
Abstract
Owing to high performance/cost ratio, sinter hardening process is gaining more popularity towards liquid quench hardening of PM sintered steels. Effect of cooling rate during sinter hardening on the microstructure and properties of sintered steel grade Distaloy HP with heterogeneous and Astaloy CrM with homogeneous microstructure has been studied. The samples were sinter hardened at different cooling rates of 0·5–3°C s−1 in order to investigate the influence of homogeneity towards sinter hardening technology. The microstructure and hardness of the samples were measured carefully. In addition, the chemical analysis of the samples after sinter hardening was measured. It has been shown that sintering process and cooling rate change the microstructure and hence the hardness of the materials. The most differences between samples were detected at a cooling rate of 3°C s−1. At this cooling rate, the homogeneous microstructure was fully martensitic, while the heterogeneous microstructure had lesser amount of martensite. Effect of martensite formation on mechanical properties was also investigated.
Introduction
Sinter hardening usually refers to the process of cooling a part from the sintering temperature at a rate sufficient to transform a significant portion of the material matrix to martensite. Interest in sinter hardening has grown because it offers good manufacturing economy by providing a one-step process and a unique combination of strength, toughness and hardness.1
There are a number of benefits of the sinter hardening process compared with liquid quench hardening of PM sintered steels:
the need for a secondary quench hardening treatment is eliminated
the reduced distortion of parts due to the less severe quench leads to better dimensional control
sinter hardened parts do not need an oil removal step prior to operations such as plating.2
By accelerating the post-sintering cooling rate, the quantity of martensite can be increased, which results in increased strength and hardness.3 The amount of martensite present in a material is dependent not only on the cooling rate but also on the alloying element content, mass, density and geometry of a part. Alloying elements such as Cr, Mo, Mn, Ni and Cu increase the hardenability or the ability of a material to form martensite when cooled from a temperature in the austenitic region.4
In Ni containing systems, heat treatment of admixed Ni materials or sinter hardening of diffusion bonded or prealloyed materials are often used to maximise the performance of the material system.5 Chromium base materials have also shown good sinter hardening characteristics.6 To optimise manufacturing costs and performance of sinter hardened parts, the combined effects of alloying elements, their content and the base powder on compressibility and hardenability must be properly analysed and balanced.7 Many sinter hardenable powder metallurgy materials8– 10 have been developed over the past few decades and commonly used Fe–Cu–Ni–Mo–C system, which has exhibited good dynamic and static properties.10– 13 By controlling the post-sintering cooling rate, the microstructure can be manipulated to form the required amount of martensite to obtain the desired mechanical properties.
The aim of this paper is to investigate the effects of homogeneity of the microstructure on the response towards sinter hardening technology. The effect of microstructure on sinter hardening response of materials were examined by investigating differences in microstructure, dimensional changes, hardness and mechanical behaviour of the samples after sinter hardening.
Experimental
Materials and sample preparation
The materials studied were Distaloy HP mixed with 0·6% graphite and Astaloy CrM mixed with 0·45% graphite, supplied by Höganäs AB Sweden. Distaloy HP is a diffusion bonded powder, which has a heterogeneous structure. Its chemical composition of is 4Ni–2Cu–1·5Mo. On the other hand, Astaloy CrM is a prealloyed powder, which consists of a homogeneous structure. Its chemical composition is 3Cr–0·5Mo. The physical properties of the powders are shown in Table 1. The samples were cold pressed at 600 MPa in a floating die and then sintered for 30 min at 1120°C in an N2–10%H2 reducing atmosphere. The samples were made according to standard MPIF 10. After sintering, sinter hardening was carried out on some of the samples.14 The cooling rate for sinter hardening process was chosen as 2 and 3°C s−1. It should be mentioned that the rate of the cooling of the samples in as sintered samples was 0·5°C s−1. Then, the sinter hardened samples were annealed in air at 200°C in the furnace for 1 h.
