
Abstract
Fe82Si2B14C2 amorphous powder cores with low core loss and relatively high magnetic flux density were fabricated by cold pressing, and their superior magnetic properties were discussed by comparing with traditional Fe78Si9B13 amorphous powder cores. At f = 100 kHz and Bm = 0·1 T, the Fe82Si2B14C2 cores exhibited core loss ∼449 kW m−3, a value comparable to that of traditional Fe78Si9B13 ones. The permeability roughly kept constant, giving a value of ∼70, at frequency up to 1 MHz. Moreover, superior characteristics of permeability under dc bias field were also attained. The values of Fe82Si2B14C2 cores were ∼10% higher than those of Fe78Si9B13 at Hdc = 100 Oe because of the higher magnetic flux density of ∼1·64 T at 800 A m−1 (B800) for the Fe82Si2B14C2 alloy. Consequently, the above superior magnetic properties of Fe82Si2B14C2 amorphous powder cores indicate they could be potentially used to deal with the high output current in electrical power supplies.
Introduction
Iron rich alloys based on Fe–Si–B system are favourable soft magnetic materials that have low core losses and relatively high magnetic flux density in electrical power supplies, such as Fe–Si–B–P–Cu (Refs. 1–6) and Fe–Si–B–C.7–12 It had been reported that doping the alloys with optimal proportions of P and Cu elements can improve both the magnetic softness and the saturation magnetic flux density Bs. The simultaneous additions of P and Cu can refine the coarse α-Fe grains in the Fe83·3Si4B8P4Cu0·7 nanocrystalline soft magnetic alloy exhibiting low coercive force of ∼7 A m−1 and high Bs of ∼1·88 T. 2 In addition, Fe81(Si0·3B0·7)17C2 amorphous powders with low coercive force of 44·6 A m−1 and high saturation of 1·61 T were produced by spinning water atomization process. 7 In order to deal with the miniaturisation of electronic devices and the high output current of power sources in recent years, magnetic properties including high magnetic flux density, suitable low permeability and low core loss of the magnetic materials are essential.
Magnetic powder cores in which ferromagnetic particles are insulated from each other with dielectrics are used in a wide range of applications requiring good dc bias properties and low core losses at high frequency, e.g. large inductors and reactors of power factor correction circuits. To our knowledge, there is no study of Fe82Si2B14C2 amorphous powders prepared by mechanically crushing. Thus, in this work, the crushed Fe82Si2B14C2 alloy amorphous powders were cold pressed into toroidal cores, and their superior magnetic properties compared with Fe78Si9B13 powder cores were discussed in detail.
Experimental
Fe78Si9B13 and Fe82Si2B14C2 (numbers indicate at-%) amorphous ribbons (80 mm wide and ∼28 μm thick) were prepared by planar flow casting method. Heat treatment at 300°C for 1 h in air was used to embrittle the Fe78Si9B13 and Fe82Si2B14C2 amorphous ribbons. Then, the ribbons were mechanically crushed into powders <100 μm in diameter using an attritor type machine with mass production. Typical fabrication conditions of the Fe82Si2B14C2 powder cores were illustrated as following: the powders were mixed with organic and mineral binders after acid treatment and were cold pressed into ring cores under 2100 MPa. The cores were annealed at 300–400°C for 20 min in air. Fe78Si9B13 powder cores annealed at 430°C for 30 min in air were also fabricated for comparison. The core size was 22·9Φ×14·1Φ×7·6 mm.
The morphologies, phases present and crystallisation behaviour of the powders were examined by scanning electron microscopy (SEM), X-ray diffractometry (XRD) with Cu Kα and differential scanning calorimetry (DSC) with a heating rate of 20°C min−1 in an argon atmosphere respectively.
