
Abstract
Mg alloys are characterised by several promising properties, including a good biocompatibility. In this work, a commercial AZ91 powder was used to produce cylindrical specimens by spark plasma sintering (SPS), and the specimens were further consolidated by hot extrusion. The SPS materials were found to be quite brittle because of the low bonding between the original powders. After hot extrusion, however, they displayed a ductile behaviour as revealed by room temperature tensile tests and hot compression tests. The metallographic investigation showed that extrusion induced a dynamic recrystallisation with grain refinement, but also an increase in the β phase content, which reduced the corrosion resistance of the materials.
Keywords
Introduction
Mg alloys are very attractive for numerous applications because of their excellent properties such as low density, high strength/weight ratio and high biocompatibility. 1 Recently, they have found promising application as biomaterials, in orthopaedic implants and in bioabsorbable stents. 2 The production of Mg based stents is favoured by the relatively poor corrosion resistance of such alloys, which promotes their dissolution in the human body, and the fact that the corrosion products are likely to be beneficial since Mg is an important micronutrient.2–4 The corrosion rate of Mg alloys strongly depends on several parameters. In general, it is reported that they corrode too quickly and chemical composition and microstructural state, such as grain size, have to be optimised to obtain the required corrosion and mechanical behaviour.4–6
Within a wide research project on the production of Mg alloys for biomedical applications, materials have been produced by spark plasma sintering (SPS). This technology is based on the generation of high temperature plasmas at the gaps between the compacted powders,7–9 and offers the well known advantages of PM technology in addition to the possibility of attaining nearly full densification in relatively short sintering times. In previous investigations, commercially available AZ91 powders (with chemical composition: 90Mg–9Al–1Zn–Mn, in wt-%) were used to produce specimens by SPS.10–13 The AZ91 alloy is very commonly used, also as biomaterial. 4 It contains Al and Zn to increase its strength and Mn to form Fe–Mn–Al intermetallic that improves its corrosion resistance. 5 Its typical microstructure comprises a primary Mg rich α phase, divorced eutectic made of the β phase (Mg17Al12) and the eutectic β phase at the grain boundaries.14,15 The SPS cycle was then optimised since the eutectic reaction α+β produces a liquid phase at ∼420°C that proved to be not helpful for SPS. 13 Therefore, a solubilisation treatment of the β phase is required before sintering. The produced specimens were characterised by negligible residual porosity but also by relatively low ductility because of a low sintering degree due to the presence of an oxide film on the powder surface.
Extrusion of Mg alloys is a thermochemical treatment that has received some attention in the last years since it provides excellent grain refinement following recrystallisation and thus improved corrosion behaviour and mechanical strength.16–18 It is then expected that it should improve the properties of the SPS materials because of dynamic recrystallisation and the fragmentation of the oxide film on the original powders during severe plastic flow. The present investigation is a further step towards the realisation of Mg materials for biomedical applications such as stents. Cylindrical specimens were produced by SPS in the optimised conditions using the AZ91 powders, and some samples were submitted to a preliminary hot extrusion process. The mechanical strength of the materials was evaluated by means of room temperature tensile tests and hot compression tests, and their corrosion behaviour was evaluated by polarisation and open circuit potential (OCP) tests in a NaCl solution.
Experimental
The AZ91 powders for the present investigation were produced by Ecka Granules GmbH by chipping and milling. Their chemical composition was Mg–9·58Al–0·65Zn–0·22Mn–0·029Si, and their average particle size was 100 μm. The powders contain 29·7 wt-% of Mg17Al12 precipitates (the so called β phase), as evaluated by X-ray diffraction and Rietveld modelling of the acquired spectra. 13 Cylindrical samples with a diameter of 30 mm and a height of 15 mm were produced by SPS using a Dr. Sinter SPS 1050 apparatus with graphite die and punches. The sintering cycle is shown in Fig. 1, and it was selected on the basis of previous results. 13 The cycle comprised heating to 420°C at 50°C min−1, holding at this temperature for 60 min, heating to 470°C (at 50°C min−1) for 10 min and finally air cooling to room temperature. The soaking at 420°C was necessary to solubilise the β phase before sintering at 470°C. A pressure of 60 MPa was applied starting from a temperature of 350°C. Figure 1 also shows the punch rate displacement during SPS. Only one peak is shown starting at ∼350°C, i.e. when the pressure is applied. No more peaks can be recognised, and this indicates that sintering occurred without the formation of a liquid phase, since the eventual formation of a liquid would induce a peak in the punch rate displacement.
