
Abstract
Cu–8 wt-%SmCo5 alloys were obtained through mechanical milling for novel industrial applications. Copper and SmCo5 powder mixtures were mechanically alloyed in a planetary ball mill to disperse SmCo5 fine particles in the copper matrix with the aim to modify the structural, mechanical, electrical and magnetic properties. The resulting alloyed powders were characterised as a function of milling time. Under the magnetic field, SmCo5 particles achieved Ms to improve the soft magnetic properties of copper–8 wt-%SmCo5 to be used in dielectromagnetic components. The magnetic properties of Cu–8 wt-%SmCo5 powders reached their optimum values after milling time ranging from 10 to 15 h. The consolidation of milled alloy powders was performed by uniaxial hot pressing at 923 K for 2 h under argon atmosphere to obtain dense compacts. The consolidation process resulted in good dense metal matrix composite materials with adequate properties of compression strength >900 MPa, 95 HRB in hardness, electrical conductivity up to 43% of that of the International Annealed Copper Standard (IACS) and magnetic properties such as coercive field, saturation and remanent magnetisation obtained at 218 Oe, 70·23 emu g−1 and 6·09 emu g−1 respectively at 300 K. The existence of a coercive field and a little magnetic memory of the consolidated system is a typical behaviour of magnetically soft materials. The variation of electric and magnetic properties and its dependence on structure strength change with milling time were discussed.
Introduction
Copper alloys exhibiting high mechanical strength together with high electrical and thermal conductivities at elevated temperatures are in increasing demand for several applications. However, the moderate tensile and yield strengths of copper over 700 K have to be increased in order to meet the design requirements for its advanced functional applications at high temperature. Conventionally cold worked or age hardened copper alloys do not satisfy the high temperature strength demands because of the effects of recrystallisation, dissolution and precipitate coarsening. In recent years, new copper alloys have been developed by reinforcing a small dispersed fraction of very fine ceramic particles as a secondary phase into the copper matrix. Among various ceramic dispersoids, Al2O3, TiC, NbC, ZrC, ZrB2 or TiB2 particles are commonly used to reinforce into copper, resulting in materials with elevated temperature strength, increased hardening and improved creep resistance.1– 5 Today, ECKA Granulate GmbH & Co. offers a new family of dispersion strengthened copper alloys with high temperature stability produced by a combination of mechanical alloying and reaction milling processes.6 Powder blending is a simple and efficient process to disperse fine reinforcing particles. A detailed description of the mechanical alloying process and mechanisms has been compiled by Suryanarayana.7 The consolidation of alloyed powders for specific applications requiring complete densification (train axles, metal inert gas/metal active gas welding tips, copper electrodes and resistance spot welding) has been carried out using common techniques such as cold isostatic pressing and hot extrusion. Owing to the excellent electrical conductivity of copper, new applications of copper composite alloys in structural and functional fields have been developed. Among them are alloys that exhibit great variations in electrical resistivity when the magnetic field is applied, known as giant magnetoresistance, which varies with the content of precipitated or dispersed magnetic particles in a metastable copper solid solution. Recently, we have investigated the magnetic behaviour of copper alloys and studied the effect of milling time and consolidation process on the structural, mechanical, electrical and magnetic properties induced by magnetic cobalt cluster of nanometric size precipitation in Cu–Co and Cu–Co–Ni alloys prepared by mechanical alloying.8,9
