompacted under the pressure of 75 MPa, and then consolidated under the pressure of 450 MPa at the temperature of 380°C respectively, at the density and thermal conductivity point of view.
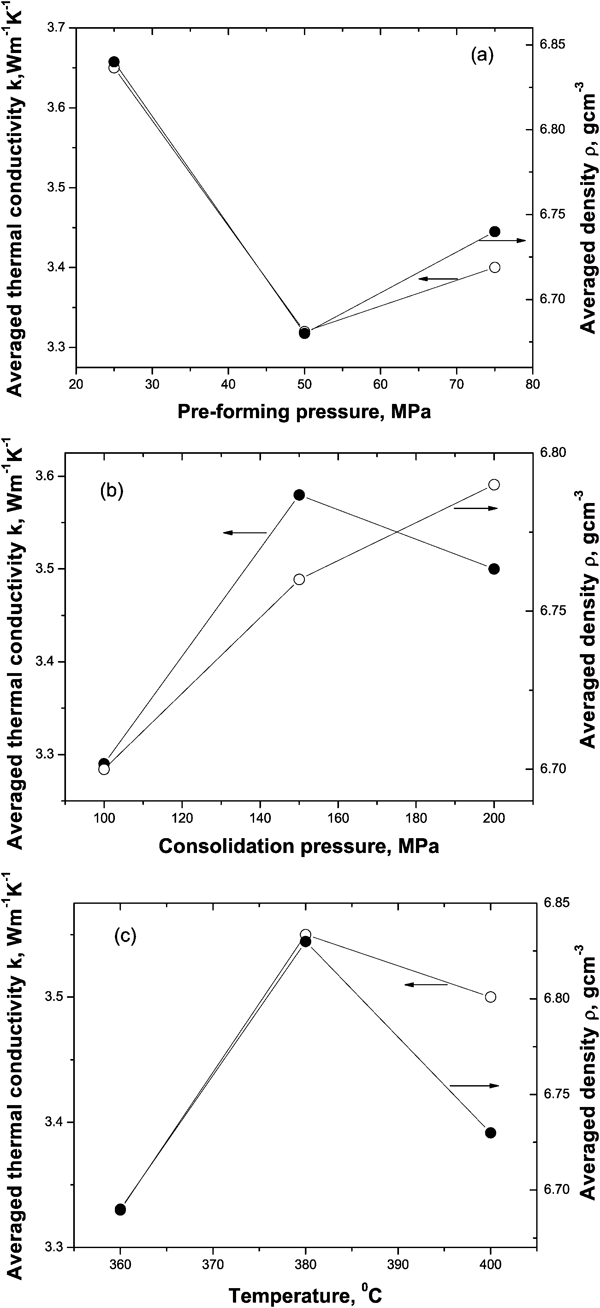
Relationships of averaged values of density and thermal conductivity versus each factor at different levels respectively
Discussion
The influence of three studied factors on the density of the compacts is not significant, which would be resulted from some reasons. The interactions among three factors significantly influence the density, which would be further investigated. Other factors, such as the consolidation time, would significantly influence the density. Kim et al. 47 investigated the effect of the consolidation time on the density of a Ni based BAA using vacuum hot pressing of gas atomised Ni based amorphous powder, and found that the density of the compact increased with the increasing consolidation time and the relative density could be >99% under a consolidation condition. It is worthy of being further investigated.
As shown in Tables 3 and 4, the variance of the preforming pressure is the most among that of three factors for the density and the thermal conductivity. It indicates that the density and the thermal conductivity are both significantly influenced by the preforming pressure. It is well known that the density of the compact is sensitive to the holes. The thermal conductivity of the compact is related to the holes, inclusions and amount of powder boundaries. The key reason would be the holes of the precompact due to the difficult deformation of the amorphous powders in ambient temperature, resulting in the residual air in the holes of the precompact. Thus the surfaces of the powders beside the holes are oxidised by the air during heating, resulting in the formation of the oxides on the surface of the powder. In order to clarify this fact, XRD analyses were performed on the compacts consolidated under different consolidation temperatures, as shown in Fig. 5. It is clearly seen from Fig. 5 that the compacts are oxidised and the oxides are composed of CuO and ZrO2. These hard and brittle oxides result in the difficult consolidation of the powders even under high consolidation pressure and temperature. Figure 6 presents the microstructures of the cross-sections of the compacts consolidated under different consolidation pressures and temperatures at the preforming pressure of 75 MPa. As shown in Fig. 6, the densification of the compacts is not improved with the increasing consolidation pressure and temperature. Therefore, the density and thermal conductivity of the compacts are more significantly influenced by the preforming pressure than by the consolidation pressure and temperature.