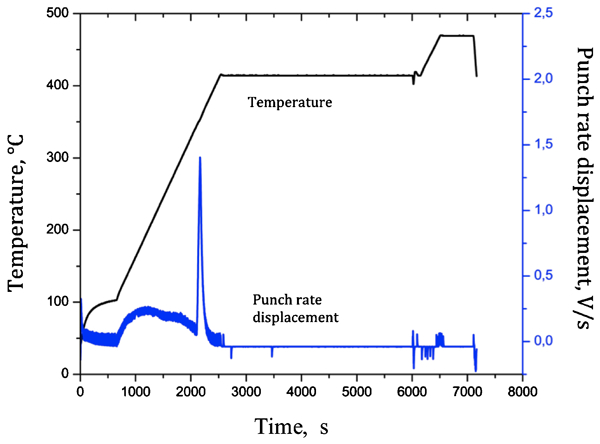
Adopted SPS cycle: evolution with time of temperature and punch displacement rate
Some specimens produced by SPS were further consolidated by hot extrusion. On the basis of literature data and a previous investigation,11,18 the extrusion process was carried out at a temperature of 350°C, producing rods with a diameter of 5 mm (extrusion ratio, 1∶25).
The microstructure of the materials was observed using optical microscopy (OM) and scanning electron microscopy (SEM). The metallographically polished specimens were observed in the unattached condition as well as after 3% nital etching. X-ray diffraction (XRD) analysis was carried out to determine the present phases. Polished samples were exposed to Cu Kα radiation, and the amounts of phases were determined with the Rietveld method using the diffraction MAUD software. 20
Hardness tests were carried out using a Vickers indenter and a load of 30 kg. Tensile tests were carried out in a Kammrath and Weiss testing machine using miniaturised dog bone specimens machined from the SPS and extruded samples in the SPS and extrusion direction. The gauge length and width were 4 and 1 mm respectively, and the specimen thickness was 0·8 mm. The tests were carried out at room temperature with an initial strain rate of 5×10−4 s−1. Hot compression tests were carried out on all the produced materials in a Bahr 805A/D dilatometer. They were performed on cylindrical samples having 2·5 mm diameters and 5 mm height, cut by electrodischarge machining in the SPS direction. The tests were carried out at 300 and 350°C, with an average displacement velocity of 5 and 0·01 mm s−1, which correspond to an initial strain rate of 1 and 0·002 s−1. Where possible, three tests were carried out for each experimental condition.
Corrosion tests were finally performed in a three-electrode cell using a Princeton Applied Research potentiostat 273. Samples were cut and embedded in a resin with an electrical contact, and they were polished to a mirror finish, obtaining an active area of 0·2 cm2. They were connected as working electrode, a platinum ring was the counter-electrode and 3M Ag/AgCl was used as reference. The cell was kept a 37°C by a thermocontrolled jacket in order to maintain a temperature similar to the body fluids. The testing electrolyte was 3·5 wt-%NaCl. A sample of cast AZ91 was also tested as a reference. Open circuit potential was monitored for 24 h according to ISO 16429 standard. Polarisation tests were also performed from −0·05 V(OCP) to break down with a sweep rate of 0·167 mV s−1 according to ASTM F2129.
