
Abstract
Co based oxide dispersion strengthening (ODS) alloys strengthened by oxide nanoparticles and γ′ precipitates are promising high temperature structural materials. Phase evolution, thermal stability and interfacial structure of the oxides were characterised, and the formation mechanism of the complex oxides was clarified. Co based ODS alloys exhibit inhomogeneous dispersion of the oxides due to the presence of relatively large Y–Al–O and fine Y–Hf–O complex oxides. Oxide particle size was controlled by the relative amount of Y–Al–O and Y–Hf–O oxides. The addition of Hf inhibits the formation of Y–Al–O oxides, resulting in the refinement of the oxides. The coherency of the matrix/oxide interface is size dependent. Large Y–Al–O complex oxides are incoherent with the matrix, while small Y–Hf–O nanoparticles tend to be partially coherent with the matrix. The extremely fine Y2Hf2O7 complex oxides demonstrate excellent thermal stability during heat treatment. Based on the observations of partially crystallised nanoparticles and the oxides with core/shell structure, a three-stage mechanism was used to elucidate the formation mechanism of the complex oxides.
Keywords
Introduction
Co based alloys strengthened by oxide dispersion and γ′ precipitates are fascinating candidate materials for the high temperature components used in aerospace and power generation industries, such as the blade, vane, nozzle and combustion container.1,2 γ′ precipitation hardening did not become an interesting strengthening mechanism in Co based oxide dispersion strengthening (ODS) alloy until the discovery of stable Co3(Al,W) phase in the Co–Al–W system.3,4 The combination of γ′ precipitates and oxide dispersion is expected to extend both intermediate temperature and high temperature strength limit of Co based ODS alloys.5,6
Oxide particles act as obstacles to the movement of dislocations, which contributes mainly to the high temperature strength of Co based ODS alloys. 7 Particle size, homogeneity, number density and interfacial structure of the nanoscale oxides are key parameters influencing the strengthening effect. Oxide dispersion strengthening becomes more effective due to the refinement of the oxides and the optimisation of the interfacial structure. It has been found in our previous work that the oxide particles were refined effectively by the addition of minor alloying element Hf, attributing this to the formation of Y2Hf2O7 complex oxides. 8 The matrix/oxide interface plays a crucial role in the precipitation behaviour, spatial distribution and thermal stability of the oxides. 9 The matrix/oxide interface governs particle nucleation and growth as well as the shape of the oxides. The nucleation of coherent phases is favoured due to the lower interface energy of the coherent precipitate than that of the incoherent precipitate. Ribis and de Carlan 10 observed the elasticity driven morphology transformation of Y2Ti2O7 oxides from spherical particles to cuboidal particles. It is found that the high coarsening resistance of Y–Ti–O oxides is attributed to the low interfacial energy rather than the component diffusion. 10 A higher degree of coherency means lower metal/oxide interfacial energy and higher thermal stability. Yamamoto et al. 11 present the coarsening of nano-oxide as a result of coherent to incoherent transition due to phase transformation. Additionally, the resistance to dislocation slip strongly depends on the interface property, which exerts a strong influence on the macroscopic mechanical properties. Therefore, interface structure information concerning the coherency of the particles is crucial to the understanding of the thermal stability of the oxides, to the optimisation of the chemical composition and fabrication process and to the enhancement of mechanical properties of Co based ODS alloys.
In the present work, a new type of Co based ODS alloy was fabricated by mechanical alloying. A typical γ′ strengthened Co based alloy (Co–9 at.-%Al–7·5 at.-%W) was selected as the base composition. 3 Nanosized complex oxides were introduced through the coaddition of Y2O3 and Hf. Al and W were γ′ formers, and Hf was used to refine the oxide particle.8,12 The addition of minor alloying element (Hf) provides a new approach to refine the oxides and control the interfacial structure. However, several key issues remain unsolved, which include incomplete understanding of the refining effect of Hf in the presence of Al, the role of heat treatment on the coarsening behaviour of the oxides, the relationship between particle size and coherency and the mechanisms controlling particle size and homogeneity of the complex oxides. The objective is to characterise the phase transformation, interfacial structure and thermal stability of the oxides and clarify their formation mechanism.