In view of investigating novel industrial applications of copper composite materials, we aimed to synthesise and characterise novel copper intermetallic (Cu–8 wt-%SmCo5) composite alloys by mechanical milling and establishing the relationship between structural, mechanical and functional (electrical and magnetic) behaviours applicable to advanced electromagnetic devices. SmCo5 is a well known compound that exhibits extremely high magnetocrystalline anisotropy and suitable for permanent magnet applications. The SmCo5 compounds have a field range from 16 to 25 MGOe, and the respective saturation magnetisation (Ms) can be achieved and calibrated with a moderate magnetising field. Since SmCo5 particles are very hard and brittle, its sintered magnetic parts as mechanical components are limited and cannot be used because samarium cobalt magnets are formulated for their magnetic properties and not for their mechanical properties. As SmCo5 fine particles get continuously fractured and could be dispersed in a ductile Cu matrix during mechanical milling, it is feasible to obtain a reinforced Cu based composite with high strength and moderate toughness for structural applications. Under magnetic field, SmCo5 particles will achieve a saturation magnetisation (Ms) that improves the electrical and soft magnetic properties to be used in dielectromagnetic components for functional applications.10,11 On the other hand, for binary Sm–Cu alloys, the SmCu5 is found, suggesting a complete solubility of Cu in SmCo5 structure.12 Many studies have been reported that the addition of Cu into the ferromagnetic compound (SmCo5) results in a permanent magnet with high values of coercive field in spite of the lowering in magnetocrystalline anisotropy.13,14 An incomplete solubility of Cu in the SmCo5 matrix leads to study the nature of disorder in Cu substituted SmCo5 compounds and the formation of disordered structure (SmCo7) during non-equilibrium process of mechanical alloying.12 Moreover, there is a possibility in the formation of nanostructured Sm2Co17 using mechanical milling. The Sm2Co17 based magnets are usually produced by powder metallurgical techniques involving sintering followed by a complicated aging heat treatment. The coercivity of this intermetallic is strongly dependent on the special microstructure developed during the aging heat treatment.15
According to our main purpose, Cu–8 wt-%SmCo5 alloys as granular materials were processed through mechanical milling, and the milled alloy powders were consolidated by hot pressing. The structural, mechanical, electrical and magnetic properties of the alloys were also studied and reported.
Experimental
Cu–8 wt-%SmCo5 alloys were prepared using a Retsch planetary ball mill operated at 250 rev min−1 using stainless steel vials (500 cm3) and balls (Φ = 20 mm) with a ball/powder weight ratio of 10∶1. The powder mixtures were prepared from atomised powders of Cu with a purity of over 99·5% and particle sizes of <80 μm and SmCo5 particles of size <20 μm. The containers were loaded under argon atmosphere with 48·5 g of the stoichiometric powder mixture and adding 1 vol.-% of ethylene glycol as a process control agent to prevent the agglomeration of powders during the first milling hours. Mechanical alloying was carried out for various milling times of 5, 10, 15 and 20 h. X-ray diffraction (XRD) studies of the alloyed powders were carried out with a Bruker AXS D8 diffractometer with Cu Kα radiation at current of 30 mA and voltage of 40 kV, from 2θ 25 to120° with a scan rate of 0·03° min−1. The morphology of the alloyed powders was characterised using a JEOL JSM-6380LV scanning electron microscope (SEM) equipped with an energy dispersive X-ray analyser (EDS). The contamination by Fe and Cr from milling media in the milled powders was determined by inductively coupled plasma. Since residual porosity has a detrimental contribution on the mechanical and electrical properties, the consolidation of Cu–8 wt-%SmCo5 alloy powders milled for 10, 15 and some 20 h was compacted by uniaxial hot pressing at 923 K for 2 h under argon atmosphere to achieve well dense samples. After consolidation, the microstructural features were analysed by SEM-EDS. The consolidated Cu–8 wt-%SmCo5 alloys were also characterised by their density and hardness (HRB). The magnetic properties of powders and hot compacted samples were measured using a physical properties measurement system in vibrating sample magnetometer mode of Quantum Design. The magnetisation loops were measured at 300 K. We determined magnetic properties such as saturation magnetisation (Ms), remanent magnetisation (Mr), coercive field (Hc) of the samples and their dependence with milling time from the magnetisation loops in the field range of −10 000 to +10 000 Oe.
