
Abstract
The preparation of glass–ceramic foams from slag and other components including glass cullet and foaming agent (SiC) is a challenge in the development of marketable and valuable materials. Box–Behnken experimental design was used to investigate the impact of operating conditions (i.e. temperature, reaction time and foaming agent percentage) on density and water absorption capacity of glass–ceramic foams. The optimal process parameter settings to achieve a maximum water absorption capacity (71·34%) and minimum density (0·61 g cm−3) were determined. The failure mode of glass–ceramic foams occurs via layer crushing mechanism. The correlation between the process controlling parameters and the responses (density and water absorption) of the produced foams were represented by two polynomial quadratic models. The determination of main process conditions through Box–Behnken experimental design offers a technological and economic competiveness in the mass production of glass–ceramic foams with specified physical properties for a wide range of applications.
Introduction
Introducing proper treatment of solid wastes is one of the features of a good policy; it is a must for good health and a basis for finding resource saving solutions. The increasing quantities of solid and industrial wastes, as a result of continuous economic growth and rapid technological development, are urgent issues demanding the attention of governments and societies. The beneficial use of recycled and secondary materials in engineering applications is an important step in moving towards the establishment of a sustainable system of solid waste management. The most important question could be how to control or maximise waste recycling, and ensure the safe and environmentally good disposal of wastes. The total quantity of solid wastes generated in Egypt was 118·6 million tons/year in 2007/2008, including municipal and agricultural wastes. Slag is an industrial solid waste generated in the process of iron ore reduction in blast furnace and represents one of the many types of wastes resulting from the industrial and metallurgical processes. The major amount of slag produced in Egypt at a rate of 600 000 metric tons/year is being used as a raw material for the cement industry and in road pavement; the rest is directly discharged in landfills, which consequently can cause environmental problems.
Since blast furnace slag contains little iron and high calcium oxide content, it can be safely used in the manufacturing of cement and in the preparation of materials such as ceramic glass, silica gel and ceramic tiles. 1 Various efforts have been made on the utilisation of blast furnace slag as grog material in the production of construction bricks2,3 and synthesis of glass–ceramics.4–6
The growing interest in the production of foams for various applications such as particulate filters, molten metal filters, catalyst supports, acoustic insulators and porous burners represents a promising opportunity for the conversion of slag wastes into high quality products for several applications.7,8 Bernardo et al.
9
used SiC based wastes coming from the polishing of glass articles to produce cellular structures of reasonably good chemical stability. In recent research, it has been shown that glass foams can be obtained by sintering a mixture of fly ash and sodium salts.
10
The experimental results confirmed that the foam with 70 wt-% fly ash exhibits excellent comprehensive properties at 800°C in terms of density, porosity and mechanical strength. Other authors11–15 prepared porous structural glasses from mixtures of waste glass, fly ash and non-metallic minerals. In the present study, a statistical approach was used to link the processing variables (temperature, time and foaming agent percentage) with the physical property of glass–ceramic foams (responses). The statistical design of experiments is an efficient procedure for planning fewer experiments and analysing the significance of variables on performance outputs.16,17 A Box–Behnken statistical design (BBD)
18
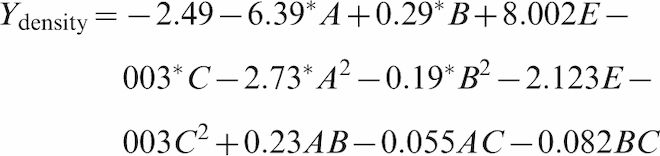
with three factors, three levels and 13 runs was selected for the optimisation study. The polynomial equation generated by this experimental design (using Design Expert 6·0·5, Stat-Ease, Inc., Minneapolis, USA) is as follows

Experimental
Granulated blast furnace slag (GBFS) is a byproduct of the steel and iron industries. It is obtained when molten slag is quenched rapidly using water jets, producing a granular glassy aggregate. The water cooled blast furnace slag, having a composition of 37·2SiO2–31·20CaO–6·4MgO–13·6Al2O3–0·52FeO–6·45MnO–1·18K2O–0·23TiO2–0·14P2O5–0·76Na2O–2·14BaO (mass-%), was pressed uniaxially at room temperature with the addition of 70% glass cullet and SiC as foaming agent (1–10 wt-%). The chemical analysis of the as received GBFS was determined by PANalytical XRF-AXIOS advanced. X-ray diffraction (XRD) analysis (Brucker-D8 diffractometer, Cu Kα radiation, 40 kV working voltage, 40 mA working current, step of 0·020°, step time of 0·4 s) was used to identify the crystalline phases present in the sintered material. The XRD pattern of GBFS depicts the characteristic amorphous halo of non-crystalline materials (Fig. 1). The density of powder samples is quite different, with value of 3·145 g cm−3 for slag and 2·512 g cm−3 for glass cullet. The physical properties of the resulting glass–ceramic foams were investigated in terms of processing temperatures (900–1000°C), reaction times (up to 120 min) and foaming agents (1–10 wt-%SiC). The choices of the process variables and their range for the experiments have been chosen after preliminary tests.