Experimental
Cobalt powder (1–2 μm) and nanosized Y2O3 powder were used. Elemental powders of Al, W and Hf with >99·6% purity were added. Figure 1 shows the transmission electron microscope (TEM) image of the starting Y2O3 powder. The insert is the corresponding selected area electron diffraction pattern taken over the region. The nos. 1–5 rings belong to Y2O3(111), Y2O3(200), Y2O3(220), Y2O3(311) and Y2O3(222) respectively. Polygonal Y2O3 powder was observed, and the particle size was in the range of 20–30 nm. Two categories of alloys were designed, and the compositions are listed in Table 1. As for the investigation of the phase transition of complex oxides, 10Y and 10Y-Hf alloys were designed. The addition of 10 wt-%Y2O3 and 4 wt-%Hf permits to study the phase transformation of the oxides by X-ray diffraction (XRD) technique. Series B alloys were used to reveal the impacts of Hf and heat treatment temperature on the growth of the oxides.
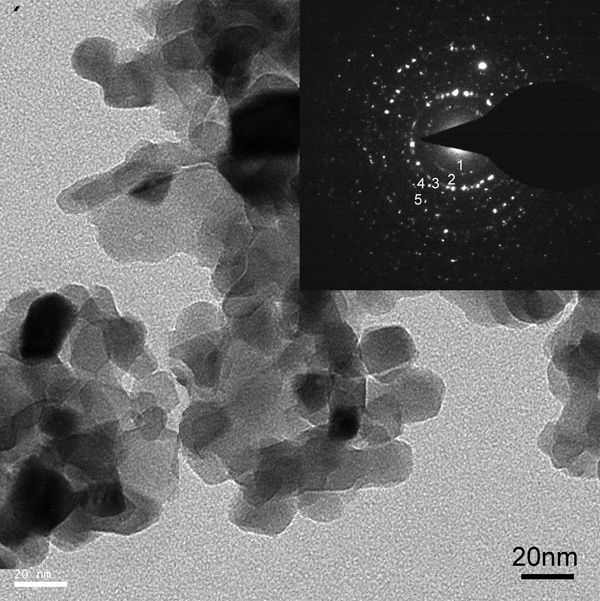
Image (TEM) of original Y2O3 powder
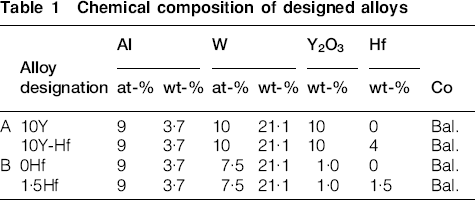
Chemical composition of designed alloys
The above four kinds of powder mixture and stainless steel balls were canned in the container in a glove box under high purity argon gas atmosphere. Subsequently, the powder mixture was mechanically alloyed (MA) in a high energy planetary ball mill at a speed of 450 rev min−1 for 60 h. A ball/powder ratio of 10∶1 was used. The milled powder mixtures of 10Y and 10Y-Hf alloys were sealed in quartz glasses under vacuum (1×10−5 Pa) and annealed at 700–1150°C for 3 h. Spark plasma sintering of the MA powder was carried out at 1145°C and 50 MPa for 30 min under vacuum atmosphere of 10−3 torr. Subsequently, the specimens were solution treated at 1300°C for 6 h and aged at 900°C for 24 h.
Phase transformation of the oxides was studied on a Siemens D 5000 X-ray diffractometer using Cu radiation. Standard 3 mm TEM discs were cut from the consolidated alloys and ground to a thickness of 0·1 mm before thinning by ion beam milling. Observation of oxide particles was performed using a JEM-2100 TEM equipped with energy dispersive X-ray (EDS). Image Pro Plus 5·0 software was employed to evaluate the particle size distribution of the oxides using at least 400 particles.
Results and discussion
Phase transformation of oxides
The type of oxides can be changed by the addition of minor alloying elements (Hf and Al). Figure 2 shows the XRD patterns of 10Y alloy annealed at the temperature range of 700–1150°C. There is no obvious precipitation of complex oxides in the specimens annealed at 700°C. YAlO3 oxide is the dominant oxide at 900°C. When the temperature increases to 1150°C, Al5Y3O12 oxide is formed. Y–Al–O oxides are derived by the combination of Y2O3 with Al.
