
Abstract
Owing to ingredient segregation, non-uniform microstructure and porosity defects in Cr–Cu alloys are frequently produced by melting process. Even subsequent heat treatment and hot working would not be able to completely resolve the problem. Therefore, this study investigated Cr60Cu40 alloy targets produced via vacuum sintering followed by hipping. Experimental results showed that the relative density of the sintered Cr60Cu40 alloy targets reached 99·69%, the apparent porosity decreased to 0·31% and transverse rupture strength increased to 553 MPa after hipping treatment at 1050°C at 175 MPa for 4 h. In addition, the closed pores were almost completely eliminated after the hipping treatment. The resistivity decreased to 643×10−8 Ω cm, and the International Annealed Copper Standard value was enhanced to 26·81% after optimal hipping treatment. This study shows that hipping treatment can effectively eliminate internal pores of sintered Cr60Cu40 alloy targets and also improve their electrical properties.
Introduction
Cr–Cu alloys are often used as the electrode material for resistance welding. Besides favourable electrical conductivity and high strength, thermal stability is also demanded in such applications, and this can be achieved by increasing the content of Cr.1–3 Generally, Cr–Cu alloys are used in electrical contact materials employed in vacuum switching equipment for medium voltages (10–36 kV) and high currents (>10 kA).2–4 Powder metallurgy (PM) is a conventional process for the production of Cr–Cu alloys. Typically, the alloys are produced by mixing, pressing, vacuum sintering and further compacting the sintered parts (e.g. hipping technology), wherein Cr content is in the range 25–40 wt-%.5,6 However, when the Cr content exceeds 40 wt-%, porous matrix of Cr is produced by pressing and sintering, followed by the infiltration with copper under vacuum.
Conventionally sintered PM parts usually have >5% porosity. Enhanced sintering techniques can be applied to obtain higher density and reduced porosity in sintered parts. 7 Powder metallurgy, such as hipping, can be used for upgrading casting and packing presintered components, and interfacial bonding process involves simultaneous application of high pressure and an elevated temperature in a specially constructed vessel.8–10
To enhance the understanding of Cr60Cu40 alloy targets for applications requiring long term stability and reliability, this study focuses on hot isostatic press (HIP) technology to produce optimal properties in sintered Cr60Cu40 alloy targets. The effects of microstructural features on mechanical and electrical properties are the main concerns in this case.
Experimental
In this study, 99·95% pure reduction chromium and electrolysis copper powders were mixed and pressed to produce Cr60Cu40 alloys. A Microtrac ×100 laser was used to analyse the particle size of the powders. The morphology of the Cr and Cu powder particles is shown in Fig. 1. The shape of the reduction chromium powder was irregular, and there was no smooth undulating surface as shown in Fig. 1a. The mean particle size was ∼33·4 μm. The morphology of the electrolysis copper powder showed obvious dendrite and feather shapes as shown in Fig. 1b. The particles had a relatively smooth surface, and the mean size was 49·0 μm. Their obvious cold welding morphology under the effect of mechanical alloying by ball milling is shown in Fig. 1c. Furthermore, the mean particle size of the Cr60Cu40 alloy was ∼31·9 μm after 1 h ball milling. The distribution of particle sizes was more uniform and concentrated after ball milling as shown in Fig. 1d.