Results and discussion
Characteristics of as milled alloy powders
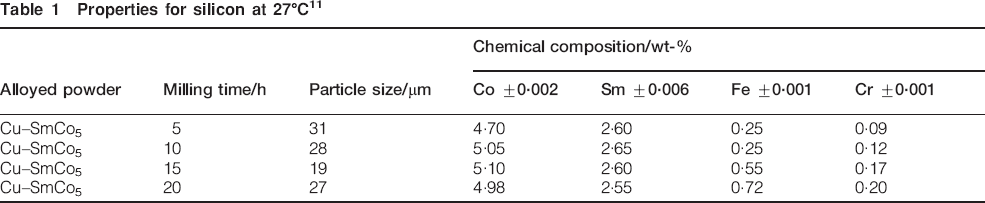
The mechanical milling process followed by characterisation of the resulting powders as a function of milling time was performed by SEM. Evolutions of size and morphology of the as milled powders were used to determine the optimal milling condition. Mechanically milled powders present a morphology of composite materials after severe plastic deformation. In the early stage of milling, powders were flat and wide size distribution with a mean value of ∼31 μm. A smaller and more uniform particle size was observed for milling times ranging from 10 to 20 h. A steady state particle distribution with some agglomeration of copper–SmCo5 powders for 20 h was observed. It was found that the milling time influenced the properties of the final product. A lower energy ball milling was accompanied by a smaller amount of impurities (Fe, Cr and O) incorporated during the milling process. As chemical contamination during mechanical milling has been reported in the literature,4 the chemical composition of milled powders in this study was determined by inductively coupled plasma. The results of particle size and chemical composition of the alloyed powders for different milling times are shown in Table 1. Figure 1 shows the XRD patterns of the Cu–8 wt-%SmCo5 alloys milled for different periods. In all the alloys, the peaks broadening with milling time suggest a decrease in grain size and/or increase of the microstrain. For the Cu–SmCo5 system, a slight shift of the main reflection of Cu towards higher angles can be observed with the incorporation of SmCo5 up to 5 h of milling. This could be due to the high density of defects created during milling, which generates a large lattice distortion. The disordered structures of SmCo7 and Sm2Co17 were not observed due the insignificant volume fraction. Although chemical analysis of the milled powders indicates contamination of iron, chromium and oxygen after different hours of milling, the XRD pattern of the alloyed composite powders showed mainly the presence of copper and copper oxides.
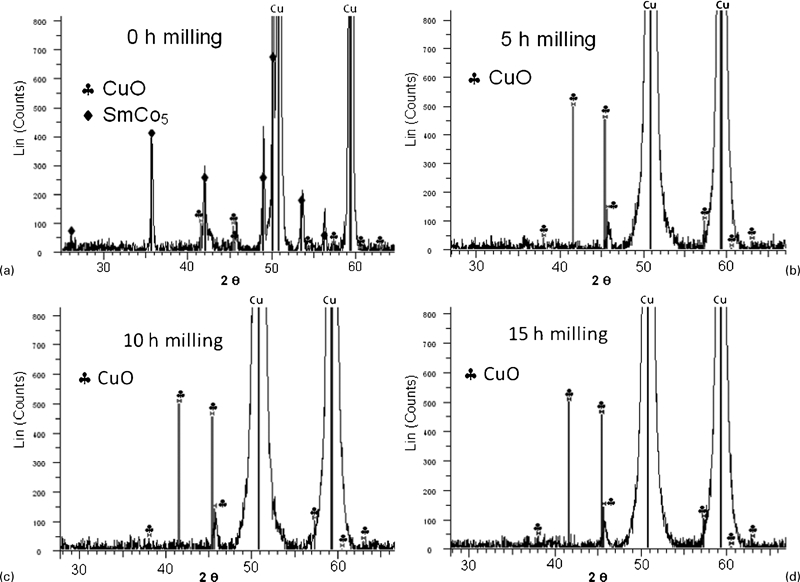
X-ray diffraction patterns of Cu–8 wt-%SmCo5 composite alloy powders milled for 0, 5, 10 and 15 h
Properties for silicon at 27°C11
Comparing the diffraction pattern of the initial blend of copper and 8 wt-%SmCo5 particles (Fig. 1a) with the one corresponding to the milled powder for 5 h (Fig. 1b), 10 h (Fig. 1c) and 15 h (Fig. 1d), the main difference is the absence of the SmCo5 peak. A broadening of Cu peaks is also noticed with increasing milling time. Massive plastic deformation during the milling process produces grain fragmentation and thus an increase of residual microstress. The reasons for deformation induced Bragg reflection broadening are the small size of the diffracting grains and the strain of lattice defects, especially dislocations. Penton et al. 12 explained that the broadening of the diffraction reflections of SmCo5 could be attributed to another defect like the appearance of sessile dislocations with disordered structure SmCo7 formation.