Results and discussion
Figure 2a shows the microstructure of the as sintered material, observed by OM without etching. It can be observed that almost no pores are present in the microstructure, showing that SPS was able to induce almost complete densification (the residual porosity was found to be ∼1%).10,13 The average grain size is in the range of 60–80 μm. Some small particles can be detected in the microstructure, and the energy dispersive X-ray spectroscopy analysis showed that they are precipitates rich in Mn and Si. In addition, the grain boundaries appear to be decorated with a semicontinuous film that is made by oxides that were already present at the surface of the original powders.19–21 Figure 2b shows the microstructure of the material after etching. The expected precipitation of the eutectic α+β phase can be clearly appreciated. The XRD investigation allowed us to reveal that the β phase content in the SPS material is 6·2 wt-%, which is much lower than in the powders. In addition, the analysis allowed us to detect the presence of 0·8 wt-%MgO.
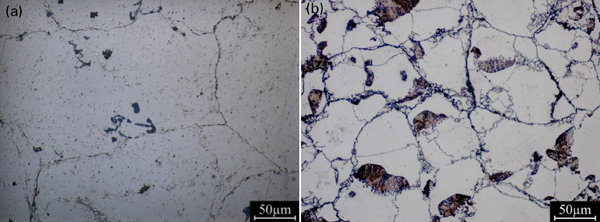
Microstructures of AZ91 produced by SPS
In Fig. 3, the microstructure of the extruded material is shown. Three main features can be highlighted. First, the grains are recrystallised and they are smaller in size with respect to the as sintered condition. The grain size is between 20 and 40 μm. Dynamic recrystallisation was achieved because of the large (compressive) strains attained during extrusion (with an extrusion strain of 3·22). Second, the β phase is broke into small particles (Fig. 3b) and they are seen getting elongated in the extrusion direction (the oxide particles are also elongated in the extrusion direction). These observations are in agreement with extrusion tests carried out on different Mg alloys and reported in the literature. 22 Third, an increase in the β phase content was detected, which, after extrusion, amounts to ∼15 wt-% as revealed by the XRD analysis. As already observed, 17 the additional β phase may have been precipitated during the extrusion process at 350°C.
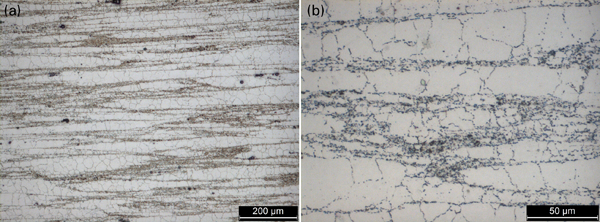
Microstructures of extruded samples at a low and b high magnification
The hardness of the as sintered material turned out to be 75 HV. After extrusion, it increased to 79 HV, and such an increase may be attributed to the decrease in the grain size. In the case of the as sintered material, it was not possible to carry out the tensile tests. In fact, the miniaturised tensile specimens broke during the clamping operations. This can be clearly attributed to a high brittleness of the material, caused by a low bonding between the original powders, as already evidenced.10,13 On the contrary, the tests were carried out for the extruded material, and the engineering stress–strain curve is shown in Fig. 4. The curve is characterised by the presence of a distinct yield point; the 0·2% offset yield stress is equal to 170 MPa. After yielding, the material underwent strain hardening and necking. The recorded ultimate tensile strength is 300 MPa, and the uniform strain is 0·073. The elongation at fracture is 0·083. The obtained results are in agreement with literature data1,23 and show that extrusion induced a considerable increase in the material ductility, which became almost similar to that of cast alloys.
