
Abstract
Thermogravimetry (TG) combined with mass spectrometry (MS) has been employed to study the thermal decomposition of the ‘backbone’ binder component of bodies prepared from premixed Fe+12%Cu with 50 vol.-% binder and fabricated by powder injection moulding technique. The investigation of solvent dewaxed Fe+12%Cu parts was made at different heating rates. The TG/MS technique allows evaluating the chemical pathway of the degradation reaction by determining the decomposition products evolving during thermal process. The majority of gaseous products obtained in the experimental set-up used were less than C8. Kinetics analysis was made using chemical reactions proposed through thermokinetics package. The temperature profile was calculated for smooth thermal debinding and was verified by an experimental run in a production furnace. Good agreement showed the reliability of the model.
Introduction
Powder injection moulding (PIM) is suited for production of small and complex shaped parts with outstanding mechanical properties. In addition to cost effective, high volume production, other PIM benefits include: complex geometries, excellent surface finish, high performance and high final density. Powder injection moulding is a growing technology for manufacturing complex, high volume metal and ceramic parts. Metal powders are mixed with thermoplastic binders to form a homogeneous mixture, with different metal powder/plastic binder ratios. This mixture (‘feedstock’) is then moulded at relatively low temperatures and pressures in conventional plastic injection moulding machines. However, one of the disadvantages of this technology is its limited dimensional stability.1 This is because fine powders and low solid contents are used in the feedstock which causes large shrinkage during sintering. For some feedstock systems, after injection moulding the ‘green’ parts are immersed in a tank containing a solvent. This solvent removes the wax component of the binder by penetrating the part and removing the wax from internal and external area of the part, while the polymer component is retained as ‘backbone’ to grant the required strength of the dewaxed ‘brown’ part; this component is removed in the earlier stages of sintering.
Thermogravimetric analysis (TGA) is a thermoanalytical technique which measures the weight change in a material as a function of temperature and time in a controlled environment.2 This technique is very useful to investigate the thermal stability of a material and its behaviour in different atmospheres. The use of the different heating rates changes the time scale of the decomposition event. The faster the applied heating, the higher the given decomposition temperature becomes. This approach establishes a link between time and temperature for the polymer decomposition, and this information can be used to model the decomposition kinetics. However, while TGA readily provides quantitative weight change information about decomposition and volatilisation; it does not generally provide information about the identity of specific off-gas materials. Obviously, the latter information is valuable in understanding decomposition mechanisms. Hence, TGA is often coupled with other analytical techniques in order to obtain this qualitative data. Continuous mode involves introducing the gaseous products directly into the detector system using an interface coupling.3– 5 The previous studies6– 11 on characterising materials, determining kinetic parameters, and quantitative analysis of degradation products have been performed with thermogravimetry (TG)/Fourier transform infrared spectroscopy/mass spectrometry (MS). Mass spectrometry is very sensitive, has a faster response time and can identify the mass range of the species in the specimen. However, it measures only the mass to charge ratio, thus cannot identify the isomers. Another major disadvantage of TG/MS techniques is its inability to detect high molecular mass compounds.12 However, owing to its capability of identifying molecular mass compounds released from materials during the pyrolysis process, TG/MS technique13,14 is widely employed in the material science field, including the study of pyrolysis, combustion, polymer degradation and thermal stability of materials.15 Using the developed technique, decomposition reactions of the backbone component of PIM part were investigated as a function of temperature. The objective was to determine the reaction pathway that occurred during binder burnout and establishing a model using predicted reactions. Model verification was made by employing a smooth thermal debinding experimental run in a production furnace using the predicted temperature profile.
Experimental
Carbonyl Fe (d50 = 4–6 μm) and 12 wt-%Cu (d50 = 2·0–4·0 μm) powders were mixed together in a turbula mixer. Then the powder mix was kneaded with 50 vol.-% Austrian Institute of Technology binder in order to make a feedstock. Powder injection moulding bar specimens were produced using this feedstock. The injection moulded specimens were then cut into small box shapes with 3·5×3·5×6·0 mm dimensions and dipped into an organic solvent (n heptane) for complete wax removal at room temperature. The time needed for the complete removal of the wax was determined and it was noticed that for this dimensions specimens 10 h was enough for complete dewaxing (>99% removed) at room temperature. These solvent debinded specimens were used to study the burn out behaviour of the backbone component using a Netzsch TG 449 F1 Jupiter Thermo-Nanobalance coupled with mass spectrometer (QMS 403C Netzsch). The quartz glass transfer line (diameter of 75 μm) leading to the MS was heated to 250°C, and the inlet port on the mass spectrometer was heated to 300°C to avoid condensation losses and to ensure that all products entered the MS in gaseous phase. The m/e unit is based on a quadrupole design with a 1 to 300 atomic mass units mass range, and the sample gas from the interface is ionised at 100 eV. The TG system was equipped with a rhodium furnace, alumina sample holder, allowing measurements to be carried up to 1650°C. All measurements were performed in an atmosphere of forming gas (furnace gas N2–5%H2, grade 5·0) and argon (protective balance gas, grade 5·0) with gas flow of 50 and 120 mL min−1 respectively. Measurements were carried out from room temperature to 500°C at four different heating rates, 1·0, 2·0, 4·0 and 6·0 K min−1. The baseline (empty) runs were carried out under the same conditions to correct the influence of the system. An injection moulded razor specimen (see below) was used to verify the calculated temperature profile for validation of the model.
