
Abstract
The interface of bimetallic CoCrMo/cp2-Ti discs produced by either co-spark plasma sintering (SPS) or SPS bonding at a nominal temperature of 1273 K is made of a bonding layer and a diffusion layer. The bonding layer is made of three sublayers with different Co, Cr, Mo and Ti contents. The diffusion layer is made of two layers with different microstructure: beta titanium close to interface and lamellar alpha–beta over the whole diffusion distance of Co, Cr and Mo. The measured diffusion profiles correspond to a slightly higher (40 K) temperature than the measured one into the die wall during sintering. Some residual porosity is observed in the cobalt alloy due to the effect of titanium, which sinters at a lower temperature, reducing the efficiency of the particular heating mechanism of SPS.
Introduction
Bimetallic parts find application where service conditions require different properties on the two sides of the component. Such parts may be produced by powder metallurgy, either by co-sintering or sinter bonding, but with some criticism due to the different shrinkage and shrinkage rate and the different contraction on cooling, which may cause fracture by delamination at the interface. Moreover, the large surface area of loose powders may enhance chemical interaction between the two metals, leading to the formation of intermediate phases at the interface, which may negatively affect the part integrity. Pressure assisted sintering technologies and a globally small heat input are favourable processing conditions to limit these criticisms.
Spark plasma sintering (SPS) is a promising technology for this purpose. It is a pressure assisted sintering technology characterised by fast heating, short sintering time and slightly lower sintering temperature in comparison to alternative techniques.1,2 These characteristics make the control of all the temperature activated microstructural phenomena occurring during sintering easier than in other powder metallurgy technologies. For this reason, SPS has been successfully utilised to consolidate nanostructured powder in order to produce fully dense materials with limited grain growth,3– 7 as well as to produce metal matrix composites with limited chemical interaction between the metallic matrix and reinforcement.8,9
The aim of this work is the study of the microstructural characteristics of the interface region of bimetallic specimens produced by SPS, through co-sintering and sinter bonding of commercially pure (cp) Ti and Co alloy powders. These two materials have extensive application in biomedical industry due to their biocompatibility, excellent wear resistance (Co alloy) and osteointegration (cp-Ti). Spark plasma sintering of the two materials was investigated in previous works,10– 12 and the processing parameters for the production of the bimetallic specimens were selected on the basis of the results obtained, as it will be explained in the next section.
Bimetallic specimens were produced with different strategies, either co-sintering or sinter bonding, and the microstructure at the interface was investigated and correlated to the interdiffusion between the two materials and the formation of intermediate phases.
Experimental
Atomised cp2-Ti (25–45 μm) and prealloyed Co–28Cr–6Mo (25–45 μm, 0·023%C) powders were used. The chemical compositions of the two powders are reported in Table 1.
Chemical compositions of cp2-Ti and Co alloy powders/wt-%

Discs of 15 mm diameter and 8 mm height were produced at 1273 K and 40 MPa. The sintering temperature was selected on the basis of previous investigation. cp2-Ti reaches a full density by sintering at 1123 K, and the sintered material has carbon, oxygen and nitrogen contents similar to those of the starting powders and lower than that accepted by ISO standards.10 As far as the cobalt alloy is concerned,12 a fully dense material was obtained at 1173 K, and hardness decreases on increasing the sintering temperature due to the progressive dissolution of carbides and consequent grain growth. The mechanical properties at 1173 and 1223 K fully match ISO standard. According to these results, a temperature of 1173 K may be appropriate for the production of the bimetallic specimens. However, in view of the large cross-section expected in real parts, the SPS temperature for the co-sintering experiments was increased up to 1273 K.
Temperature was measured by a thermocouple inserted into a blind hole in the graphitic die wall. It is well known that this measure gives only an indication of temperature within the powder during sintering due to the particular heating mechanism in SPS.13 The actual temperature is higher than that measured in the die wall and not homogeneously distributed.14 This discrepancy might increase during co-sintering experiments because of the different response of the Co alloy and Ti to the heating mechanism.
The bimetallic materials were produced through three different strategies:
co-sintering of powders
sinter bonding of the Co alloy powder on a presintered (by SPS) cp2-Ti
sinter bonding of cp2-Ti powder on a presintered (by SPS) Co alloy.
The microstructure was investigated by light optical microscopy and scanning electron microscopy, and the alloying element interdiffusion was investigated by energy dispersive X-ray spectroscopy (EDXS).
