
Abstract
Mixtures of pure elemental Al and Nb powders of Nb–75 at-%Al and Nb–25 at-%Al composition were mechanically alloyed. Phase transformation of the powder mixtures was investigated by X-ray diffraction technique. It was found that mechanical alloying of the Nb–75 at-%Al powder mixture led to the formation of Nb(Al) solid solution and subsequent formation of DO22-NbAl3 intermetallic compound, and no amorphous phase was formed after longer milling times. The results showed that mechanical alloying of Nb–25 at-%Al for 8 h led to the formation of amorphous phase, and Nb3Al intermetallic was not formed during milling. A thermodynamic analysis was carried out based on the semiempirical theory of Miedema. This analysis showed that there is a driving force for the Nb–Al binary to form a solid solution for all compositions while the amorphous phase is stable in the range of 0·1⩽xAl⩽0·95.
Introduction
Intermetallic compounds have been the focus of significant research and development efforts in recent years. Among intermetallic compounds, niobium aluminides are very important and attractive. In the Nb–Al binary system, three aluminides form by peritectic reactions. They are Nb3Al (A15 structure, Cr3Si type), Nb2Al (D8b structure, σ-CrFe type) and NbAl3 (DO22 structure, TiAl3 type).1,2 Niobium aluminides are of interest as candidates for high temperature structural materials due to their high melting point, high elastic modulus and low densities compared with Ni based superalloys.3 Furthermore, the A15 phase superconductor Nb3Al has been considered as an alternative to Nb3Sn for high magnetic field application,4 and NbAl3 should be significantly stronger than nickel aluminides NiAl and Ni3Al, and its applications include its use in turbine blades in aircraft engines or in stationary gas turbines.5,6 Recently, several techniques, such as mechanical and field activation,7 conventional powder metallurgy,8 explosive shockwave compression9 and mechanical alloying (MA),5 have been used for producing intermetallic compounds using raw elemental powders. Among these methods, MA has been considered as a powerful and practical process for the easy synthesis of supersaturated solid solutions, amorphous phases, intermetallics and nanocrystalline materials in almost all the alloy systems at ambient temperature.10 Furthermore, it is difficult to fabricate niobium aluminides by casting procedure due to the large difference in melting points between aluminium and niobium, their intrinsic brittleness and the low solubility of niobium in aluminium.5,11 Intermetallic compounds with nanoscale microstructures can be produced by MA through either direct synthesis of elemental powders or transformation of the amorphous phases obtained. For instance, NbAl3, which can be synthesised directly through MA of elemental powders, has been produced by Lee et al. So far, attempts for the direct synthesis of nanocrystalline Nb3Al by MA have mostly remained unsuccessful.12– 14 Kim and Kum1 and Yoo et al. 4 synthesised Nb3Al through heat treating of the obtained amorphous phases. Peng et al. studied the effect of MA on nanostructure formation, amorphisation and compound formation in the Nb–Al system and reported that the sequence of phase formation varies widely depending upon Al content.13 When the Al content was <60 at-%, the supersaturated Nb(Al) became amorphous after long hours of milling. The authors reported that 60 at-%Al was dissolved in Nb during the solid state reaction. However, this value is unbearably higher than the solubility limit of Al in Nb at equilibrium state. It is reported that during MA, the phase with the most negative Gibbs free energy among competing phases at the considered composition is formed. Therefore, thermodynamic analysis can be used to predict the MA product.15– 17 Amorphisation and solid solution formation by MA have been investigated both experimentally and theoretically in systems such as Ni–Nb,18 Ni–Ti,19 W–Ni–Fe,20 etc. In some investigated systems,19 the experimental and theoretical results have good agreement, and some of them20 have not.
In the Nb–Al system, although MA of Nb75Al25 and Nb25Al75 has been studied in the literature,1,4,5 many problems, such as the thermodynamics and mechanism of amorphisation, need to be solved, and further investigation of the composition of Nb–Al alloys synthesised by MA is required. From this point of view, thermodynamic analysis is necessary to compare the relative stabilities in the Nb–Al system. In this study, Nb75Al25 and Nb25Al75 powder mixtures were mechanically alloyed for different milling times, and a thermodynamic analysis of the process using semiempirical theory of Miedema to calculate the driving force for phase evolution is presented.