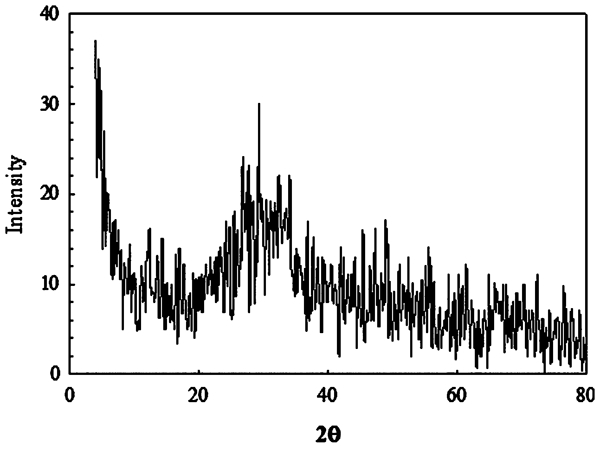
X-ray diffraction of as received blast furnace slag
The microstructure of the final products was examined by scanning electron microscopy (SEM) coupled with an energy dispersive X-ray spectrometer. Compression tests were performed on selected samples at a fixed crosshead speed of 0·5 mm min−1 using a universal testing machine (Shimadzu-UH-F1000 kNI). Stress is evaluated as the load per total area of the specimen. The glass–ceramic foams underwent a number of tests, including water absorption and bulk density measurements, to determine their quality. The water absorption (WA) was calculated according to the following equation: WA = (W2−W1/W1)×100, where W1 is the dry weight of the foam and W2 is the weight of the foam impregnated with boiling water. The bulk density was determined by measuring the weight and the dimension of glass–ceramic foams. The statistical software package Design Expert 6·0·5, Stat-Ease, USA, was used for experimental design, data analysis and model building. Box–Behnken design with three variables was employed to determine the response pattern and then to establish a model.
Results and discussion
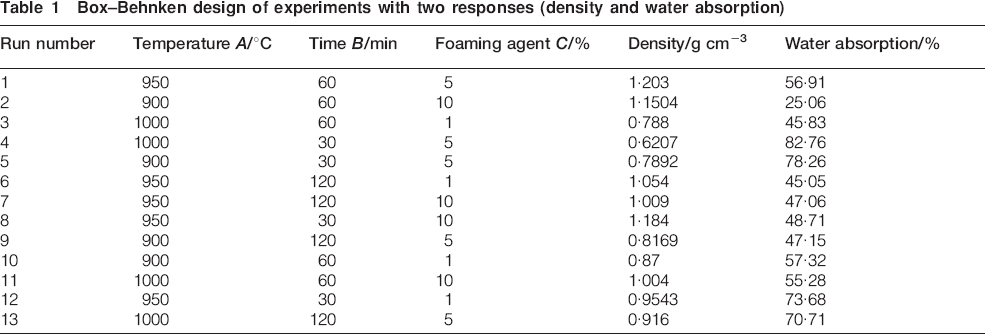
The aim of this study is to investigate the combined influence of three independent variables on the final structure and water absorption of glass–ceramic foams prepared from blast furnace slag and glass cullet. As shown in (Tables 1 and 2), the experiments were carried out with the designed process variables and their corresponding responses. The comparison between different models (linear, two factor interaction 2F versus quadratic model) for the same response has been made using the standard coefficient of regression R2.
