
Abstract
This work proposes a hypothesis for the interpretation of shrinkage anisotropy during sintering of an Fe–Cu–C alloy based on the effect of the structural modifications of the powder, due to the prior compaction, on the mass transport phenomena. Dislocations are introduced by cold compaction in the contact regions between particles, with different densities along the compaction direction and the transversal one. Therefore, the mass transport by volume diffusion is strongly activated in both directions, and a prevailing effect in the compaction direction is shown. The volume diffusion coefficients derived from the kinetic model correspond to the dislocation pipe diffusion mechanism.
Introduction
The anisotropy of dimensional change on the sintering of metallic green compacts is a well known phenomenon. Shrinkage is usually larger along the direction parallel to the direction of compaction than in the compaction plane, and this is attributed to the effect of the prior compaction, which introduces anisotropy in the flattening and in the orientation of interparticle contacts and modification of the particle surfaces under deforming contacts in the green parts.1 The modelling of the macroscopic deformation of the sintered parts by means of continuum mechanics does not predict anisotropy correctly, even when different particle arrangements and shapes are introduced to describe such an inhomogeneity; in all the cases, the predicted shrinkage in the compaction plane is larger than that in the direction of compaction.2– 4 Zavaliangos et al. 2 propose that anisotropy can also be due to the different ‘quality’ of the grain boundary between particles, in terms of interface pores and oxide fragmentation promoted by prior compaction. These features may influence the mass transport by grain boundary diffusion to such an extent that anisotropy is inverted and a larger shrinkage along the compaction direction is caused. This hypothesis is an interesting starting point since the anisotropy of dimensional change can be hardly interpreted if the structural and physical modifications introduced by prior compaction into the material are not taken into account.
In two previous works, shrinkage anisotropy has been investigated by dilatometry on Fe–Cu–P (Ref. 5) and two Fe–Cu–C (Ref. 6) alloys. In both cases, it has been demonstrated that just during heating shrinkage significantly differs in the directions parallel and perpendicular to the compaction direction, when iron is still in the alpha phase. This means that the phenomena occurring in the early stage of sintering are very sensitive to the inhomogeneity of the green compact. An additional contribution to anisotropy is given by the formation and spreading of the liquid phase, as known,7– 9 as well as by the phenomena occurring during isothermal holding at the sintering temperature, but the effect of the phenomena occurring in the early stage of sintering is the predominant one.
This paper is a preliminary attempt to investigate such a phenomenon in detail. Dilatometry is the easiest but at the same time the most precise experimental tool to investigate the dimensional changes occurring on sintering. Specimens were cut from the same green part along the compaction direction and in the compaction plane. Thermal cycles at different temperatures in the range corresponding to the early stage of sintering were carried out, and the shrinkage kinetics was elaborated with reference to the models proposed in the literature10 for the mass transport mechanisms responsible for densification. The different shrinkage kinetics was supposed to be due to a different concentration of structural defects accumulated in the contact regions during prior cold compaction, which, as well known, causes extensive plastic deformation of the metal. Since the axial pressure is greater than the radial one, both plastic deformation and the resulting concentration of dislocations are different, being larger in the contact regions perpendicular to the compaction direction than in those parallel to it.
Experimental
An Fe–3Cu–0·5C blend was prepared by mixing atomised iron powder (25% of particles <45 μm), elemental copper powder (72% particles <45 μm), synthetic graphite and 0·6% amidewax as lubricant. Ring shaped specimens (25 mm external diameter, 15 mm internal diameter and 12·5 mm height) were compacted up to 6·9 g cm−3 green density and delubed at 550°C, 1 h in argon. Prismatic specimens (9×3×3 mm) were cut in the axial and tangential directions, being the prevailing dimension parallel to the compaction direction and perpendicular to the compaction direction respectively. The dilatometry experiments were carried out in a Bähr dilatometer, which uses induction heating, and the temperature was controlled by a thermocouple welded to the specimen. The atmosphere in the dilatometer chamber was vacuum, with backfilling over 900°C. Thermal cycles were carried out at 600, 650 and 700°C, 1 h isothermal holding. The heating rate was 1·6°C s−1 up to 500°C (close to delubing temperature); then, it was decreased to 0·5°C s−1 up to the maximum temperature.
The microstructural analysis was carried out on the green and delubed specimens, after conventional metallographic preparation.
Results and discussion
Figure 1 shows the microstructure of the material after delubing. The vertical direction in the micrograph corresponds to the compaction direction.
