
Abstract
The present work concerns the processing of composite powders based on 7075 aluminium alloy by mechanical milling. A premixed powder (Alumix 431D, Ecka Granules, Germany) was used as the matrix material, and two different ceramic reinforcements (SiC and TiB2) were chosen as reinforcements. The main objective was to evaluate the effect of the content and addition method of the process control agent as well as the content and type of reinforcement on the microstructural and morphological evolutions of the powder particles during milling process and the as milled properties of the processed materials. Results showed that regardless of the starting composition, alloying took place through three stages, in which deformation, cold welding and fracturing of powder particles were the main mechanisms involved respectively. The mechanically milled composite powders showed a fine and homogenous distribution of reinforcement particles. A higher content of reinforcement resulted in a lower crystalline size for the milled powders (∼18 nm for composite powders containing 15 vol.-% ceramic particles).
Keywords
Introduction
Having a superior combination of mechanical and tribological properties, aluminium matrix composites (AMCs) have long been regarded as some of the best candidates for demanding structural applications in the aerospace and automotive industries. Among AMCs, particle reinforced AMCs have received considerable attention mostly due to their superior properties over monolithic alloys and lower cost of manufacturing compared to composites containing fibres. Mechanical milling is considered a convenient method for the production of particle reinforced AMCs1,2 with a fine and homogeneous distribution of reinforcing phase throughout the matrix, which is critical for a composite material to show superior performance over the corresponding monolithic alloy.3– 5
Mechanical milling is regarded as an advanced method for the processing of powder-based metallic materials. In the case of ball milling, the particles of a powder mixture are continuously trapped between colliding balls in a high energy ball mill, leading to repeated deformation, welding and fracturing of powder particles.2,6– 8 In the 1960s, mechanical milling was first developed by Benjamin and his co-workers for the production of oxide dispersion strengthened nickel-based superalloys.9 Today, this technique is used for the processing of a wide range of metallic products, including the powders of nanostructured alloys and composites. When mixtures of powders (of different metals or alloys) are milled together to obtain a homogeneous alloy through material transfer, ‘mechanical alloying’ is the term alternatively used to describe the milling process.
Mechanical milling is a complicated process. Hence, the processing of a product with the desired microstructure and properties entails the optimisation of many process variables, including, but not limited to, the type of mill, ball/powder weight ratio (BPR), milling speed, milling time and the type and quantity of the process control agent (PCA). Some of these process variables are interrelated. For example, the optimum milling time depends on the type of mill, the size and size distribution of the grinding balls, BPR, milling speed and the type and quantity of the PCA.6 The microstructural and morphological evolutions of powder particles during milling have been the subject of many studies.1– 4
Owing to the excessive plastic deformation during the milling of ductile materials such as aluminium, powder particles get severely cold welded together or to the grinding media, which hinder true alloying among powder particles. Therefore, PCAs are generally added to the ductile powder mixtures to reduce the effect of cold welding and to promote fracturing of powder particles during milling.6,10 Both the type and the content of PCA have a significant effect on the optimum milling time and the properties of the powders processed by mechanical milling. Extensive work has been carried out to examine the effect of different PCAs on the mechanical milling of metallic systems.11 Stearic acid, hexane, methanol and ethanol are some of the most important PCAs employed in the previous studies.6,10 Some work has also been performed to mostly evaluate the effect of the content of PCA on the average particle size and the particle size distribution of the mechanically milled metallic powders.12– 14
In addition to process variables, the composition of the starting powder is also important to the mechanical milling of metallic powders. In this regard, the effect of ceramic reinforcements on the mechanical milling of aluminium and its alloys has been studied. Although some researchers have experienced that ceramic reinforcement particles accelerate the milling process of aluminium and its alloys,4 some other researchers have reported a decelerating effect for reinforcement particles.2
The present work investigated the production of nanostructured alloy and composite powders based on 7075 aluminium alloy by mechanical milling. The main objective was to study the effect of PCA content and reinforcement content and type on the morphological and microstructural evolutions of the powder particles during the milling process as well as the as milled properties of the processed powders.
