
Abstract
The densification and sintering behaviour of a cryomilled copper powder (grain size of 17±2 nm and dislocation density of 6·26±0·04×1016 m−2) were investigated and compared to those of an atomised copper powder with the same mean particle size in order to highlight the effect of the nanostructure on spark plasma sintering (SPS). Oxygen and nitrogen contamination of the cryomilled powder gives rise to extensive degassing during SPS up to 400°C. The cryomilled powder is more resistant to plastic deformation than the atomised one, but the huge density of dislocations and grain boundary activates sintering at low temperature. Densification is therefore promoted by deformation in the atomised powder and by sintering shrinkage in the cryomilled one. As a consequence, in the SPS conditions investigated, the atomised specimen is densified but not sintered, while the cryomilled one is effectively sintered and consequently densified.
Introduction
Spark plasma sintering (SPS) is an emerging pressure assisted sintering technology characterised by a fast heating, a short isothermal holding and a relatively low sintering temperature. 1 All these features result in a globally low “heat input”, which is a favourable prerequisite to sinter powders with a careful microstructural control limiting chemical interaction between the constituents 2 and grain growth in nanostructured powders.3–5
Owing to the large density of grain boundary and dislocations, 6 nanostructured powders have two peculiar characteristics that are expected to have an opposite influence on a pressure assisted sintering process: a high sinterability due to the enhancement of the mass transport mechanisms responsible for neck formation, growth and densification and a great resistance to plastic deformation. In two previous works, the SPS mechanisms responsible for densification and sintering of an atomised copper powder were investigated.7,8 On increasing temperature under a small initial pressure (the minimum required to establish the electrical contact between punches and powder), densification is progressively promoted by rearrangement of the powder particles, localised deformation at the contact points and bulk deformation of the particles. These phenomena give rise to the formation of a limited number of necks between the particles, as demonstrated by the fracture surface of the specimens sintered at different temperatures, which shows the progressive deformation but does not give evidence of an effective sintering. Extensive sintering occurs only when temperature approaches 800°C. All these phenomena are activated by the local overheating caused by the high resistivity of the system and the low number of contact points. Such an overheating has been modelled and experimentally demonstrated by Song et al. 9 An excellent contribution to the understanding of the mechanisms involved in SPS has been recently provided by Aman et al. 10 These authors carried out SPS tests on copper without the application of pressure and demonstrated that the neck geometry between copper particles at the beginning of the process is quite different from that of the conventionally sintered material, suggesting the occurrence of a local thermal breakdown that induces local spark or plasma, promoting the formation of an unconventional neck by an ejection mechanism. On the other side, Hulbert et al. 11 investigated the SPS mechanisms by atomic emission spectroscopy, direct visual observations and ultrafast in situ voltage measurements on a variety of powders and SPS conditions. They did not observe an experimental evidence of plasma, sparking or arcing during the SPS process. The role of the applied current on mass transport was investigated by Munir et al. 1 by studying the reaction between Si and Mo; the current influences mass transport by the electron wind effect and, mainly, by increasing the point defect and decreasing the activation energy for their migration. Olevsky and Froyen 12 proposed a constitutive model of SPS of conductive materials based on two major mass transport mechanisms: grain boundary diffusion and power law creep, driven by the applied load, the sintering stress and electric field enhanced diffusion. The prevailing densification mechanism depends on particle size: power law creep for conventionally micrometric powders, grain boundary diffusion enhanced by electromigration for ultrafine powders and grain boundary diffusion promoted by the sintering stress for nanometric powders.
The aim of the present work is the investigation of the densification and sintering behaviour of a cryomilled copper powder in comparison to the atomised powder investigated in Refs. 7 and 8 to highlight the effect of its structural defectiveness on neck formation. To this purpose, a low pressure was applied to minimise the mechanically assisted deformation, which is the primary densification mechanism. 12 Spark plasma sintering of ultrafine copper powders was investigated by Zhang et al. 13 and by Zhaohui et al., 14 but in both these investigations, grain size is several hundreds of nanometres. On the other side, Zhang et al. 15 investigated SPS of a nanocrystalline copper, but in this case, authors used a nanopowder with an average particle size of 50 nm. The cryomilled powder is different: its particle size is in the micrometric range, and grain size is <100 nm. Moreover, differently from the ultrafine powder, it contains a large density of dislocations, while no mention to structural defects was given in Ref. 15 for the nanopowder.