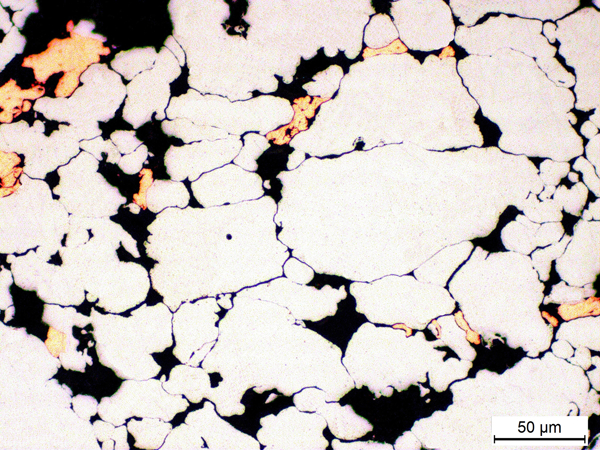
Microstructure of material after delubing
The iron particles are clearly deformed due to prior compaction, and the extension of the contact areas is very different along the two directions, indicating that plastic deformation is effectively inhomogeneous. Vagnon et al. 11 investigated by microtomography the evolution of the microstructure during delubing and concluded that some rearrangement occurs, as well as an enlargement of the contact porosity in the longitudinal direction, due to the force exerted by the gaseous products of the lubricant decomposition flowing through the interconnected pores. Nevertheless, metallographic analysis with the optical microscope of the green and delubed specimens did not reveal any evidence of such a phenomenon.
Figure 2 shows a detail of the dilatometry curves of the longitudinal and transversal specimens6 up to 1000°C.
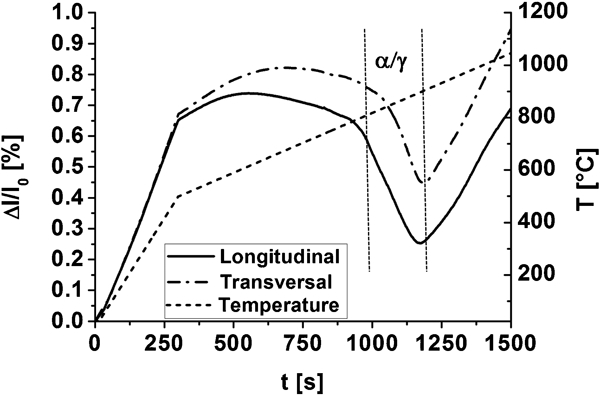
Detail of dilatometric curves of longitudinal and transversal specimens in region of early stage of sintering
At ∼600°C, the slope of the curves starts decreasing (at a lower temperature in the longitudinal specimen) and becomes negative, indicating that shrinkage firstly reduces and afterwards exceeds thermal expansion. In austenitic field, the material expands on heating, without any appreciable difference between the two directions.
Shrinkage in the alpha phase is much more pronounced in the longitudinal specimen than in the transversal one: the difference between the two specimens is ∼0·2% both at the beginning and at the end of the ferrite to austenite transformation.
Figure 3 shows the isothermal steps of the dilatometry experiments carried out at 600, 650 and 700°C; the per cent shrinkage is reported versus holding time for the two specimens. At these temperatures, the difference between the longitudinal and transversal shrinkage is very pronounced.