Experimental
The raw material used as the matrix alloy for this study is a commercially available premixed Al–Zn–Mg–Cu powder, Alumix 431D (Ecka Granules, Germany), with a chemical composition equivalent to AA 7075 alloy (5·6–6·4 wt-%Zn, 2·4–3 wt-%Mg, 1·5–2 wt-%Cu, 0·1–0·3 wt-%Sn and balance Al). The main component of the premix is atomised aluminium powder, which is mixed with a master alloy powder containing all of the alloying elements. The average particle size of the Alumix powder is 80 μm. Figure 1a and b illustrates the morphology and cross-section microstructure of the as received Alumix powder, showing that the particles of the premix have an irregular and elongated morphology, which is typical of atomised aluminium based powders.
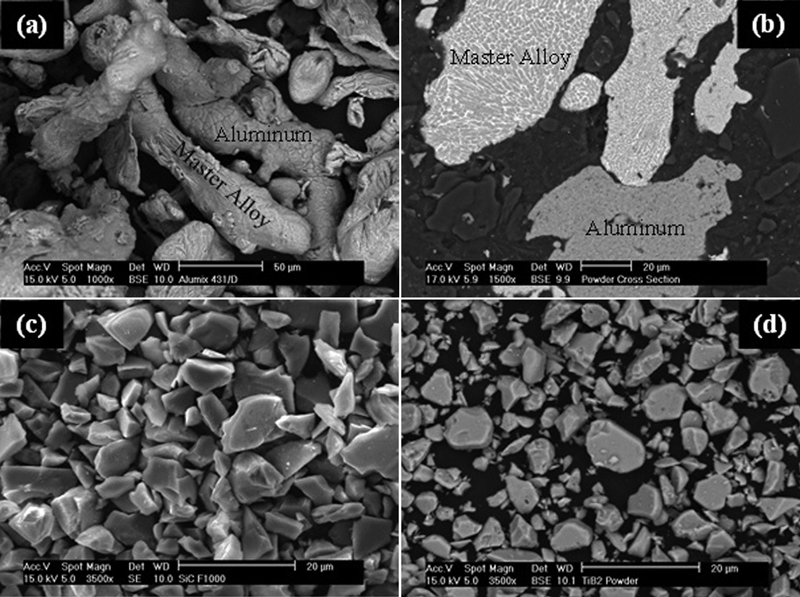
a morphology and b cross-section microstructure of Alumix powder and morphologies of c SiC and d TiB2 ceramic powders
In order to study the effect of PCA content on the mechanical milling of the matrix alloy, three different contents of PCA, namely 1, 1·5 and 2 wt-% stearic acid, were used for the milling of Alumix powder. In the case of 1·5 wt-% stearic acid, 0·75 wt-% of PCA was added at the beginning of milling, and the remaining 0·75 wt-% was added after 6 h of milling to study the effect of the PCA addition method. The milling was carried out using a horizontal attritor mill (ZOZ CM01 Simoloyer) with the following milling parameters: BPR 20/1, 5 mm grinding balls (AISI 420 stainless steel), milling speed 700 rev min−1 and Ar atmosphere. The optimum milling time for each powder mixture was considered the time necessary for the milling process to reach steady state, in which there is a balance between cold welding and fracturing of powder particles, leading to the stabilisation of the apparent density versus milling time curve.
In order to study the effect of reinforcement type and content on the mechanical milling of the matrix alloy, two different ceramic reinforcements, i.e. silicon carbide (SiC) and titanium diboride (TiB2), in three different contents, i.e. 5, 10 and 15 vol.-%, were employed. Figure 1c and d illustrates the morphology of the as received ceramic powders, showing that compared with TiB2 particles, SiC particles have rather sharper edges. The average particle sizes of SiC and TiB2 powders were 6·5 and 5·5 μm respectively. Powders of the matrix alloy and ceramic reinforcements were initially mixed for 90 min in a Turbula mixer. A composite blend refers hereafter to the mixture of the matrix alloy and ceramic reinforcement powders mixed using the Turbula mixer. Composite blends were then milled with the aforementioned milling parameters. According to the results of the study of the PCA content, 1 wt-% stearic acid was added to the composite blends as the PCA.