Densification of the sintered specimens is discussed with reference to the SPS curve, which plots the displacement of the lower punch versus temperature, while effective sintering attained at various temperatures was evaluated by analysing the fracture surface of the sintered specimens. The fracture morphology is indeed well representative of the effectiveness of the interparticle bonding caused by sintering. 16
Experimental
A commercial atomised copper powder (<90 μm particle size) was cryomilled at 300 rev min−1 for 8 h with a ball/powder mass ratio of 30∶1 and sieved to separate the <25 μm granulometric fraction.
Powders were sintered using a Dr. Sinter 1050 SPS (Sintex) apparatus, at 600°C, 20 MPa and 1 min isothermal holding time. Temperature was measured by a thermocouple inserted in a blind hole in the die wall at a distance from the internal surface of 1 mm. As well known, 17 the actual temperature within the powder is greater than that measured on the die wall; therefore, the reported value of temperature has to be considered as nominal. The chamber pressure is 6 Pa. Discs (20 mm diameter and 5 mm height) were produced applying an initial pressure of 6 MPa (corresponding to the minimum force to establish the electrical contact between punches and particles), which was increased up to 20 MPa at higher temperature, as described in the following. Densification of the powder during SPS was monitored by recording the displacement of the lower punch, and density of the sintered specimens was measured by the water displacement method.
Heat treatments at different temperature up to 600°C and 2 h isothermal holding time in an argon (99·99%) atmosphere were carried out to investigate grain growth. Degassing of the cryomilled powder was investigated by differential scanning calorimetry (DSC) and thermogravimetric analysis (TGA) experiments under argon atmosphere.
Density was measured by water displacement method. The grain size of the cryomilled powder and of the sintered discs was determined with X-ray diffraction technique with a Cu Kα (λ = 0·154056 nm) radiation at a scan rate of 0·02° s−1, using Materials Analysis Using Diffraction. 18 The oxygen and nitrogen content was measured by LECO analyses. The microstructural analysis was carried out after conventional grinding and polishing of the specimens. To evaluate the effective consolidation attained by the powders, discs were fractured and the fracture surface was observed at the scanning electron microscope (SEM).
Results and discussion
Figure 1 shows the atomised and the cryomilled powders with the same granulometry (<25 μm): the former has the typical rounded morphology of gas atomised powders, while the latter has a flake-like morphology.
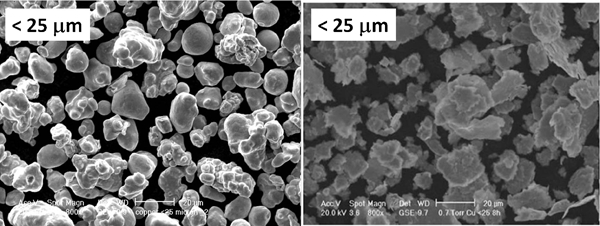
Atomised and cryomilled powder (particle size <25 μm)
The oxygen and nitrogen contents of the cryomilled powder are 1·2 and 0·2% respectively. Figure 2 shows the X-ray diffraction spectrum of the cryomilled powder.
