
Abstract
Powder metallurgy is an effective way to produce the complex shaped soft magnetic materials, and also to decrease the eddy current loss in high frequency by subdividing the eddy current area due to the small grains. Especially, metal injection moulding (MIM) process allows nearly full dense and net shaping of a variety of engineering materials. The application of MIM process to hard and brittle materials such as ferromagnetic materials demonstrates the potential of this novel process. This study considers the processing of three types of soft magnetic materials such as Fe–6·5Si, Fe–9·5Si–5·5Al and Fe–50Ni alloy compacts through the MIM techniques using different types of powders to obtain high performance of soft magnetic properties.
Introduction
Soft magnetic materials are used for electromagnetic applications such as motors, transformers and sensors because of their high magnetic induction with small magnetic field. Recently, these parts are required to have small size, high output and high efficiency. In order to realise these properties, soft magnetic materials need to have the iron loss minimised in high frequencies. In this paper, three types of ferromagnetic materials which are most attractive materials in the ferromagnetic industrial fields are discussed.
Fe–6·5Si alloy has excellent soft magnetic properties; however, it has been well known as brittle materials. Metal powder injection moulding (MIM) is hoped to be a suitable processing technique for the complicated shaped parts with even hard and brittle materials. The magnetic properties of metal injection moulded compacts are expected to be better than those of the conventional die press sintered compacts due to the high densities achievable via MIM.1–3
Fe–9·5Si–5·5Al alloy is called a Sendust, which is suited for a magnetic head for video tape recorder because of its high permeability, high magnetic flux density and high wear resistance. 4 However, the applications of this alloy have been limited due to its poor workability. The production feasibility of Fe–9·5Si–5·5Al alloys is discussed, by MIM process, and is investigated in detail to obtain high performance magnetic properties by taking the microstructures into account.
Fe–50Ni alloy is called a permalloy. For MIM process of permalloy, it has been unknown that mixed elemental powder or prealloyed powder shows high performance properties as the raw materials. Therefore, in the last section, the effect of mixed elemental and prealloyed powders on the magnetic properties of injection moulded permalloys is discussed taking account of the impurities.
Experimental
Fe–6·5Si alloy compacts
Metal powders used in this study were three types of prealloyed Fe–6·5Si powders. Table 1 shows the characteristics of those powders. Water and gas atomised powders with different oxygen contents were used. These powders are indicated as WH, GM and GL by difference of atomisation methods and oxygen contents. Normally, the magnetic properties are mostly influenced by impurities, so that high purity GL is expected to show high magnetic performance. Each powder and wax based multicomponent binder system [paraffin wax (69 mass-%), polypropylene (20 mass-%), carnauba wax (10 mass-%) and stearic acid (1 mass-%)] were mixed at 423 K for 3·6 ks by 65 vol.-% of powder loading. In order to investigate the magnetic properties, toroidally shaped compacts were produced by injection moulding. The cavity size was 45 mm outer diameter, 30 mm internal diameter and 5·6 mm thickness. Green compacts were debound at 348 K for 18 ks in n-heptane atmosphere and then followed by thermal debinding in hydrogen atmosphere. Sintering was performed at 1423–1623 K for 3·6–10·8 ks using electric furnaces in hydrogen atmosphere. No secondary heat treatment was carried out. The density measurement by Archimedes method, the optical observation, the elemental analysis for oxygen and the magnetic characterisation were performed for each sintered compact.
Characteristics of various Fe–6·5Si powders
Fe–9·5Si–5·5Al alloy compacts
The gas and water atomised powders (mean particle size: 12·7 μm) were used for the investigation. The chemical compositions of both powders are shown in Table 2. The powders were first admixed with the wax based multicomponent binders at 423 K for 3·6 ks. After injection moulding, extraction debinding condensed solvent, which was conducted at 348 K for 18 ks in n-heptane, was used to partially remove the wax components. Following this treatment, final thermal debinding was performed at 1103 K in hydrogen. Sintering was performed at 1473–1543 K for 3·6 ks in vacuum. Sintered compacts were machined to the toroidal shape of 9 mm outside diameter, 6 mm inside diameter and 3 mm thickness, and were annealed at 1173 K for 21·6 ks in vacuum to eliminate the residual stresses. The maximum magnetic flux density B10, residual magnetic flux density Br and coercive force Hc were measured by a B–H loop tracer. The microstructures were also examined by photomicroscopy.
