
Abstract
Sintering is well established as a component fabrication approach. It has been applied to ceramics for 26 000 years. Metallic sintering is more recent, and cemented carbides are a relatively modern application. The science of sintering started to emerge in the 1940s and matured in the middle 1980s. Previously, empirical approaches developed many important products and concepts, ranging from porcelain dinnerware to automotive structural components, and included platinum crucibles, tungsten lamp filaments, cemented carbide drawing dies, bronze bearings and bonded abrasives. This article outlines how these products arose in an empirical trial and error approach before conceptualisations of sintering theory.
Introduction
Sintering is a thermal process used to bond contacting particles into a solid object. As a thermal treatment, it is crucial to the success of most ceramics and cemented carbides, several metals and a few polymers. Although the shaped body is weak before sintering, after firing, the properties compete with other fabrication routes. Most of the important uses for sintering came about before acceptance of any sintering theory. This paper summarises the history of sintering to show the platform that existed before the quantitative models, as covered in several references.1– 33
Archaeologists date early sintered ceramic objects back ∼26 000 years. Ancient sintered structures were found in several parts of the world. The first mention of sintering related to the thermal bonding of mineral particles. For example, in 1780, an English geologist used sintering to describe crusted stone formations in Iceland around hot geyser vents. The term was borrowed from cinder to describe agglomeration or hardening of mineral particles.
The US patent literature first used the term in 1865 with respect to mineral calcination. Previously, hardening of iron ore was called induration, but after the 1860s, sintering was used. Sinter plants were constructed for iron ore induration starting in the 1860s.34 By 1871, the term showed up in archival literature with reference to bonding minerals. Subsequently, sintering was widely used to describe ore agglomeration. Before 1900, most of the publications simply called it firing.
Metal sintering was evident in the early 1900s. For example, in 1913, Coolidge refers to his heating process to form tungsten lamp filaments as involving ‘…filaments are still further treated…to sinter together the refractory residue into a coherent conductor…’. For ceramics, sintering was initially reserved to describe the agglomeration of powders. Then, sintering was used in the technical ceramics literature starting in 1939. During the Second World War, the US Library of Congress published a survey that cited 700 publications and 600 patents.6 After the Second World War, sintering was broadly used to describe the heating of particles to produce components.
Sintering science awaited the development of a theoretical infrastructure built on concepts arising out of atomic theory and materials science. These developments began to converge in the 1940s, and with respect to sintering theory, a predicative theory matured in the 1980s.24,30,31,35– 38
Sintering literature
Engineering materials commonly processed by sintering are alumina, tool steels, steels, cemented carbides, stainless steels, titanium, copper, silicon nitride, titanates and zirconia. The first published reports on sintering started in 1829 for platinum. Now, more than 20 000 archival publications are issued each year on sintered materials. About 40% of this literature is on iron and steel, cemented carbides or alumina based ceramics.
Qualitative sintering science arose in the early 1900s as observations and commercial gains were made. In the late 1940s, the main qualitative requirements for sintering theory were enumerated by Rhines39 for solid state sintering and Lenel40 for liquid phase sintering. The move to quantitative models required considerable infrastructure gains that did not emerge until this same time. In addition, observation tools had to advance to provide quantitative data.
Empirical developments have dominated the history of sintering: new materials, phenomenological observations and commercial developments. The drivers come from two key topics:
design: how to fabricate a material into a component of specific size and shape by specification of the variables that range from particle size to peak temperature
properties: how to adjust parameters to produce target property combinations, such as strength or thermal conductivity, while minimising cost.
Many sintered products emerged from empirical efforts long before models allowed for optimisation. Optimisation implies that a mathematical relation can be solved for a maximum (say, strength) or minimum (say, cost). It took a long time to reach a point where those relations existed, so empirical approaches constituted the bulk of our history.
Historical segments
Early sintering arose from the observation that a green body strengthens as a result of firing. Use of sintering is evident in archaeological artefacts where only piecemeal remains tell the story. After 1700, the developments are documented, so the general sense of historical segments is as follows:
sintered artefacts, before 1700: constructed from archaeological evidence; much of the detail is lost; examples include early earthenware and simple metals
trial and error sintering, starting ∼1700: records exist showing trial and error approaches; examples are porcelain, iron, platinum and minerals
qualitative sintering models, 1900–1950: conjecture to create a foundation for sintering while empirical work expanded to tungsten, cemented carbides, alumina, steels and bronze
quantitative sintering models, starting 1945, maturing in 1985 and continuing today: mathematical models for neck growth, densification, shrinkage and surface area loss as functions of particle size, time, temperature and pressure.