Experimental
Mixtures of pure aluminium (purity, >99%; particle size, ⩽45 μm) and Nb powders (purity, >99·5%; particle size, ⩽15 μm) in stoichiometric ratio were used as starting materials. Milling was carried out at room temperature using a planetary high energy ball mill (Fritch pulverisette 5 type). High chromium carbon hardened steel vial (57 mm diameter and 76 mm height) containing the powders and the balls (15 mm diameter) is fixed onto a rotating disc and rotates in the opposite direction to that of the larger platform. The rotation speeds of the vial and the platform were fixed at 350 and 175 rev min−1 respectively. The mass of powder charge was 10 g, and the weight ratio between the steel balls and the powder charge was controlled at about 15∶1 in all cases. The powder sample and milling balls were loaded into the vial, which was filled with Ar gas to avoid air contamination. X-ray diffractometry was used to follow the structural changes of powders after milling and annealing. A Philips diffractometer (40 kV) with Cu Kα radiation (λ = 0·15406 nm) was used for X-ray diffraction (XRD) measurements. The XRD patterns were recorded in the 2θ range of 30–90° (step size 0·05° and time per step 0·5 s). The morphology and particle size of the milled powders were analysed by SEM using a Philips XL30 at an accelerating voltage of 30 kV. The powder samples were fixed in small quantities on a sample holder by graphite sticky tape. The average of 10 measurements was considered and reported as the mean powder particle size. The crystallite size was evaluated using the Williamson–Hall formula.21 The enthalpy of mixing was calculated using semiempirical theory of Miedema.
Results and discussion
Phase evolution of Nb25Al75 and Nb75Al25 during MA
Figure 1 shows the XRD patterns of the Nb25Al75 powder mixture as blended and after different milling times.
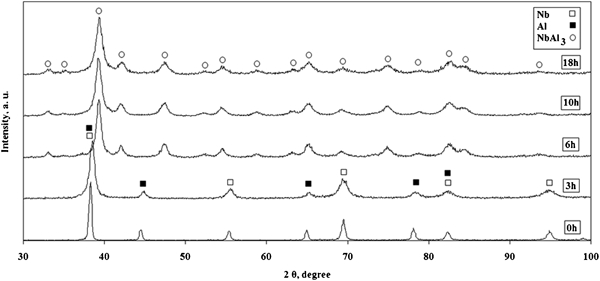
X-ray diffraction patterns of Nb25Al75 powder mixture mechanically alloyed at different times
The XRD patterns of the as blended powder showed diffraction peaks of the pure crystalline Nb and Al. The Al (111) and Nb (110) reflections overlap completely in the elemental mixture. In the early stages of milling, only the broadening of Nb and Al peaks and a remarkable decrease in their intensities occurred as a result of refinement of crystallite size and enhancement of lattice strain. Increasing the milling time to 6 h led to the disappearance of the Nb and Al peaks, while DO22-NbAl3 peaks began to appear, which could be considered as a solid solution. With increasing milling time, the NbAl3 peaks became considerably broader and their intensities decreased. After 18 h of MA, the crystallite size of NbAl3 reached 12 nm. Evolutions of morphology and changes in the powder particle size with milling time have been followed by SEM observations. The morphologies of the as milled Nb25Al75 powder and after milling for 3, 6, 10 and 18 h are shown in Fig. 2. It is clearly indicated that the powders experienced a characteristic change in particle size and morphology during the milling process.
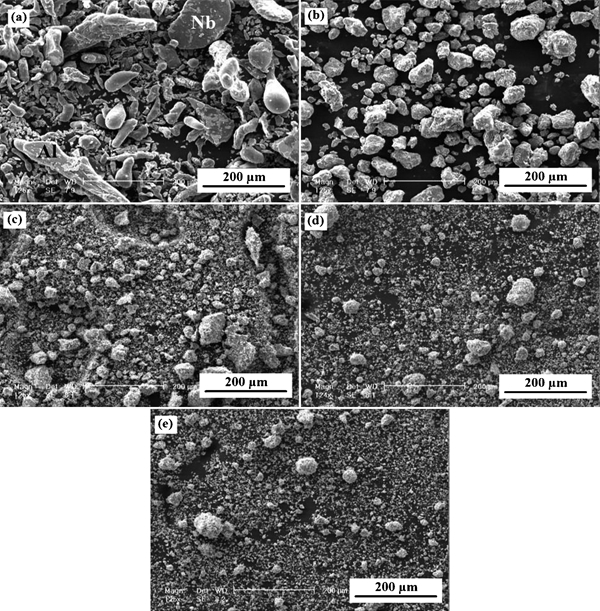
Images (SEM)of Nb25Al75 powder after a 0 h, b 3 h, c 6 h, d 10 h and e 18 h of milling times
The XRD patterns for Nb–25Al samples mechanically alloyed up to 8 h are shown in Fig. 3. The disappearance of Al reflections and the broadening of Nb peaks are apparent from the early stages of MA.
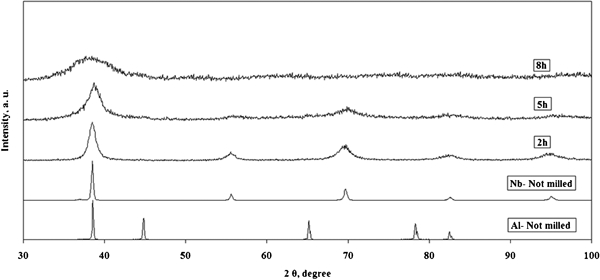
X-ray diffraction patterns of Nb75Al25 powder mixture mechanically alloyed at different times
After 5 h of MA, Al peaks disappeared completely, and the Nb (110) line is a dominant feature. Peak broadening and intensity decrease are somewhat significant after 5 h of MA.
The disappearance of Al peaks in the XRD spectra has been interpreted as a complete dissolution of Al in Nb.13 The powder became amorphous after 8 h of MA. The changes in morphology of the Nb75Al25 powder particles during the milling process are shown in Fig. 4. The as blended powder mixtures show distinctive features of each elemental powder, i.e. irregular shape of Al and angular shape of Nb. The particle sizes of the samples decrease with increasing milling time because the samples are crushed and flattened by the collision between the powder and the milling media, and the average particle size is ∼3 μm at 8 h.
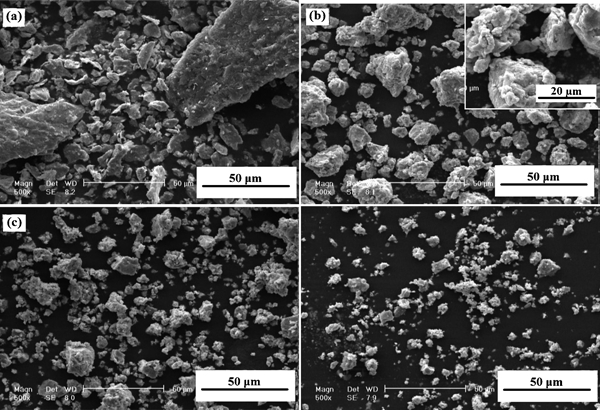
Images (SEM) of Nb75Al25 powder after a 0 h, b 2 h, c 5 h and d 8 h of milling times
Thermodynamic analysis
Initial powders are regarded as standard state, based on Miedema semiexperimental theory,22 to estimate the Gibbs free energy change in Nb–Al solid solution formation