Chemical compositions of atomised Fe–9·5Si–5·5Al alloy powders/mass-%
Fe–50Ni alloy compacts
A gas atomised powder was prepared as prealloyed powder, and the carbonyl Fe powder and atomised Ni powder were mixed in the ratio of 50∶50 as mixed elemental powders. The composition of each powder is shown in Table 3. Powders and binders the same as before were mixed in the ratio of 60∶40 (vol.-%) and kneaded at 418 K for 1·8 ks. Disc type specimens (diameter: 30 mm and height: 8·3 mm) were prepared by an injection moulding machine and solvent debinding was carried out to remove the wax composition. Finally, thermal debinding and sintering were continuously carried out in hydrogen atmosphere. After sintering, relative density and amounts of carbon and oxygen were measured. Ring type specimens (outside diameter: 23 mm, inside diameter: 13 mm and thickness: 6·5 mm) were also prepared for measurement of the magnetic properties, and annealed at 1373 K for 7·2 ks in hydrogen atmosphere to remove the work strain.
Carbon and oxygen contents of powders
Results and discussion
Fe–6·5Si alloy compacts
At first, the relations between the relative density and the sintering temperature are shown in Fig. 1. The sintered densities of all compacts increase with increasing sintering temperature. Especially, the sintered density of GL is higher than those of the others even at lower sintering temperatures. Figure 2 shows the optical micrographs of non-etched (upper side) and etched (bottom side) cross-section of the compacts sintered at 1623 K for 10·8 ks. The grain size of GL having 0·99 in relative density is about 10 times larger than those of the other material compacts as shown in Fig. 3. This is considered that the middle stage of sintering (high densification) ended in a short time and the later stage of sintering (grain growth) started because the oxygen level of powder is low as shown in Fig. 3. Generally, excellent soft magnetic material 5 shows high magnetic induction B, high maximum permeability μm, low coercive force HC and low core loss WB/F. The magnetic induction B100, the maximum permeability μm and the