Results and discussion
Microstructure
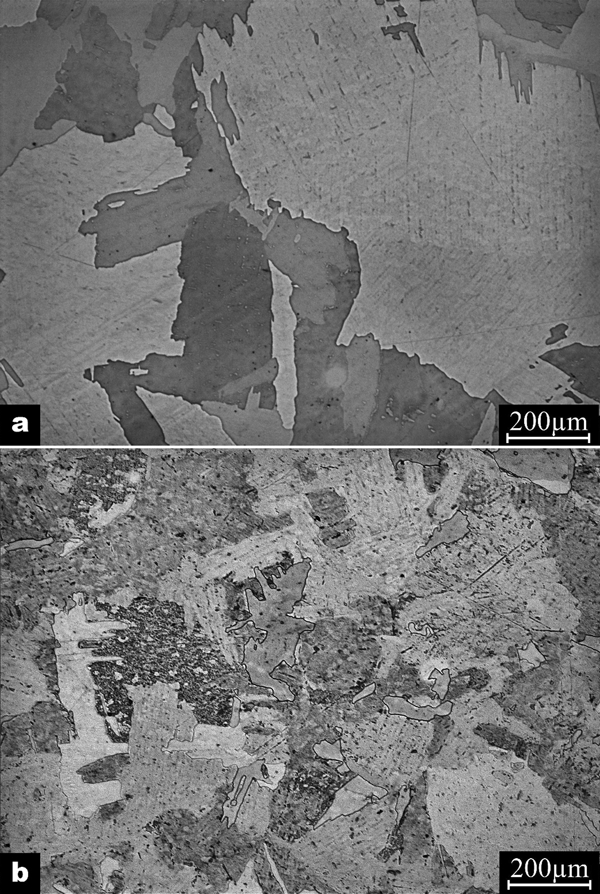
Figure 1 shows the unetched microstructure of the co-sintered specimen.
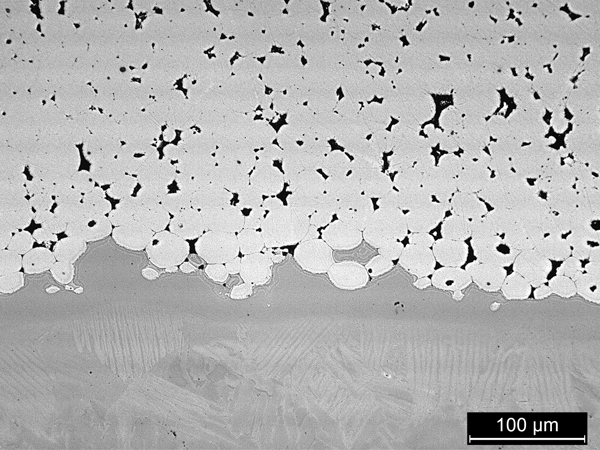
Microstructure of co-sintered specimen
While cobalt alloy contains a residual porosity, titanium results fully dense. When co-sintered, the cobalt alloy shows some residual porosity even if the sintering parameters are the same as in a previous work where full density was obtained by processing it alone.12 The lack of densification can be attributed to the presence of Ti powder. Particle deformation is the first phenomenon observed in SPS,15 and it is enhanced by thermal softening of the contact areas due to localised overheating.13 The intensity of the localised overheating tends to decrease on increasing density due to the growth of the contact areas and the consequent decrease of their electrical resistance. Since Ti powder tends to densify at lower temperature than the Co alloy10,12 due to its lower resistance to plastic deformation, the heating efficiency in Co alloy particles may be reduced, and this may cause incomplete densification.
Figure 2 shows microstructure of the co-sintered specimen after metallographic etching.