The magnetisation hysteresis loops at 300 K obtained for the samples shown in Fig. 2 suggest that Cu–SmCo5 alloys powder are soft ferromagnetic or super paramagnetic materials. The coercive field, saturation and remanent magnetisation obtained from the magnetic hysteresis loops at 300 K for the as milled Cu–8 wt-%SmCo5 composite powders are shown in Table 2. The superparamagnetic behaviour of the powdered alloy indicates that the powder composite is not homogeneous. The change in the magnetisation hysteresis loops for 15 and 20 h appears to be marginal respect to 10 h milling time. The variation in coercive field that was observed in the intermetallics can be attributed to several effects; the magnetocrystalline anisotropy with the initial formation of non-magnetic disordered structure like SmCo7 and Sm2Co17 during mechanical alloying and the pinning force of the magnetic domain wall motion due to the fluctuation of the magnetocrystalline anisotropy.
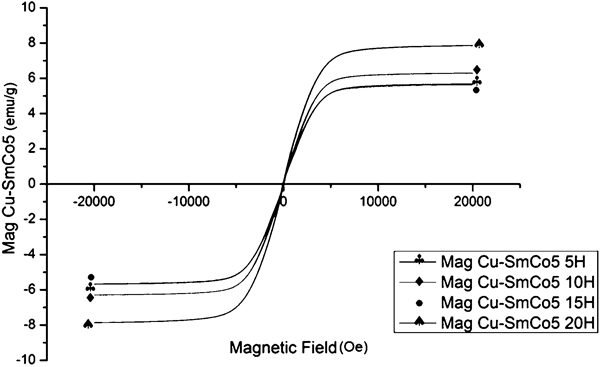
Magnetization hysteresis loops of milled Cu–SmCo5 powder measured at 300 K
Magnetic properties of Cu–8 wt-%SmCo5 alloy powders

Structural characterisation of hot consolidated composite
The microstructure of the hot compacted composite milled at 10–15 h was performed using SEM-EDS. The microstructural observation of Cu–8 wt-%SmCo5 alloys, milled for 10 and 15 h without etching, revealed a homogenous distribution of SmCo5 particles in the copper matrix, as shown in Fig. 3. Some defects from insufficient polish are evident. The SmCo5 particles are very hard and of brittle characteristic, which makes polishing during metallographic preparation difficult. The removal of SmCo5 particles is found to be easier when they are located in the pores of copper. On the other hand, the difficult to remove presence of polishing suspension and lubricant from pores could explain the presence of carbon. Quantitative analysis determined by ‘EDS spectrum’ revealed the presence of mainly Cu, Co and Sm in the particle–matrix zone, as shown in Fig. 3a. With higher magnification, Fig. 3b shows SmCo5 particles with smaller size <1 μm, as was measured with EDS. The copper, cobalt and samarium measured in different areas revealed a homogeneous distribution of SmCo5 particles dispersed in the copper matrix with the presence of segregated element type impurities from milling process. Thus, a diffusion reaction phase with the precipitation of small CuO particles was deduced during hot consolidation. Other oxide compounds would be formed by the reaction of oxygen, samarium and iron with copper in the interface between the copper matrix and the SmCo5 reinforcement particles and in the grain interiors (subgrain boundary). This effect was evaluated using XRD analysis, as shown in Table 3. Figure 4 shows the XRD patterns of the Cu–8 wt-%SmCo5 milled alloys for 20 h and consolidated. Sm2O2CO3 and SmFeO3 in 0·48 and 0·95 wt-% respectively were determined with the Rietveld analysis programme of TOPAS (Bruker AXS, version 4.0) for the XRD data refinement. Refinement analyses were carried out using space group and crystallographic information from the International Centre for Diffraction Data database. Using this programme, we calculated the weight percentage of the different compounds and the lattice parameters, as shown in Table 3.