coercive forces HC are shown in Fig. 4 as a function of relative density. Magnetic properties for wrought material of Fe–6·5Si are compared with that for sintered compacts. In all compacts, the magnetic inductions increase in proportion to their relative densities. Moreover, the compacts with higher density show high magnetic induction which are equivalent to the value of wrought material. The maximum permeability also increases with the increasing relative density. Whereas, the coercive force decreases with the increasing relative density, and GL shows lower value than the others. These results mean that the sintered compacts with high density and high purity show good magnetic properties.
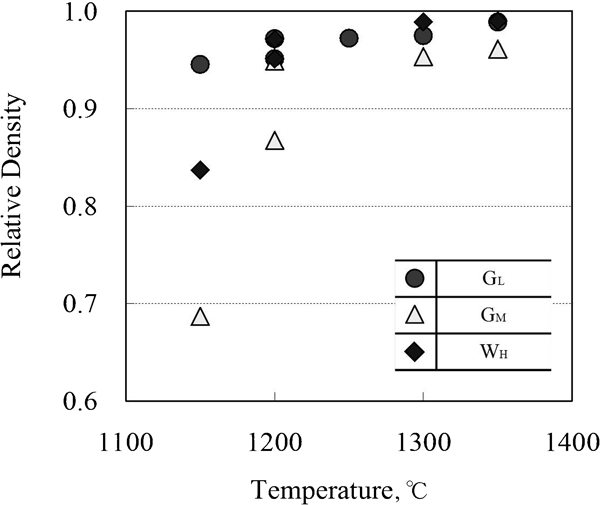
Relationship between relative density and sintering temperature of metal injection moulded Fe–6·5Si alloy compacts
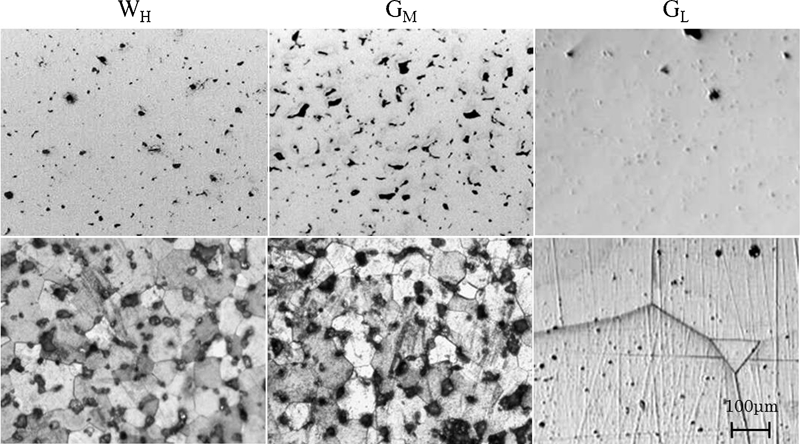
Optical micrographs of metal injection moulded Fe–6·5Si alloy compacts sintered at 1623 K for 10·8 ks
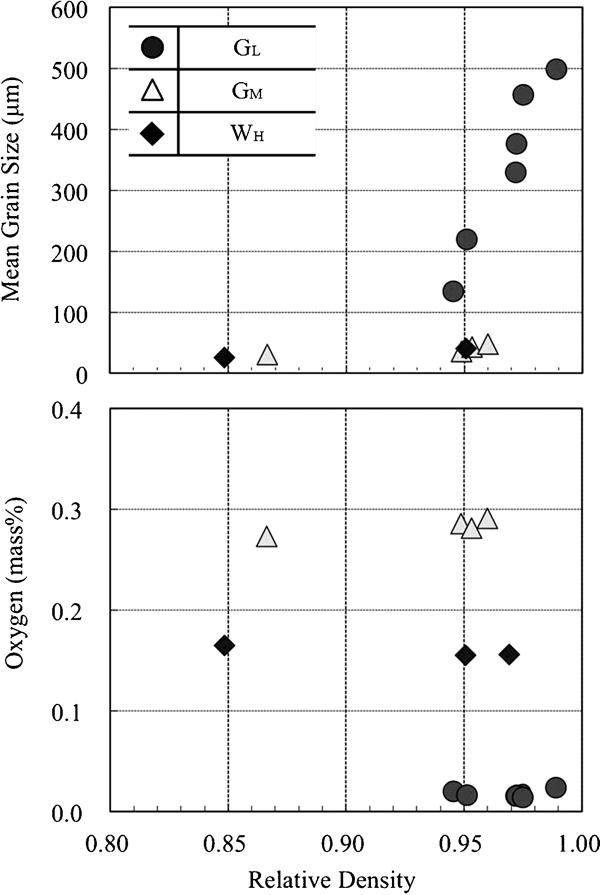
Mean grain size and oxygen contents of metal injection moulded Fe–6·5Si alloy compacts as function of relative density
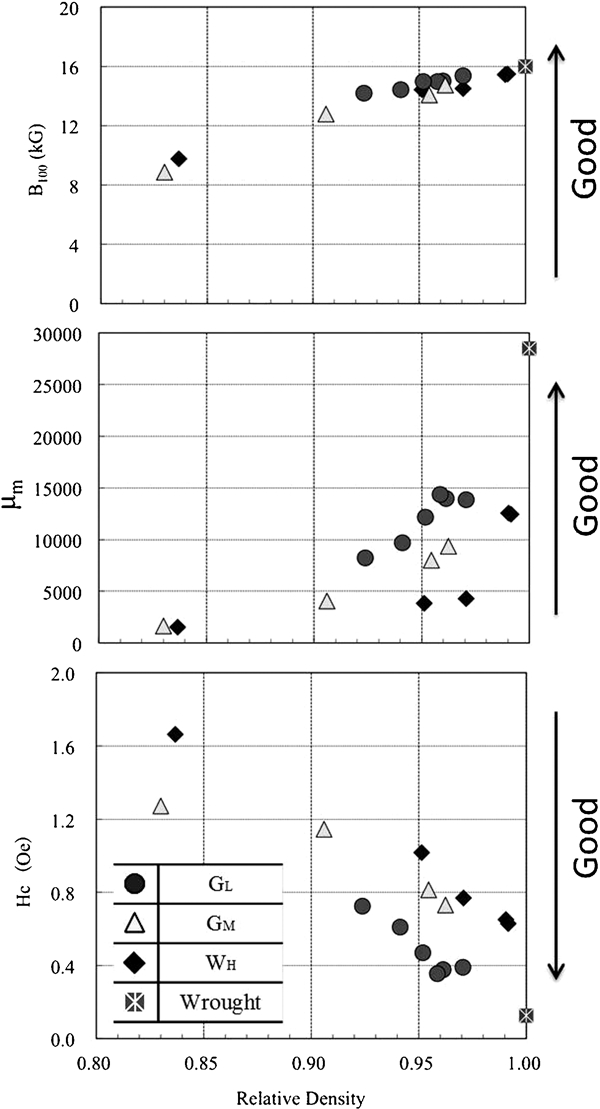
Magnetic properties of metal injection moulded Fe–6·5Si alloy as function of relative density
Figure 5 show the hysterisis loss Kh and eddy current loss Ke as a function of relative density. There are no apparent strong relation between both loss (Kh and Ke) and density, but the eddy current loss of WH is lower than the others. Figure 6 shows the iron loss WB/F in various frequencies for three types of specimens, whose relative densities are around 0·97. Although the iron loss of lower frequency is almost the same, there are large difference in higher frequency. The iron loss of WH shows the smallest value, which is considered that the effect of eddy current loss on the iron loss is large. In this case, not only the purity, but also the mean grain size seems to affect the magnetic properties. Therefore, the improvement of the density and the control of the grain growth are necessary to obtain excellent magnetic properties.