 and
and
 are the enthalpy and entropy of mixing respectively.
are the enthalpy and entropy of mixing respectively.
 calculation
calculation
The enthalpy change due to the formation of a solid solution can be written as23

 for the Nb–Al system will be rewritten as
for the Nb–Al system will be rewritten as


 is the solution enthalpy of i in j and given by
is the solution enthalpy of i in j and given by
 is the parameter of the adjacent atom in solid solution and can be expressed as
is the parameter of the adjacent atom in solid solution and can be expressed as

ΔHElast. can be expressed as

 is the size mismatch contribution to the enthalpy of solution of i and j per mole i and can be estimated as27
is the size mismatch contribution to the enthalpy of solution of i and j per mole i and can be estimated as27

For an amorphous alloy, both elastic and structural enthalpies can be neglected27 because there is no crystal structure and the atoms can arrange themselves in such a way that mismatch is avoided.28 The enthalpy of the amorphous phase can be obtained from equation (11). The second term of this equation reflects the topological disorder in the amorphous state and is estimated by Miedema as
 ,23 where
,23 where
 and
and
 are the melting temperatures of i and j elements respectively. Therefore
are the melting temperatures of i and j elements respectively. Therefore

 calculation
calculation
With the assumption of an ideal solution,
 can be expressed as
can be expressed as

The temperature for calculating the enthalpy and Gibbs free energy change is taken to be 300 K, and the data used are listed in Table 1.
Thermodynamics parameters for calculation