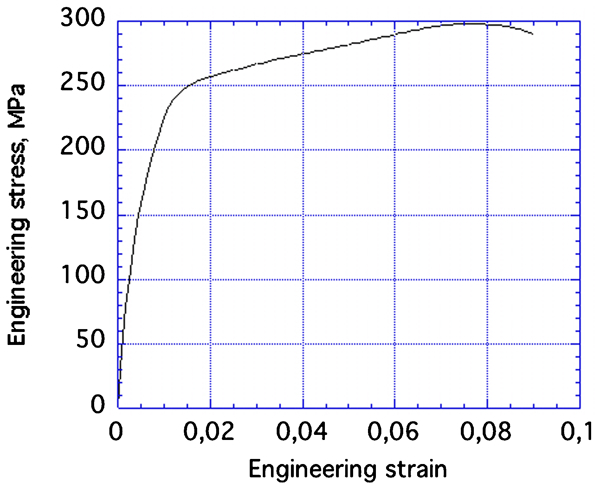
Engineering stress–strain curve for AZ91 in extruded condition (test at room temperature and at strain rate of 10−4 s−1
Figure 5 shows the hot compression curves recorded at 300°C and at the highest strain rate here investigated (1 s−1) in the as sintered as well as extruded condition. At the beginning of the deformation, strain hardening occurred, leading to a peak stress of 160 and 170 MPa for the extruded and as sintered materials. After the peak stress, an intense softening was observed. In the case of the as sintered material, the softening rate was higher than for the extruded material, and a sudden drop in the flow stress was then observed at a height reduction of ∼38% (see arrow). Such a drop was caused by the formation of unstable surface cracks due to barrelling, as shown in Fig. 6a. The metallographic investigation (Fig. 6b) has revealed that no recrystallisation occurred during deformation; instead, an intense cracking took place with decohesions at the interparticle contacts. Such decohesions led to the formation of large cracks at the surface of the tested specimen. Most probably, such decohesions also induced the observed softening and reduced the local plastic strains, thus avoiding the possibility of reaching the critical strain for dynamic recrystallisation. This behaviour is clearly correlated to the low ductility of the material under study, as observed in the room temperature tensile tests.
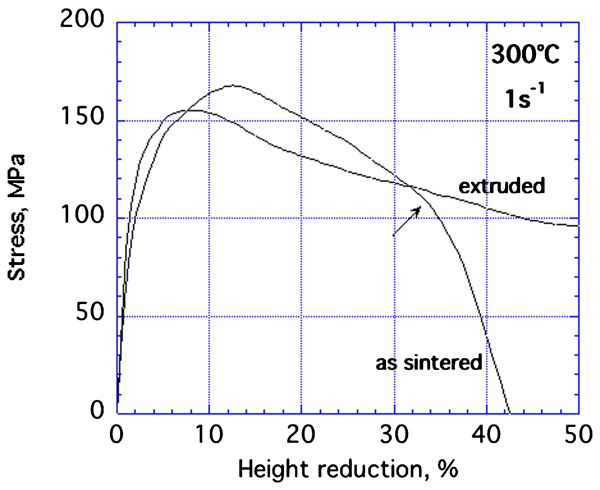
Hot compression tests for AZ91 in as sintered and extruded condition at high strain rate; arrow indicates onset of sudden decrease in stress
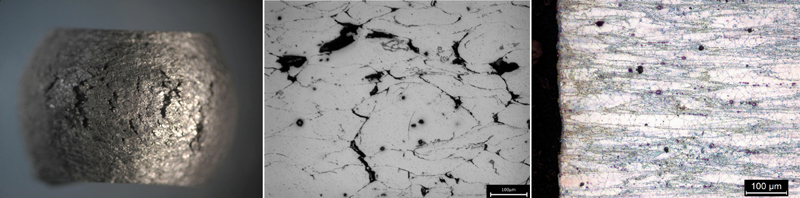
Hot compression testing at 300°C and 1 s−1
The extruded material displayed a different behaviour, with a less rapid softening after the peak stress and no sudden drop in the stress. Metallographic investigations (Fig. 6c) have revealed that dynamic recrystallisation occurred during deformation. The quite early onset of dynamic recrystallisation anticipated the softening stage; this may explain the lower peak stress of the extruded material with respect to the as sintered material, despite its higher hardness. The recrystallisation was accompanied by a further refinement of the grain size, which was reduced to 20–25 μm.
Figure 7 shows the hot compression curves recorded at 300°C and at the lowest strain rate here investigated (0·002 s−1) for both the as sintered and extruded samples. Initial peaks at 55 and 65 MPa for the extruded and as sintered materials were observed, i.e. at a much lower level than at 1 s−1, in agreement with literature data.15,17,24 In addition, in this case, for the as sintered materials, softening after the peak value was due to the formation of internal cracks and no recrystallisation was observed. However, no large surface cracks formed up to the end of the test, and this can be attributed to the increased ductility at lower strain rate. For the extruded materials, no internal cracks were observed and softening was due to dynamic recrystallisation, as observed at 1 s−1.