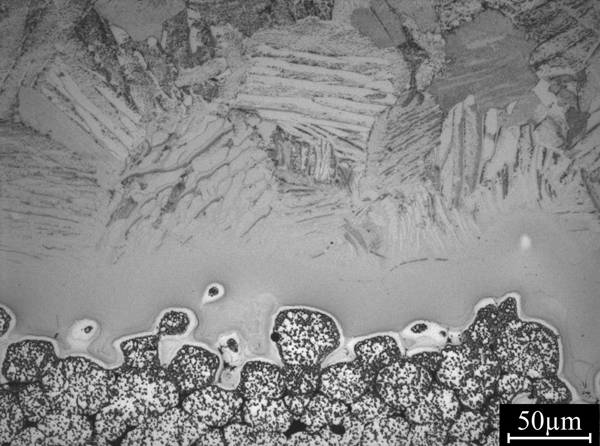
Microstructure of co-sintered specimen after metallographic etching
The interface is irregular, due to the penetration of the cobalt alloy particles into the densified titanium, due to the higher hardness. The microstructure of the cobalt alloy shows a homogeneous precipitation of fine carbides. The amount of carbides is larger than that obtained after sintering the same alloy at the same nominal temperature and corresponds to that observed after sintering at a lower temperature (1223 K).12 This is a confirmation of the lower heating efficiency in the cobalt alloy particles mentioned above.
The microstructure of the cp2-Ti is very similar to that observed in the same material when sintered alone,13 a part from the interface region where a white (unetched) layer ∼50 μm thick and a lamellar layer up to a distance ∼200 μm from the interface are formed. This microstructure will be explained in the following.
The microstructural characteristics of the sinter bonded specimens are similar to those of the co-sintered one, with some differences at the interface. Figure 3 shows the specimen obtained by sinter bonding the Co alloy powder on presintered cp2-Ti.
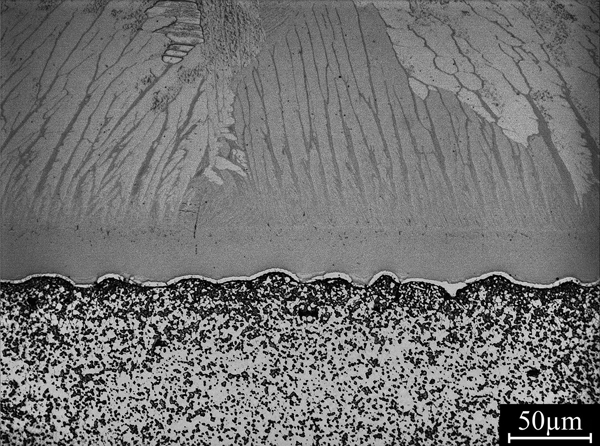
Microstructure of interface region in specimen obtained by sinter bonding Co alloy on presintered cp2-Ti
The interface is still irregular, again due to Ti surface indentation by the cobalt alloy particles, and the microstructure of cp2-Ti in the interface region comprises the two layers described above. Grain size of cp2-Ti is larger than in the co-sintered specimen, as shown in Fig. 4, due to grain growth occurring during the second sintering cycle.
Microstructure of cp2-Ti in specimen obtained by sinter bonding Co alloy on presintered cp2-Ti
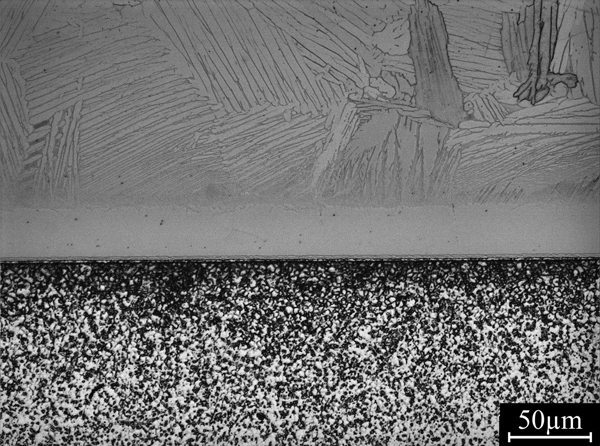
Figure 5 shows the specimen obtained by sinter bonding the cp2-Ti powder on presintered cobalt alloy.
Microstructure of interface region in specimen obtained by sinter bonding cp2-Ti on presintered cobalt alloy
The interface is flat since the Ti particles cannot indent the Co alloy substrate due to their lower hardness. The white and the lamellar layers in titanium are still present in the interface region. Despite of the double sintering cycle, the Co alloy keeps grain size unmodified due to the grain boundary pinning of carbides.
Interface: Diffusion layer
Figure 6 shows the Ti, Co, Cr and Mo EDXS concentration line profiles across the interface in the specimen produced by sinter bonding of the titanium powder on presintered cobalt alloy. It is representative of the interdiffusion observed in the other two specimens, too. Co, Cr and Mo diffuse into titanium, while titanium does not diffuse into the Co alloy.