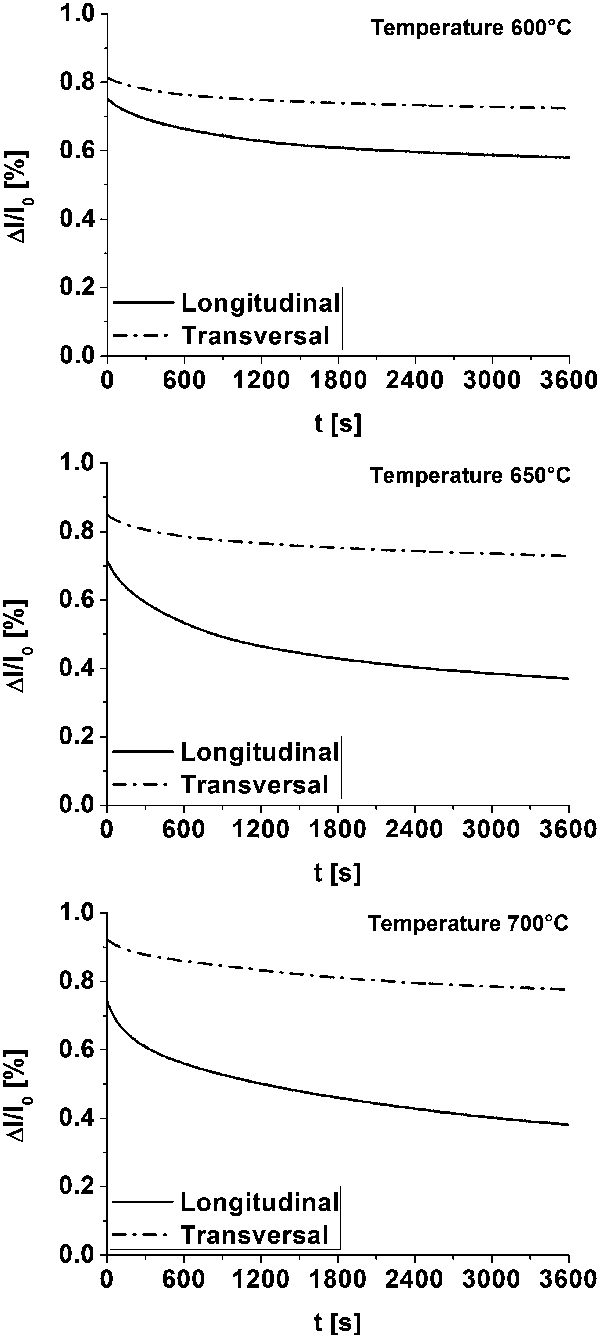
Isothermal shrinkage curves
The isothermal shrinkage increases with temperature and is always larger for the longitudinal specimen than for the transversal one.
With reference to the theory of sintering,10 shrinkage curves were fitted by equation (1)

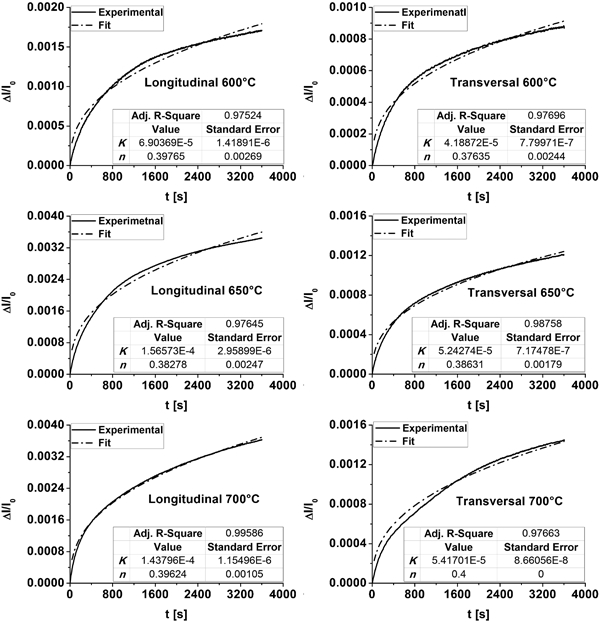
Experimental and theoretical shrinkage curves
The match between the experimental and theoretical curves is somewhat acceptable, and the time exponent of the kinetic model is 0·38–0·4 in all the cases. This would indicate that shrinkage is due to volume diffusion in both longitudinal and transversal specimens in the 600–700°C temperature range. Table 1 summarises the results.
Isothermal shrinkage kinetic data

Attention is now focused on parameter K, which depends on the material and temperature. In the longitudinal specimen, K is from 1·6 to 3 times larger than in the transversal specimen, and this difference is representative of the anisotropic character of dimensional change.
The kinetics equation for volume diffusion shrinkage is given by equation (2)10

The difference between the longitudinal and transversal values of K has to be sought in the parameters, which may be influenced by the prior cold compaction of the powders. Lattice imperfections, as dislocations accumulated in strain hardened regions, can change the value of the diffusion coefficients due to their influence on the activation energy, so an effect on shrinkage extent and anisotropy might be expected. Nevertheless, residual stresses are accumulated during compaction due to the uneven plastic deformation. They might not be completely released on heating up to 600–700°C and could contribute to the sintering stress, increasing the driving force for sintering. The two cases are discussed separately in the following.
Prior compaction increases driving force
The sintering is now treated as a sort of ‘pressure assisted’ sintering to include the residual stress into the formulation of the driving force according to equation (3)

Hypothetical residual stress in compacted powder

The value of the residual stress is always larger in the longitudinal specimen (i.e. in the longitudinal direction) than in the transversal one and decreases with temperature, which is reasonable. However, all values are much larger than the yield strength of iron, which is definitely meaningless. This approach fails in interpreting anisotropy.