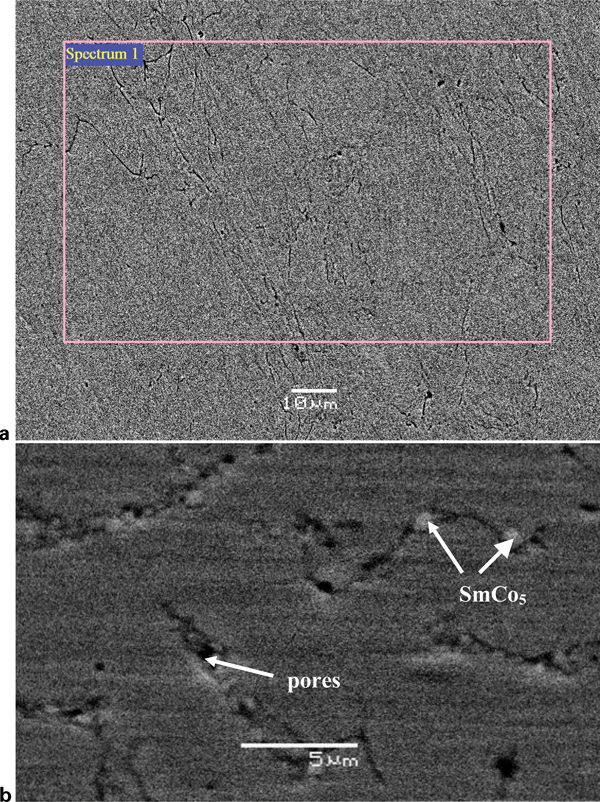
Images (SEM) of Cu–8 wt-%SmCo5 alloy milled for 15 h
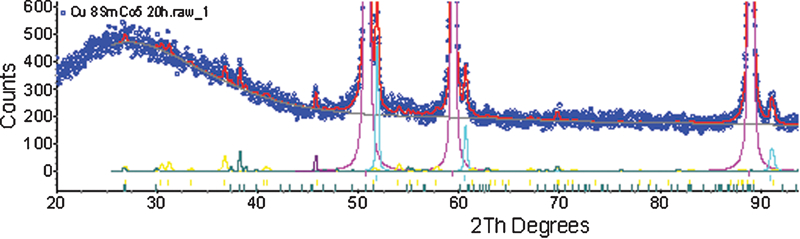
X-ray diffraction pattern of Cu–8 wt-%SmCo5 (20 h milled and hot consolidated)
Structural properties of hot consolidated Cu–8 wt-%SmCo5 milled for 20 h
In accordance with the experimental, the optimised data obtained for two hot pressed samples in each series have been presented in Table 4 and compared with those for wrought pure copper. Figure 5 shows the compression strength for two milling times. The mechanical properties have been presented in Table 4 as two parameters, indicating the sample's compression strength and hardness. After hot consolidation for 2 h, the hardness and compressive real strength for Cu–8 wt-%SmCo5 alloy (powder 10 h milled) reached 95 HRB and 920 MPa respectively. The lower mechanical properties measured for 15 h milling could be attributed to the higher volume fraction of pores due to the deficient hot consolidation process (probably needs higher temperature). The increase in hardness above pure wrought copper (28 HRB, 216 MPa as tensile strength) is mainly attributed to the distortion in the lattice and nanoparticles of SmCo5 dispersed in solid solutions that interact with the dislocation.
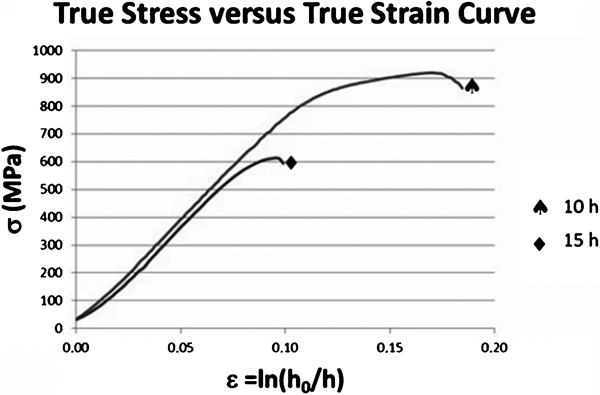
Variation of true compression strength of Cu–8 wt-%SmCo5 alloy milled for 10 and 15 h
Physical and mechanical properties of hot consolidated Cu–8 wt-%SmCo5

*Indicates in the section ‘Structural characterisation of hot consolidated composite’.