The as received powders, composite blends and milled powders in different stages of milling were characterised by their apparent density (MPIF standard 28) and average particle size (laser particle size analysis). Morphological and microstructural characterisations of the powders were carried out by scanning electron microscopy (SEM). In addition, X-ray diffraction was employed to determine the crystalline sizes of the milled powders using the Williamson–Hall method.
In this study, powder extraction efficiency refers to the weight ratio of the powder extractable at the end of the milling process to the initial charge and was considered as a criterion showing the tendency of the initial charge for cold welding.
Results and discussion
Content of PCA
The morphological and microstructural characterisations of powder particles at different milling times showed that, independent of the content of PCA, alloying (the formation of alloy powder particles) takes place through three main stages in which deformation, cold welding and fracturing of powder particles are the main mechanisms involved respectively. Eventually, mechanical alloying reaches a steady state in which there is a balance between cold welding and fracturing. The evolution of the cross-section microstructure of powder particles during the milling of Alumix powder containing 1 wt-% PCA is presented in Fig. 2, featuring the different stages of alloy development.
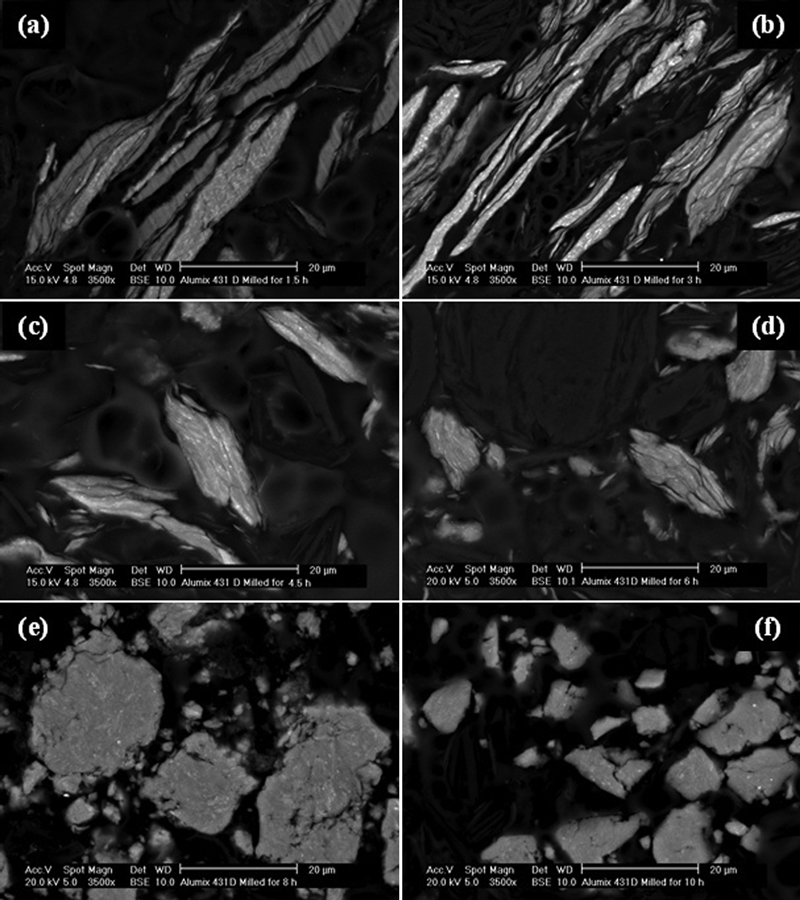
Evolution of cross-section microstructure of Alumix powder containing 1 wt-% PCA with milling time
As suggested by Fogagnolo et al.,3,4 the correlation between the apparent densities of the milled powders and the milling time can be used to follow the different stages of milling and the morphological evolution of the powder particles during the milling process. As shown in Fig. 3, the apparent density initially decreased and reached a minimum for all of the powder mixtures. Zero hour of milling time refers to the unmilled powder mixtures. In the continuation of milling, the apparent density recovered and approached the apparent density of the unmilled Alumix powder. The variation of apparent density with milling time can be explained by the changes in the morphology of powder particles during the milling process. Unmilled powder particles have an irregular morphology (Fig. 1a), resulting in a good powder packing and high initial apparent density. As shown in Fig. 2, at the first stage of milling, powder particles undergo severe plastic deformation, leading to a laminar morphology for the powder particles and, as a result, to a poor powder packing and the resulting decrease in apparent density. At the next stages of milling, the activation of cold welding and fracturing mechanisms evolves the morphology of the powder particles from laminar to equiaxial, causing the apparent density to approach the initial value. As expected, a higher PCA content caused the mechanical milling to reach the steady state in a longer milling time.