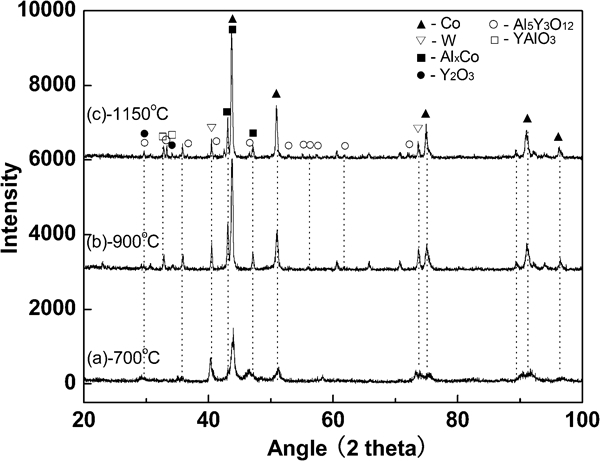
X-ray diffraction patterns of 10Y alloy annealed at varied temperature
Figure 3 indicates the XRD patterns of the 10Y-Hf alloy with the addition of 4 wt-%Hf. It can be seen that Y2O3 is the only oxide present in the specimens annealed at 700°C, suggesting that there is no phase transition of the oxides under 700°C. In the case of 900°C, the intensity of Y2O3 peak is reduced, and the peaks of YAlO3, Al5Y3O12 and Y2Hf2O7 complex oxides are detected, suggesting that the initial Y2O3 oxide is not stable, and the phase transformation from Y2O3 to complex oxides occurs with increasing annealing temperature. This is in agreement with our previous result that the precipitation temperature of the oxides is ∼700°C. 12 At 1150°C, strong peaks of YAlO3, Al5Y3O12 and Y2Hf2O7 oxides coexist. It is noted that the intensity of the Y2Hf2O7 diffraction peaks is higher than that of the specimens annealed at 900°C. The addition of Hf provides an effective way to refine the oxides and restrain the adverse influence of Al.13,14 Additionally, the intensity of AlxCo peaks increases with increasing temperature. Since Al and Co do not dissolve with each other at room temperature, the increased amount of AlxCo phase is associated with the extension of solubility of Al within the matrix with increasing temperature.
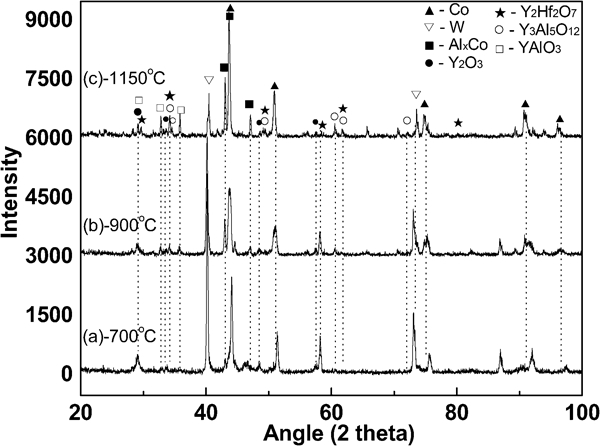
X-ray diffraction patterns of 10Y-Hf alloy annealed at varied temperature
Particle size and size distribution of oxides
Minor alloying elements lead to the formation of complex oxides and thus affect their particle size, spatial density and distribution. Quantitative evaluation of the particle size of oxide nanoparticles is important for understanding the strengthening effect of the oxides in Co based ODS alloys. Figure 4 displays the TEM images of 1·5Hf alloy after consolidation. Figure 4a shows the dispersion of a high population of oxide nanoparticles, but the size of the oxides is inhomogeneous, and relatively large oxides are observed (marked by the arrow). Figure 4b indicates the high magnification image of the oxides marked by the circle in Fig. 4a. It is clearly demonstrated that the ultrafine oxide particles are round in shape, and their size is in the range of 10–15 nm and round in shape, corresponding to Y–Hf–O oxides. The oxide nanoparticles in Co based ODS alloys are composed of Y–Al–O and Y–Hf–O oxides. Ultrafine oxides are formed by the size refining effect of Hf, while large oxides are ascribed to the presence of Al.