The dc B–H curves of the ribbons in the form of toroidal cores were measured by a dc B–H loop tracer under a maximum applied field of 800 A m−1. The coercivity HC and B800 values of the ribbons examined were averaged. The deviations were about ±0·3 A m−1 and ±0·01 T respectively. The unit A m−1 was then replaced by Oe. The coercivity of the powders was measured by vibrating sample magnetometer. Initial permeability of the powder core was calculated from core inductance measured by Agilent 4294A Impedance Analyzer. The dc bias field performance was examined by Agilent 4980A. Magnetic core loss was measured using Iwatsu SY-8232 B–H analyser. Coercivity of the powders, permeability and core loss of the cores gained in this study were also average values. The deviations were about ±3 Oe, ±1 and ±30 kW m−3 respectively.
Results and discussion
Direct current B–H loops of ribbons
As cast Fe78Si9B13 and Fe82Si2B14C2 amorphous ribbons were wound into toroidal cores with sizes of ∼Φ23·2×Φ17·8×6·0 mm. The two kinds of cores were annealed isothermally at 430 and 375°C for 20–30 min in nitrogen atmosphere respectively. From the dc B–H curves of the cores in Fig. 1, it is clearly evidenced that the magnetisation is saturated for both Fe78Si9B13 and Fe82Si2B14C2 samples within an applied field of 800 A m−1. The B800 value of Fe82Si2B14C2 ribbon is 1·64 T, which is 6·5% higher than that of Fe78Si9B13 in this study and equivalent to the BS value of Fe83(Si0·3B0·7)15C2 amorphous powder studied elsewhere. 8 The coercive force HC value is 0·08 Oe for both amorphous ribbons.
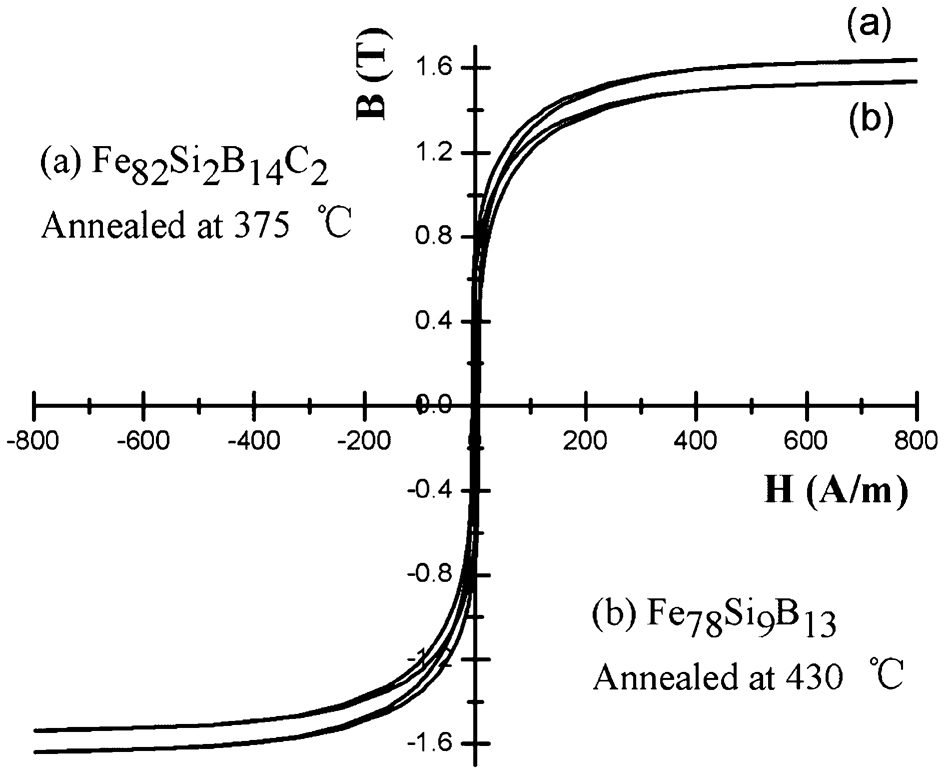
dc B–H curves of Fe82Si2B14C2 and Fe78Si9B13 alloy ribbons
Evaluation of Fe based amorphous powder
Figure 2 shows the SEM image of the Fe82Si2B14C2 alloy powder with particle size <100 μm used in this study. The powder fabricated by mechanically crushing exhibits flat surface and round edge, which is quite different from the ball milled ones. 13 This kind of shape is expected to reduce the eddy current loss in high frequency range by improving the interparticle insulation. The morphology of Fe78Si9B13 powder is similar to that of Fe82Si2B14C2 powder. The amorphous state of all the powders was confirmed by XRD patterns.