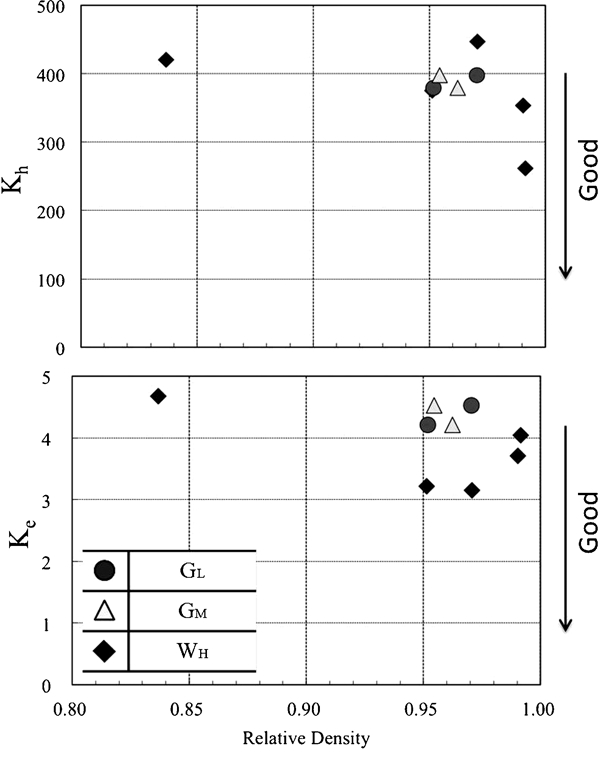
Hysterisis loss and eddy current loss of metal injection moulded Fe–6·5Si alloy as function of relative density
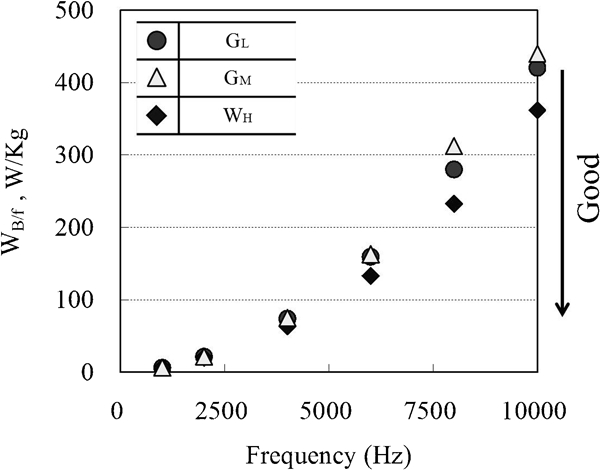
Iron loss of metal injection moulded Fe–6·5Si alloy compacts in various frequencies
Fe–9·5Si–5·5Al alloy compacts
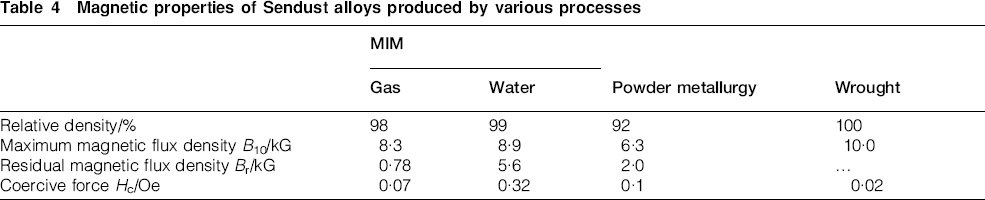
Figure 7 shows the effect of sintering temperature on the density, hardness and carbon content of injection moulded Fe–9·5Si–4·4Al alloy compacts using water and gas atomised powders. Density and hardness are increased with an increase in temperature, and there is little difference between both compacts. On the other hand, magnetic properties of water and gas atomised powder compacts sintered at various temperatures are shown in Fig. 8. There is little change in B10. However, Br and Hc are very different between both powder compacts. The water atomised powder compact shows relatively poor magnetic properties. Figure 9 shows the microstructures of both powder compacts sintered at various temperatures. The water atomised powder compact shows fine grain size even at high sintering temperatures. After sintering, carbon content of water atomised powder compact was decreased to 0·005 mass-% adequately under the standards (0·02 mass-%). However, oxygen content was not decreased. Specifically, the water atomised powder compact still kept high oxygen content (0·3 mass-%). Therefore, the water atomised powder compacts show relatively poor magnetic properties as shown in Table 4. On the other hand, the gas atomised powder compacts show the excellent properties because of the small amount of oxygen content (0·13 mass-%) and coarse grain size as mentioned earlier, and their properties are close to those of the wrought materials.