The field has been dominated by empirical developments up to the gelation of sintering theory in the middle 1980s. The effort here is to document the platform that existed when predictive sintering computer models emerged.
Sintered artefacts
Archaeological findings show that shaped ceramic bodies were fired in fire pits as early as 24 000 BC in what is now the Czech Republic. This was followed by periodic advances as outlined in Fig. 1.
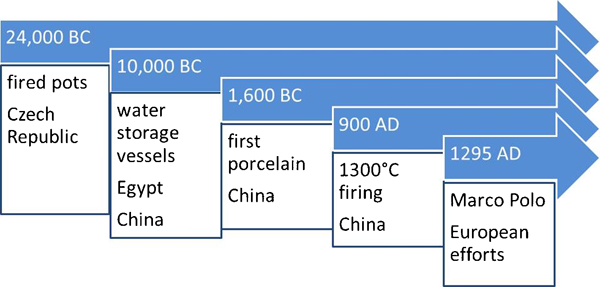
Approximate timeline for early ceramic earthenware firing and its maturation to porcelain production
Early pots were not very strong, rarely survived intact and, because of porosity, were not very useful. By ∼10 000 BC, fired clay vessels were used for water storage as techniques were mastered for sealing surface pores. Archaeological recoveries in Egypt, China and the Middle East also document several examples of fired beads, amulets, figurines and earthenware vessels, dating back to 6000 BC.
Glazes were developed ∼3500 BC in the eastern Mediterranean regions. These glassy phases crystallised on cooling. Lead containing glazes emerged in Babylon using multiple layers to form an impervious coating. Tin oxide glazes arose ∼700 BC in Persia. Glazed tiles came from this base and remain in production today.
Porcelain
Porcelain was a valuable sintered product. A key to porcelain production is attaining a high firing temperature. By ∼1600 BC, the firing process improved sufficiently to produce the first examples. Chinese kiln designs enabled firing temperatures of 1300°C. This allowed quartz to partially dissolve into silicate glass, giving crystal precipitation on cooling to improve strength. Accordingly, porcelain emerged as a high strength and leak free product. The early success of the Chinese porcelain was widely recognised.
Likewise, fired casting moulds for bronze were fabricated from sintered ceramics. Figure 2 shows a bronze casting made by the Hittites at ∼1500 BC. The ceramic mould firing concept spread along the trade routes and emerged in China by 1000 BC.

This bronze statue demonstrates advanced casting moulds developed by Hittites using sintering
By 900 AD, porcelain production was an important industry in China, Korea and Japan. Marco Polo carried porcelain from China to Europe, initiating intense interest. The history of early porcelain is mostly from archaeological remains, but one document detailing Chinese processes was written by Song in 1637 in the form of an industrial encyclopaedia. He details the porcelain process, noting a ‘dragon kiln’ design that enabled higher firing temperatures.
By 1580 AD, an inferior porcelain sintering practice developed in Florence. Although not competitive with porcelain from China, this set the stage for efforts across Europe. The most famous was by Böttger. His apothecary training guided him in systematic experiments using mixtures of quartz, feldspar and kaolinite. He fired in a multiple step cycle reaching ∼1400°C, giving a final product consisting of quartz, mullite and glass. In the absence of phase diagrams, Boettger's success came from examining a broad range of minerals using high firing temperatures.
Böttger was held prisoner near Dresden following his mistake of doing an alchemy demonstration, most likely via a swap of gold for silver. His imprisonment was to ‘protect’ his secret for the monarchy, since knowledge on how to transmute lead to gold was of great value. While in prison, Böttger had the side success with porcelain. Although he was unsuccessful in alchemy, his porcelain led to the creation of a factory that ramped up production from 1708 to 1725.41 Böttger's work isolated many variables familiar to anyone working in sintering today.