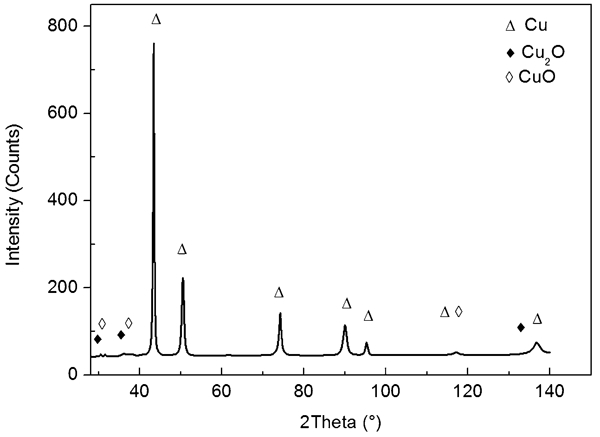
X-ray diffraction spectrum of cryomilled powder
In addition to the face centred cubic Cu reflections, very small peaks attributable to CuO and Cu2O may be observed in the low angle region of the spectrum; their amount was calculated using Materials Analysis Using Diffraction, resulting 2·0±0·4% (CuO) and 1·8±0·3% (Cu2O). The corresponding oxygen content is smaller than the total one; therefore, oxygen is also present in solid solution in the copper lattice. From the full width at the half height of the peaks, the grain size D and lattice strain were calculated, and from the latter, the dislocation density ρd was derived according to elaboration proposed by Revesz et al., 6 obtaining D = 17±2 nm, ϵrms = 0·612% and ρd = 6·26±0·04×1016 m−2. The high dislocation density typical of nanostructured materials obtained by milling may enhance the solubility of oxygen as an interstitial atom, due to the low activation energy for the formation of Cottrel atmospheres. 19 Grain size distribution was investigated by TEM. Figure 3 shows an example of the TEM images of the powder collected for a statistical determination; 40 grains were measured, and their size ranges are between 12 and 95 nm, with an average size of 38±24 nm.
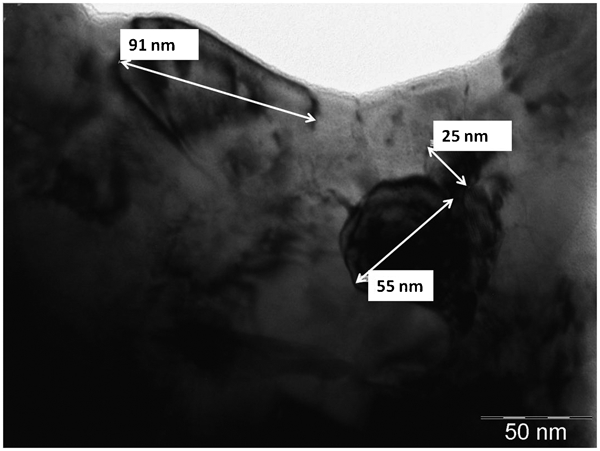
Image (TEM) of cryomilled powder
The cryomilled powder has quite a high thermal stability, as shown by the results of heat treatments carried out up to 600°C. Figure 4 shows the dislocation density and the grain size versus temperature.
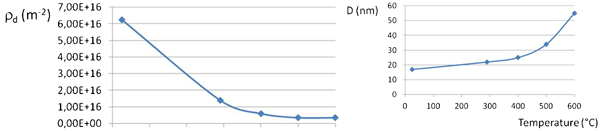
Dislocation density and grain size of cryomilled powder versus temperature
Even at 600°C, grain size is within the nanometric range (<100 nm), and the comparison between the two graphs shows that grain size can increase only after dislocation density decreases, confirming the opposition offered by dislocations to grain boundary mobility.20,21
The cryomilled powder is contaminated by nitrogen and oxygen. The influence of these elements on sintering and densification by SPS was investigated by Wen et al.: 22 the adsorption of oxygen and nitrogen at powder surfaces leads to the formation of thermally unstable compounds; their decomposition during SPS produces gaseous species that cause the formation of pores and reduce the final density attainable. Figure 5 shows the results of DSC and TGA measurements, along with the records of the displacement of the lower punch and of the chamber pressure during SPS.