Prior compaction enhances volume diffusion
In this case, the value for surface tension taken from the literature (1·5 N m−1) is introduced in equation (2), and the resulting actual volume diffusion coefficient Deff is calculated at the different temperatures. The results are listed in Table 3.
Actual volume diffusion coefficients
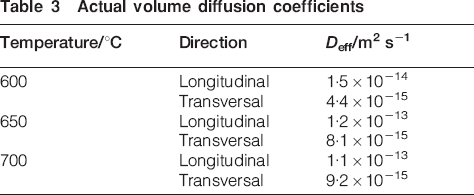
As expected, the actual diffusion coefficients Deff are higher in the longitudinal specimen (i.e. longitudinal direction) than in the transversal one. They are three to six orders of magnitude larger than the volume diffusion coefficients of iron.
The role of dislocations and other structural defects on sintering and shrinkage kinetics was investigated and discussed more than 30 years ago. Friedrich and Schatt12 demonstrated the formation of zones with a high dislocation density (rosettes) in the contact regions during the formation and growth of the neck. Since the atomic diffusion towards the pores is enhanced by the availability of vacancy sinks, dislocation rosettes activate diffusion, and an effective diffusion coefficient was defined Deff, which is proportional to the dislocation density in the rosettes. In that work, the formation of dislocation was attributed to the surface tension and the capillary forces that may overcome the critical stress for the multiplication of dislocations. An effective diffusion coefficient 10 times higher than the volume self-diffusion coefficient was reported. In pure copper, the increase in dislocation density in the rosettes may be up to two orders of magnitude.13 An even larger increase in diffusion coefficient was reported by Lanyi and Hermel,14 which introduced the concept of structural activity to describe the contribution to shrinkage of lattice defects not in equilibrium, mainly dislocations. The structural activity is concentrated in the contact regions, and Deff may be two to three orders of magnitude larger than the volume self-diffusion coefficient in copper at 1200°C. It increases with the compaction pressure and decreases during isothermal holding at the sintering temperature due to the progressive, thermally activated, recovery. The dependence on the compaction pressure might suggest that dislocations are generated during cold compaction. In the next paper,15 Friedrich and Schatt proposed that dislocation rosettes activate a creep densification mechanism rather than an enhancement of the diffusion coefficient. Using positron annihilation spectroscopy, Schatt et al. 16 investigated the evolution of the structure of lattice defects in the contact regions during sintering of pure Ni and Cu. It consists of both dislocations and agglomerates of vacancies. Some dislocations are formed during cold compaction while vacancies from during the transformation of the high energy contact (cold weld joint) to the high angle grain boundary with a lower energy. At high temperature, some of the vacancy agglomerates may transform in dislocations, which are highly mobile by climbing. Such a climbing is responsible for shrinkage due to the rearrangement of powder particles and to dislocation creep.16 In all these papers, dislocations are generated during sintering, giving rise to a self-activated sintering mechanism. This mechanism was confirmed by Amador et al.,17 who investigated the influence of strain on the sintering of either cold compacted or milled iron powders. In the former case, the indication of the formation of grain boundary dislocation was obtained by positron annihilation spectroscopy, and a mechanism of dislocation pipe diffusion18 was claimed to justify the activated shrinkage up to 927°C.
Diffusion is greatly enhanced by a three-dimensional array of dislocations when the diffusion distance (Dvt)0·5 (t is diffusion time) is much higher than the mean separation between dislocations Z; in this case, the diffusion depth is greater than it would be without dislocations. This condition is referred as ‘A kinetics’, and the effective diffusivity Deff, in the case of a single crystal, may be calculated with equations (4) and (5)18


According to Shima et al.,19 the pipe diffusivity Dp is up to six orders of magnitude higher than the volume diffusion coefficient in iron in the temperature range of 600–800°C.
Dislocation pipe diffusion is proposed by Sundaresan et al. as the main transport phenomenon in the sintering of Ti alloy,20 where a high dislocation density (1013 m−2) is generated within the whole of the particle volume by the α–β transformation.
The dislocation density that is supposed to be responsible for the enhancement of the diffusion coefficient, and in turn on the anisotropy of dimensional variations, may be calculated using equations (4) and (5), since the mean dislocation separation Z is correlated to the dislocation density ρd by the following equation (6)

Sundaresan et al. reported that the soaking of the material at high temperature activates recovery, and the effect of dislocations on shrinkage results progressively attenuated.15
The shrinkage curves of Fig. 4 are plotted in a log–log scale in Fig. 5.