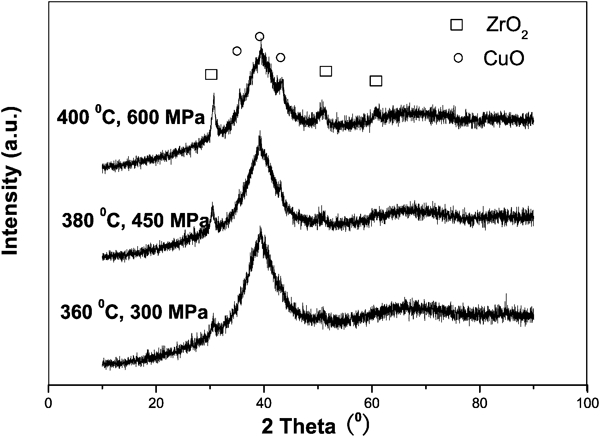
X-ray diffraction patterns of compacts consolidated under different consolidation temperatures and pressures
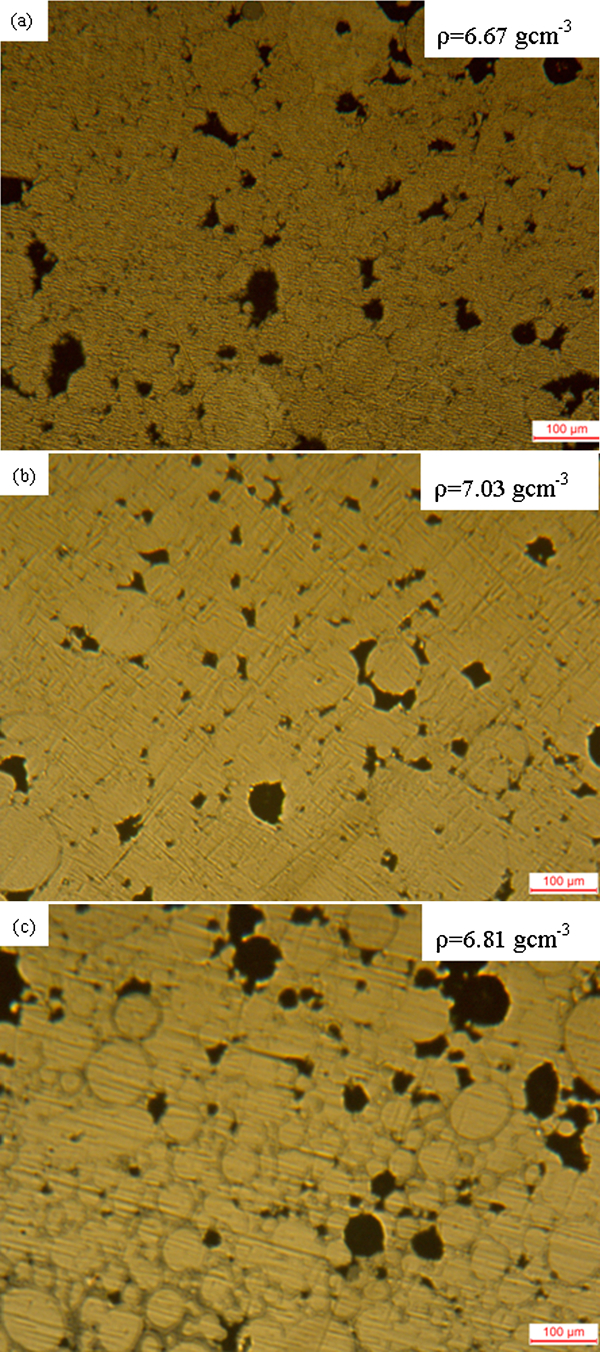
Microstructures of polished cross-sections of compacts consolidated under different consolidation pressures and temperatures at preforming pressure of 75 MPa
As shown in Fig. 4a, the density and thermal conductivity of the compacts under low preforming pressure are larger than those of the compacts under high preforming pressure. It would be due to the formation of the microcracks due to the cracking of the air oxides on the surface of the gas atomised powder in the precompact under high preforming pressure, resulting in the increase in the air content in the precompact which leads to more serious oxidisation of the amorphous powders. Thus the powders are more difficultly consolidated, resulting in the increase in the defects, inclusions and amount of boundaries. In fact, Yan et al. 48 investigated the surface structure of Cu based gas atomised metallic glass powders, and found that amorphous powders were enveloped by a thick (30 nm) oxide skin that changed the amorphous alloy surface to oxide ceramic. Yamasaki et al. 49 also found the same phenomenon during investigation of vacuum degassing behaviour of Zr-, Ni-, and Cu based amorphous alloy powders. As shown in Fig. 4b, the density of the compact increases with the increasing consolidation pressure. It is well known that the densification of the compact increases with the increasing consolidation pressure. However, the thermal conductivity of the compact first increases with the increasing consolidation pressure and then slightly decreases when the consolidation pressure exceeds 450 MPa. The thermal conductivity of the compact is related to not only the defects but also the inclusions and magnitude of boundaries. As shown in Fig. 6, the boundary among the powders at the consolidation pressure of 600 MPa is more than that at the consolidation pressures of 300 and 450 MPa, resulting in the decrease in the thermal conductivity. In addition, the viscosity of the amorphous alloy decreases with the increasing temperature in the supercooled liquid region.50 The density and thermal conductivity should increase with the increasing consolidation temperature because of the increase in the densification with the increasing consolidation temperature. However, the density and thermal conductivity of the compacts decrease when the