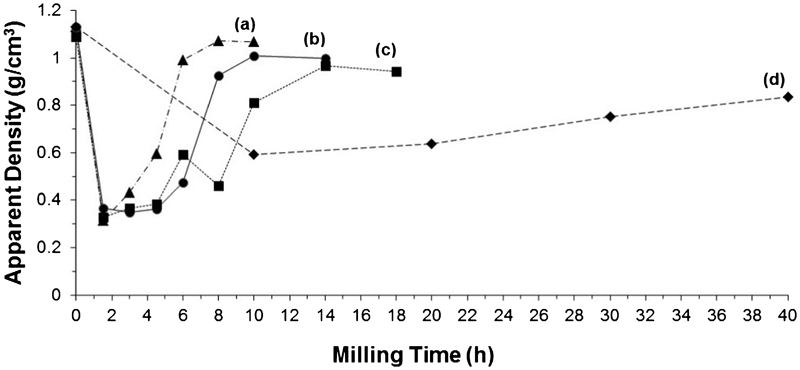
Apparent density as function of milling time for Alumix powder containing different contents of PCA
The effect of the content of PCA on various properties of milled Alumix powder is presented in Table 1. The presented milling times correspond to the milling times necessary for the stabilisation of the apparent density versus milling time plot for each content of PCA. These milling times were considered as the optimum milling time for each powder mixture. As seen, in addition to the content of PCA, the method of addition of PCA is also important. Compared with the Alumix powder containing 1 wt-% PCA, the powder mixture containing 1·5 wt-% PCA showed a more tendency for welding to the surfaces of the grinding balls and the mill container, resulting in less powder extraction efficiency for the latter mixture. This can be related to the different methods used for the addition of PCA to Alumix powder, in which 0·75 wt-% of the PCA was added at the beginning of milling, and the remaining 0·75 wt-% was added after 6 h of milling. The evolution of the crystalline sizes of the milled powders with milling time did not show any dependence on the content and method of addition of PCA. Only after 4·5 h of milling did the crystalline sizes of all the powder mixtures reached a minimum of ∼30 nm, which remained constant afterwards (data not shown). This milling time approximately corresponds to the end of the first stage of milling, in which plastic deformation is the dominant mechanism. In agreement with the findings of other researchers,12– 14 a higher content of PCA resulted in a lower average particle size. It can be found out that through the addition of 1 wt-% stearic acid to Alumix powder at the beginning of milling, milling time as short as 12 h is enough for the production of nanostructured alloy powder with a powder extraction efficiency of 96%. Although the optimum milling time for the Alumix powder containing no PCA is only 10 h, the corresponding powder extraction efficiency is very low.
Effect of content of PCA on various properties of milled Alumix powder

Content and type of reinforcement
Figure 4 illustrates the dependence of apparent density on milling time for the Alumix powder and some of the composite blends milled using 1 wt-% stearic acid as the PCA. As seen, unmilled composite blends had higher apparent densities compared with the unmilled Alumix powder, suggesting that the employed ceramic particles were small enough to be placed in the voids between the powder particles of the matrix alloy and not to interfere with the packing of the mentioned particles. On the other hand, the theoretical densities of the employed ceramic powders are higher than that of the Alumix powder, which may further explain the higher initial apparent densities of the composite blends.