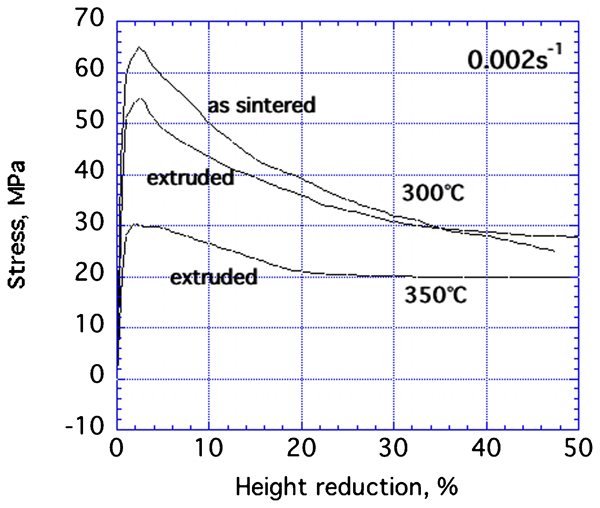
Hot compression tests for AZ91 in as sintered and extruded condition at low strain rate; testing conditions are indicated in graph
For the extruded material, the hot compression tests were carried out also at 350°C, and the results are included in Fig. 7 for the test at the lowest strain rate. It can be observed that the initial strain hardening stage is quite reduced (the peak stress is ∼25 MPa) and a dynamic equilibrium between hardening and softening, due to dynamic recrystallisation, is reached after a height reduction of ∼20%.
The results of the OCP tests are shown in Fig. 8. In the case of the reference (cast) AZ91 material, an abrupt potential rise in the first hours of immersion was detected, from −1·6 to around −1·425 V. Then, the potential remained quite stable for the main part of the exposure and tended to decrease after 20 h of immersion. On the contrary, the OCP of the as sintered material showed a smaller initial increase, but after 1 hour, the potential started to constantly increase, reaching the level of the reference material. Such an increase demonstrates a stabilisation of the metal surface that became electrochemically nobler because of the deposition of corrosion products. After extrusion, the material displayed a different behaviour. In fact, its OCP was constant during the immersion and no rise in the potential (and therefore in surface nobility) was detected. Such a negative role of extrusion may be ascribed to the observed microstructural enrichment in the intermetallic β phase. As known, the corrosion degradation of the α phase is accelerated by microgalvanic coupling between the α and the β phase. 25
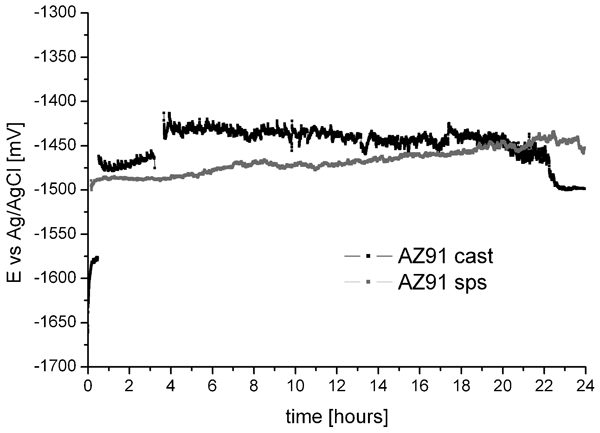
Open circuit potential curves of as sintered materials
The corroded surfaces were then observed after ultrasonic rinsing in order to remove part of the corrosion products (Fig. 9). The reference material showed a homogeneous surface degradation. The as sintered material showed a more localised corrosion attack, and some white spots were clearly visible. They correspond to corrosion pits that produced localised Mg hydroxide that closes the pits and therefore made the surface nobler. The extruded AZ91 shows a similar, although more intense, surface degradation.
