
Abstract
Induction heating is an attractive technique to sinter metal powders in a short time and with limited energy. A series of direct induction sintering experiments has been performed with a micron size nickel powder in a dedicated set-up with 50 or 150 kHz current frequency and several heating rates, up to 900°C min−1. With a view to better catching the specific outcome of induction sintering, conventional sintering tests have also been achieved and their results in terms of densification have been depicted by adjusting a Master Sintering Curve model. The main conclusion of this study is that nickel specimens with high density, reasonably low grain size and homogeneous microstructure can be obtained by direct induction sintering with processing times much smaller than typical conventional sintering times. The obtained data also show that powder densification is accelerated during induction sintering, which is supposedly due to the enhancement of diffusion under electric current.
Keywords
Introduction
rA major research field in powder metallurgy is the development of fast sintering processes with two main goals, saving time and energy and obtaining materials with novel microstructures, especially nanomaterials. Among the proposed techniques, Spark Plasma Sintering, which consists in applying simultaneously a load upon the specimen and an electric current through it, is by far the most popular, although it is rather complex and expensive. 1 An alternative, simpler solution, usually called flash sintering, does not require loading, but it is relevant for ceramics, not for metal powders. 2 Microwave sintering is hardly applied to metal powders, though a few teams have shown stimulating results. 3
Surprisingly, induction, which is a classic method for rapid heating of metals, has not been extensively applied to sintering so far. Induction heating is caused by eddy currents created in an electrically conductive material by an alternative magnetic field. This field is usually obtained with a coil carrying an alternative current. Typical frequencies of such current are in the range 1 kHz−1 MHz. The penetration depth of eddy currents (in m) is expressed as
In the literature, several patents on induction sintering can be found,4–9 the first one dating from 1941, as well as a limited number of research papers.10–16 In most works, induction heating is ‘indirect’, i.e. the device uses an induction heated graphite susceptor that heats the powder compact. Actually, very few publications present a comprehensive analysis of direct induction sintering of metal powders. Noteworthy paper by Euler and May 12 deeply investigates liquid phase sintering of Al–Cu bronze alloy by direct induction. The authors used current frequencies between 100 and 2500 Hz and a controlled atmosphere. They showed significant advantages of induction sintering in terms of microstructure and properties of the sintered materials, although the specimens presented strong density gradients and local defects due to heterogeneous heating. In addition, May 10 has been able to follow the electric resistivity of Cu–Pb compacts during liquid phase sintering. Conta 11 tried to sinter steel powder compacts at 3 kHz frequency. He noticed the slow heating of the compacts at low temperature due to insufficient conductivity of green material and proposed a preheating stage by radiation or radiofrequency induction to reach a temperature of 200°C, above which low frequency induction heating is efficient and rather homogeneous.
The current paper presents the major results of a research programme on direct induction sintering of micron size nickel powder compacts. The features of this material and the specific device designed for an accurate control of the process are first displayed. The conventional sintering behaviour of this material is investigated and it is described with the master sintering curve model. 17 Next, we provide the results of induction sintering experiments performed with different frequencies, heating rates and sintering temperatures in terms of density and microstructure changes. We compare this results to the ones obtained during conventional sintering by using in particular the master sintering curve model. Particular attention is paid on the question of specimen homogeneity. Finally, the interest and the specificity of induction sintering in comparison of conventional sintering are discussed.
Material, equipment and experimental methods
Powder and forming process
A commercial nickel powder (Inco-type 110 PM; Eurotungstene Poudres) has been used for this study. It consists of entangled, highly porous aggregates of presintered particles, rather rounded and smaller than 2 μm. BET specific area of this powder is 0·89 m2 g−1, which corresponds to a BET equivalent diameter of 760 nm. The green compacts obtained by uniaxial compaction (450 MPa) are 16 mm diameter, 8 mm height cylindrical samples with an initial relative density of about 60%. Before sintering, the compacts are submitted to a debinding treatment in He–H2 gas mixture to remove all organic agents. The debinding cycle includes a heating period at 120°C h−1 and a 3 h dwell at 250°C. It results in a weight loss of about 0·4%.
Sintering equipment
Conventional sintering has been investigated within a vertical dilatometer (SETSYS Evolution TMA; SETARAM France) in He/4%H2 flow. Prior operation included several vacuum cleaning/gas flow sequences. The trapping of helium in close pores at the final stage of sintering should indeed prevent full densification. However, we believe that this effect is not significant in the experiments shown in the following, because of the relatively high porosity (at least 3%) of the sintered materials.
Induction sintering experiments were carried out in the same atmosphere in a dedicated laboratory setup, schematised in Fig. 1. Samples were set upon an alumina plate supported by an alumina tube inside a vertical 40 mm diameter quartz tube that can be filled with various atmospheres. The tube was surrounded by an induction coil carrying a current with a frequency that can be set between 20 and 200 kHz and a power up to 6 kW. The temperature of the upper surface of the specimen was continuously measured by an infrared two-colour pyrometer (Impac; temperature range: 500–2200°C), located above the centre of the cavity and protected by a ZnSe window. Using these measures, the heating rate was manually controlled in the temperature range of the pyrometer by tuning the power of the current source. Below 500°C, heating was performed using a fixed power without accurate temperature control. A photograph of a heated compact in the induction set-up is shown in Fig. 2.