Results and discussion
During the thermal analysis, two decomposition steps, corresponding to different mass loss rates, were obtained on thermogravimetric curves as presented in Fig. 1 (with derivative thermogravimetric signal). The evolved gases were analysed continuously by mass spectrometry during the backbone thermal decomposition using a heating rate of 6 K min−1.
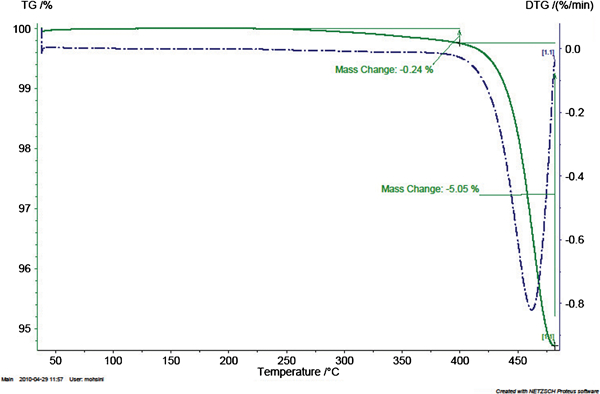
Thermogravimetric/derivative thermogravimetric curves of solvent debinded PIM part with heating rate of 6·0 K min−1
Figure 2 shows the overall decomposition reaction over the spectrum cycles. Different colour lines represent the different mass peaks. The first mass loss (0·24%) cannot be seen in this chart, i.e. cannot be detected by MS. This step indicates antioxidant decomposition which was studied and reported in a previous study of copper thermal debinding.16 It could be confused with the reduction of copper oxides which take place at the temperature 200°C and Fe oxides reduce under forming gas at ∼460°C but starting oxygen contents of copper was <0·2% and copper contents is 12% by weight in Fe+Cu system so copper surface oxides are negligible in this case. That study also showed that copper does not have any effect on thermal debinding of the backbone. The same trend was observed here in backbone pyrolysis of Fe+12%Cu system, i.e. there is no catalytic effect of Fe+Cu.
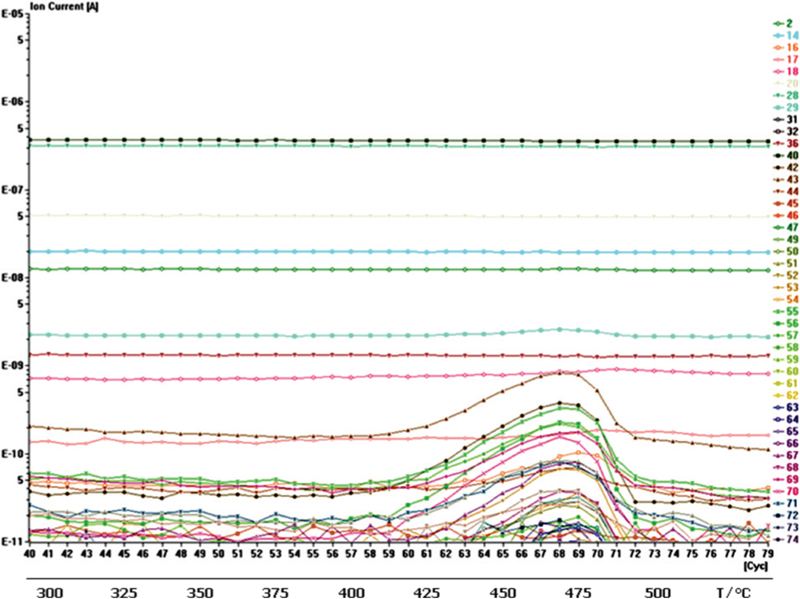
Results (MS) of evolution products for Fe+12%Cu thermal debinding
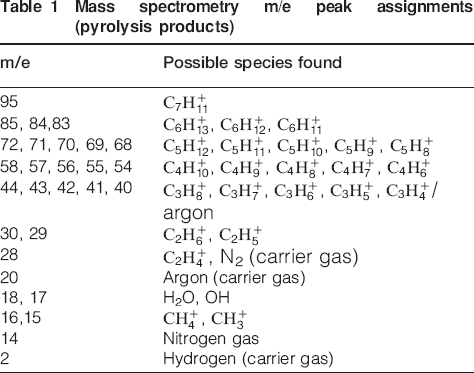
The sharp, intense mass peaks start at ∼420°C (from cycle 60) and reveals the measurable masses in our instrumental set-up. The maximum intensity was observed at 460°C (cycle 68) which was shown in Fig. 3 below. Figure 3 shows the major decomposed components of the backbone binder. The binder was pyrolysed into hydrocarbon ranges from C1 to C7 and can be detected by the MS in accordance with the experimental device set-up presented in Table 1 below. Hydrocarbon molecular ions are highly unstable; therefore, their peaks above m/e 100 are usually very weak, whereas fragment ions peaks below m/e 100 are usually intense due to the stability of the fragments ions, i.e. more retention time, and are detected in the MS. It is also possible that high molecular ions could be formed, but could be condensed in the transfer line which was kept at the temperature 250°C and consequently could not reach the MS. The binder decomposed into small fragments which help to accelerate the reaction by radical processes, and thus a sharp mass loss occurred in a narrow range of temperature and time. The heavier molecules were produced at high temperature as shown in the MS spectrum. The intense peaks of m/e 2, 14, 20, 28, 40 show the presence of carrier gases (H2, N2 and Ar).