Box–Behnken design of experiments with two responses (density and water absorption)
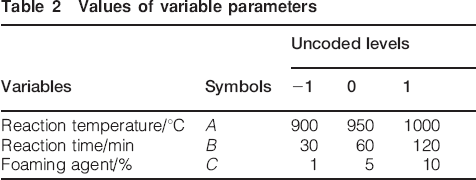
Values of variable parameters
The significance of any model could be determined through Design Expert 6·0·5 software. The standard coefficient of regression R2 of the quadratic regression model was highly significant in comparison with the linear and 2F interaction model. The determination coefficients R2 were found equal to 0·9949 and 0·9374 for water absorption and density of the obtained glass–ceramic foams respectively. These values indicate that the model is able to predict the experimental data to a reasonable accuracy.
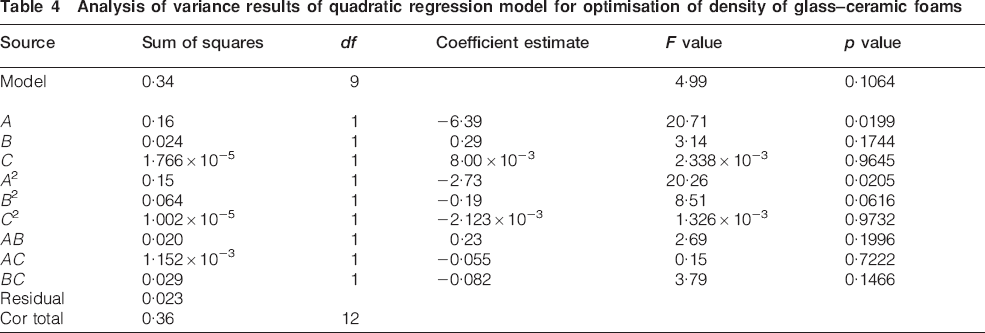
In order to test the suitability of the model, analysis of variance (ANOVA) is performed on experimental data to study the influence of process parameters on the responses (water absorption capacity and density). Analysis of variance is also used to assess the significance of each effect and their interactions (Tables 3 and 4). The p values of the quadratic model for density and water absorption capacity are 0·1064 and 0·0028 respectively, indicating that this model is significant with only 10·64 and 0·28% chance that F value could occur due to noise. This evaluation is undertaken for 5% confidence level of significance. p values less than 0.05 indicated that the model terms are significant, while p values between 0·05 and 0·1 have minimal effects on the response. Precision, which is a measure of signal/noise ratio, should indicate values >4. The ratio of 7·175 and 25·632 for density and water absorption capacity respectively revealed an adequate signal.
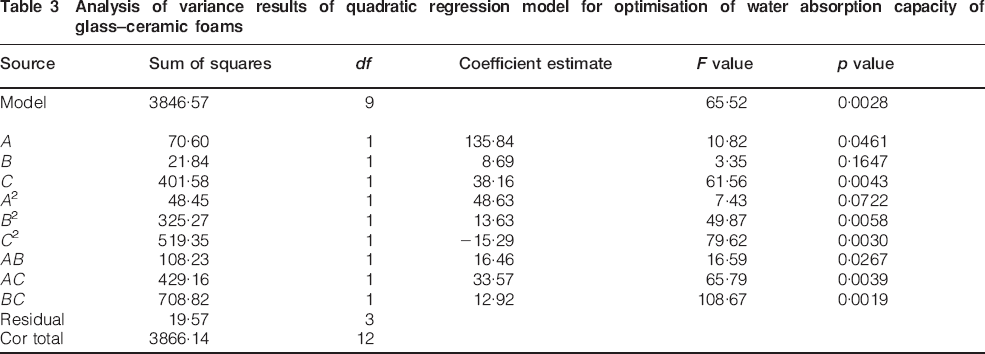
Analysis of variance results of quadratic regression model for optimisation of water absorption capacity of glass–ceramic foams
Analysis of variance results of quadratic regression model for optimisation of density of glass–ceramic foams
The model F value of 65·52 implies that the model is highly significant for water absorption.
The last column of Table 3 indicates that all main effects except factor B and A2 are highly significant since they have small p values. It can be deduced from (Table 3) that the water absorption of glass–ceramic foams was mostly affected by foaming percentage C (p = 0·0043), followed by reaction temperature A (p = 0·0461). The quadratic parameters (B2 and C2) were significant at p<0·003, whereas all the interaction quadratic parameters (BC, AC and AB) were also significant at the level of p<0·03. Predicted response Y for the water absorption, given by (equation (1)), is the result of the effects of temperature, time and foaming agent percentage as well as their interactions.