Iron, copper and silver
As outlined in Fig. 3, the sintering process for metals was repeatedly discovered and usually involved repressing. Early examples of sintered metals included gold, silver, copper and bronze dating from ∼3000 BC. In Egypt, sintered iron artefacts trace to ∼2800 BC. Forged iron powder implements were discovered in Tutankhamen's tomb, one of the few Egyptian tombs not raided in ancient times.
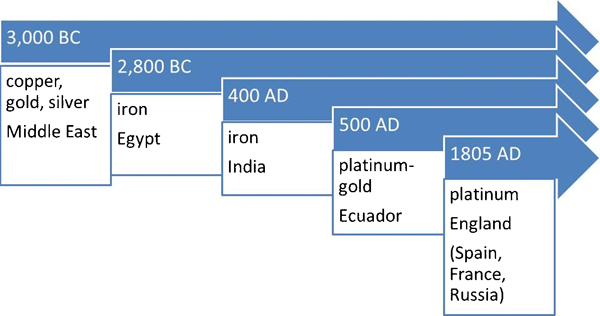
Simplified time line for early developments in sintered metals, indicating approximate time, metal and location
The Egyptian iron artefacts were fabricated by the Hittites using a recarburisation process. Iron oxide was heated in a reducing fire, probably charcoal, and hot hammering forced the sintered iron agglomerates into dense, simple shapes. When reheated, the iron absorbed carbon to become steel, most desirable for swords and shields. Variants of this process were discovered in Bulgaria, China, Greece and India. Based on impurity chemical analysis, these were independent activities.
In India, both metal powder fabrication and sintering were established by ∼400 AD, providing sources of iron, gold and silver. The most notable example of sintered iron is the 7·2 m tall Delhi iron pillar weighing over 6 t. This pillar has 0·25% phosphorous with 0·15% carbon and traces of nickel, copper, silicon and manganese. On cooling, the phosphorus forms a passive film that provides corrosion resistance. Iron ore mixed in clay crucibles was reduced in charcoal fires to form sintered agglomerates. The product was a porous iron lump. With reheating and hammering, simple shapes resulted. A combination of hot forging, as an additive process, and cold chiselling, as a subtractive process, gave the pillar.43
Subsequent developments in England turned to burned coal (coke) for oxide reduction and alloying, i.e. quenching and tempering, producing an exceptional strength. When layers of high and low carbon sponge were hammered together, a laminate of hard and tough phases resulted. Persian merchants carried this formulation to Damascus, where armourers formed sword blades. Other metals such as silver and gold were formed in similar processes without the first reduction step.
Trial and error sintering
Starting in the 1700s and 1800s, the trial and error approach to sintered components is better recorded.42
Platinum crucibles
Platinum has a melting point much higher than the flame temperature attained by wood or charcoal fires. Since platinum powder is found in nature, early fabrication relied on compaction and sintering and hot forging.
The Inca sintered gold–silver–platinum jewellery in Ecuador and Colombia starting ∼300 BC. The peak sintering temperature was near 1100°C, sufficient for melting gold and silver. Liquid phase sintering provided a variety of object: needles, spoons, fish hooks, forceps, nose rings and safety pins. Fabrication used compacting, sintering, forging and annealing, the latter steps repeated until the desired geometry was attained. Both yellow and platinum colours were formed, with high gold (12% platinum) or high platinum (6–85%). These compositions straddle the miscibility gap in the Au–Pt phase diagram shown in Fig. 4.