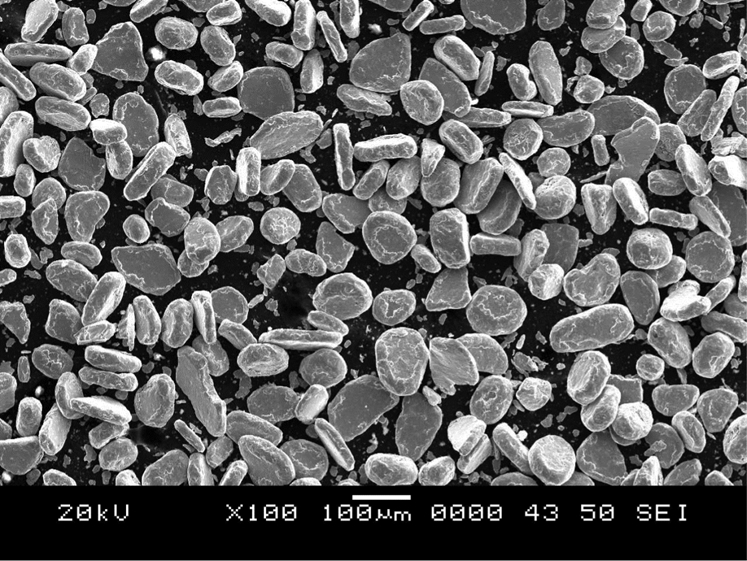
Image (SEM) of Fe82Si2B14C2 powders; morphology of Fe78Si9B13 powder is similar to that of Fe82Si2B14C2 powder
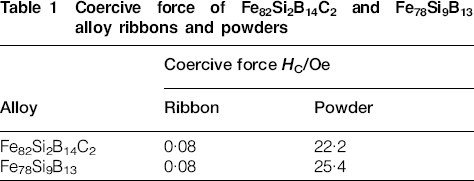
The coercive force HC values of the ribbons (in the section on ‘dc B–H loops of the ribbons’) and powders fabricated in this study are listed in Table 1. Before mechanically crushing, both Fe82Si2B14C2 and Fe78Si9B13 alloy ribbons show very low coercive force, i.e. HC = 0·08 Oe. However, after the ribbons were crushed into powder, HC was increased by ∼300 times. The considerable increase in coercive force after crushing is thought to be closely related to the stress generated.
Coercive force of Fe82Si2B14C2 and Fe78Si9B13 alloy ribbons and powders
The DSC curves of Fe78Si9B13 and Fe82Si2B14C2 alloy powders were measured at a constant heating rate of 20°C min−1, as demonstrated in Fig. 3. The onset temperature Tx values of first crystallisation for the Fe78Si9B13 and Fe82Si2B14C2 alloy powders are determined as 537·7 and 467·9°C respectively.