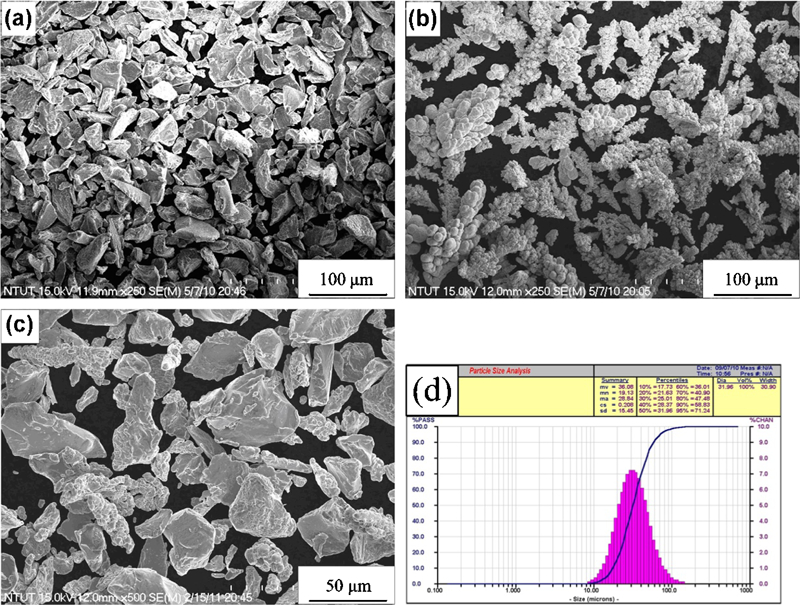
Images (SEM) of surface morphology
Prepared by PM technology, the Cr60Cu40 powder was put into an alloy steel mould (6×6×40 mm), and a vertical force was applied to the mould. The pressure applied for 5 min was 200 MPa, the vacuum was maintained at 10−5 torr, the soaking time was 60 min and the sintering temperatures were 1070, 1170, 1270 and 1370°C. In addition, HIP equipment was from the Flow Autoclave Pressure System Inc. The commercial HIP equipment contains a uniform rapid cooling system that offers uniform rapid cooling, decreased cycle time and higher productivity. 11 All of the sintered specimens were subjected to the following hipping treatment after the sintering process. The hipping temperature was 950, 1000 and 1050°C, and pressure was maintained at 175 MPa for 4 h.
Cr–Cu alloy targets are often used in electrical contact materials; therefore, the chief concerns were the electrical properties and mechanical performance of the targets. In this study, our research mainly discusses the microstructure and electrical analysis of HIP treated Cr60Cu40 alloy targets. To evaluate microstructure, mechanical and electrical properties of the Cr60Cu40 alloy targets, the porosity, transverse rupture strength (TRS) tests, X-ray diffraction (XRD), resistivity and microstructural studies were carried out. Microstructural features of the specimens were examined by optical microscopy and scanning electron microscopy. The relative density and porosity tests followed the ASTM B311-08 and C830 standards. The Hung Ta universal material test machine (HT-9501A) with a maximum load of 25 tons was used for the TRS tests (ASTM B528-05). In order to determine trace impurities in the Cr60Cu40 targets, nitrogen/oxygen analyser (Horiba, EMGA-620W) was used to measure the concentrations of oxygen and nitrogen in the samples. The electrical performance of the Cr60Cu40 alloy targets was evaluated by four-point resistance measurements. A Napson RT-7 four-point probe was used to measure sheet resistance. In addition, resistivity (mΩ cm) was calculated according to the following formula
12
Results and discussion
Figure 2a shows the relative density and apparent porosity of the Cr60Cu40 alloy targets for various sintering treatments. The results indicated that the relative density of the Cr60Cu40 alloy targets was lower (68·03%) after sintering at 1070°C for 1 h. However, when the sintering temperature was raised to 1170°C, the relative density rapidly increased to 90·72%. Moreover, the relative density of the Cr60Cu40 alloy targets increased to 98·70% after sintering at 1370°C for 1 h. Although the relative density increased with increased sintering temperature, when the sintering temperature was >1270°C, the increase in trend became less prominent (Fig. 2a). It appeared that the temperature of 1270°C corresponded to the liquid phase sintering (LPS) temperature for the Cr60Cu40 alloy targets. Besides, the apparent porosity of the Cr60Cu40 alloy targets tended to decrease as the sintering temperature increased. A lower apparent porosity (0·82%) appeared after sintering at 1370°C for 1 h.