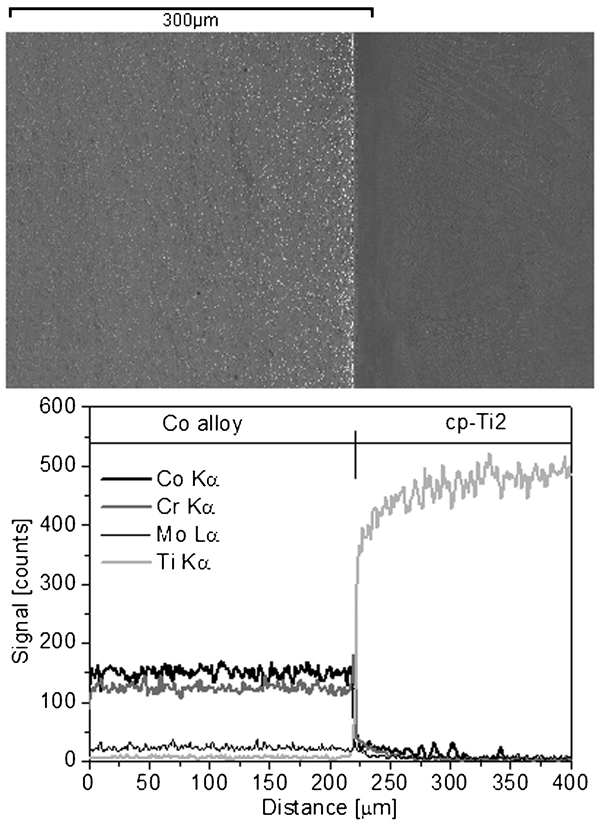
Ti, Co, Cr and Mo EDXS line profiles across interface in specimen produced by sinter bonding of titanium powder on presintered cobalt alloy
The diffusion distances of Co, Cr and Mo are different. Analyses by EDXS were then carried out on areas of ∼80 μm2 every 25 μm from the interface, and the resulting concentration profiles are reported in Fig. 7. Here, the distance reported in the x axis is relevant to the centre of the selected area.
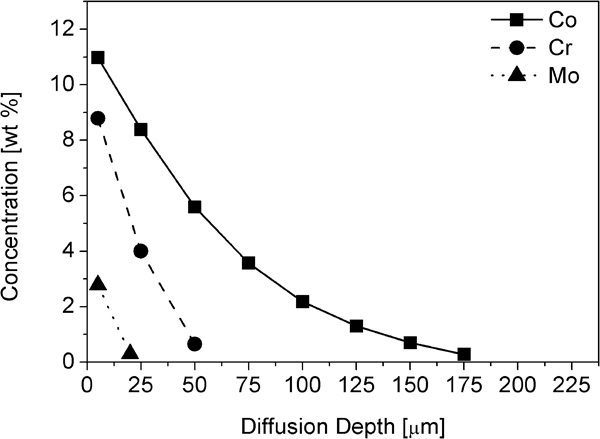
Co, Cr and Mo concentration profiles into cp2-Ti in same specimen of Fig. 6
The diffusion distances of Mo, Cr and Co are <25, 50 and 175 μm respectively. The three elements are beta stabilisers;16 therefore, the unetched titanium layer close to the interface, where the concentration of the three elements is higher, is beta-Ti, while the lamellar layer, where only cobalt is present, is alpha–beta. Similar microstructure modifications were observed at the interface between titanium and duplex stainless steels.17– 20
The microstructural analysis shows that the depth of the lamellar alpha–beta layer is ∼200 μm, slightly higher than the distance from the interface at which the cobalt concentration detected by EDXS falls to zero. Spot analyses were carried out on beta lamellae. Here, the cobalt content was systematically higher than the average value measured at the same distance, as shown in Fig. 8. Cobalt was detected in beta lamellae at a distance of 200 μm from the interface. The agreement between the microstructure and Co concentration in the lamellae is then excellent.