Physical properties of powders

Microstructure investigation
The microstructures of the samples were investigated using an optical microscope after etching with 3% nital etchant, and the percentage of different phases were measured by image analyse technique by utilising Image Analyzer 1·32 software.
Hardness and density
Hardness of the samples was measured according to ASTM E384. Densities of the samples were measured according to MPIF 42 standard.
Dimensional change
In addition, the dimensional changes of the samples during sintering and sinter hardening were measured. For doing this, the dimensions of the samples were measured before and after sintering and then the dimensional changes were calculated according to equation (1)

Mechanical properties of samples
In order to assess the effects of microstructural homogeneity on the mechanical behaviour of materials, tensile test has been carried out on the samples according to MPIF 10 standard. Then, yield stress, tensile strength and elongation of the samples have been measured and compared to each other.
Chemical analysis of sintered and sinter hardened samples
In addition, the amount of carbon and oxygen of sinter hardened samples were measured by chemical analysis technique (infrared absorption method after combustion).
Results
Figure 1 shows the microstructure of the Distaloy HP samples at different cooling rates. The microstructure of the samples after sintering is shown in Fig. 1a, and the amount of phases in the microstructure have been measured by image analyser software. Bainitic matrix mixed with areas of martensite (∼40%) and Ni rich austenite are formed at a cooling rate of 0·5°C s−1.
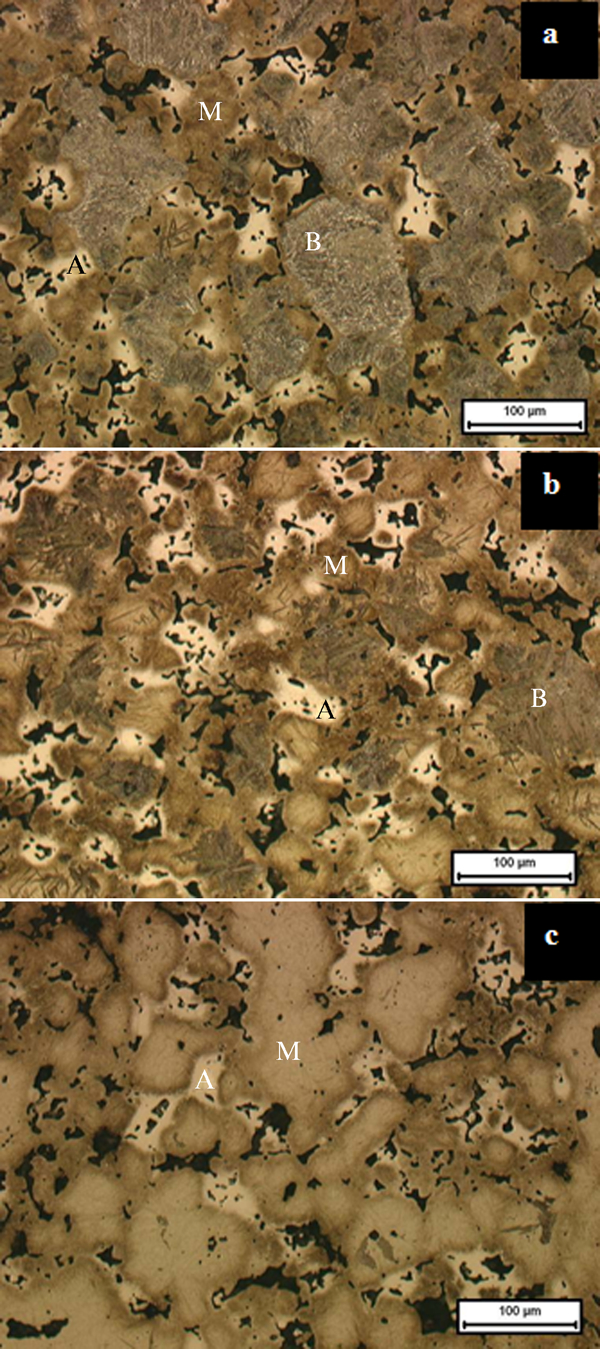
Microstructure of Distaloy HP samples with cooling rate of a 0·5°C s−1, b 2°C s−1 and c 3°C s−-1 (A: austenite; B: bainite; M: martensite areas)
Figure 1b shows the microstructure of a sample that was sinter hardened with the cooling rate of 2°C s−1. Matrix of the sample is martensite (∼60%), with upper bainite. The Ni rich austenite in this sample was less than the previous one. Microstructure of the sample with the cooling rate of 3°C s−1 is shown in Fig. 1c. Here, the microstructure is mainly martensitic with ∼2% of lower bainite. In addition, very little Ni rich austenite region can be seen in this sample.