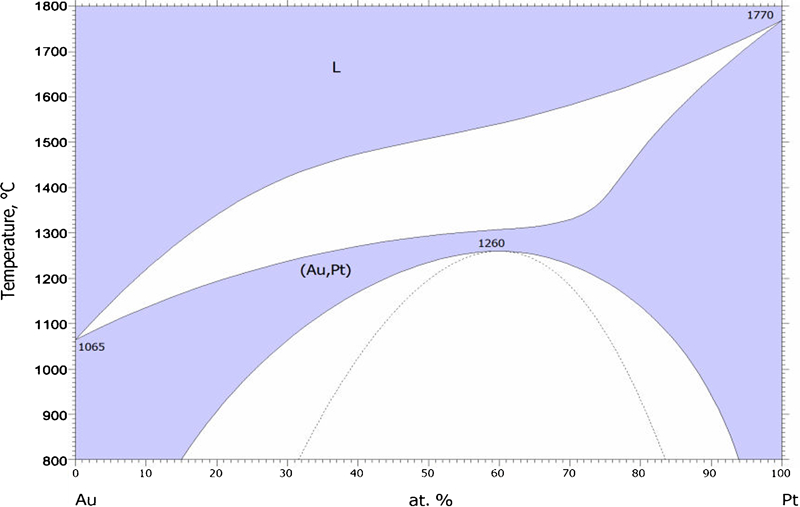
Gold–platinum binary phase diagram to illustrate how early empirical platinum sintering avoided miscibility gap
In the 1500s, samples of sintered platinum arrived in Spain and were copied to form jewellery.44 A rash of platinum sintering efforts followed across Europe, relying on lead, arsenic or mercury additives. Repeated heating and deformation cycles, up to 30 times, using charcoal fires were required. Arsenic formed a deep eutectic with platinum to allow liquid phase sintering. After densification, the arsenic was evaporated. Later, mercury was used and taken to production in 1816. The avoidance of these toxic additions eventually became the successful route to sintered platinum. Possibly, it was a matter of those individuals using toxic additions not surviving.
Early reports showed platinum powder was easily compressed when heated. This led to the consolidation process practiced by Wollaston. He developed a means to form platinum objects by sintering, an idea he protected until his death in 1828.45 Between 1805 and 1828, Wollaston sold custom fabricated platinum crucibles. Competitive offerings of the time suffered from defects. By 1809, his efforts were producing 13 kg crucibles in his London laboratory, a route subsequently licensed by Johnson, Matthey and Company. Wollaston's process description is the first published document on metal powder sintering. However, the details were not precise, since means did not exist for measuring parameters such as particle size and sintering temperature.
By 1820, platinum was adapted for incandescent lamps. It is no surprise then that the idea of compaction, sintering and hot working spread to Coolidge's tungsten filament efforts years later.
In Russia, platinum studies were started by Musin-Puskin at the Mining Cadet Corps of St Petersburg.46 Like earlier approaches, he used amalgams to form the powder with subsequent distillation to remove the mercury. The resulting powder was heated to sinter the granules, giving a malleable form of platinum. This approach failed to move into production and ended in 1805.
Twenty years later, a discovery of new platinum deposits in the Urals restarted the platinum sintering effort at the same institute. As a royal monopoly, it was a significant revenue source, so conversion of platinum into coinage became imperative. Sobolevskii took up platinum consolidation and, in 1826, formed platinum in a manner similar to Wollaston.47 This duplication was not recognised since Wollaston's details were kept secret until his death. Between 1828 and 1845, Russian coinage production using sintered platinum totalled ∼14 t.
Many important discoveries took place in the quest to produce platinum. Owing to combustion temperature limits, only sintering and liquid phase sintering approaches were viable. The early recipes lacked quantitative character and were imprecise. For example, ‘red hotness’ is a subjective temperature specification; high temperature gas thermometers did not emerge until 1828. Although not alchemy, platinum sintering in the 1800s showed no appreciation for the underlying events. This was evident still in 1923 when Smith48 conjectured that platinum sintering was caused by melting point depression. Consideration of diffusion events came in the 1940s.
Other metals
Other metals were produced by related approaches, including copper, silver and lead. In 1830, Osann sintered copper powder in a manner similar to Wollaston. The powder was precipitated and reduced using charcoal heating. Coins were fabricated by sintering in sealed containers to avoid oxidation. By 1841, articles from copper, silver and lead were in production using a simplified press–sinter approach. Osmium emerged in the 1870s and tungsten in 1900–1910. The processing diversity shown in Fig. 5 was already evident with the early sintered metals, but still was not termed sintering.
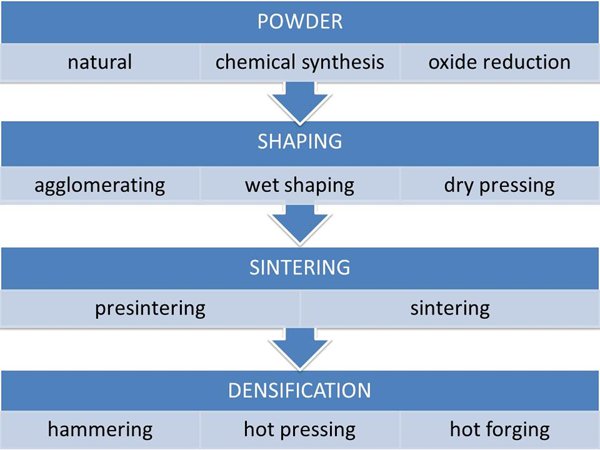
By early 1900s, several options were demonstrated for how to form metal powders, and this outline provides sense on variety of approaches in use
Iron ore induration
The term sintering arose to describe thermally agglomerate iron ores. To make steel, iron ore is fed into melt furnaces as large pellets. Small particles that feed improperly were agglomerated to form pellets, initially in heated rotary kilns. Sintered pellets are easily transported and turned waste iron dust into a valuable material.