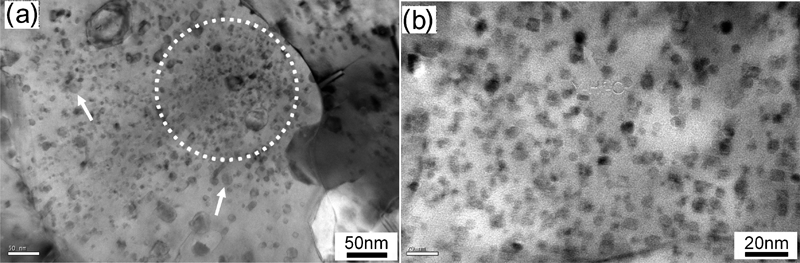
Images (TEM) of 1·5Hf alloy after consolidation
The thermal stability of the oxides is a crucial concern for Co based ODS alloys. The oxides in the alloys with and without Hf were characterised in order to evaluate the resistance of the oxide nanoparticles against coarsening. Figure 5 shows the TEM images of the alloys solution treated at 1300°C for 6 h and aged at 900°C for 24 h. As for the alloy without the addition of Hf, the number of small oxides decreases and the majority of the oxides are large, as shown in Fig. 5a. The formation of Y–Al–O complex oxide is predominant for the alloys without Hf. For a given volume fraction of dispersoids, coarsening of the particles causes a decrease in number density and an increase in interparticle distance, resulting in the degradation of mechanical properties. In case of the alloy with the addition of 1·5 wt-%Hf, most of the oxides remain very fine and a few larger oxides can be observed, as shown in Fig. 5b. It is seen that the formation of Y–Al–O complex oxide would be suppressed in the alloys with the addition of Hf, which is corroborated by our previous studies. 12
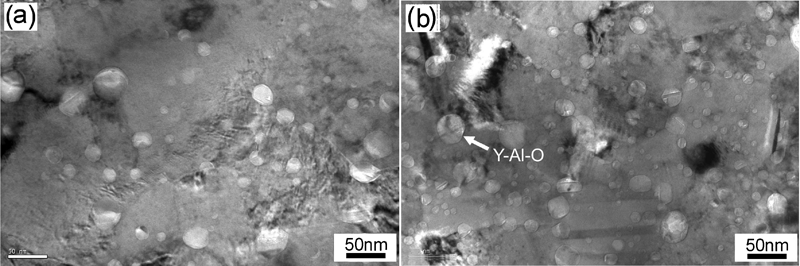
Images (TEM) of alloys solution treated at 1300°C and aged at 900°C
The pinning of dislocations depends strongly on the size and size distribution of oxide dispersion. Figure 6a and b illustrates the particle size distribution of oxides in the alloys with and without Hf after consolidation. In case of the alloy without Hf (Fig. 6a), most of the nanoparticles have sizes ranging from 15 to 30 nm, and the mean particle size is 26 nm, which is similar in size to the original Y2O3 particle. A comparison of the diagrams in Fig. 6a and b shows that the particle size distribution of the alloy with 1·5 wt-%Hf obviously shifts to the side of small particle size. The majority of the oxide particles distribute in the range of 5–20 nm, and the mean particle size decreases to 18 nm. In comparison to the particle size (20–30 nm) of the starting Y2O3 powder, oxide particles with the size of 0–10 and 30–70 nm are present, indicating that both refining and coarsening of the oxides occurred in the alloy with 1·5 wt-%Hf. Figure 6c and d shows the particle size distribution of the alloys solution treated at 1300°C and aged at 900°C. In Fig. 6c, appreciable broadening of the particle size distribution is observed for the alloy without Hf, suggesting that some oxide nanoparticles grew during heat treatment. On the other hand, the particle size maintains adequately fine for the alloy with 1·5 wt-%Hf. The population of small particles exhibits slight change, and the particles larger than 30 nm show minor coarsening, as shown in Fig. 6d. Comparing Fig. 6a and c, it can be seen that heat treatment induced the decrease (from 24 to 18%) in the fraction of particles with size smaller than 20 nm and the increase (from 22 to 35%) in fraction of large particles with the size of 30–75 nm. The comparison between Fig. 6b and d shows that the fraction of the oxide with the size of 5–10 nm has no obvious change, and the fraction of large particles with the size of 30–75 nm increases from 17 to 21%. These results indicate that the alloys with the addition of Hf are more resistant to coarsening during heat treatment because Hf allows the stabilisation of oxides through the formation of Y–Hf–O complex oxides.