consolidation temperature exceeds 380°C, as shown in Fig. 4c. As shown in Fig. 5, the amorphous powders are more and more seriously oxidised and the content of the oxides increases with the increasing consolidation temperature, resulting in the difficult deformation of the powder and the increase in the inclusions and magnitude of boundaries. Thus how to degas the residual gas among the amorphous powders is a critical condition for the consolidation of the amorphous powders without vacuum and inert gas protection.
Conclusion
Fully amorphous Cu50Zr40Ti10 powders were fabricated by gas atomisation method. The consolidation condition of the gas atomised Cu50Zr40Ti10 amorphous powder was analysed by an L9(34) orthogonal test. The results are as follows.
The size of the gas atomised Cu50Zr40Ti10 amorphous powders is <50 μm. The glass transition temperature Tg, the crystallisation temperature Tx and the supercooled liquid region ΔTx of the gas atomised Cu50Zr40Ti10 amorphous powders are 629·5, 693·2 and 63·7 K respectively.
Three studied factors, such as the preforming pressure, consolidation temperature and consolidation temperature do not significantly influence the density. However, the thermal conductivity is significantly influenced by three studied factors. The influencing degree of the preforming pressure on the density and thermal conductivity is larger than that of the consolidation pressure and temperature.
The density and thermal conductivity under low preforming pressure are larger than those under high preforming pressure due to the appearance of the microcracks under high preforming pressure. The density increases and the thermal conductivity does not monotonically increase with the increasing consolidation pressure. The density and thermal conductivity both increase first with the consolidation temperature and then decrease when the consolidation temperature exceeds 380°C.
The optimum consolidation condition for the Cu50Zr40Ti10 amorphous powders would be first precompacted under the pressure of 75 MPa, and then consolidated under the pressure of 450 MPa at the temperature of 380°C respectively, at the density and thermal conductivity point of view.
Footnotes
Acknowledgements
The authors acknowledge the support of the National Natural Science Foundation (grant no. 50874045), the Postdoctoral Science Foundation of China (grant nos. 200902472, 20080431021) and the Scientific Research Fund of the Hunan Provincial Education Department (grant no. 10A044).