By the 1900s, large scale systems were in use, where iron bearing mineral particles were mixed with graphite or gasoline and fired to form cakes.49,50 Figure 6 is a picture of a sintering plant, giving evidence of the application scale by 1912.
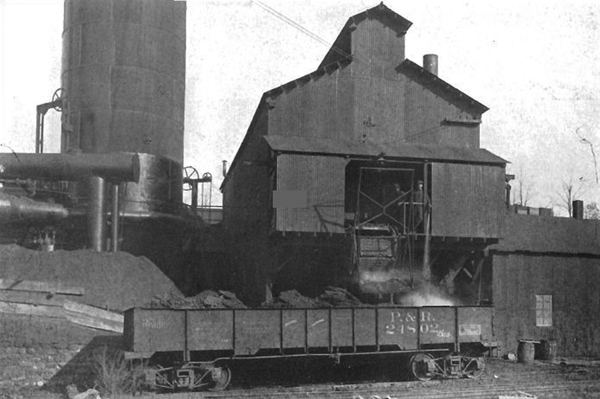
This picture is of iron ore sinter plant in 1912, where dust was agglomerated for feeding steel melt facility
In the 1930s and 1940s, ore induration expanded to include a range of materials. Today, iron agglomeration is a large tonnage application for sintering, with production plants sintering up to 20 000 t/day.
Light bulb filaments
The race to develop the electric light took place over many years and locations. Davy invented an electric lamp in 1809, and Goebel invented a glass bulb with carbonised filament in 1854. By 1874, Woodword and Evans invented a design that they sold to Edison. In 1878, Swan created a carbon fibre filament bulb with a life of 13 h. The next year, Edison patented his version with a carbon filament and 45 h filament life. The design eventually reached longer than 1000 h life using direct current.
Various refractory metals were substituted for the carbon filament, with initial success using osmium and tantalum. Tungsten filaments formed by chemical vapour deposition were known in Hungary by the early 1900s. Voelker patented electric arc sintered tungsten filaments in 1900. An incandescent tungsten filament lamp attributed to Lodygin was exhibited at the 1900 Paris World Exhibition. Then, in 1906, Lux51 patented flash electric current sintering (1 s at 10 A mm−2) to make tungsten filaments (wrongly attributed to his patent agent Bloxam).
In 1908, Coolidge developed a long lasting ductile tungsten filament useful in alternating current. His tungsten filament was formed by direct current sintering a pressed powder ingot that was subsequently hot worked and drawn into wire. Almost the same powder metallurgy process was discovered earlier for platinum; however, critical details of Coolidge's discovery required years to understand. Indeed, in 1948, Kuczynski was trying to unlock the discovery. The secret was in how to pin the tungsten grain boundaries with impurities to give long operating life.
To work on the lamp filament problem, Edison hired Whitney, a professor at MIT who became General Electric's research director. In turn, he recruited Coolidge from MIT and Langmuir from Stevens Institute of Technology. This was the most successful collaboration. In 1932, Langmuir became the first industrial chemist to win the Nobel Prize. Figure 7 is a photograph of the three pioneers.