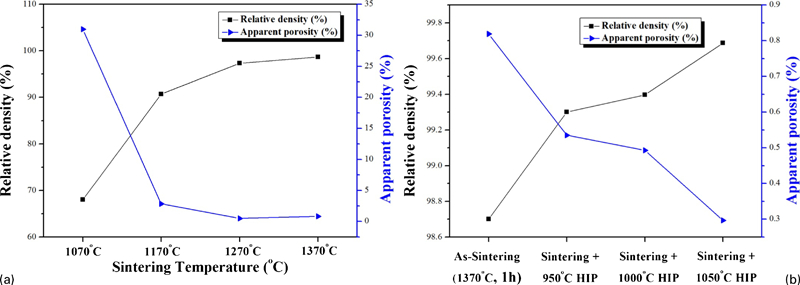
Comparison of relative density and apparent porosity of Cr60Cu40 alloy targets by a sintering and b hipping at different temperatures
As Fig. 3a shows, the resistivity of the sintered Cr60Cu40 targets decreased as the relative density increased. The resistivity was 1514×10−8 Ω cm after sintering at 1070°C for 1 h, but it decreased to 679×10−8 Ω cm after sintering at 1370°C for 1 h. This result indicated that less residual porosity led to the high density of the alloy targets. In addition, high density of the 1370°C sintered specimen resulted in a decreasing phenomenon for the mean free path of electrons; 13 thus, the resistivity of the Cr60Cu40 alloy targets decreased. In order to study the effect of sintering parameters on resistivity for the Cr60Cu40 alloy targets, the resistivity has been converted into the International Annealed Copper Standard (IACS). 13 In general, if targets have a higher IACS (conductivity of specimen/5·8×105, %) value, the materials have better conductive properties. As shown in Fig. 3b, the highest IACS value (25·39%) of the Cr60Cu40 alloy targets occurred after sintering at 1370°C for 1 h. Consequently, the sintering parameter of 1370°C 1 h for the Cr60Cu40 alloy targets possessed the optimal electrical properties.
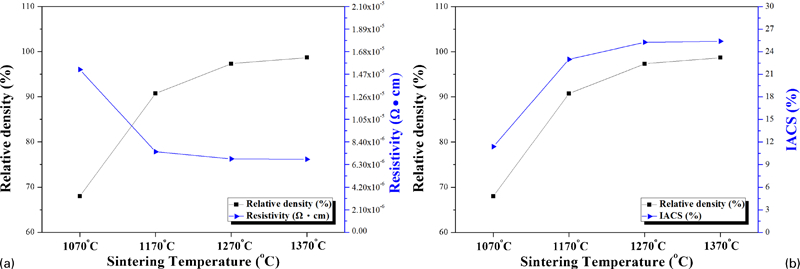
Comparison of relative density and electrical properties of Cr60Cu40 alloy targets by various sintering treatments
Figure 4 shows the microstructural features of the Cr60Cu40 alloy targets at different sintering temperatures. Figure 4a represents lower relative density (68·03%) as many pores obviously appeared in the microstructure after sintering at 1070°C for 1 h. Meanwhile, it was observed that the chromium grains still retained irregular shape of the original chromium powder. When the temperature was raised to 1170°C, the porosity obviously decreased (90·72%), as shown in Fig. 4b. Owing to the effect of LPS, the sintered at 1170°C specimens evidenced a significant improvement in sintered density. A comparison of this result with that of Fig. 2a shows that the porosity level effectively decreased as the sintering temperature increased, while the relative density began to gradually increase. Because of the effect of Ostwald ripening, 14 the chromium grains dissolved, reprecipitated and grew. The lowest porosity and highest sintered density occurred in the case of sintering at 1370°C for 1 h, with negligibly small pores still existing in the microstructure as shown in Fig. 4d.