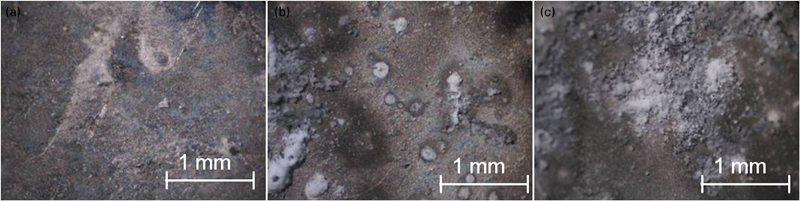
Corroded surfaces after OCP tests
The obtained polarisation curves are shown in Fig. 10. The shape of the curves of the reference and the as sintered materials (Fig. 10a) suggests formation of a slightly protective layer of corrosion products on the surface. It led to a pseudo-passivation until the localised corrosion started at about −1·4 V(Ag/AgCl), i.e. where the curves became horizontal because of the propagation of the pits. Moreover, the corrosion current density of the as sintered material was one order of magnitude larger than for the reference material as reported in Table 1. The extrusion process moved the polarisation curves to higher potentials (Fig. 10b and Table 1). Because of the increase in the β phase content, the extruded material showed an active corrosion behaviour, and the corrosion current density remained very high in comparison to the cast reference.
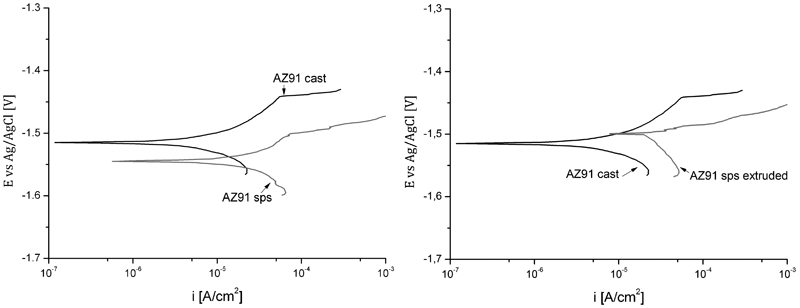
Polarisation curves of materials under study
Corrosion parameters

Conclusions
The AZ91 Mg alloy was produced by SPS using an optimised cycle. The cylindrical specimens were then submitted to hot extrusion to produce rods with a diameter of 5 mm. The mechanical behaviour of the materials was investigated by means of room temperature tensile tests and hot compression tests (at 300 and 350°C). Their corrosion behaviour was investigated by means of polarisation and OCP tests in an NaCl solution. The main findings may be summarised as follows.
Despite nearly full densification, the SPS materials show a brittle behaviour because of the low bonding between the original powders that favour the formation of cracks during room temperature tensile as well as hot compression testing.
The hot extrusion produces a consolidation of the material because of dynamic recrystallisation, which was accompanied by grain refinement (to 20–40 μm).
The extruded materials are characterised by a high tensile ductility, and the elongation at fracture is similar to that displayed by as cast alloys.
During hot compression testing, the SPS and extruded materials show a typical behaviour characterised by initial strain hardening up to a peak, followed by softening. The softening rate in the SPS materials is higher than in the extruded materials, and at 1 s−1, it becomes very high because of the formation and propagation of large surface cracks.
At 350°C and 0·002 s−1, the extruded material shows the attainment of a steady state stress value during hot compression after a height reduction of ∼20%.
The OCP tests and the corresponding characterisation of the corroded surfaces show that extrusion worsens the corrosion resistance because of the increased β phase content.
The polarisation tests show that the SPS material is characterised by a higher corrosion current than the reference material. Extrusion was found to increase the corrosion potential (because of the increased content in β phase) and maintained very high the corrosion current.
The obtained results are promising since the hot extruded specimens are characterised by good properties for the successive processing steps necessary for producing biodegradable stents. However, the chemical composition, i.e. the type of powders, and the extrusion process have to be further optimised for producing materials with the required corrosion behaviour.
Footnotes
Acknowledgements
The authors gratefully acknowledge the support from Fondazione Cassa di Risparmio di Trento e Rovereto (Trento, Italy).