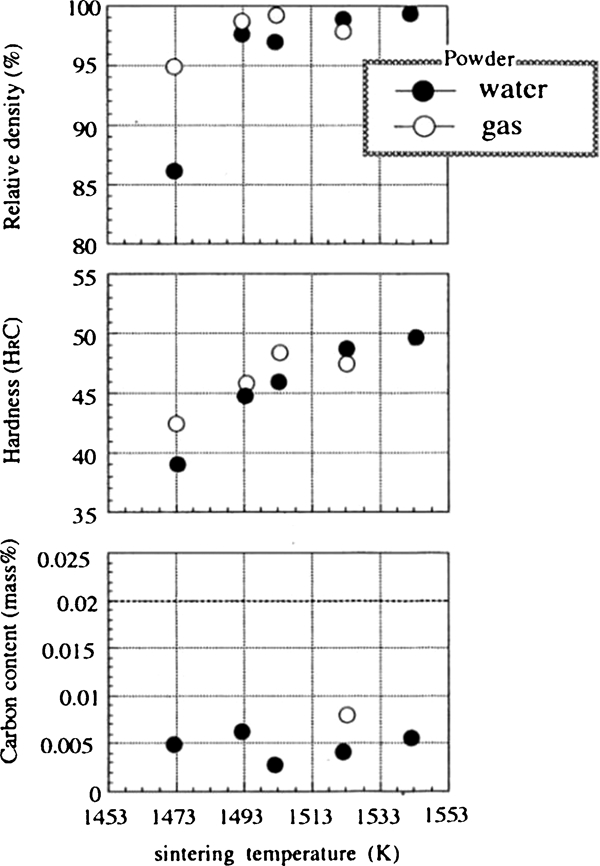
Effects of sintering temperature on density, hardness and carbon content of metal injection moulded Sendust alloy compacts using gas and water atomised powders
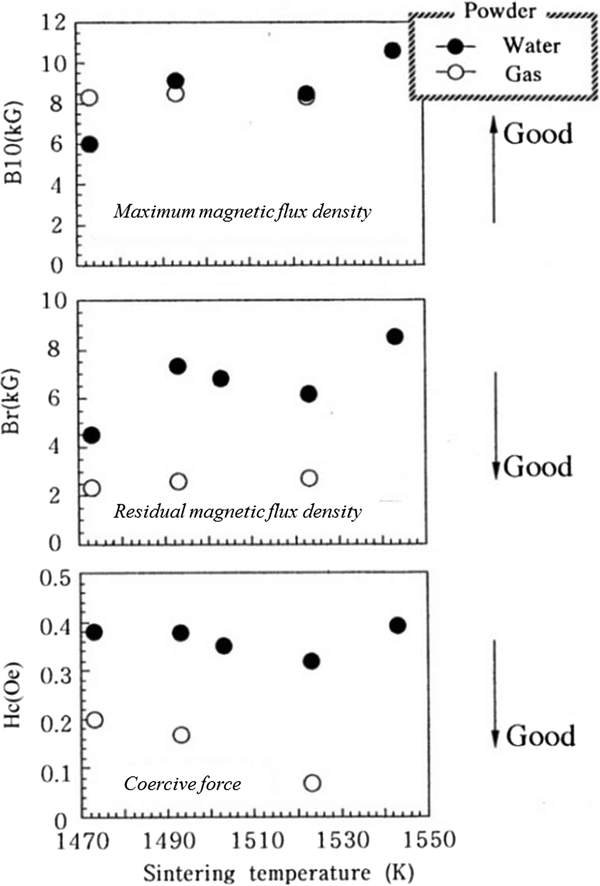
Effects of sintering temperature on magnetic properties of metal injection moulded Sendust alloy compacts using gas and water atomised powder
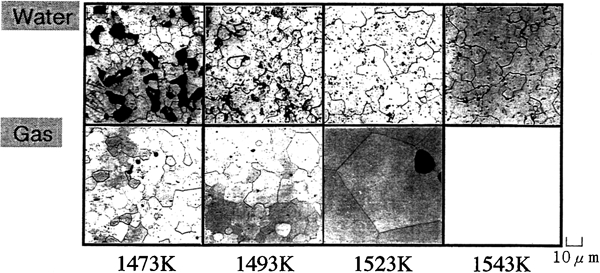
Microstructures of metal injection moulded Sendust alloy compacts using gas and water atomised powders, sintered at various temperatures
Magnetic properties of Sendust alloys produced by various processes
Fe–50Ni alloy compacts
The sintered density of prealloyed powder compact and mixed elemental powder compact is shown in Fig. 10. With increasing sintering temperature, the sintered density also increases. For all sintering temperatures, mixed elemental powder shows higher sintered density compared with the prealloyed powder.