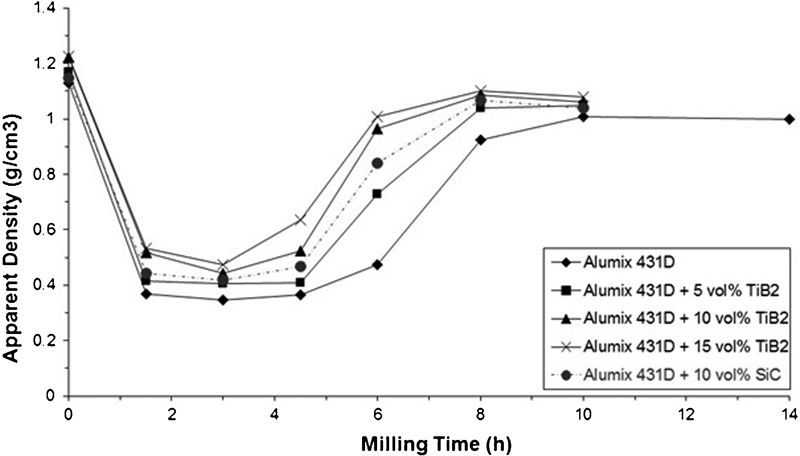
Apparent density as function of milling time and type and content of reinforcement (1 wt-% PCA)
The trends of the evolution of apparent density with milling time observed for composite blends were similar to that of the matrix alloy powder, implying that the mechanism of alloy development was not affected by the addition of ceramic reinforcements. Anyhow, the addition of ceramic reinforcements to the Alumix powder accelerated the evolution of apparent density with milling time, recommending shorter optimum milling times for composite blends. For example, 8 h of milling seems to be enough for the completion of the milling process for composite blends containing >10 vol.-% ceramic reinforcements. It was also found out that the accelerating effect of SiC particles on the milling process is almost similar to that of TiB2 particles.
Figure 5 illustrates the cross-section microstructures of the composite powder particles containing 5 and 15 vol.-%TiB2 after 10 h of milling, featuring the fine and homogenous distribution of reinforcement particles. No porosity or discontinuity is detectable at the interfaces of ceramic particles and surrounding matrix, assuring good bonding between the ceramic reinforcements and the matrix of the composite.
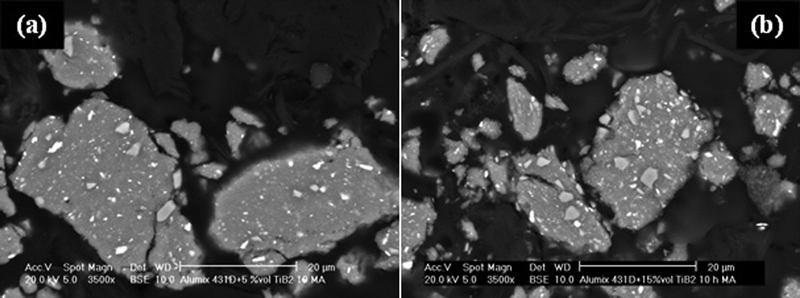
Cross-section microstructures of composite powder containing a 5 vol.-%TiB2 and b 15 vol.-%TiB2 after milling for 10 h
As shown in Fig. 6, the content of reinforcement severely affected the powder extraction efficiency. Higher reinforcement contents resulted in lower powder extraction efficiencies, suggesting that the addition of ceramic reinforcements enhanced the tendency of the matrix alloy for cold welding. The reasons for this effect of ceramic reinforcements are not completely clear. It is believed that in mechanical milling, there is a critical plastic deformation at which more deformation will cause cold welding while less deformation will not.4 Therefore, it seems that in the presence of ceramic particles, the matrix alloy experiences more deformation during milling, which promotes the tendency of the matrix alloy for cold welding. As a result, it can be concluded that the content of PCA employed for milling should be optimised based on the content of reinforcement.
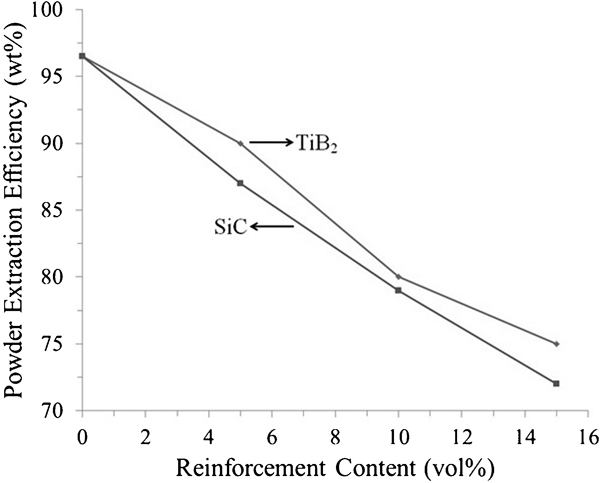
Powder extraction efficiency as function of content and type of reinforcement (1 wt-% PCA)
The effect of the content and type of reinforcement on the crystalline sizes of the milled powders is shown in Fig. 7. The measured crystalline sizes refer to the crystalline sizes of the matrix alloy powder and composite blends milled for 12 and 10 h respectively. As seen, a higher content of reinforcement resulted in a smaller grain size. Moreover, composite blends containing SiC had rather smaller grain sizes compared with composite blends containing similar contents of TiB2.