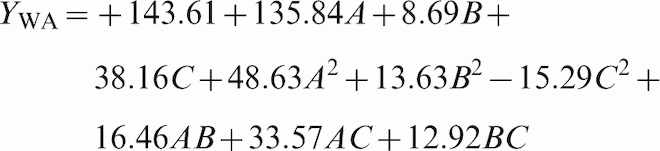
Response surface and contour plots for effects of time and temperature on water absorption capacity at a 1 wt-%SiC (upper), b 5 wt-%SiC (middle) and c 10 wt-%SiC (bottom)
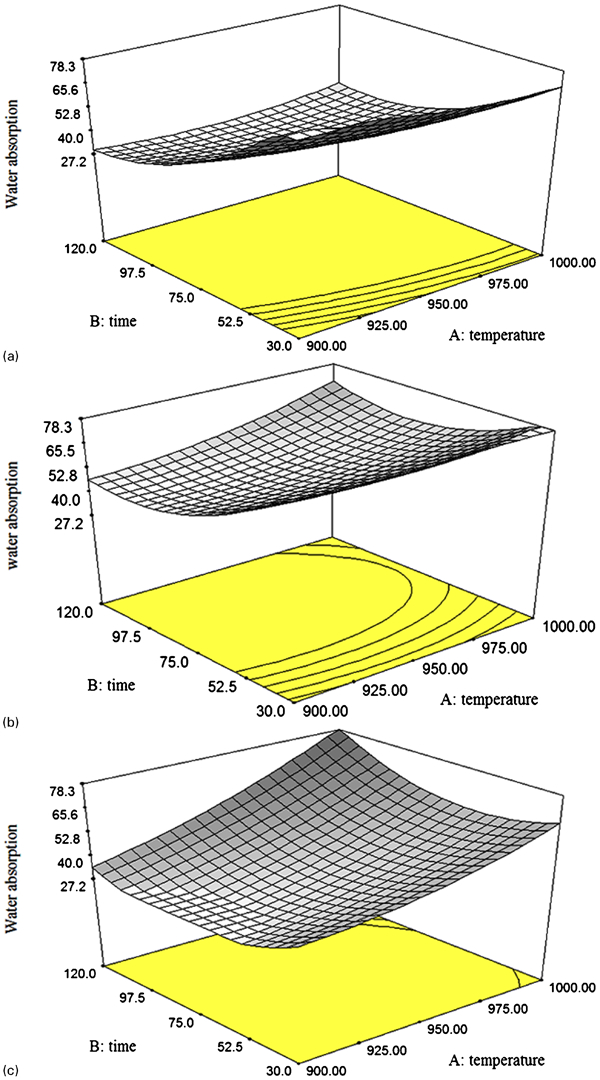
Figure 3 shows the interaction plots of both reaction time and foaming agent percentage on the water absorption response at the range of 900–1000°C. At low content of foaming agent, the water absorption decreases dramatically from the optimum percentage obtained at low reaction time (30 min) 86, 74 and 70% till reaching 30, 27 and 34% at 900, 950 and 1000°C for longer period (120 min) respectively. However, the extent of water absorption variation with time was lower at higher content of foaming agent. At 900 and 950°C, the reaction time was not significant. However, at 1000°C after decreasing at first, it increases again till reaching a higher value of 79% in comparison to the other processing temperatures. With increasing content of SiC, more silica is released as a byproduct of SiC oxidation, which leads to the sealing of pores and consequently decreases the water absorption capacity. We can conclude that some pores disappeared during the sintering process at 1000°C, and others were preserved during the sintering at 900°C. These results confirmed that the amount of SiC is the determining factor (p = 0·0043) for the variation in the water absorption of glass–ceramic foams.