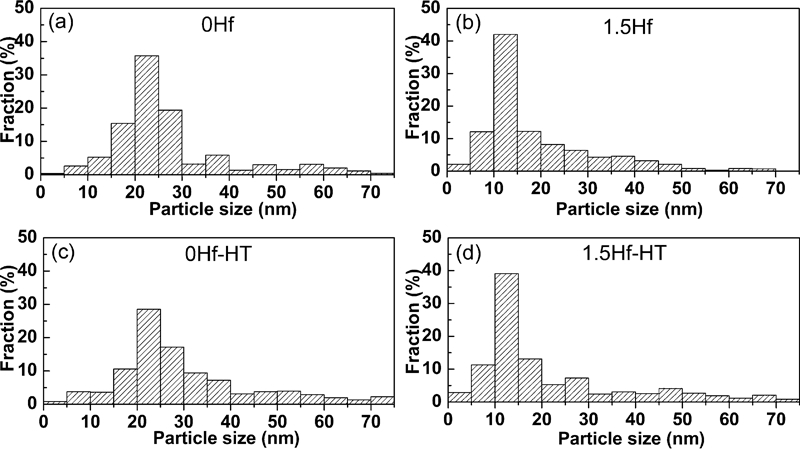
Influence of Hf content and heat treatment (HT) on particle size distribution of oxide dispersion in Co based ODS alloys
Interfacial structure of oxides
The mechanical properties of Co based ODS alloys at elevated temperatures are critically dependent on the stability of the oxides. The stability of the oxides is closely associated with the metal/oxide interfacial structure. Figure 7a shows the high resolution TEM (HRTEM) image of a nanosized oxide particle. The oxides visible in Fig. 7a are spherical, and its diameter is <10 nm. The plane distances measured from the image are 2·92 and 2·95 Å respectively, which corresponds to (200) and (111) planes of Y2Hf2O7 oxides. Thus, the formation of Y2Hf2O7 oxide particles is identified. The lattice continuity of the oxides and surrounding matrix is clearly observed, suggesting that the oxide is partially coherent with the matrix. Figure 7b shows the EDS result of the oxides marked by a circle in Fig. 4a. These ultrafine oxides are rich in Hf (12·2 at-%), which is another proof of the formation of Y–Hf–O complex oxides. It is noted that the partial coherency made the shearing of Y–Hf–O complex oxides by dislocations more difficult, leading to the enhancement of the strengthening effect. 15
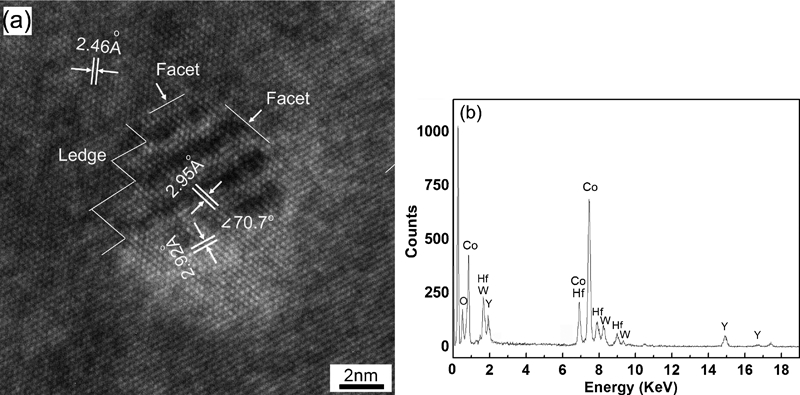
a image (HRTEM) of Y–Hf–O oxide and b EDS results
The detailed interfacial structure of the oxide nanoparticle is displayed in Fig. 8. Figure 8a shows the high magnification image of the region marked by the zigzag line in Fig. 7a. Ledge interface reveals the interaction between interface and dislocation. During the growth of the oxides, such a coherent interface becomes partially coherent by the acquisition of misfit dislocation in order to reduce strain energy. Such partially coherent interfaces are known to migrate by means of ledge mechanism. Growth ledges are formed at the matrix/oxide interface through various mechanisms, such as two-dimensional nucleation, spiral growth around screw dislocations, intruder dislocations and so on. 16 Figure 8a indicates the high magnification image of the region marked by a straight line in Fig. 7b. The formation of a facet interface suggests that the oxide nucleates hold a specific orientation relationship with respect to the surrounding matrix. It is inferred that the nanoparticles are partially coherent with the matrix, which is beneficial to the decrease in interfacial energy.
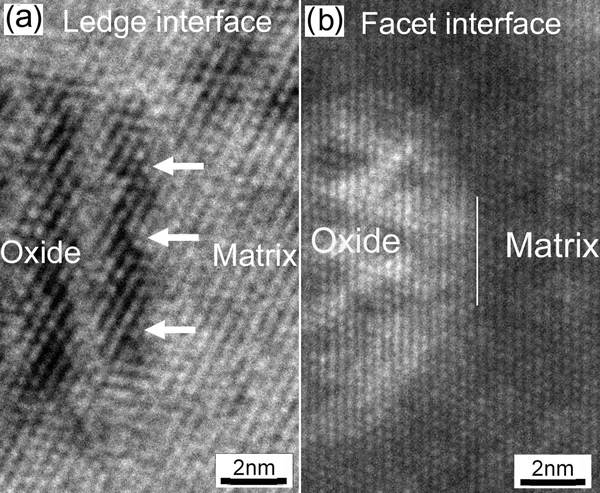
Images (HRTEM) of two kinds of interface
Figure 9 shows the HRTEM image of a large oxide particle with the size of ∼34 nm. The boundaries of the oxide particle can be clearly differentiated. Although the lattice of the particles can be clearly observed, the atom to atom matching across the interface cannot be observed. Therefore, the large Y–Al–O nanoparticles tend to be incoherent with the matrix. It is inferred that the particle coherency is size dependent and is lost for larger particles.