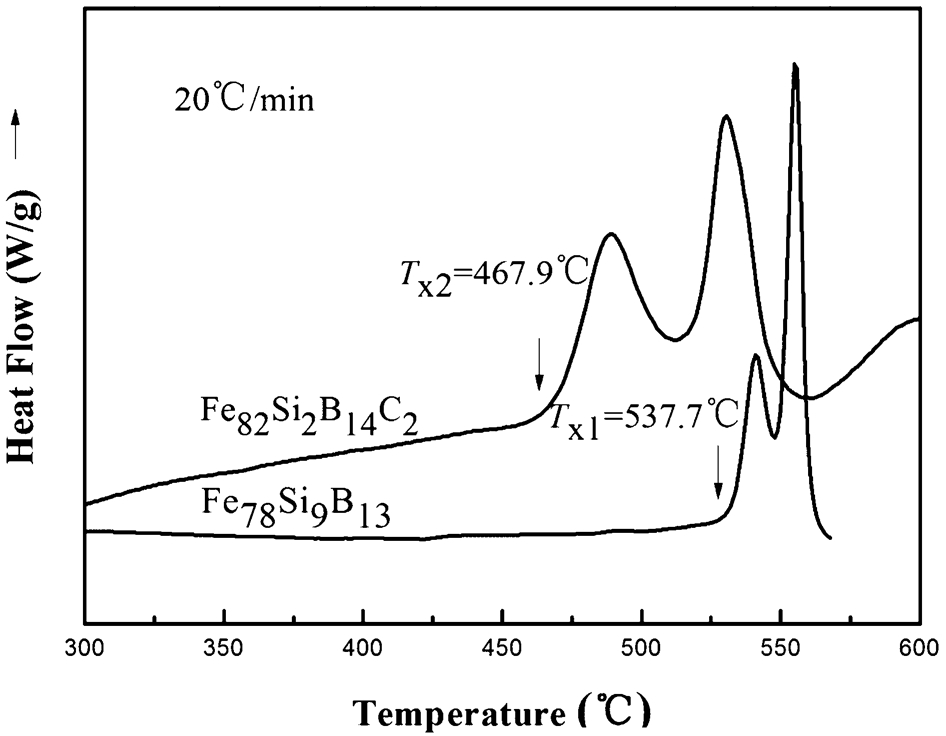
Differential scanning calorimetry curves of Fe82Si2B14C2 and Fe78Si9B13 alloy powders measured at heating rate of 20°C min−1
Evaluation of Fe based amorphous powder cores
To obtain consolidated amorphous powder cores, Fe82Si2B14C2 amorphous powders were cold pressed into toroidal samples, which exhibited a relative density of ∼85%. The Fe78Si9B13 alloy powder cores were also fabricated for comparison. In both cases, the cores were identically treated during consolidation. Since the magnetic properties of the cores were associated with their amorphous structures, the Fe82Si2B14C2 samples were annealed at different temperatures ranging from 300 to 400°C for 20 min in air, based on the DSC results.
Core loss as a function of annealing temperature at 100 kHz for maximum flux density Bm = 0·1 T is plotted in Fig. 4. When the annealing temperature is <375°C, the core loss decreases as annealing temperature increases, while the core loss abruptly increases when the annealing temperature is >375°C. The conspicuously lowest value ∼449 kW m−3 at 100 kHz is obtained at 375°C, which is equivalent to that of Fe78Si9B13 alloy powder core. In addition, powder cores based on Fe81(Si0·3B0·7)17C2 alloy amorphous powders produced by spinning water atomisation process exhibit core loss of 520 kW m−3 at 100 kHz for Bm = 0·1 T. 7 It can be indicated that Fe82Si2B14C2 powder cores would yield lower core loss despite the iron rich system.