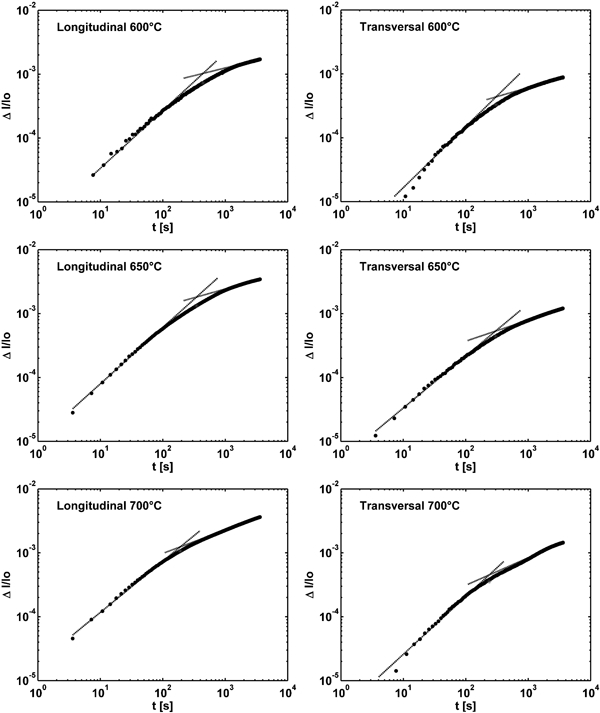
Isothermal shrinkage curves showing attenuation of kinetics
The deviation from linearity highlighted by a downward curvature confirms the attenuation of the effect of the structural defects. The time at which deviation is observed was calculated by the first derivative of the curves, and the results are reported in Table 4.
Time for enhanced diffusion attenuation and corresponding shrinkage
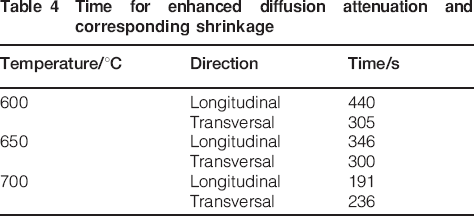
The time decreases with temperature, as expected, since recovery is a thermal activated phenomenon. Time is shorter in the curves relevant to the transversal direction, which means that the effect of dislocation starts decreasing earlier along this direction; this is also reasonable since the expected dislocation density here is lower.
All these results may indicate that the dislocations generated by cold compaction in the contact areas between particles play a significant role not only on shrinkage but also on its anisotropy. The proposed interpretation of anisotropy is a hypothesis, which needs for a confirmation by means of a specific experimental work. Further work will be aimed at characterising in depth the structure and defectiveness of the compacted powders, as well as at improving the fitting of the shrinkage curves with a model accounting for the attenuation of shrinkage kinetics.
Conclusions
The shrinkage anisotropy during sintering of an iron–copper–carbon alloy was investigated. Dilatometry experiments show a large anisotropy of shrinkage during heating in the temperature range 600–700°C. Isothermal shrinkage kinetics at these temperatures depends on t0·5, indicating that volume diffusion is the controlling mass transport phenomenon. The calculated values for the volume diffusion coefficients are much higher than the equilibrium ones, and the difference is compatible with the dislocation pipe diffusion mechanism. Owing to plastic deformation, dislocations are introduced in the contact regions between particles by cold compaction, and the density of dislocations is expected to be different along the compaction direction and the transversal one. Therefore, mass transport by volume diffusion may result in strongly activated in both directions, with a more pronounced effect in the compaction direction. This could justify the measured anisotropy. Such dislocations are non-equilibrium defects, since temperature activates recovery and reduces their density progressively. As a consequence, the effect gets progressively attenuated, as shown by the analysis of the isothermal shrinkage curves.
The proposed mechanism is based on the results of dilatometry experiments, which confirm what is actually observed in practice: shrinkage along the compaction direction is larger than that in the compaction plane. The inhomogeneous concentration of lattice defects (dislocations) introduced by the prior cold compaction is a reasonable hypothesis, and their supposed effect on sintering kinetics finds support in previous works dealing with the contribution of dislocations to sintering, as well as in the theory of diffusion in metals.
The hypothesis of the mechanism responsible for anisotropy proposed in the present work was not experimentally demonstrated since the attempt to measure dislocation density in the contact regions by TEM failed due to the difficulty of preparing suitable thin specimens from a green compact. Work is in progress to carry out such a characterisation.