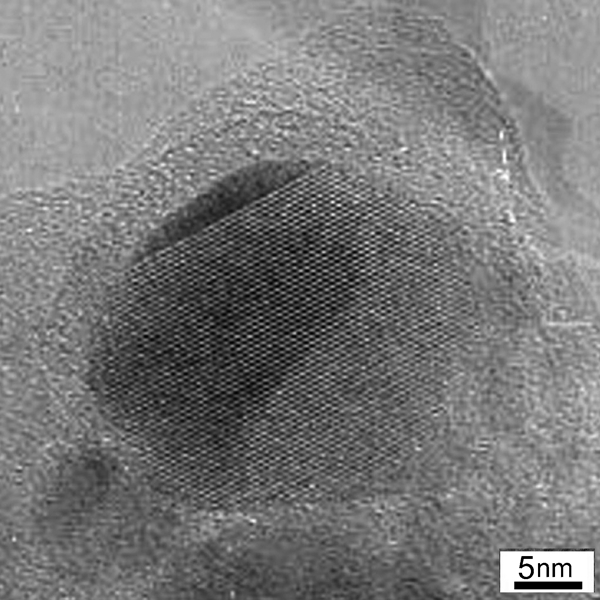
Image (HRTEM) of large oxide particle
Internal structure of oxides
The HRTEM observation of the internal structure of the oxides provides deep insight into the formation mechanism of the complex oxides. Figure 10a and b shows the HRTEM images of two small oxides with sizes of ∼10 and 5 nm respectively. It is interesting to find that both crystallised and amorphous domains can be observed in the above two particles, which is caused by partial crystallisation of the particles. This microstructure has also already been observed in ODS steels.17–19 Figure 10c and d shows higher magnification image showing the atomic structure of a perfectly crystallised domain and the region with a featureless appearance. The featureless appearance is thought to be due to the amorphisation.17,18 Several disordered cluster domains marked by circles are clearly present in Fig. 10d, indicating that the crystallisation is not complete.
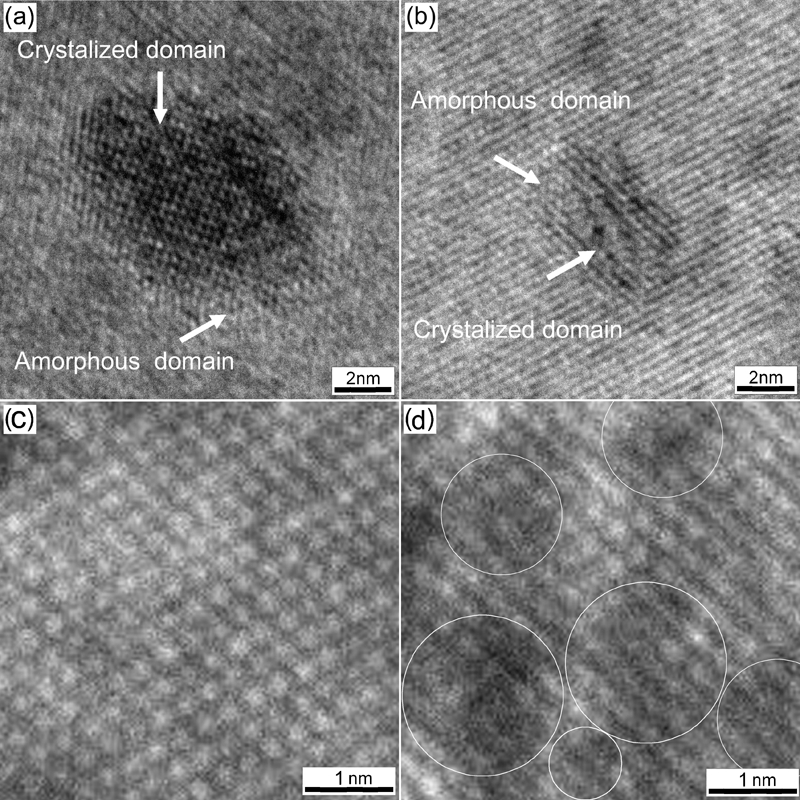
a, b images (HRTEM) of two nanoparticles and atomic structure of c perfectly crystallised domain and d partially crystallised domain
Figure 11 shows the HRTEM image of a relatively large oxide (∼30 nm in diameter) and corresponding EDS results. It is interesting to observe the oxide with core/shell structure, as shown in Fig. 11a. Note that the oxides with core/shell structure are only occasionally identified in the matrix. From the point EDS analysis shown in Fig. 11b, this special oxide is identified to be rich in Y, Hf and Al, but the composition of the shell cannot be accurately determined. It is considered that Y and O preferentially combined with Hf to form Y–Hf–O oxide core due to its high stability, while excess Al was repelled to the boundary of the oxide to form Al rich shell. From the formation mechanism proposed by Marquis, 9 Hsiung et al. 17 and Klimenkov et al., 20 the core/shell structure was formed as a result of the gradual growth of the complex oxide core from amorphous agglomerates, and the solutes contained in the matrix were depleted from the oxide cores during the crystallisation of nanoparticles. 21 At the same time, the shell could result from the migration of Al to the oxide/matrix interface. The shell thickness is likely dependent on the size of nanoparticles since the larger the particle, the more matrix constituents will be involved in the formation of the shell. This is the reason that a core/shell structure cannot be observed in finer oxides.
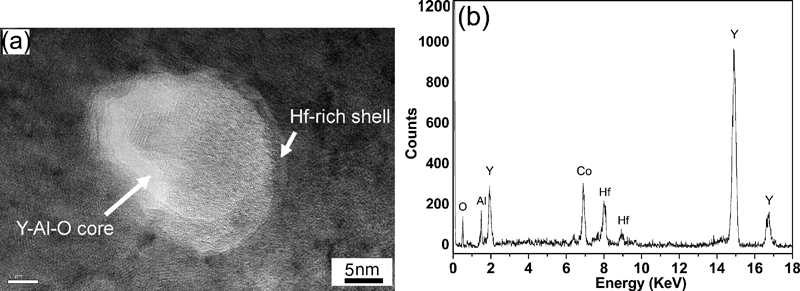
a image (HRTEM) of oxide with core/shell structure and b corresponding EDS results
It is considered that the partially crystallised domain and the core/shell structure are far from chemical equilibrium, and they are transition states. The partially crystallised nanoparticles would be fully crystallised, and the core/shell structure would transform to more stable oxides after heat treatment at high temperature. It is the case that the partially crystallised oxide and the oxide with core/shell structures cannot be found in the specimens after solution treatment at the high temperature of 1300°C.