Electrical and magnetic properties of consolidated composite
The determination of electrical conductivity was carried out with the calculation of the electrical resistance for the hot consolidated alloys using a double Kelvin bridge. Table 4 shows that the mechanical properties increased significantly in both alloys and that the electrical properties have maintained a percentage above 40% IACS. The lower conductivity under 50% IACS may due to the presence of other non-electrical conductivity phases like impurities such as O, Fe, Cr and C observed in EDS spectra. The formation of Sm2O2CO3 and SmFeO3 and probably disordered structure of SmCo7 attributed to Cu substitution in SmCo5 particles result in an inhomogeneous complex microstructure. The hysteresis curves of hot pressed Cu–8 wt-%SmCo5 alloy milled for 15 and 20 h can be seen in Fig. 6, showing a soft ferromagnetic behaviour. The better soft magnetic properties obtained for consolidated compacts (Fig. 6) when compared with the composite powders (Fig. 2) suggest that the materials are suitable for commercial applications as dielectromagnetic devices in automotive and non-automotive applications. When the milling time is increased from 15 to 20 h, Hc decreases from 213 to 135 (±5%) Oe respectively due to the particle size reduced by fragmentation. An incomplete solubility of copper in the SmCo5 structure occurs with the disappearance of the SmCo5 peak, as observed with the XRD analysis of the Cu–8 wt-%SmCo5 milled alloys. It makes the system to get a softer magnetism and confirms the anisotropy the magnetocrystalline model. The presence of other non-magnetic particles or phases as mixed oxide such as samarium–iron and SmCo7 could explain that Cu–8 wt-%SmCo5 alloys suffered a gradual decrease in the coercive field (Hc) values, which need demagnetisation. These results show that a significant magnetic effect can be obtained in the presence of hard magnetic SmCo5 phase, but more investigations like TEM microanalysis are needed to quantify the real contribution of milling time.
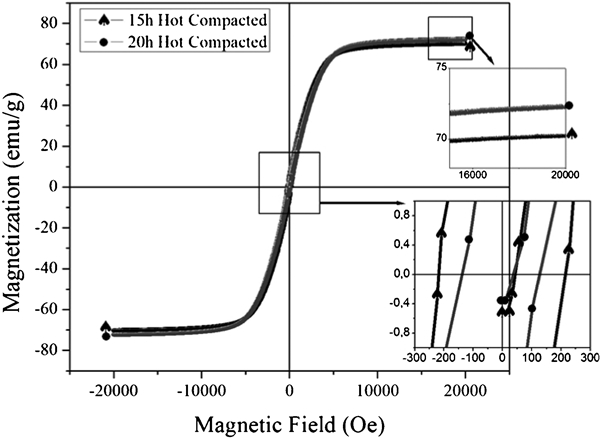
Magnetization hysteresis loops of hot pressed Cu–8wt-%SmCo5 alloy milled for 15 and 20 h and measured at 300 K
Conclusions
Dense metal matrix composites of Cu–8 wt-%SmCo5 alloys were successfully produced by mechanical alloying via the powder metallurgy route. The hot consolidation process resulted in well dense metal matrix composite materials with adequate mechanical properties of 8·2 g cm−3 density, high compression strength of 900 MPa, 95 HRB hardness and electrical properties up to 43% IACS for alloyed powder with 10 h milling. The microstructure revealed a homogeneous distribution of SmCo5 particles dispersed in the copper matrix. The XRD patterns of Cu–8 wt-%SmCo5 composite powders revealed complete incorporation of SmCo5 in the copper structure up to 5 h of milling. The magnetisation hysteresis loops at 300 K obtained for the hot consolidated composite Cu–8 wt-%SmCo5 evidence the soft ferromagnetic or superparamagnetic materials in nature. The Cu–8 wt-%SmCo5 alloys achieved a coercive field of 213 Oe for 15 h milling. The variation in coercivity observed can be attributed to the magnetocrystalline anisotropy and pinning force for the magnetic domain wall motion due to the fluctuation of magnetocrystalline anisotropy.
Footnotes
Acknowledgements
This research was supported by CONICYT-FONDECYT project no. 1100875 Chile, Cooperation Project CONICYT-Chile-CSIC-CENIM-Spain and Cooperation Project Universidad del Valle, Cali Colombia.