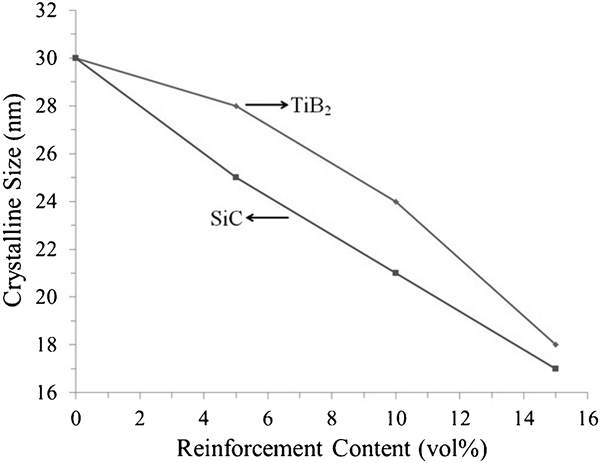
Crystalline size as function of content and type of reinforcement (1 wt-% PCA)
The minimum grain size achievable by mechanical milling is determined by the competition between the plastic deformation via dislocation motion and the recovery and recrystallisation behaviour of the material.6 Each factor favouring plastic deformation during milling can reduce the grain size achievable by milling. Considering the grain sizes presented in Fig. 7, it can be mentioned that in the presence of reinforcement particles, the matrix alloy undergoes more plastic deformation during milling. In addition, a higher content of reinforcement results in a higher level of plastic deformation for the matrix material. Basically, a higher content of reinforcement means a lower volume fraction of the matrix material, which is the fraction that essentially deforms during the milling process. Therefore, in a fixed BPR, a higher content of reinforcement implies a higher plastic deformation for the volume unit of the matrix material during milling, leading to a smaller grain size. On the other hand, it has been hypothesised that the reinforcement particles during milling can develop local deformation in their vicinity, probably leading to higher milling efficiencies in a fixed BPR and consequently to higher levels of deformation for the matrix material.
Conclusions
In this study, nanostructured alloy and composite powders based on 7075 aluminium alloy were processed by mechanical milling. The main conclusions derived from this study are the followings.
The content of PCA considerably affected the optimum milling time, the as-milled apparent density and the powder extraction efficiency. The employment of 1 wt-% stearic acid as PCA resulted in the optimum balance among the aforementioned items and consequently was considered as the optimum content of PCA for this study. In addition to the content of PCA, the method of addition of PCA is of great importance. Compared with the matrix alloy powder milled using 1 wt-% stearic acid as PCA, a longer milling time and a lower powder extraction efficiency were experienced for the same powder milled using 1·5 wt-% stearic acid due to the different methods of addition employed, i.e. addition of PCA in two steps.
Mechanical milling developed composite powders with a homogenous distribution of reinforcement particles throughout the matrix, even for the composite blends containing a high content of reinforcement. The addition of ceramic reinforcements to the matrix alloy powder accelerated the milling process. Anyway, the powder extraction efficiency was severely affected by the content of reinforcement. A higher content of reinforcement resulted in a lower powder extraction efficiency. In addition, composite blends containing a higher content of reinforcement possessed a smaller crystalline size after milling. Both effects suggest that the incorporation of reinforcement particles causes the matrix material to undergo more plastic deformation during milling.
Footnotes
Acknowledgements
The authors would like to thank the Comunidad de Madrid for their financial support of this work through the ESTRUMAT grant no. S2009/MAT-1585.
This paper is part of a special issue on ‘Euromat 2011: powder synthesis and processing for controlled microstructure’