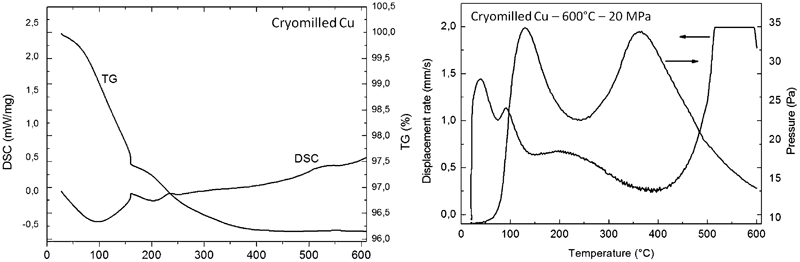
Degassing curves in TGA-DSC and effect on SPS chamber pressure
A sharp mass loss occurs up to 400°C, to which two exothermic effects are correlated in DSC record. These effects may be attributed to the generation and release of N2, O2 and NO2 during heating, as proposed by Wen et al., 22 who investigated degassing phenomena of a cryomilled copper by mass spectroscopy. These gaseous products increase the pressure in the SPS chamber, which opposes densification as shown by the decrease in the displacement rate reported in the figure below. A third enthalpic effect is shown by DSC curve at 520–550°C. It is attributed to the reduction in CuO, according to reaction 4CuO = 2Cu2O+O2, which occurs at 520°C. 21 The reduction in copper oxide may occur at a lower temperature in a hydrogen atmosphere, 22 but it is retarded in the SPS chamber where no reducing gases are introduced. It is interesting to observe that no mass loss is measured by TGA, which means that oxygen remains entrapped in the nanostructured copper as interstitial atom due to the enhanced solubility promoted by dislocations, which are present in a large amount even at 500–550°C and by the still large grain boundary surface, as shown by Fig. 4.
According to the results of TGA, it has been decided to delay the application of pressure during SPS above the degassing temperatures. Therefore, pressure was applied at 450°C.
Figure 6 shows the displacement curve of the cryomilled powder in comparison to that of the atomised one when the two powders are sintered at 600°C with a final pressure of 20 MPa applied at 450°C.
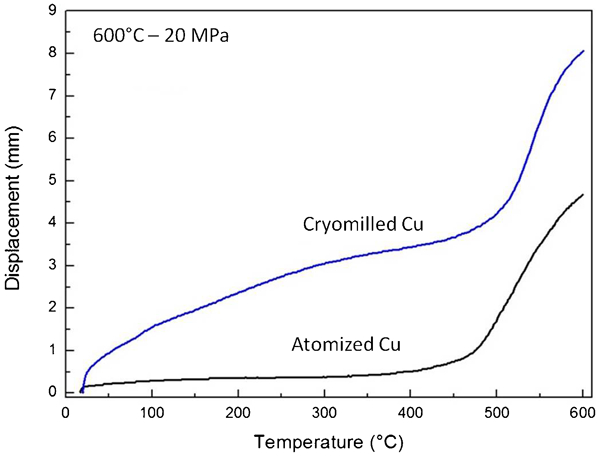
Displacement curve of cryomilled and of atomised powder
The displacement of the upper punch during SPS of the cryomilled powder is greater than that of the atomised one. A contribution to the larger displacement may be due to the more irregular morphology of the particles shown in Fig. 1, which decreases its apparent density (2·31 g cm−3) with respect to that of the atomised powder (3·42 g cm−3) and, in turn, increases the filling height in the die cavity. Under the application of the initial pressure, the packing of the cryomilled particles is therefore more pronounced. This effect is responsible for the sharp shrinkage at the beginning of the SPS cycle and may influence the whole of the curve, at least until the final pressure is applied. However, the densities of the two sintered specimens are 7·2 g cm−3 (cryomilled) and 6·2 g cm−3 (atomised), which indicates that densification is much larger for the cryomilled powder. The grain size of the cryomilled specimen is 42 nm, confirming the thermal stability of the nanostructure.
To evaluate the effective consolidation attained at 600°C, Fig. 7 shows the fracture surface of the two specimens.
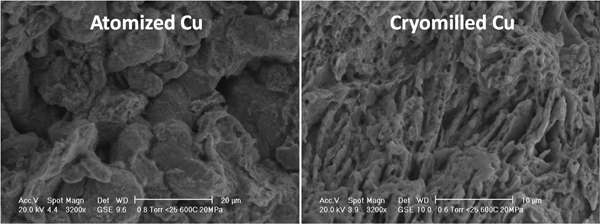
Fracture surface of atomised and cryomilled specimens, sintered at 600°C
The cryomilled specimen shows several dimples on the fracture surface, indicative of a ductile fracture and, in turn, of an effective consolidation (sintering) attained. On the contrary, the atomised specimen does not show any evidence of the typical ductile behaviour of copper, since fracture has been propagated along the prior particle boundaries, indicating a poor consolidation. In other words, the cryomilled specimen is effectively sintered, while the atomised one is densified but not effectively sintered. Moreover, while atomised particles are deformed, in the fracture surface of the cryomilled specimen, the original morphology of the flake particles may be still recognised, indicative of a poor deformation. As a confirmation of the different sintering occurred in the two specimens, Fig. 8 shows their microstructure.