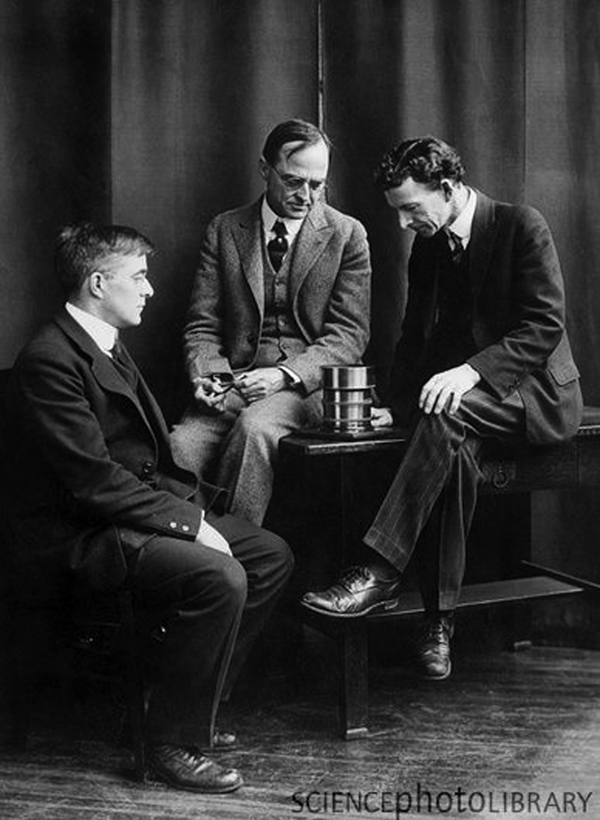
This photograph shows team of Langmuir, Whitney and Coolidge at General Electric Research Laboratories
In Coolidge's approach, reduced tungsten powder was compacted into an ingot and sintered at 1000°C in a hydrogen–nitrogen atmosphere. Final densification was achieved by direct electrical current sintering near 2200°C. The sintered ingots were hot swaged and drawn into wires using diamond dies. When incorporated into Edison's design, the tungsten filament operated in alternating current for hundreds of hours. Langmuir determined the addition of gas to the bulb retarded tungsten evaporation, enabling longer life with higher light intensity. Further, he determined how coiling the filament improved life and reduced discoloration of the bulb.
In 1917, Pacz determined that intentional potassium additions gave a desirable interlocking grain structure, and in 1922, Smithells correctly identified a range of alkali oxides as most effective, since they withstood reduction by hydrogen during sintering. Thus, inherent to success were two factors:
low impurity level from sintering in hydrogen at a high temperature
small grain size from grain boundary pinning using dispersoids.
The combination of microstructure pinning and hot deformation leads to elongated grains pinned by dispersoids to prevent premature failure. In the early filaments, the dispersoids were inadvertently introduced via the crucibles used for the first sintering stage, but this fact was not initially understood. Only years later were grain shape, grain orientation and grain pinning identified as critical factors.52 Soon after the commercialisation of tungsten incandescent lamps, a host of related refractory metals were manufactured with similar press–sinter–deform routes. All of this tracing back to the Wollaston process.
Cemented carbide dies
Tungsten is a hard metal, so it quickly wore out diamond drawing dies. Wear resistance in tool steels and cobalt allows was traced to carbides. Thus, the previously discovered hard WC became a target for use as a wire drawing die material.
The direct synthesis of tungsten carbide took place using an electric furnace process. Moissan (1906 Nobel Prize) generated much interest with his 1897 book The Electric Furnace. He described the synthesis of new tungsten–carbon compounds, and Williams then formed pure WC. Electric current sintering was first used for tungsten in the 1900s. By 1922, d'Adrian combined spark sintering and pressure, and in 1955, Lenel densified titanium, zirconium and a host of metals in the first commercial machine.53
Early reports on WC said that it was as hard as diamond. Since diamond dies were required for drawing tungsten lamp filaments, effort went into finding a lower cost die material. Early carbide dies were formed by casting WC, but they were brittle. By 1914, a mixture of WC and Mo2C was sintered at 2200°C, but this also was brittle. Research turned to infiltrating porous carbide bodies with iron and casting mixtures of carbides and transition metals.54
In 1919, Osram appointed Skaupy as director of research on lamp materials. Under his guidance, the research involved Tammann as a powder metallurgy expert. Pure WC was formed by reacting tungsten with graphite. The resulting WC powder was mixed and milled with nickel, cobalt or iron and liquid phase sintered at ∼1500°C.55 For unexplained reasons, only Schroter and Jenssen were listed on the tool and die patent in the USA (no. 1,551,333), excluding other team members.
Testing verified the success of WC–Co as a die for drawing tungsten lamp filaments.56 The patent for WC–Co dies was licensed to several firms for tungsten filament wire drawing, sensibly using sintering to form the dies to draw sintered powder. Cutting applications were not the initial intent. Cutting and drilling applications of course eventually became dominant.