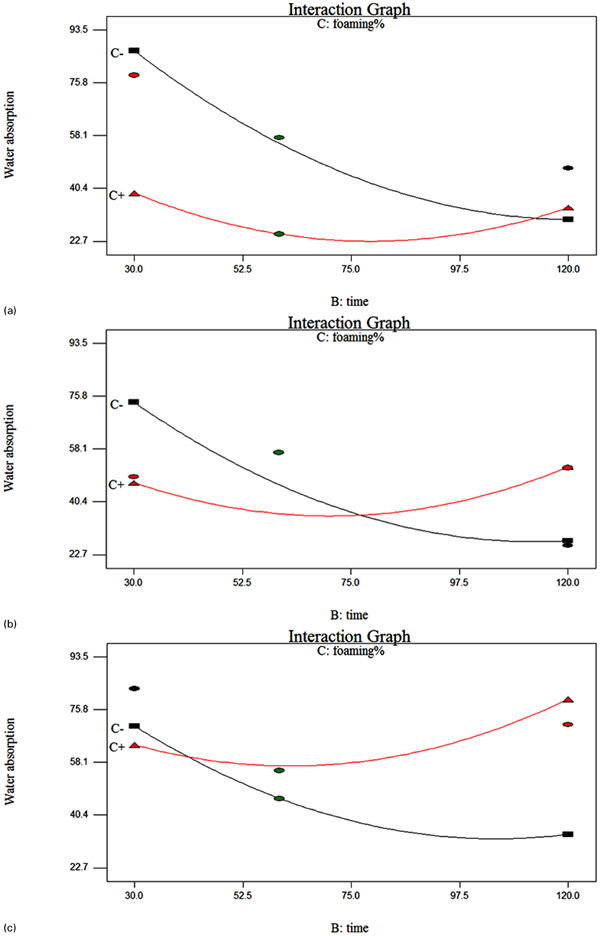
Interaction graphs for effects of reaction time and foaming agent percentage at a 900°C (upper), b 950°C (middle) and c 1000°C (bottom) (C−, at low foaming %; C+, at high foaming %)
In the light of the ANOVA results presented in (Table 4), one can predict that the temperature is the most significant because it had the lowest P value (<0·02). A second order polynomial (equation (2)) was developed to correlate the value of density as a function of processing temperature A, reaction time B and foaming agent per cent C.
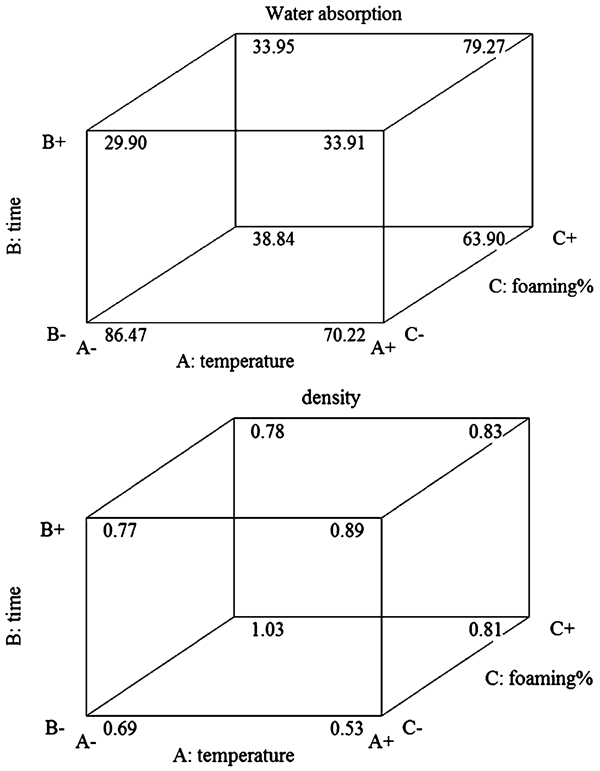
Effect of processing temperature, reaction time and foaming agent percentage on water absorption capacity (upper) and density (bottom) of glass–ceramic foams
Analysis of variance summary of statistic results for both responses

The XRD pattern of samples sintered at 900 and 1000°C for 30 min is shown in (Fig. 5). Two types of crystal phase were identified as CaSiO3 (wollastonite) and Ca2Mg0·75Al0·25Si1·75O7. A very small peak belonging to SiC is detected at 900°C due to incomplete reaction oxidation. It is also concluded that the glass–ceramic foam prepared from silicate wastes is a composite material containing both the glassy phase and crystalline phases. Furthermore, the wollastonite phase is generally desirable, since it is not subjected to any polymorphic transformation upon cooling from the sintering temperature to room temperature7,9 and can also be used to capture carbon dioxide and reduce the environmental contamination and pollution. The effect of sintering temperature for samples containing a fixed amount of added SiC (5 wt-%) is illustrated by the micrographs in (Fig. 6), while Fig. 7 shows the stress–displacement patterns for the same samples. Various pores with different diameters can be observed. However, larger pores and more sintered structures can be clearly seen at 1000°C.