ΔH evaluation and discussion
In Fig. 5, the two contributions to enthalpy change of solid solution and enthalpy change due to amorphous phase formation, ΔHamorphous, are shown.
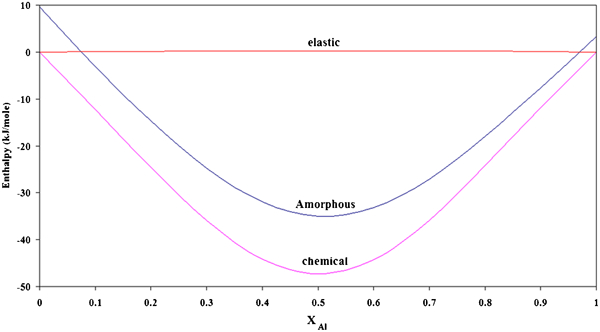
Two contributions to enthalpy change of solid solution and enthalpy change due to amorphous phase formation
As mentioned, ΔHElast. is due to the atom size mismatch. Therefore, as can be seen in Fig. 5, this value in the Nb–Al system is very low and nearly zero at all compositions because of the insignificant difference between the atomic radius of Nb and Al. Therefore, chemical enthalpy is the major contribution for solid solution formation due to the difference between bonding energy in initial state and solid solution in Nb–Al system.
ΔG evaluation and discussion
The calculated Gibbs free energy changes due to the formation of amorphous phase and crystalline solid solution in the Nb–Al system are shown in Fig. 6.
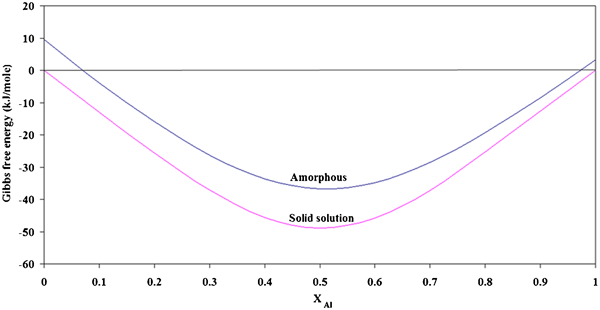
Gibbs free energy change for formation of solid solution and amorphous phases in Nb–Al system
Figure 6 indicates that the Gibbs free energy change due to the formation of the crystalline solid solution is negative at all compositions. However, the Gibbs free energy change for the formation of amorphous phase is positive in the composition ranges of 0⩽xAl⩽0·1 and indicating that there is no driving force to form an amorphous phase from the elemental components. In these ranges of composition, the molar fraction of solute is so small that it does not have any effect on the crystalline structure of the base metal. Therefore, the formation of an amorphous phase needs an external energy.19 For the composition xAl = 0·25 (Nb3Al), the Gibbs free energy for the formation of amorphous phase is less negative than the value for crystalline solid solution. It means that the solid solution is energetically the preferred phase. The formation of Nb(Al) solid solution at the early stages of MA confirms this result. However, this seems to be in contrary to the experimental results, while the formation of an amorphous phase was observed after longer milling times. The MA is a non-equilibrium solid state alloying technology for powders and can be used to synthesise phases impossibly obtained by conventional methods. On the other hand, Nb3Al has the least negative heat of formation among the three intermetallic compounds in the Nb–Al system,29 so from this point of view, disordering in this compound is favoured during mechanical work. Therefore, the formation of an amorphous phase at this composition is due to the mechanical work that provides the possibility of favoured disordering due to the small heat of formation and the subsequent formation of amorphous phase.
For the composition xAl = 0·75 (NbAl3), the Gibbs free energy of formation of amorphous phase is higher than the crystalline solid solution. This result is in line with the phase produced by MA, while no amorphous phase was formed up to very long milling times. The phenomena can be interpreted in such a way that, among the three intermetallics in the Al–Nb system, NbAl3 has the highest negative enthalpy of formation so that complete disordering of the NbAl3 is energetically unfavourable during MA.5 Therefore, disordering is less occurred during MA, and the formation of an amorphous phase at this composition would not happen.
Conclusions
Thermodynamic analysis using the semiempirical theory of Miedema shows that there is a driving force for the Nb–Al binary to form a solid solution for all the compositions and to form an amorphous phase in the range.
Nb(Al) solid solution and partially disordered DO22-NbAl3 intermetallic are produced by MA. Even at longer milling times, no amorphous phase is formed.
Mechanical alloying of Nb75Al25 powder mixture leads to the formation of Nb(Al) solid solution at the early stages, and at longer milling times, amorphous is formed. Thermodynamic analysis shows that at this composition, the crystalline solid solution is more stable than the amorphous phase.
Since Nb3Al has the least heat of formation among the three intermetallics in the Nb–Al system, the formation of Nb3Al intermetallic does not occur during milling as other researchers reported.