A succession of inventions arose around the initial composition. Most were driven by a desire to lower cost and improve properties, generally leading to 6–12% transition metal (Co, Ni and Fe). The important compositions and processing steps were known by the 1930s.57,58 Most of this effort was on compositions and not focused on sintering, which is practiced today in a similar liquid phase treatment. Metal cutting, drilling, metalworking and oil well drilling make this an enormous application for sintering, with drawing dies still an important application for wire products.
Accelerated developments
From this base, the empirical developments in sintering accelerated. Mixed powders began to take hold, and this was instrumental in the development of materials for protection against radiation, bronze self-lubricating bearings, abrasives and metal bonded diamond abrasives, oxide ceramics and ferrous automotive components.59– 70 Interest in ferrous component fabrication by sintering accelerated after the Second World War because sintering was successfully used to form rotating bands for artillery shells. Indeed, rapid growth occurred after the 1940s, as evident by the plot in Fig. 8 of iron powder shipments in North America since 1940.
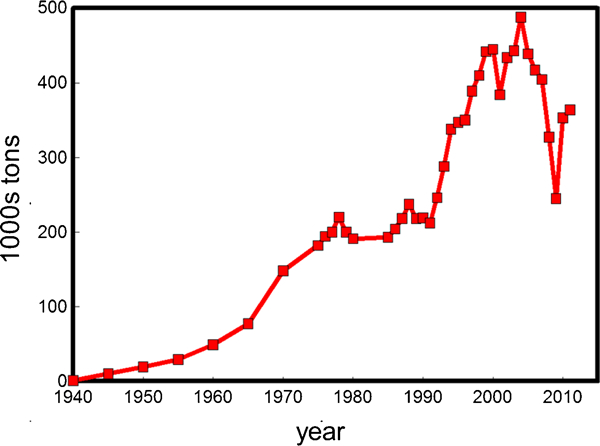
This plot gives metric tons of iron powder consumed from 1940 to 2011: ∼80% of this is used for production of sintered automotive components
Qualitative sintering models
Sintering theory lagged far behind commercial applications, but qualitative models emerged from the empirical. Quantitative theory required considerable infrastructure gains far beyond the reach of the sintering community, largely associated with atomic theory. Furthermore, observation tools had to advance, so quantitative sintering concepts awaited developments in a variety of fields.3,5,8,39,40,71– 73
A first step in the transformation was the two particle viscous flow concept of Frenkel.74 Subsequently, Kuczynski used surface diffusion to explain neck growth between copper spheres.75 Both models had errors; for example, Kuczynski had no densification in his conceptualisation, but it was the start of quantitative sintering models. From this base, a host of efforts arose. Most important were those leading to computer simulations to predict product characteristics from the operational parameters.76– 80 Most notable in the early efforts were the multiple mechanism programs offered by Ashby et al. 37,76– 78 Subsequently, many individuals worked to transform empirical observations into quantitative theory as documented in several textbooks.17,24,30,31,35 Today, the two key questions are:
technical: can the component be made to specification?
economic: what is the cost?
When we examine sintering practice, including minerals, metals, ceramics, polymers and cemented carbides, the field is enormous. However, in almost all cases, the current applications are built on a foundation of empirical observation: the old trial and error approach. Sintering theory is advancing to provide accurate answers to the above questions; however, the inherent variability in sintering and the sensitivity to many factors make experiments a core necessity.
Summary
Several empirical developments in sintered materials supported one another. Developments in platinum seeded how tungsten was sintered to make lamp filaments. The direct current techniques for the synthesis of WC became the basis for tungsten sintering. Then, wire drawing dies for tungsten lamp filaments required sintered cemented carbides. In turn, diamond composites emerged to finish the carbides dies. Artificial diamonds required high pressure structures that relied on sintered carbide anvils. In turn, abrasive finishing and wire drawing machinery required low friction porous sintered bearings.
Sintering has propagated into a wide range of applications. Each development seeds new questions. In recent years, the advent of nanoscale powders opened small device applications in electronic and biomedical fields, so many advances are ahead for sintering. However, consistently, the empirical trial and error approach has been most successful in developing the most significant gains.