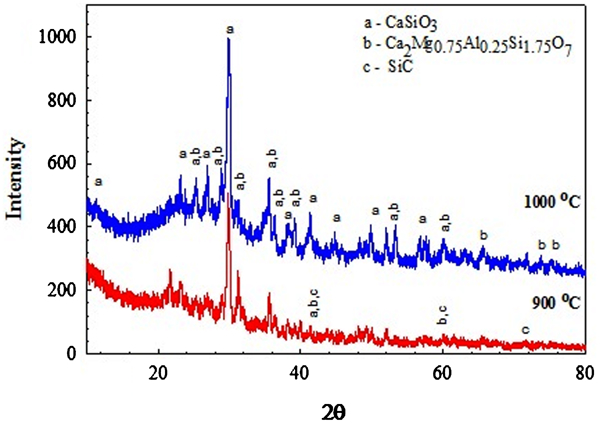
X-ray diffraction pattern of samples containing 5%SiC sintered at 900 and 1000°C for 30 min
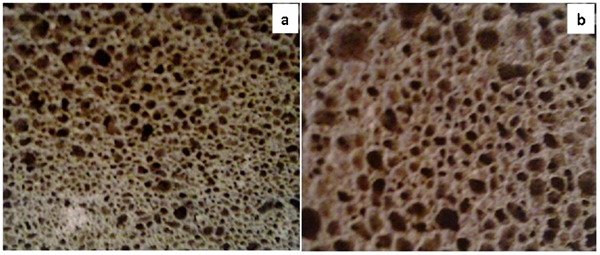
Upper view of glass–ceramic foam structures at a 900°C (left) and b 1000°C (right), showing effect of temperature on size of pores while keeping all other parameters (5%SiC and 30 min) at fixed levels
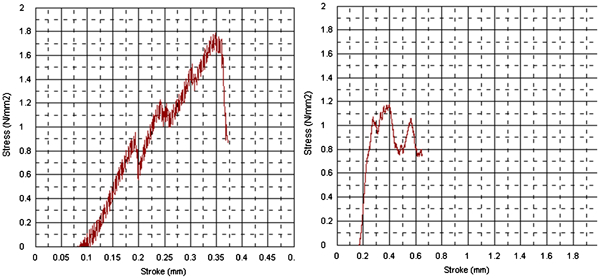
Representative stress–stroke curves for glass–ceramic foams prepared at a 900°C, 5%SiC, 30 min (left), and b 1000°C, 5%SiC, 30 min (right)
The behaviour to compression test is almost similar for both samples. The compressive strength of the sample sintered at 900°C is 1·18 MPa, whereas in the sample sintered at 1000°C for 30 min, it is ∼1·8 MPa (Fig. 7). These results showed that the linearity of the load in the initial stage corresponds to the elastic behaviour of brittle foams. This compressive behaviour implies that the deformation is mainly characterised by layer crushing mechanism. A detailed investigation including the compressive strength is an interesting study but is beyond the scope of the present work.
Scanning electron microscopy was also carried out for samples sintered with 5 and 1% SiC at 900 and 950°C respectively while keeping the reaction period at a fixed level (30 min), as illustrated in (Fig. 8). It can be seen that the foam sintered at 950°C is more densified than the one at 900°C, and this might be due to the silicate products that increase the sintering degree and lead to the development of a microstructure of intergranular shape. In the high magnification images of the samples, a very rough surface with uniform crystals was observed. In addition, none of the obtained samples showed any noticeable defects, such as cracking in the sintered glass–ceramic struts. This foam material displays a characteristic open cell structure and closed cell structure. The optimal process parameter settings, which corresponded to the maximum water absorption capacity (71·34%) and minimum density (0·61 g cm−3) of glass–ceramic foams, are 998°C as sintering temperature, 1·73% foaming agent and 33 min (Table 6).