Figure 2 shows the microstructures of the Astaloy CrM samples at different cooling rates. It is worth to mention that no significant decarburisation has been detected at the surface of sintered hardened specimens. The microstructure of the samples after sintering is shown in Fig. 2a. Bainitic matrix mixed with areas of martensite (∼40%) were formed at the cooling rate of 0·5°C s−1. Figure 2b shows the microstructure of the sample that was sinter hardened with the cooling rate of 2°C s−1. Matrix of the sample is martensite with small amount of bainite (∼2%). Microstructure of the sample with the cooling rate of 3°C s−1 is shown in Fig. 2c. Here, the microstructure is fully martensitic.
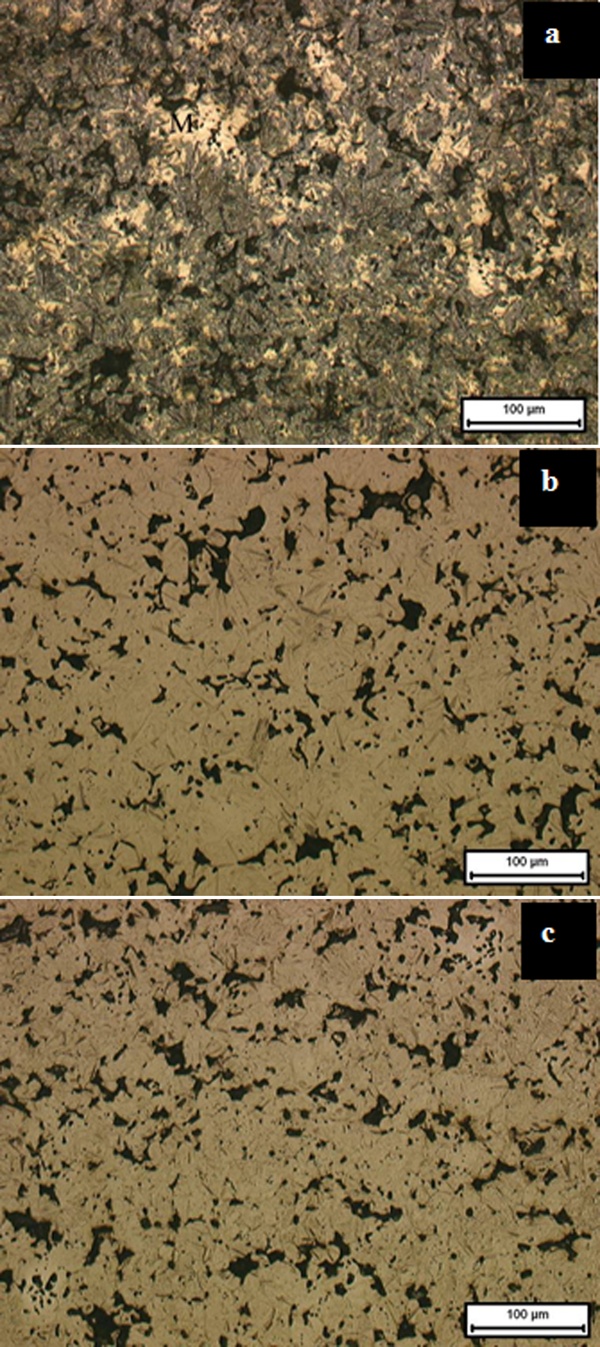
Microstructure of Astaloy CrM samples with cooling rate of a 0·5°C s−1, b 2°C s−1 and c 3°C s−-1 (M: martensite areas)
Figure 3 shows the dimensional changes in Distaloy HP and Astaloy CrM samples. In both materials and at all three cooling rates, the samples undergo shrinkage due to sintering and sinter hardening.