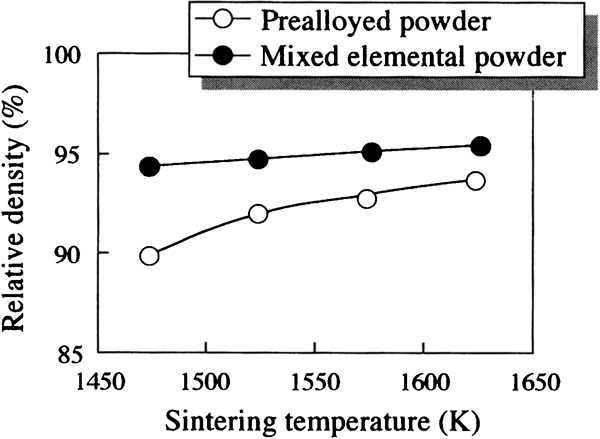
Effect of sintering temperature on sintered density of metal injection moulded Fe–50Ni compacts
The maximum permeability, coercive force and saturation flux density are generally estimated to discuss the soft magnetic properties. For the soft magnetic materials, high maximum permeability and low coercive force are desirable for the demagnetisation. Figure 11 shows the results of the above characteristics. Maximum permeability of both powder compacts increases with increasing sintering temperature. However, mixed elemental powder shows significantly low value of maximum permeability. Also, in the coercive force, it could be understood that the prealloyed powder compact shows better magnetic properties. On the other hand, the saturation flux density of both powder compacts shows an approximately constant value. This proves that the mixed elemental powder compact shows good magnetic properties.
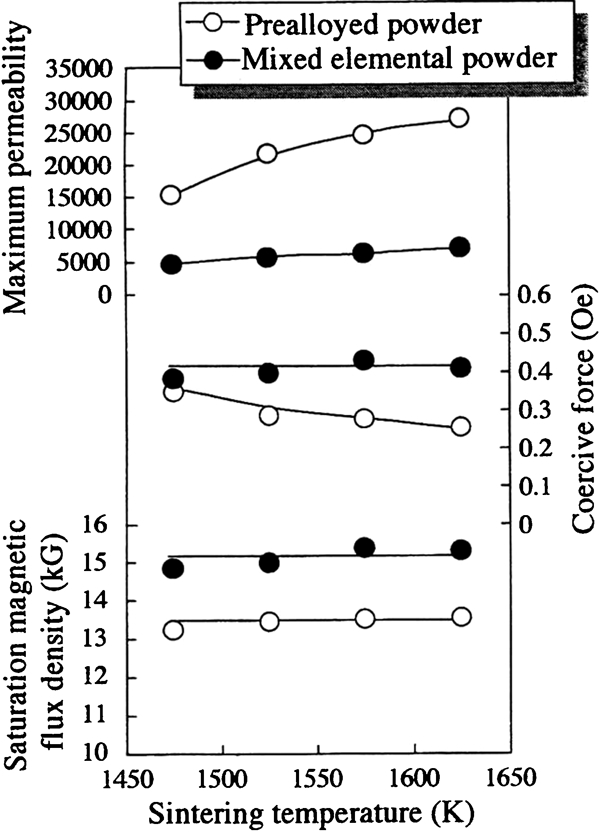
Effect of sintering temperature on magnetic properties of metal injection moulded Fe–50Ni compacts
The maximum permeability and coercive force among magnetic properties are known to be susceptible of grain size and impurities 5 (especially interstitial elements like as C, O, P and N). Therefore, the amount of remained carbon and oxygen after sintering was analysed. Carbon contents of both powder compacts were suppressed at low levels (under 0·01 mass-%); however, oxygen content was at significantly high level in the mixed elemental powder compacts (0·11 mass-%) as compared with the prealloyed powder compacts (0·005 mass-%). As mentioned before, the heterogeneous microstructure was not observed by optical microscope, but the diffusion degree (or concentration distribution) of each element was specifically investigated by electron probe microanalysis. The results are shown in Fig. 12. For the mixed elemental powder compact heated at 873 K, each powder particle (Fe and Ni) was observed as it is; it means that diffusion of Fe and Ni does not happen. At 1273 K, heterogeneous microstructure was found because the diffusion of element occurred in partial area. However, at 1623 K, mixed elemental powder compact shows their uniform concentration distribution and homogeneous microstructure, and then the degradation of magnetic properties was not seen. Therefore, for the improvement of magnetic properties of mixed elemental powder compacts, it was tried to promote the deoxidation by using high carbon carbonyl Fe powder (H powder) (0·79 mass-% carbon and 0·34 mass-% oxygen). As a result (Fig. 13), the amount of oxygen is decreased from 0·14 