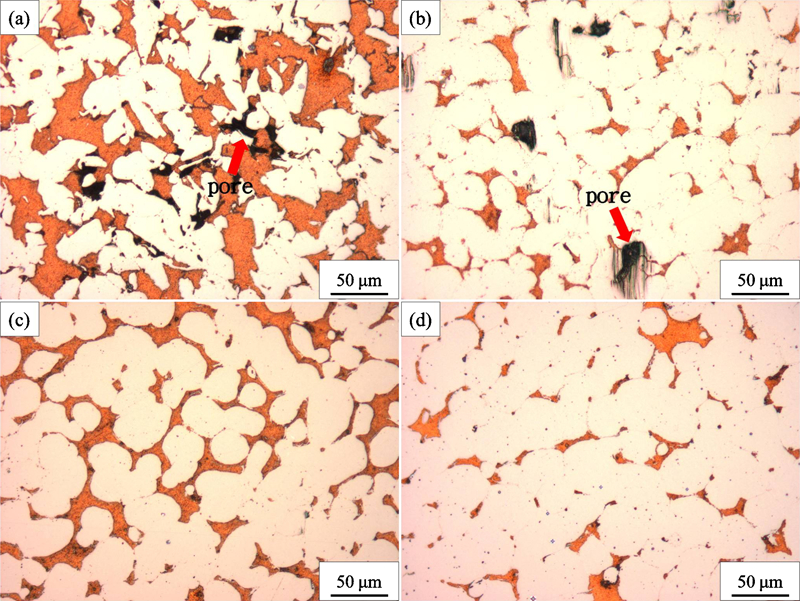
Optical microscopy morphology observations of Cr60Cu40 alloy targets by various sintering treatments
As the Cr60Cu40 alloy targets had 40 wt-% copper contents, they had more toughness as compared to pure chromium targets. Therefore, these alloy targets would not generate a completely brittle rupture. Figure 5a shows the TRS tests of the Cr60Cu40 alloy targets at different sintering temperatures. The TRS values rapidly increased as the sintering temperature increased. The highest TRS value was 533 MPa, which appeared after sintering at 1370°C for 1 h. Consequently, the sintered specimens possessed higher bonding strength, because complete LPS was reached after sintering at 1370°C for 1 h. Besides, the decreased internal pores of the target with the sintering temperature (as seen in Fig. 2) resulted in a higher relative density and TRS value. Given the above results and discussion, it becomes reasonable to suggest that the optimal vacuum sintering process for the Cr60Cu40 alloy targets required sintering at 1370°C for 1 h. Therefore, to evaluate the effect of hipping treatment on the sintered Cr60Cu40 alloy targets, the following experiments utilised specimens sintered at 1370°C for 1 h.
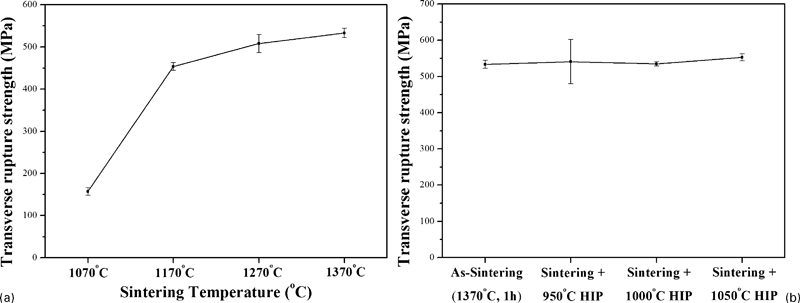
Comparison of TRS tests of Cr60Cu40 alloy targets by a sintering and b hipping at different temperatures
Figure 6 shows the XRD plots of the Cr60Cu40 alloy targets in as sintered and hipped conditions. The Cr and Cu elements showed a higher intensity after hipping treatment. Conversely, the intensity of the as sintered Cr60Cu40 alloys was lower. The major diffractions appeared in the Cr (110) and Cu (111) planes. Owing to the crystal structure dependence on the XRD diffraction intensity, 13 it became reasonable to suggest after comparing the as sintering and hipping processes that the Cr60Cu40 alloy targets had better crystalline properties after hipping treatment. It was also found that the intensity of Cu slightly increased when the HIP temperature increased to 1000°C. Significantly, the Cr60Cu40 alloy targets had better crystalline properties after hipping at 1000 and 1050°C.