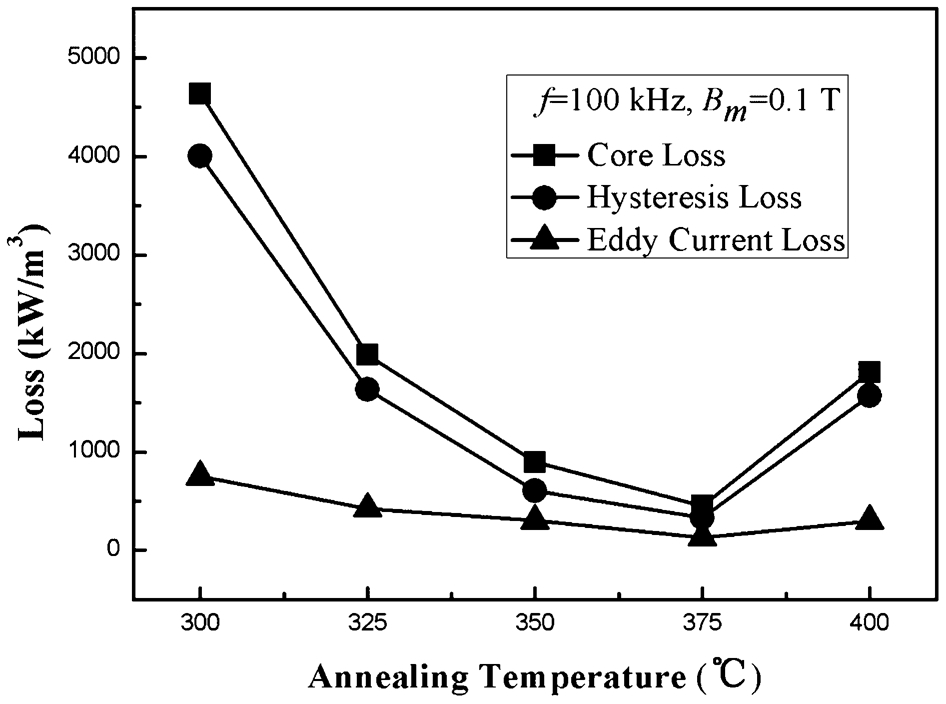
Variation of core loss, hysteresis loss and eddy current loss of Fe82Si2B14C2 cores at different annealing temperature
The effects of annealing temperature on the hysteresis loss and the eddy current loss are also illustrated in Fig. 4. The hysteresis loss is larger than the eddy current loss, and the difference between them becomes more visible especially when the sample is annealed at low or high temperatures. As there is only slight change in the eddy current loss of the sample annealed at temperature between 300 and 400°C, the general trend of the total loss as a function of annealing temperature is attributed to the variation of hysteresis loss.
It has been reported that the hysteresis loss change is associated with internal stress relief and grain growth.12,14 In our study, from X-ray diffraction patterns shown in Fig. 5, it can be concluded that the sample keeps at amorphous status <400°C, indicating there is no grain growth detected by XRD. The stress generated during compaction progress is gradually relieved with increasing temperature <375°C, resulting in monotonous decrease in the hysteresis loss, as demonstrated in Fig. 4. Further increase in hysteresis loss >375°C may be attributed to a nucleation of small grains or clusters that is not detected by XRD, in spite of higher stress relief level. Accordingly, to obtain lower total loss, the cores should be annealed under a condition that the residual stress relief and grain growth of the amorphous powders are controlled optimally at the same time.
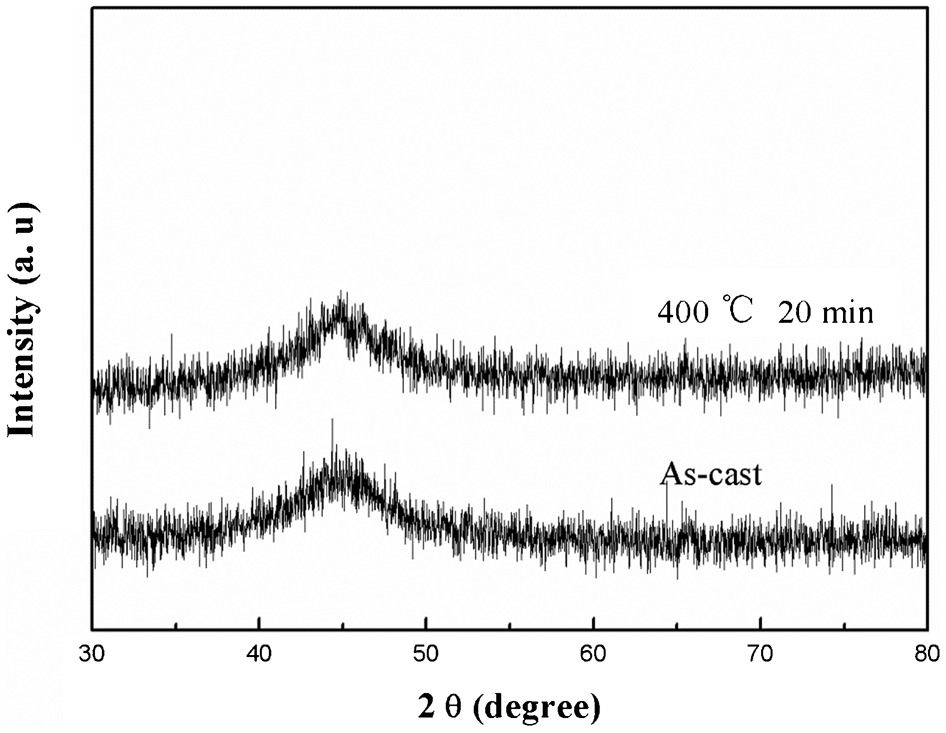