to 0·01%, and it was also confirmed that the amount of carbon is not changed as compared with the low carbon carbonyl Fe powder. The magnetic properties of all compacts are shown in Fig. 14. Sintering was performed at 1623 K for 3·6 ks because it was the condition to obtain favourable magnetic properties of mixed elemental powder compact. Higher maximum permeability and low coercive force were obtained by high carbon carbonyl Fe powder; therefore, the magnetic properties could be improved by decreasing the oxygen amount of mixed elemental powder compact. As compared with the prealloyed powder compact, favourable coercive force was also obtained. On the other hand, the maximum permeability was not improved, thus the reason of low maximum permeability was investigated.
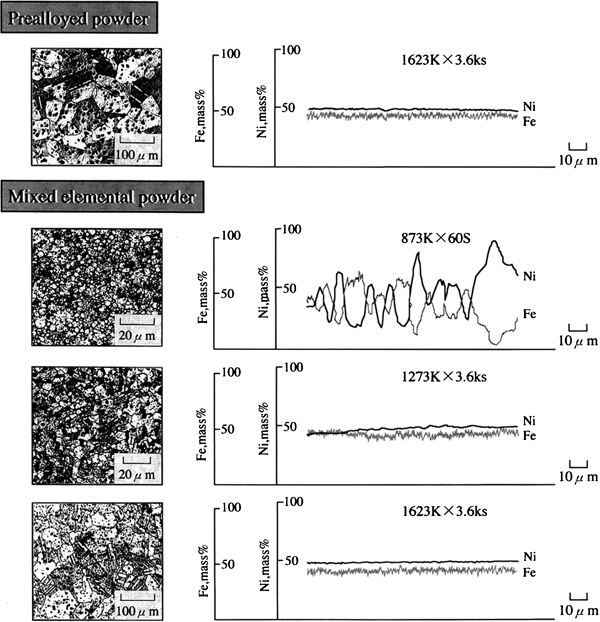
Electron probe microanalysis line analysis of metal injection moulded Fe–50Ni compacts sintered at various conditions
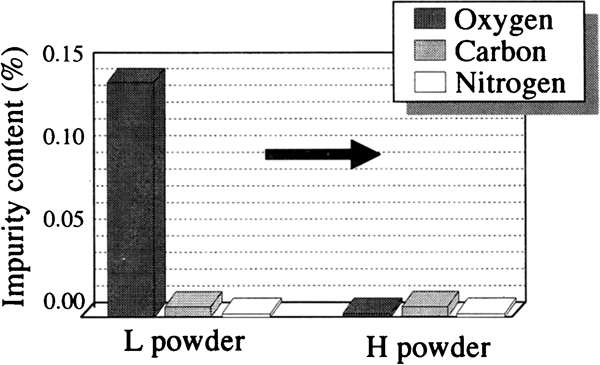
Effect of powder type on impurity contents of metal injection moulded Fe–50Ni compacts
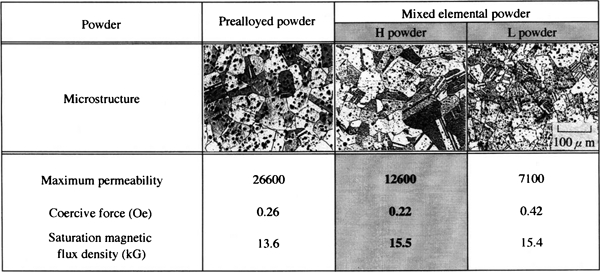
Microstructures and magnetic properties of metal injection moulded Fe–50Ni compacts using various powders
Difference between both powders is the grain size which is larger about 30 μm for mixed elemental powder, and maximum permeability is not seen to be largely different for the small different in grain size. There was a report that the order lattice is formed by cooling rate in the Fe–Ni system and the permeability decreases, 6 thus the X-ray diffraction test was conducted. The formation of FeNi3 was confirmed in both powder compacts, because the quantification of FeNi3 was difficult. Thus, the higher cooling rate after annealing was tried in order to suppress the formation of FeNi3 and the effect on magnetic properties was investigated. The results are shown in Fig. 15. The magnetic properties of prealloyed powder compact were not seen so much different by cooling rate. On the other hand, the magnetic properties of mixed elemental powder compact were significantly improved by quenching. More precisely, in the case of low cooling rate after annealing, much FeNi3 phases are formed in the mixed elemental powder compact and the maximum permeability is decreased. The reason is not clear and it should be investigated specifically. Finally, supposing the heat treatment condition is optimised, the magnetic properties of mixed elemental powder compact also could be improved as compared with those of the prealloyed powder compact.
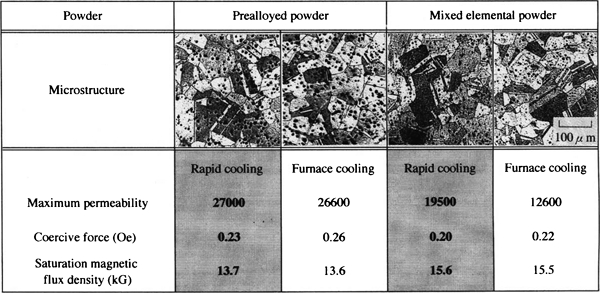