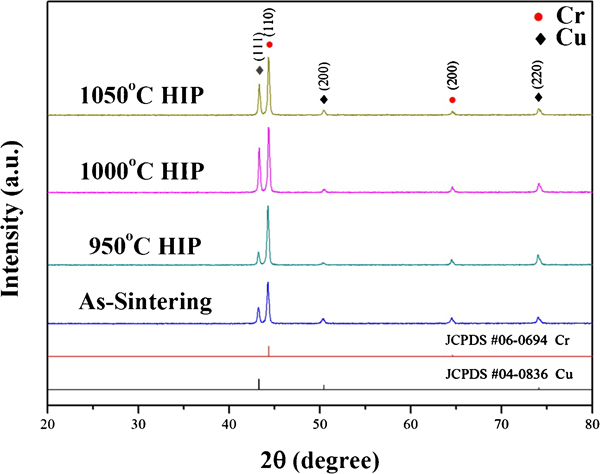
X-ray diffraction plots of Cr60Cu40 alloy targets by as sintering and hipping at different temperatures
In addition, Fig. 2b shows the relative density and apparent porosity of the Cr60Cu40 alloy targets in as sintered and hipped conditions. The relative density tended to increase as the HIP temperature increased. The relative density of the as sintered specimen was ∼98·7% but reached 99·69% after the 1050°C hipping treatment. In addition, the apparent porosity showed a steady decline and decreased to 0·31% after 1050°C, 175 MPa, 4 h hipping treatment. As shown in Fig. 2b, there was an obvious improvement in the relative density of the sintered Cr60Cu40 alloy targets after various hipping treatments. Because internal pores need a greater diffusion distance to exhaust, it was difficult to remove them solely by the diffusion mechanism. Therefore, the high temperature diffusion and high pressure closed pores of the HIP principle played an important role in improving the densification of the HIP treated specimens.
The relative density of the sintered Cr60Cu40 alloy reached >99% after all the hipping treatments, which showed that the relative density of the sintered Cr60Cu40 alloy was significantly improved afterhipping treatment. Figure 7 represents the microstructure of the sintered Cr60Cu40 alloy targets for the hipping treatments at different temperatures. Only a few internal pores remained in the microstructure, as shown in Fig. 7a. Increasing the temperature and pressure accorded enough driving force for the sintering process to proceed. When the hipping temperature was raised to 1000 and 1050°C, it was observed that the internal pores significantly decreased (Fig. 7b and c). Consequently, high temperature and high pressure of thehipping treatment led to the decrease in internal closed pores, with the closed pores of the specimens being almost completely eliminated.
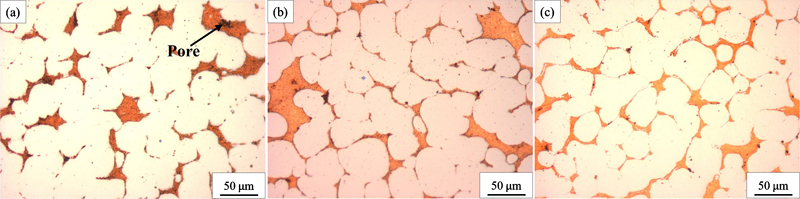
Optical microscopy morphology observations of sintered Cr60Cu40 alloy targets by hipping at different temperatures
Generally, if too many internal pores exist in the target, it will lead to the rapid accumulation of an electrical discharge, which results in an uneven thickness during the sputtering process. 15 In this study, the internal closed pores of the specimens were effectively removed after hipping treatment, thereby avoiding the arcing phenomenon and improving the quality of thin films during the sputtering process. Figure 8 shows the relative density and electrical properties of the Cr60Cu40 alloy targets by as sintering and hipping at different temperatures. The resistivity decreased to 643×10−8 Ω cm, and the IACS value increased to 26·81% after 1050°C, 175 MPa, 4 h hipping treatment. The relationship between the relative density and the electrical properties of the Cr60Cu40 alloy targets was also proven. Increasing the relative density was effective in improving the electrical properties of the HIP treated Cr60Cu40 alloy targets.