X-ray diffraction patterns of Fe82Si2B14C2 amorphous alloy ribbons
Figure 6 shows the dependence of the initial permeability on the frequency ranging from 10 kHz to 100 MHz for a driving field Hm = 0·4 A m−1. The eddy current loss reduces the permeability at higher frequencies. 15 However, the cores exhibit approximately constant permeability at frequency up to 1 MHz. For the Fe82Si2B14C2 powder core annealed at 375°C, the permeability at frequency up to 1 MHz is 70, a value ∼11% higher than that of Fe78Si9B13 powder core. Overall, Fe82Si2B14C2 and Fe78Si9B13 powder cores exhibit similar tendency in the frequency dependence of initial permeability. Since the cores were treated at the same condition during consolidation, the degree of the interparticle electrical contact is about the same in them. The powder cores thus show little difference in their response to frequencies.
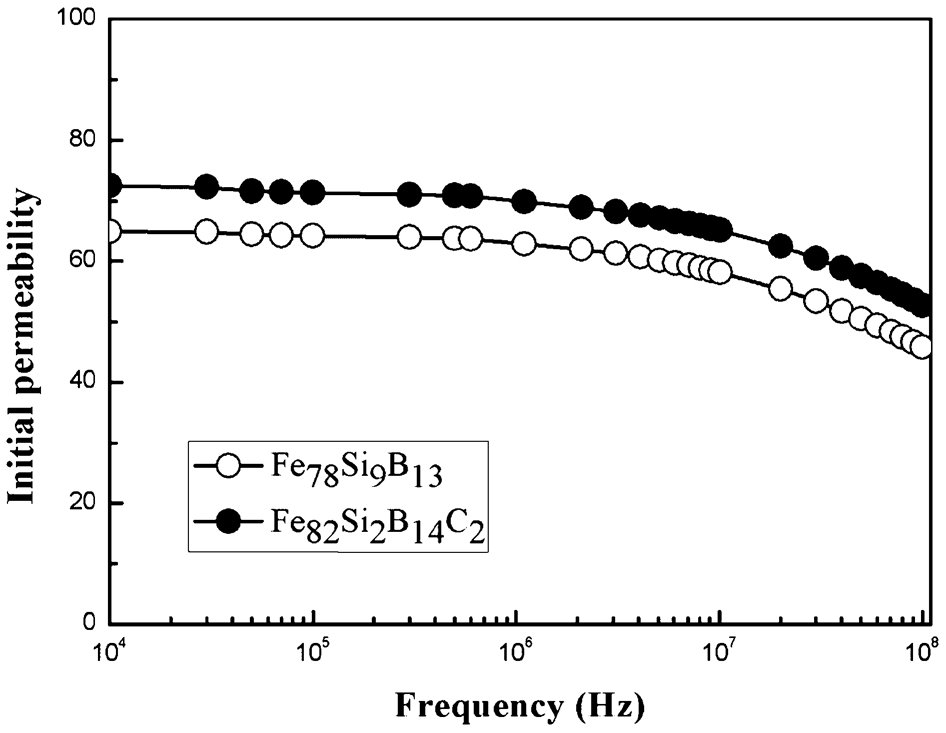
Frequency dependence of initial permeability for Fe82Si2B14C2 and Fe78Si9B13 alloy powder cores
Direct current bias field dependence of permeability at 100 kHz is presented in Fig. 7. The Fe82Si2B14C2 amorphous powder core is not easily saturated under low applied magnetic field in comparison with Fe78Si9B13 one. The per cent permeability is 68% at 100 Oe. Despite nearly the same permeability at Hdc = 0, the value of Fe82Si2B14C2 amorphous powder core at Hdc = 100 Oe is ∼10% higher than that of Fe78Si9B13 core, and comparable to that of commercial APH (μ = 60) core. 16 This superior characteristic is attributed to the high B800 of ∼1·64 T, as shown in Fig. 1, and can be used to deal with the high output current in electrical power supplies.