Effect of rapid cooling after annealing on microstructures and magnetic properties of metal injection moulded Fe–50Ni compacts
Summary
Fe–6·5Si alloy compacts
Metal injection moulded compacts from three types of prealloyed Fe–6·5Si powders with different oxygen contents were produced. The relative density of low oxygen compacts was higher than the others; however, the grain growth was remarkably higher. The compacts using low oxygen powder also show high purity after sintering. Lower oxygen compacts show higher maximum permeability and coercive force; however, remarkable grain growth occurred and increased the iron loss at higher frequencies. Both high density and control of grain growth are necessary to obtain the best soft magnetic properties.
Fe–9·5Si–5·5Al alloy compacts
The properties and microstructures of injection moulded Sendust alloy compacts were strongly dependent on the type of powder and the processing parameters. Especially, the grain size and retained oxides are major factors affecting the magnetic properties. Continuous process combining the debinding and sintering steps together offered 98% of theoretical density for both of the gas and water atomised powder compacts. However, the water atomised compacts showed the fine grain size and large amount of retained oxides, resulting in poor magnetic properties. On the other hand, the gas atomised powder compacts showed the coarse grain size and the reduction of oxides even by the same sintering conditions, which offered the excellent magnetic properties that are close to those of the wrought materials.
Fe–50Ni alloy compacts
Permalloys fabricated by MIM process using different raw powders were investigated for their magnetic properties. The prealloyed powder compact showed low relative density of about 94%, and it was possible to suppress the remaining carbon and oxygen amount at low level. For the mixed elemental powder compact, high relative density of 96% was obtained compared with the prealloyed powder compact, and the segregation of Fe and Ni was not observed. However, the oxygen amount was significantly increased and not so good magnetic properties were obtained. It was possible to suppress the oxygen amount after sintering in the mixed elemental powder compact by using carbonyl Fe powder including high carbon, because the carbon promotes the deoxidation. However, the improvement of magnetic properties was not seen. For the mixed elemental powder compact, the formation of intermetallic compound FeNi3 was a problem, the magnetic properties were improved by quenching after annealing and it is thought that the optimisation of heat treatment condition is a very important point.