Formation mechanism of oxides
Understanding the formation mechanism of the complex oxide is the key to better control the microstructure and to further improve the mechanical properties. Both the partially crystallised oxide and the oxide with core/shell structures provide the trace of the evolution of complex oxides. A revised three-stage formation mechanism is provided to elucidate the evolution of oxide nanoparticles.
First, mechanical alloying facilitates the fragmentation of Y2O3 particles and nanocrystalline structure through super heavy plastic deformation. It is noted that the nanocrystalline structure of the MA powder has the ability to accommodate the highly refined oxide fragments due to its high grain boundary area, a large amount of dislocations and ample point defects.22,23 Moreover, the participation of Al, W and Hf in the agglomeration favours the solid state amorphisation of the MA powder because the increased number of atom species makes it difficult to arrange the constituent atoms into crystallised structure. With the decreasing size of oxides, the long range order structure of crystalline phase (Y2O3) is damaged and gradually transformed into a disordered crystalline phase or an amorphous phase. The composition analysis shown in 7 Figs. 7b and 11b provides the proof of the agglomeration of the amorphous oxides with matrix constituents to form disordered clusters.
Second, the disordered clusters are in non-equilibrium state and tend to recrystallise during the consolidation process. It is supposed that the starting extremely fine crystallised area (∼4 nm) observed in Fig. 10b acts as a nucleation site for the precipitation of complex oxides. In the nucleation process, a large portion of interfacial area is coherent or partially coherent with the matrix. This reduces the interfacial energy. The decrease in interfacial energy favours the homogeneous nucleation of complex oxides, and it may account for the high number density of oxide particles obtained with the addition of Hf. 24
Third, crystallisation proceeds with increasing sintering temperature, resulting in the growth of oxide particle. In the meantime, complex chemical reactions took place between the atoms contained in the clusters, leading to the formation of Y3Al5O12, YAlO3 and Y2Hf2O7 complex oxides. The amorphous region observed in Fig. 10 was attributed to the partial crystallisation of the oxides, which is associated with the rapid heating rate and short holding time during spark plasma sintering process. With the growth of oxides, more alloying elements were involved in the formation of complex oxides, resulting in the increase in lattice strain and the loss of coherency.