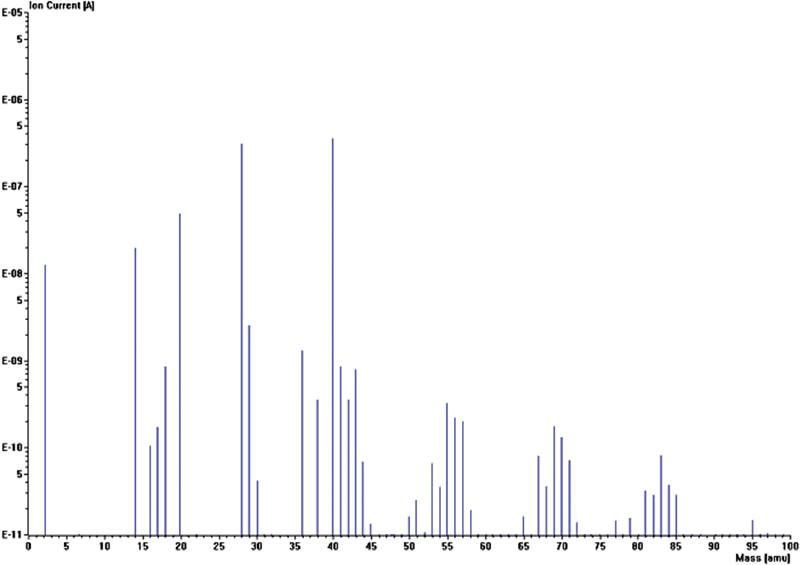
Bargraph of MS (at cycle 68) obtained at temperature (460°C) of maximum decomposition rate of evolved fragments
Mass spectrometry m/e peak assignments (pyrolysis products)
Based on this study, one proposed pathway for the general degradation mechanism is presented in Fig. 4. The decomposition pathway of thermal debinding was predicted to be an autocatalytic one.17 In such a reaction the observed rate of the reaction is found to increase with conversion rate and temperature, i.e. a sharp mass loss in a narrow temperature range.
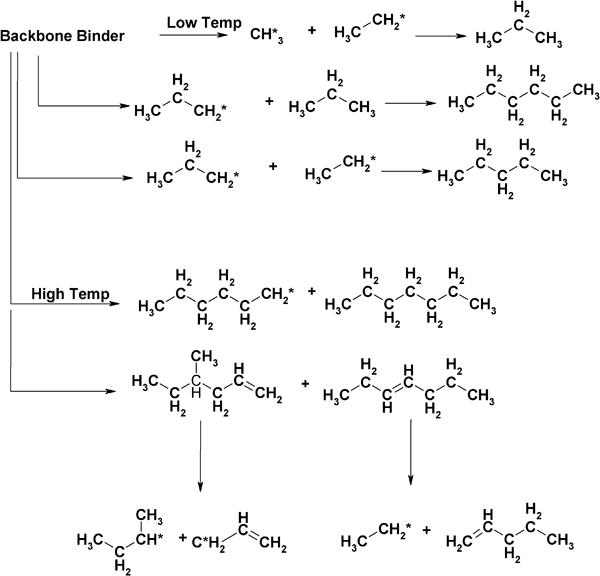
General degradation (*radical) mechanism of backbone binder under forming gas atmosphere
The above discussion concludes that the first step decomposition was started at 250°C into antioxidant removal and then into backbone burnout. A two-step model (1) was established by considering these findings using kinetics software.18

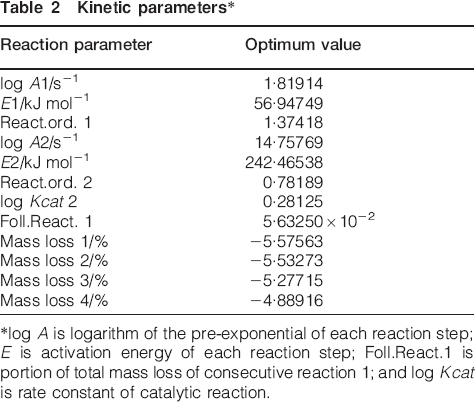
Fn = en, nth order reaction.