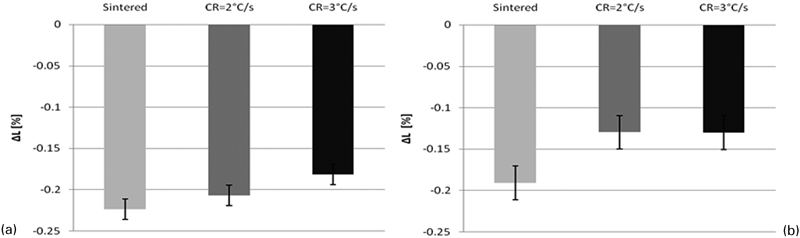
Dimensional changes in samples at different cooling rates from sintering temperature
Figure 4 shows the changes in the density of the samples with cooling rate. Distaloy HP shows significantly better compressibility and hence higher density compared to Astaloy CrM. The density of all samples decreases with increasing cooling rate.
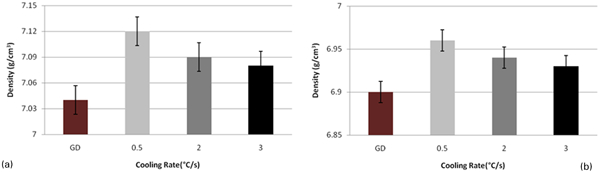
Density changes in samples at different cooling rates from sintering temperature
Figure 5 shows the effects of cooling rate from sintering temperature on the hardness of the materials. As it has been shown in microstructure of the samples, it is expected that increasing the cooling rate increases the percentage of martensite in microstructure and hence increases the hardness of the material. It can be seen in Fig. 5 that, by increasing the cooling rate from sintering temperature from 0·5 to 3°C s−1, hardness increases from 254 to 292 HV10 and from 226 to 351 HV10 for Distaloy HP and Astaloy CrM respectively. It means that increasing the cooling rate from sintering temperature increases hardness 15% in Distaloy HP and 55% in Astaloy CrM. Figure 6 shows the relationship between hardness and microstructure in both materials. The difference in microstructures for different cooling rates correlates well with the hardness differences between the samples. In order to be able to estimate the amount of martensite according to the cooling rate and the appropriate hardness, the scale of the graphs has been made similar.