In order to provide a rational explanation of the formation mechanism and stability of complex oxides, Gibbs energies of four kinds of oxides were calculated from the thermodynamic data,25,26 as demonstrated in Fig. 12. HfO2 has a lower Gibbs energy than the other three kinds of oxides. The stability of oxides is in the sequence of Al2O3, YAlO3, Y2O3 and HfO2. The preferential formation of Y–Hf–O oxide is related to the high affinity of Hf with oxygen. During heat treatment, high temperature enhanced the growth of dispersoids via the Ostwald ripening mechanism through the dissolution of smaller particles with the concomitant growth of larger ones.27,28 The lower growth rate of the alloy with the addition of Hf is attributed to the high stability of Y–Hf–O complex oxides, and the growth rate of the oxides was restricted, while the high growth rate of the alloy without Hf can be interpreted by the uptake of Al and the phase transition from Y2O3 to Y–Al–O complex oxides.
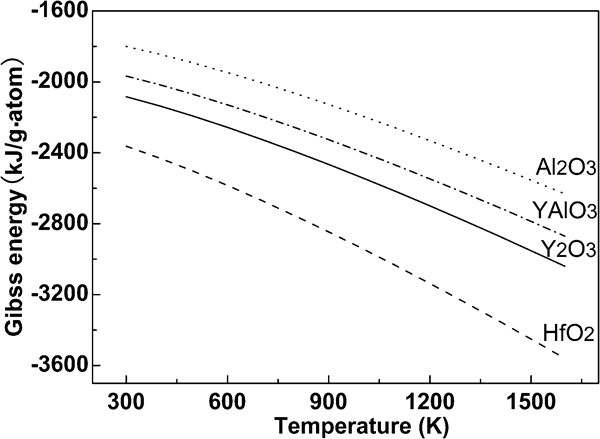
Gibbs energy of four kinds of oxides in Co based ODS alloys
Additionally, the nature of interface has a notable impact on the growth rate of oxides. For a coherent interface, the interfacial energy ranges between 5 and 200 mJ m−2; for a semicoherent interface, the interfacial energy ranges between 200 and 800 mJ m−2; and for an incoherent interface, the interfacial energy ranges between 800 and 2500 mJ m−2. 10 Owing to the fact that Y–Al–O oxides are incoherent with the matrix and show high interfacial energy, more Al preferentially aggregate to the interface and participate in the phase transformation to Y–Al–O complex oxides, inducing the growth of these oxides. On the contrary, Y–Hf–O oxide with coherent interface would inhibit the growth of oxide. Additionally, the diffusion of Hf may be retarded or even inhibited because of the strong affinity of Hf atoms for oxygen. Therefore, the low diffusivity of Hf can be part of the explanation of the high coarsening resistance of the Y–Hf–O oxides. The exact mechanisms dominate the stability of oxides with the addition of varied alloying elements needed in depth investigation.
Conclusions
Phase evolution, thermal stability, matrix/oxide interfacial structure and formation mechanism of the complex oxides in MA Co based ODS alloys were investigated, and the following results can be drawn.
Hf considerably refines the oxides through the precipitation of Y2Hf2O7 complex oxides, while Al induces the coarsening of the oxides by the formation of Y–Al–O complex oxides.
The coherency of the oxides is size dependent. Large Y–Al–O complex oxides are incoherent with the matrix, while small Y–Hf–O nanoparticles tend to be coherent or partially coherent with the matrix.
The extremely fine Y2Hf2O7 complex oxides demonstrate excellent coarsening resistance during heat treatment.
The observations of partially amorphous nanoparticles and the oxides with core/shell structure lead us to rationalise the formation of complex oxides by a three-stage mechanism.
Footnotes
Acknowledgements
The research was financially supported by the National Nature Science Foundation of China (grant no. 51104007) and the National Postdoctoral Foundation of China (grant nos. 20100480198 and 1104053). The authors greatly acknowledge Ukai.S from Hokkaido University for his direction on ODS alloys.