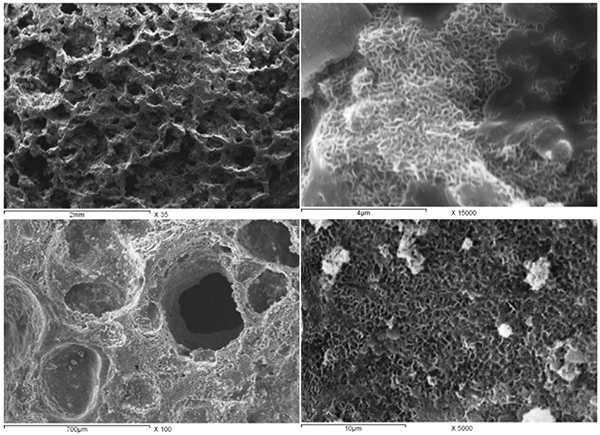
Images (SEM) of sintered glass–ceramic foams at 950°C with 1%SiC for 30 min (upper) and at 900°C with 5%SiC for 30 min (down)
Final settings for optimal process parameters to obtain suitable glass–ceramic foams

It should be noted that the desirability factor (sustainability) produced using the above parameters is equal to ∼1. Generally, the desirability factor ranges from 0 to 1, with 1 being the most stable. However, a desirability factor of 0·988 could be achieved at 1000°C for 33 min with incorporation of 3·86% foaming agent.
An illustration of the predicted water absorption capacity and density of the obtained foams as a function of their actual values is presented in (Fig. 9). All the black squares that fall on or close to the diagonal line (reference line) indicate that the quadratic model accurately describes the behaviour of foams as a function of the three independent variables and confirm our experimental study.
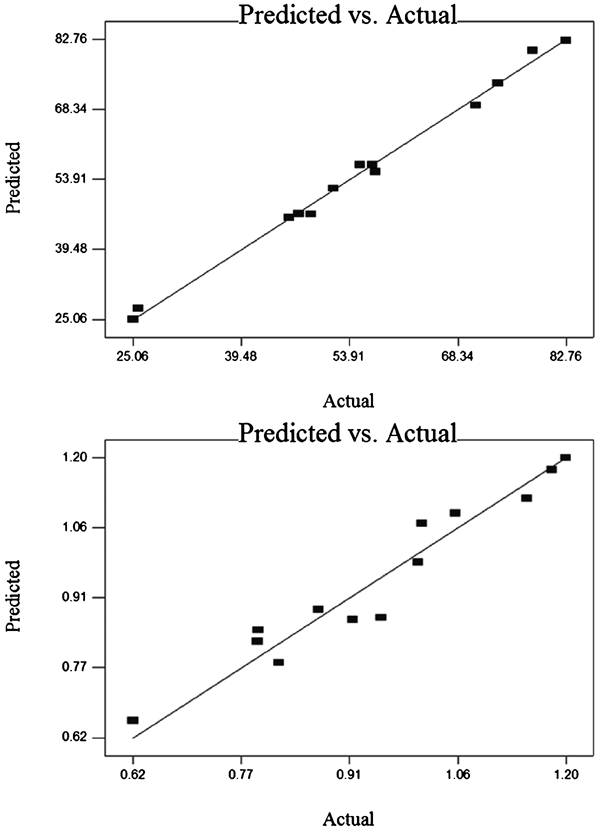
Predicted versus actual values of water absorption capacity per cent (upper) and density of glass–ceramic foams (bottom)
Conclusions
The production of glass–ceramic foams from blast furnace slag and glass cullet with incorporation of 1–10 wt-%SiC (foaming agent) can be considered as a useful way of recycling significant proportion of the slag produced from the iron and steel industry. The present study demonstrates the application of a BBD in optimising the effects of reaction temperature (900–100°C), foaming percentage (1–10%) and reaction time (30–120 min) on the density and water absorption of glass–ceramic foams. The derived polynomial equations and contour plots aid in predicting the values of selected independent variables for the preparation of glass–ceramic foams. The optimal process parameter settings, which corresponded to the maximum water absorption capacity (71·34%) and minimum density (0·61 g cm−3) of glass–ceramic foams, are 998°C as sintering temperature, 1·73% foaming agent and 33 min as reaction time. The stress–displacement response reflects that the failure mode of foam samples occurs via layer crushing mechanism.