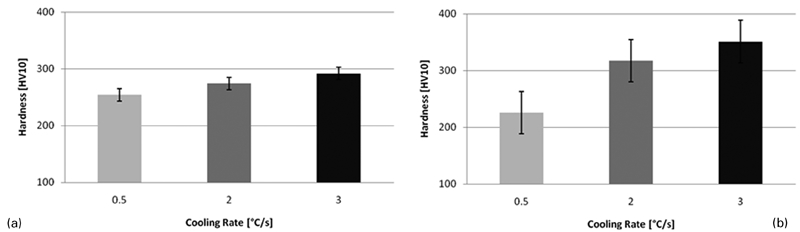
Hardness changes in samples at different cooling rates from sintering temperature
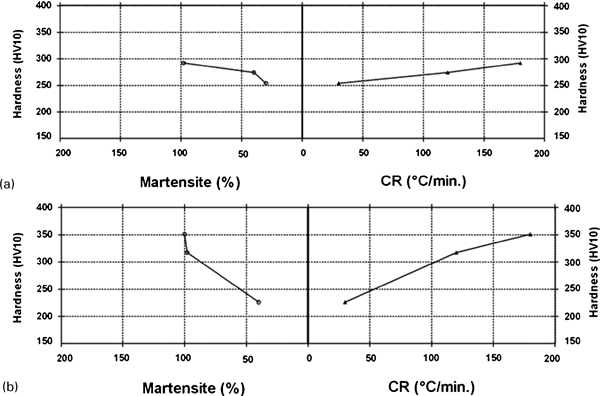
Relationship between per cent of martensite, cooling rate and hardness of a Distaloy HP and b Astaloy CrM samples
Tables 2 and 3 show the tensile properties of both materials including yield stress, tensile strength and elongation of the samples. As it can be seen, Distaloy HP with heterogeneous microstructure shows less improvement in tensile properties by increasing the cooling rate from sintering temperature compared to Astaloy CrM with homogeneous microstructure.
Tensile properties of Distaloy HP

Tensile properties of Astaloy CrM

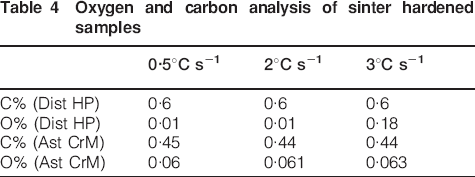
Table 4 shows the carbon and oxygen analysis of the samples after sinter hardening. This table shows that sinter hardening has preformed successfully, and no significant decarburisation is detected in samples. It should be mentioned that the higher oxygen content of Astaloy CrM samples is because of prealloyed chromium in this sample, which is a common fact for Astaloy CrM samples.
Oxygen and carbon analysis of sinter hardened samples
Discussion
Microstructural investigation
An important difference between the microstructure for sinter hardened Distaloy HP and Astaloy CrM at higher cooling rates is the amount of the retained austenite. The retained austenite in Distaloy HP forms because of the alloying system. An example is the influence of Cu and C. Raising the Cu content in high carbon alloys promotes formation of retained austenite.15 Other studies have also shown that retained austenite is present in a larger quantity in the high carbon materials cooled rapidly, particularly as admixed Cu is increased.15 This amount of retained austenite affects the hardness and dimensional changes of the materials. While Distaloy HP in sinter hardened condition shows some amount of retained austenite, no amount of retained austenite can be detected in the sinter hardened Astaloy CrM. In addition, increasing the carbon content and adding alloying elements lower the martensite start temperature, and hence, stronger quench medium is needed to produce martensite. As bainite is formed, carbon diffuses out of the bainite into the untransformed austenite and consequently lowers the martensite start temperature. These are the reasons for the formation of retained austenite in Distaloy HP. Another fact is that Ni is an austenite stabiliser and thus helps stabilising the austenite in the microstructure of Distaloy HP and reduces the amount of martensite by forming some Ni rich austenite.
Dimensional change
All samples are shrieked due to the sintering process. The shrinkage is slightly higher for HP compared to Astaloy CrM probably due to higher carbon content. The shrinkage is decreased by increasing cooling rate for both samples (Fig. 3). Transformation to martensite increases with cooling rate, and the transformation from austenite to martensite causes expansion of the samples, which leads to lower shrinkage. Microstructure of Astaloy CrM turns to almost fully martensite at a cooling rate of 2°C s−1 that causes some expansion, which remains the same at higher cooling rate. The expansion for HP is lower due to the lower martensite amount towards CrM. Higher alloying elements in HP also influence the martensite forming and thus the expansion. It has been known that specimen expansion increases with the concentration of Cu and C.16 Cu expansion is due to the migration of Cu into the grain boundaries. On the other hand, raising the Cu and C concentrations promote the formation of retained austenite, which reduces the amount of martensite in high carbon alloys.15 Therefore, with lower martensite amount and retained austenite, lower expansion is expected for HP during transformation.