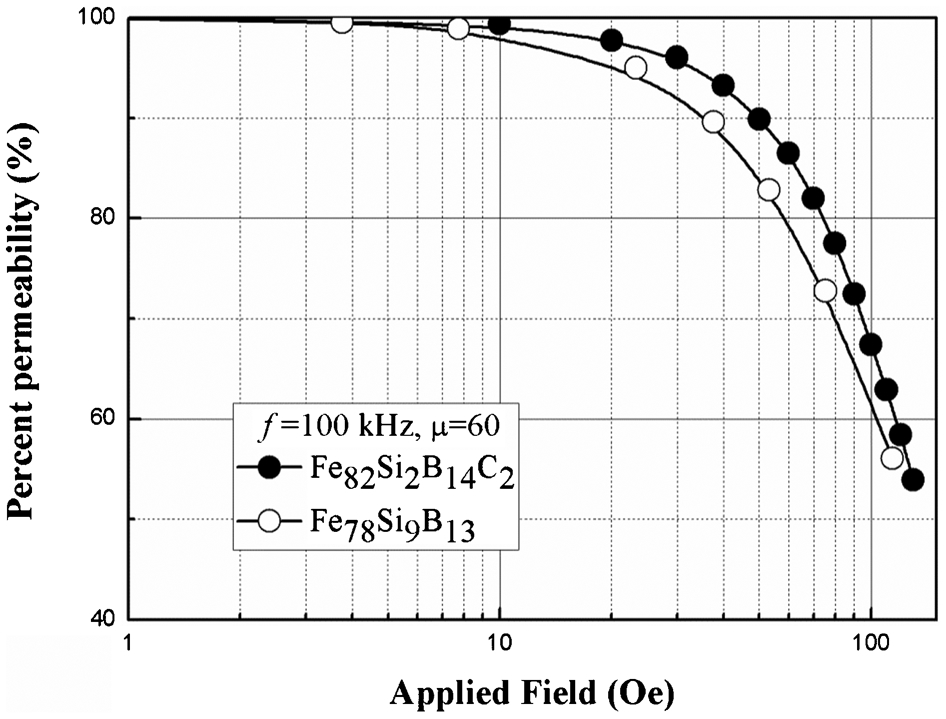
Variation of permeability with dc bias field for Fe82Si2B14C2 and Fe78Si9B13 alloy powder cores
Conclusions
Fe82Si2B14C2 amorphous powder cores with low core losses and high magnetic flux density are fabricated from the mechanically crushed amorphous powders by cold pressing. The cores annealed at 375°C reveal the best magnetic properties. The results obtained are summarised as follows.
The conspicuously lowest core loss of ∼449 kW m−3 at 100 kHz for Bm = 0·1 T is obtained in the sample annealed at 375°C, which is comparable to that of Fe78Si9B13 alloy powder core despite the iron rich system.
The Fe82Si2B14C2 amorphous powder cores exhibit approximately constant permeability of ∼70 at a frequency of up to 1 MHz. In addition, the cores have superior dc bias properties due to the higher Bs of ∼1·64 T compared with that of Fe78Si9B13 alloy ∼1·54 T. The permeability of Fe82Si2B14C2 amorphous powder cores is ∼10% higher than that of Fe78Si9B13 powder cores at Hdc = 100 Oe.
Consequently, Fe82Si2B14C2 amorphous powder core, which has low core loss and high Bs, can provide a potential application to deal with the high output current in electrical power supplies.
Footnotes
Acknowledgement
This work was supported by the National High-Tech Research and Development Program under grant no. 2012AA030301.