Cn−C = en(1+KcatC), nth order reaction with autocatalysis through the reactant C.
The differential equations are presented below accordingly with respect to each reaction step:
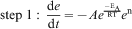

By using these reactions, an excellent correlation coefficient (0·999952) was obtained for all four measurements (the approximation of the experimental graph by the assumed reaction types) (Fig. 5).
Kinetic model of TG measurements at four different heating rates
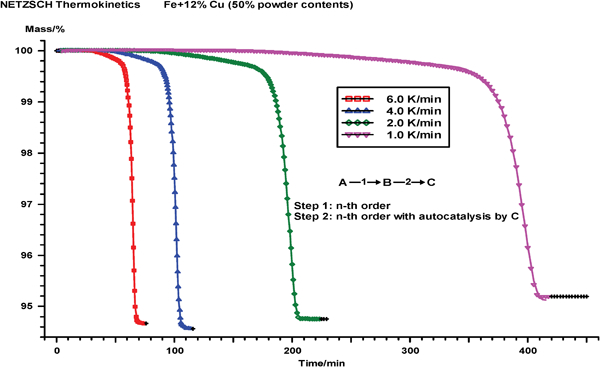
The kinetics parameters obtained out of that proposed model are presented in Table 2.
Kinetic parameters*
*log A is logarithm of the pre-exponential of each reaction step; E is activation energy of each reaction step; Foll.React.1 is portion of total mass loss of consecutive reaction 1; and log Kcat is rate constant of catalytic reaction.
The kinetic parameters obtained showed that the contribution of the first step reaction is ∼5·6% of total mass loss i.e. Foll.React.1 (following reaction) which means that calculated mass loss (through model) in first step was similar to that obtained in the experimental TG run (Fig. 1).
The model enables to define temperature–time profiles for smooth thermal debinding that avoid blistering and cracks by excessive decomposition rates. Out of that model, for smooth and safe thermal debinding, a temperature profile was calculated by defining a threshold limit of 0·015% min−1, maximum heating rate of 5 K min−1 and maximum temperature of 500°C (Fig. 6, left). This temperature profile was tested on a complex shaped PIM razor part for smooth de-binding (Fig. 6, right). The razor PIM part was obtained without any defect. The process can be optimised with the help of this model in compliance with time and cost saving.18 The carbon content of the ‘brown’ part was determined by Leco analysis to see the completion of the thermal process. The some carbon contents (0·92%) was found in brown part which shown the some of the binder was left during process for this geometry (gas diffusion depends on thickness of the sample, more the thickness more time needed) or may be dissolved in Fe matrix during the process at specific temperature. C pickup during lubricant removal is a well known process in W and Mo, but also ferrous PM, especially if you have alloys with high carbon affinity.
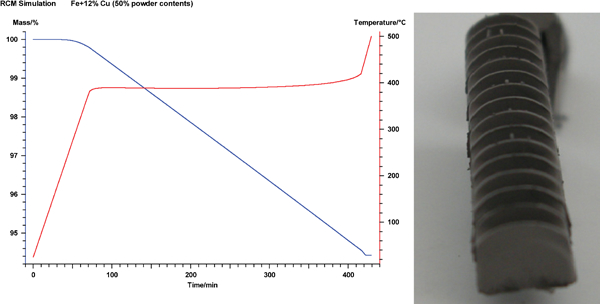
Calculated temperature profile for smooth thermal debinding (left) and thermally debinded PIM razor part (right, very fragile)
Conclusions
The reaction pathway for the formation of gaseous products and the degradation mechanisms during pyrolysis of the backbone were studied by combined TG/MS technique. The backbone decomposed thermally into small hydrocarbon fragments which lead to sharp decomposition with increasing of temperature and hydrocarbon fragments. A kinetic model was established using predicted chemical reactions, and this was found to agree well with the experimental mass loss curves. A predicted temperature profile with respect to experimental run in an Elnik furnace proves the reliability of the model.
Footnotes
Acknowledgements
This work was carried out within the project ‘TPM PIM’ in Austrian Institute of Technology (AIT) Vienna. Ijaz Ul Mohsin is also thankful to Higher Education Commission (HEC) Pakistan for granting a PhD scholarship.