Density changes
It is seen in Fig. 4 that, by increasing cooling rate from sintering temperature, density decreases. The reason is that, by increasing the cooling rate from sintering temperature, the amount of martensite in the microstructure increases. As it has been mentioned before, martensite transformation causes more expansion in the microstructure, which reduces the density of the samples. Calculations show that, by increasing the cooling rate from sintering temperature from 0·5 to 3°C s−1, density reduces 0·6 and 0·4% in Distaloy HP and Astaloy CrM respectively.
Hardness and microstructural effects
Looking at Fig. 5 for hardness of the materials, one can say that sinter hardening is more effective on homogeneous microstructures rather than on heterogeneous ones. In case of homogeneous microstructure, distribution of alloying element is the same all over the microstructure. This leads to uniform hardening of the matrix while sinter hardening. On the other hand, in heterogeneous microstructures, there are different kinds of areas with different phases in the microstructure, so the distribution of the alloying elements is not uniform. In spite of high cooling rate, still, area with Ni rich austenite and retained austenite can be found in heterogeneous structure such as Distaloy HP, which causes lower hardness. Therefore, in spite of almost the same amount of martensite in these two microstructures, the hardness of the samples is different.
Tensile properties
Table 2 shows the tensile properties of Distaloy HP, with heterogeneous microstructure. Calculations show that the yield stress and tensile strength of Distaloy HP increases ∼15 and 10% by increasing the cooling rate from 0·5 to 3°C s−1 respectively. In comparison, Table 3 shows the tensile properties of Astaloy CrM, which has a homogeneous microstructure. Again, by calculation of the measured values, it has been seen that yield stress increases 51% and tensile strength increases 29% by increasing the cooling rate from 0·5 to 3°C s−1 which is approximately three times more than what was seen in case of Distaloy HP. In Distaloy HP, heterogeneity of the microstructure by adding Ni and Cu as diffusional elements causes the formation of retained austenite in the microstructure and hence reducing the amount of martensite in the microstructure compared to Astaloy CrM. The presence of retained and Ni rich austenites in the microstructure is the reason for lower yield stress and tensile strength of Distaloy HP. Martensite formation has a large effect on the tensile and yield strength of the material. Higher percentage of martensite in Astaloy CrM compared to Distaloy HP at higher cooling rates explains the difference in mechanical properties. It is worth mentioning that, in both samples, by increasing the cooling rate from sintering temperature and increasing the amount of martensite in the microstructure, the elongation of the samples is reduced, and the same behaviour is expected for impact energy. However, porosity and the sinter neck formation also affect the material properties.
Conclusions
By increasing the cooling rate from 0·5 to 3°C s−1, Astaloy CrM shows a fully martensitic microstructure, while Distaloy HP shows a martensitic microstructure with retained austenite regions.
Increasing cooling rate from 0·5 to 3°C s−1 causes more expansion in Astaloy CrM compared with Distaloy HP.
Density decreases in both Astaloy CrM and Distaloy HPs, as the cooling rate increases from 0·5 to 3°C s−1, although this increment is not so significant.
By increasing the cooling rate from 0·5 to 3°C s−1, hardness increases 15 and 55% in Distaloy HP and Astaloy CrM respectively.
Increasing the cooling rate from 0·5 to 3°C s−1, increases yield stress and tensile strength 17 and 10% respectively in Distaloy HP. In addition, by this increase in cooling rate, yield stress increases 15% and tensile strength increases 29% in Astaloy CrM.
Footnotes
Acknowledgements
The financial support of this work by Höganäs AB (Sweden, Höganäs) and SAPCO (Iran, Tehran) is gratefully acknowledged. Many thanks to Professor A. Bergmark and P. Johansson at Höganäs AB for their valuable contribution to this work.