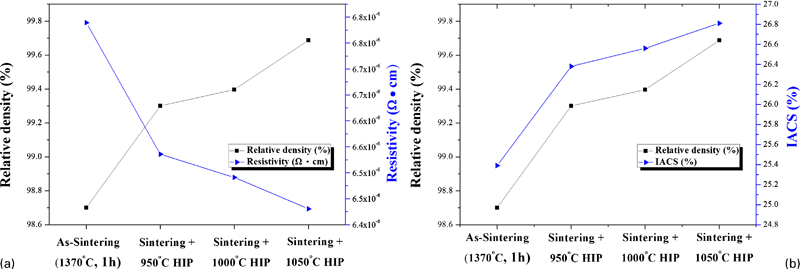
Comparison of relative density and electrical properties of Cr60Cu40 alloy targets by as sintering and hipping at different temperatures
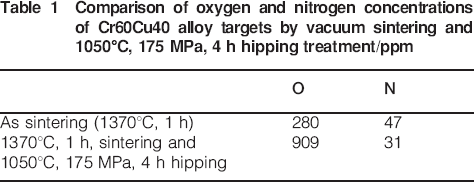
Figure 5b shows the TRS tests of the Cr60Cu40 alloys in as sintered and hipped conditions. The TRS values clearly showed a smooth increase as the hipping temperature increased. The highest TRS value (553 MPa) appeared in 1050°C, 175 MPa, 4 h, HIP treated Cr60Cu40 alloy targets. From the microstructural observations (as seen in Fig. 7), there were still a few internal pores in the Cr60Cu40 alloys, which could not be completely eliminated by 950 or 1000°C hipping treatment. Internal pores can easily produce the stress concentration phenomenon, which results in lower strength. Conversely, hipped at 1050°C Cr60Cu40 alloys achieved almost full density. Thus, the internal pores along the rupture mechanism were reduced, which led to an increased TRS value. According to the mechanical test and microstructural observations, hipping at 1050°C at 175 MPa for 4 h was the optimal process, which effectively enhanced the mechanical and electrical properties of the sintered Cr60Cu40 alloy targets. In addition, the chromium element has a very high activity at room and elevated temperatures, and it can easily leave some impurities in the Cr target like O and N, which directly affect the purity and quality of the coating process. In this study, a nitrogen/oxygen analyser was used to analyse O and N concentrations of the sintered Cr60Cu40 alloy targets after the hipping treatment. As shown in Table 1, a significant increase in O concentrations was observed after the hipping treatment. Because the Cr and O elements have higher affinities at elevated temperatures, the hipped specimens underwent more treatment steps than the as sintered specimens. For example, the sintered specimens must be moved from the vacuum sintering furnace to the HIP equipment, thereby exposing them to the air. As a result, the oxygen concentration will be increased after hipping treatment (from 280 to 990 ppm). To reduce the oxygen concentrations of sintered and HIP targets, the canning HIP process is another choice. 16 On the other hand, due to the low activity of N elements, a slight decrease in the nitrogen concentrations was observed after hippingHIP treatment (from 47 to 31 ppm). However, it may also have been caused by measurement error, and further examination of the nitrogen concentrations of hipping process is still needed.
Comparison of oxygen and nitrogen concentrations of Cr60Cu40 alloy targets by vacuum sintering and 1050°C, 175 MPa, 4 h hipping treatment/ppm
Conclusions
The relative density of the Cr60Cu40 alloy targets reached 98·70%, and TRS increased to 533 MPa after 1370°C vacuum sintering for 1 h. Meanwhile, the resistivity decreased to 679×10−8 Ω cm, and IACS was enhanced to 25·39%. On the other hand, the relative density of the sintered Cr60Cu40 alloy targets reached 99·69%, the apparent porosity decreased to 0·31% and TRS increased to 553 MPa after 1050°C, 175 MPa, 4 h, hipping treatment. The microstructural analysis showed that the hipping treatment effectively eliminates internal closed pores of sintered Cr60Cu40 alloy targets.
The sintered specimens also had better crystalline properties after the hipping treatment. The oxygen concentration of the sintered alloy targets was increased after hipping treatment, with a slight decrease in the nitrogen concentration. Moreover, the resistivity decreased to 643×10−8 Ω cm, and the IACS value was enhanced to 26·81% after optimal hipping treatment. Significantly, the hipping process was effective in improving mechanical and electrical properties of sintered Cr60Cu40 alloy targets.
Footnotes
Acknowledgement
This research is supported by the Assab Steels Taiwan Co. Ltd.