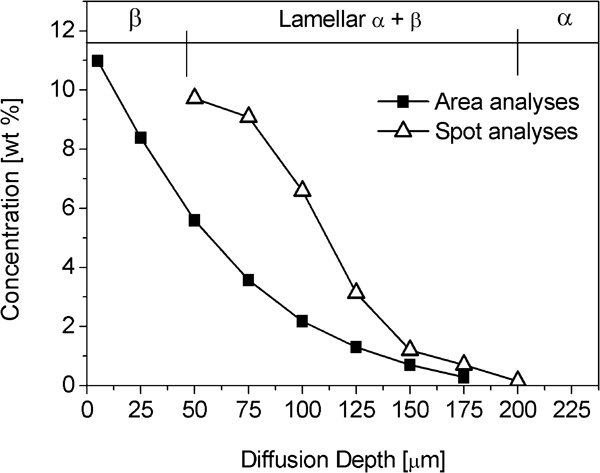
Co diffusion profile in cp2-Ti
The diffusion distance of Co, Cr and Mo in titanium can be correlated to the different diffusion coefficients D. They were calculated at 1273 K with the equation (1)


Table 2 reports the results of calculations.
Frequency factor D0, activation energy Qd, diffusion coefficient D and diffusion depth x of Co, Cr and Mo in beta-Ti at 1273 K (Ref. 21)

The agreement between the calculated and the measured diffusion depths is very good, suggesting that there is an effective coincidence between the temperature measured by the thermocouple and the actual one within the powder during SPS. To confirm this result, equations (1) and (2) were used to calculate the temperature corresponding to cobalt concentration at different positions along the diffusion profile. Results are reported in Table 3.
Diffusion coefficient D and actual temperature T corresponding to cobalt concentration Cx at different distances x from interface
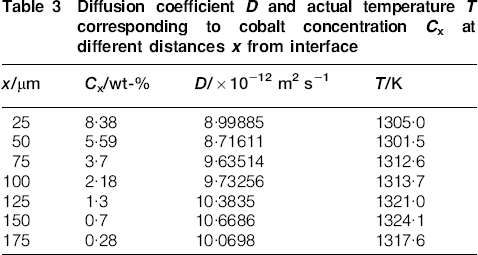
Temperature varies within a very narrow range, with an average value of 1313·6 K and a standard deviation of 8·2 K. The difference with the nominal temperature measured by the thermocouple is 40 K, which might represent either the discrepancy between the temperature of the die wall (where the thermocouple is welded) and the actual one within the powder or the entity of the effect of the pulsed current on the mass transport claimed by Munir et al. 1 or a combination of the two phenomena. In any case, the effect is quite poor.
Interface: Bonding layer
When observed at high magnification, the interface shows a 3 μm thick bonding layer. Figure 9 shows this detail on the specimen obtained by sinter bonding of the Ti powder on the fully dense presintered Co alloy.
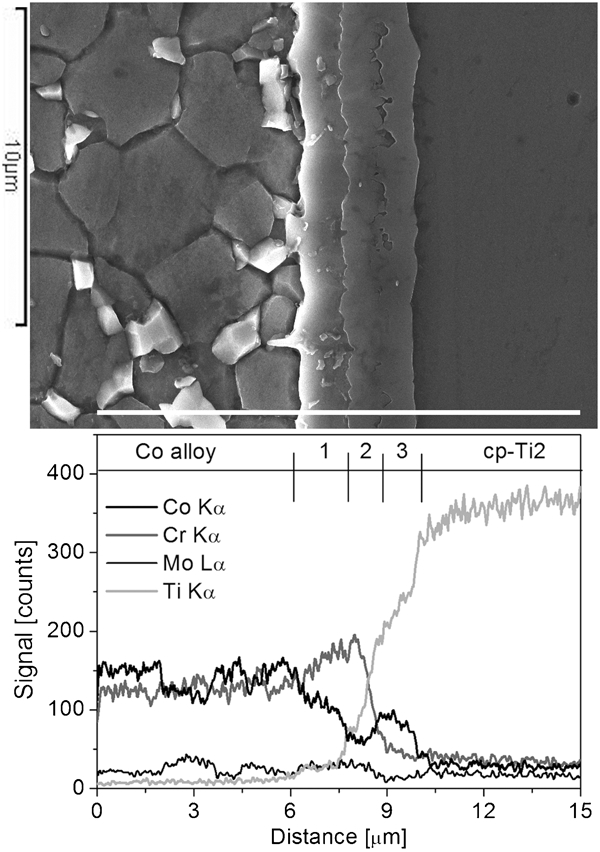
Microstructure of bonding layer and EDXS concentration line profiles
The concentration line profiles indicate that the layer is actually constituted by three sublayers of similar thickness (∼1 μm). On moving from the cobalt alloy (layer 1) towards titanium (layer 3), it may be observed that:
Ti increases continuously
Co first decreases (layer 1), then increases, reaching a local maximum at the interface between the second and the third layers and then decreases
Cr first increases (layer 1), then decreases sharply (layer 2) and stabilises (layer 3)
Mo is stable in the first layer, decreases in the second layer and remains stable in the third one.