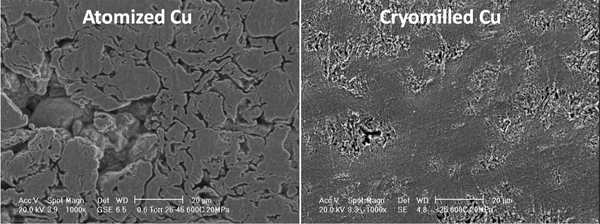
Microstructure of atomised and cryomilled specimens sintered at 600°C
There is a great difference between the particle contact regions. They are clearly visible in the atomised specimen, where only a few sintering necks can be recognised and particles are mostly in a close mechanical contact. On the other side in the cryomilled specimen, necks have been formed and grown and no evidence of the original contacts is shown. The correlation between the microstructures and the morphology of the fracture surface is well evident.
The sintering mechanisms in the case of the atomised powder have been investigated and described in Refs. 7 and 8. In the SPS conditions investigated here, the consolidation of the material occurs through the sequence of four steps on increasing temperature:
rearrangement of the powder articles
plastic deformation at the contact points
bulk plastic deformation of the particles
effective sintering.
The three first steps promote essentially densification, but sintering starts only at high temperature, >700°C. In other words, particles are first deformed and then extensively sintered. In the cryomilled specimens, sintering starts at a much lower temperature, while particles are only slightly deformed. This means that the consolidation process is effectively influenced by the high mechanical strength, which retards plastic deformation, and by the enhanced sinterability, which activates the mass transport phenomena responsible for the formation and growth of the neck.
According to Olevsky and Froyen, 12 power law creep is the main densification mechanism for micrometric powders. The material considered in their constitutive model does not include the particular condition of a nanostructured powder: particles and pores with micrometric size but a very large grain boundary surface due to the nanostructure. However, since the sintering stress depends on the size of the pores, the nanostructured powder may be assimilated to a micrometric one with a large grain boundary surface and a very large density of dislocations. It may therefore be assumed that sintering stress is the same for the atomised and the cryomilled powder, and densification mechanisms based on grain boundary diffusion and volume diffusion are enhanced in the cryomilled powder.
The uneven temperature distribution within the powder particles may be influenced by the nanostructure due to its effect on resistivity. Owing to the peculiar heating mechanism in SPS, the interparticle contact regions are exposed to a large superheating, which may lead to localised melting.
9
Song et al.
9
developed a model to calculate such an overheating in the case of spherical particles, based on equation (1)

The assumption of the spherical morphology for the cryomilled powder is rather forced (Fig. 1). In the absence of a theoretical approach in case of flake-like morphology, the model is used to get a rough estimation of overheating. The use of the same particle size as for the atomised powder (12·5 μm) is expected to lead to an overestimation of overheating in the cryomilled powder.
The current Is is very similar between the two specimens as shown by the curves recorded during the SPS cycle reported in Fig. 9.
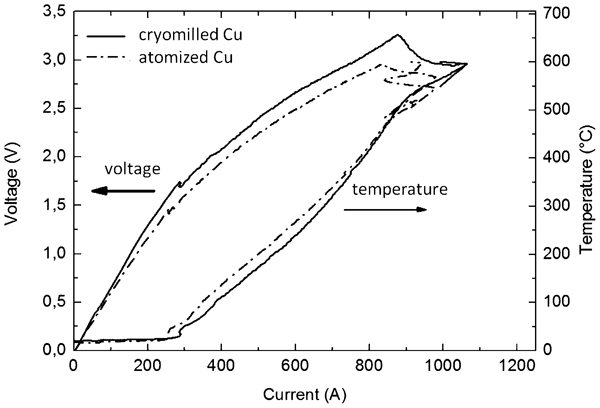
Voltage and temperature versus current
Figure 10 shows, as an example, the overheating profile calculated at a nominal temperature of 450°C, the temperature at which the final pressure is applied.
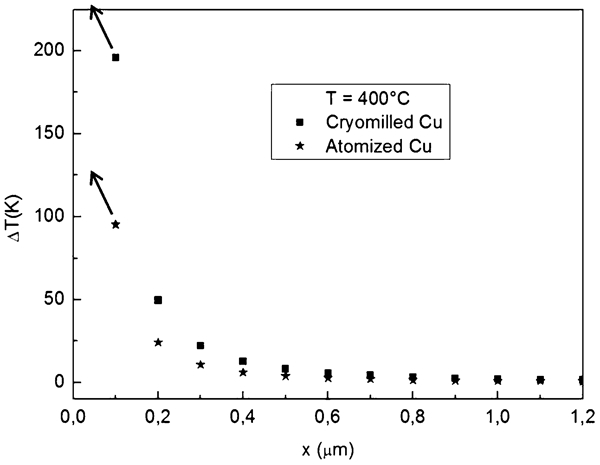
Overheating profile in two specimens
Overheating is slightly more pronounced in the cryomilled specimen because of the higher resistivity of the nanostructured material, but it is confined within a very thin surface layer in both cases, becoming negligible at 0·2 μm depth. At 600°C, the difference between the two specimens is very similar to that calculated at 450°C. However, a great difference exists in terms of grains contained in the overheated layer: only a fraction of grains in the atomised material, hundreds of grains with a large dislocation density in the cryomilled material.
Overheating activates different phenomena: local melting, plastic deformation due to the lower resistance to plastic deformation at high temperature and enhancement of mass transport mechanisms. Local melting is expected to be similar in the two materials, but no evidence is observed in the two specimens. The atomised powder particles appear more deformed than the cryomilled ones; therefore, plastic deformation should not have an important effect on the activated consolidation of the cryomilled specimen. Mass transport mechanisms are mainly lattice and grain boundary diffusion, plastic flow and viscous flow.
4
Diffusivity is strongly activated by nanostructure. In the presence of a large density of dislocation, the pipe dislocation diffusion mechanism may be activated,
25
and an effective volume diffusion coefficient Deff may be calculated using the following equations
26



Conclusions
In this work, the densification and sintering behaviour of a cryomilled copper powder were investigated and compared to those of the atomised powder (with the same mean particle size) used in cryomilling in order to study the effect of nanostructure on SPS. The cryomilled powder has a mean grain size of 17±2 nm and a dislocation density of 6·26±0·04×1016 m−2. The resistance to grain growth of the cryomilled powder was investigated by heat treatments between 300 and 600°C; grain size increases with temperature, but it remains in the nanometric range even at the highest temperature. Cryomilled powder is contaminated by oxygen and nitrogen, which give rise to extensive degassing phenomena until 400°C. Degassing opposes densification, as demonstrated by the displacement rate of the lower punch during SPS. Therefore, pressure has to be increased to the final value above this temperature to favour densification.
When processed at the same nominal temperature (600°C) and pressure (6 MPa at the beginning of the SPS cycle, increased up to 20 MPa at the nominal temperature of 450°C), the cryomilled powder reaches a higher density than the atomised one. Sintered grain size is 42 nm. The cryomilled powder is effectively sintered but poorly deformed, while the atomised one is more extensively deformed but not significantly sintered. The different sintering behaviour of the two powders may be attributed to the huge density of structural defects (dislocations and grain boundaries), which activates mass transport phenomena responsible for neck formation and growth. In particular, the large density of dislocations may activate a dislocation pipe diffusion mechanism. The effective lattice diffusion coefficient is two orders of magnitude larger in the cryomilled powder and activates sintering even at low temperature, as actually observed. The large density of grain boundary further contributes to activation of sintering and, in turn, of densification. Plastic deformation is the main densification mechanism in the atomised material; the great resistance to deformation of the cryomilled powder does not prevent densification. which is promoted by the activation of sintering at much lower temperature.