The Cr concentration profile in the first layer and the Co one in the second layer are not consistent with the concentration gradients. The effect of migrating elements on activity is responsible for this apparent ambiguity. For instance, Kundu and Chatterjee17– 20 show similar chromium enrichment at the interface between a duplex stainless steel and titanium due to the effect of titanium migrating towards the stainless steel, which decreases the chromium activity. As a consequence, chromium diffusion takes place down the activity gradient and not the concentration gradient. The same effect can be hypothesised here to justify the inversion of the chromium gradient in the layer close to cobalt alloy due to migration of titanium. An analogous effect could justify the cobalt profile in the second layer. Table 4 reports the average Co, Cr, Mo and Ti concentrations in the three layers.
Mean composition of three bonding layers
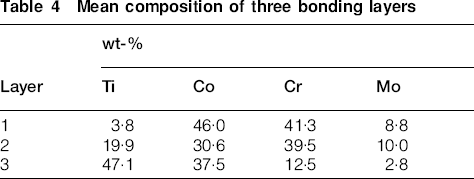
The system is rather complex, and no reference data are available in literature establishing the constitution of the three layers. The binary and ternary phase diagrams22,23 do not support a reliable interpretation. It may be only hypothesised that the layers contain some intermetallic compounds as sigma phase in layer 1 and TiCo and TiCr2 in layers 2 and 3 (and Ti2Co in the last one). This hypothesis has to be verified by a detailed characterisation of the three layers.
Conclusions
The microstructure at the interface of bimetallic CoCrMo/cp2-Ti specimens produced by SPS was investigated. The specimens were produced at 1273 K through three strategies:
co-sintering of powders
sinter bonding of Co alloy on a previously sintered (by SPS) titanium
sinter bonding of Ti powder on presintered cobalt alloy.
Some residual porosity is observed in the cobalt alloy even if the SPS temperature is the one that leads to a full density when the alloy is sintered alone. This is attributed to the lower heating efficiency in the bimetallic specimen than in the case of the single Co alloy powder due to the earlier densification of titanium, which reduces the intensity of the surface overheating in the Co alloy powder.
The interface of the co-sintered specimen is quite irregular due to the indentation of the softer cp2-Ti by the harder Co alloy particles. The same occurs when sinter bonding the cobalt alloy powder on presintered titanium. In contrast, the specimen obtained by sinter bonding the titanium powder on a previously sintered Co alloy has a straight interface.
In all the cases, the interface is made of a 3 μm thin bonding layer and a 200 μm thick diffusion layer in the cp-Ti. The constitution of the bonding layer, which is actually made of three sublayers 1 μm thick each, can be only hypothesised on the basis of the EDXS analysis due to the complexity of the quaternary system involved. It is expected to contain sigma phase, TiCo, TiCr2 and Ti2Co. Work is in progress to reproduce the three layers in larger amount for the experimental analyses. As far as the diffusion layer is concerned, no Ti diffusion in the cobalt alloy is observed, while Co, Cr and Mo diffuse in titanium to different depths, according to their diffusion coefficients in beta-titanium. As a consequence, the microstructure of the 200 μm diffusion layer is beta titanium close to the interface and lamellar alpha–beta over the residual diffusion depth. The cobalt diffusion profile corresponds to a temperature of ∼1313 K, 40 K higher than that measured during SPS. This difference may be attributed to
the discrepancy between the temperature of the die wall (where the thermocouple is welded) and the actual one within the powder
the entity of the effect of the pulsed current on the mass transport
a combination of the two phenomena.
In any case, the effect is quite poor.
The results of the present work have to be related to the specific geometry of the specimens produced. Depending on size and geometry of the real parts manufactured, temperature and pressure have to be adapted to cross-section and height, and the microstructural characteristics are expected to be different. However, the present work demonstrates the poor interaction at the interface between the two materials.
Footnotes
Acknowledgements
The study is co-funded by Provincia Autonoma di Trento and Eurocoating SpA, Trento, as part of the SpaceCups project.