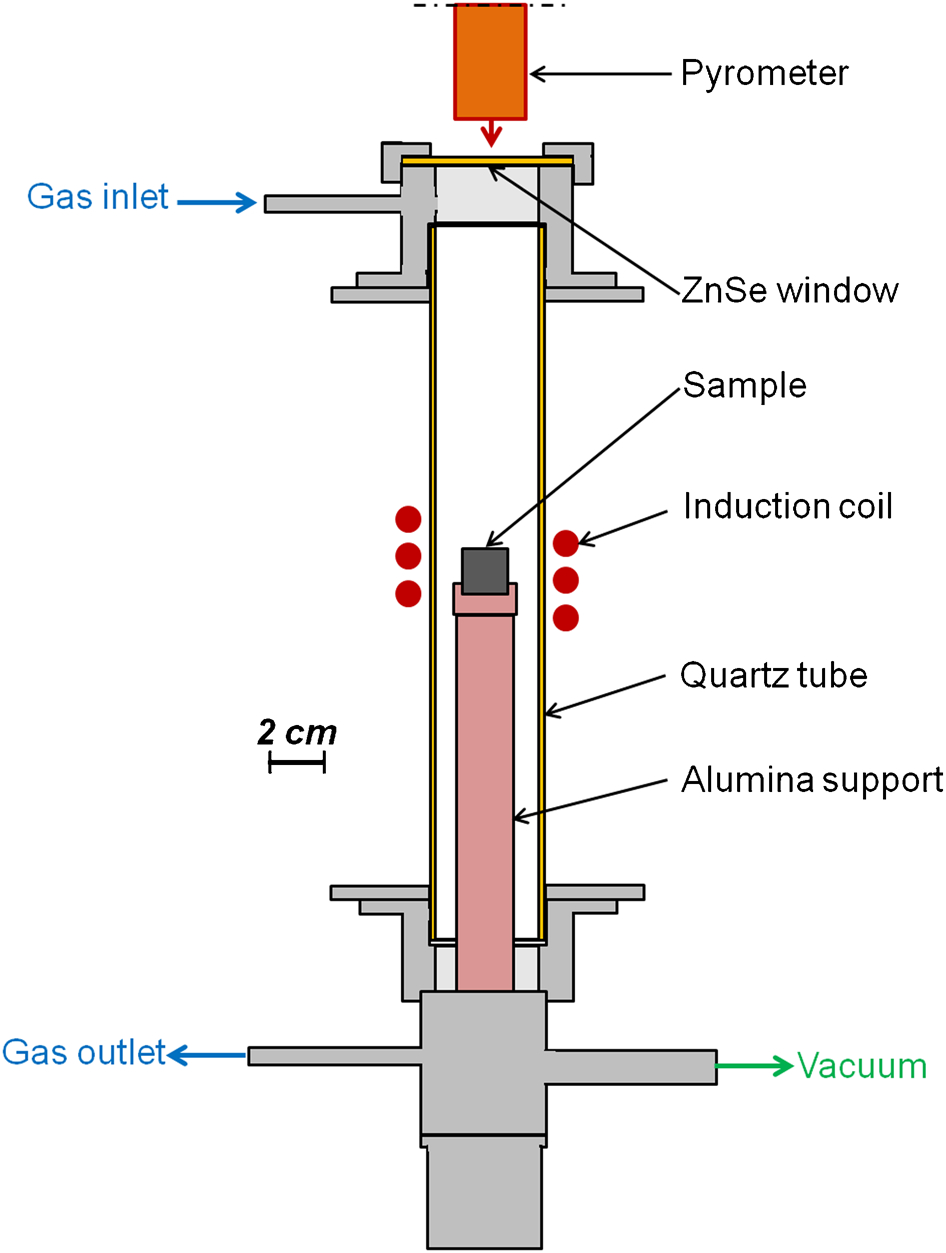
Schematics of induction sintering set-up
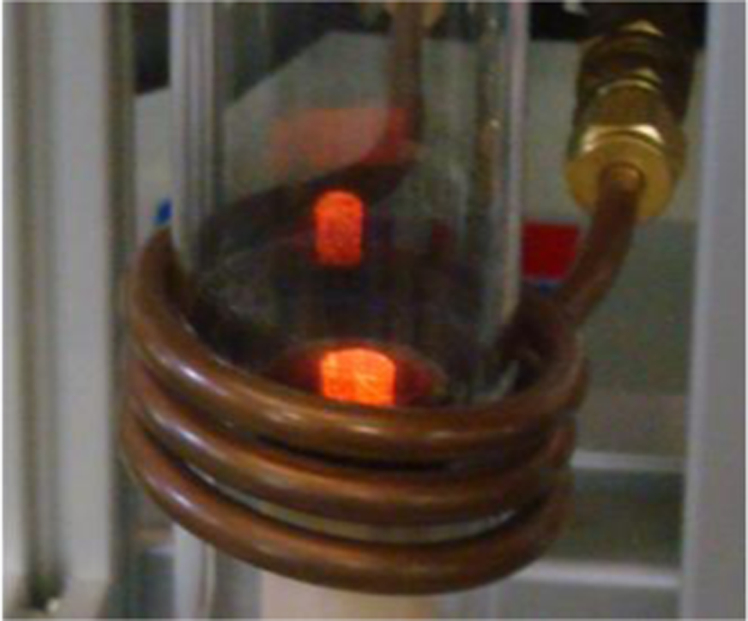
Photograph of nickel powder compact during induction sintering
Characterisation methods
The weight density of the sintered specimens was measured by the Archimedes method using ethyl alcohol as immersion liquid. The relative density of a specimen at a given temperature is defined as the weight density of the specimen divided by the weight density of the fully dense material at the actual temperature, which is estimated by use of the thermal expansion coefficient of nickel measured during the cooling period of dilatometry tests.
The microstructure of sintered specimens was observed with a scanning electron microscope (Zeiss ULTRA-55) equipped with a Schottky field emission source. The cross-sections to be observed have been polished with colloidal silica particles during the final preparation step so as to reveal the microstructure. The average grain size was deduced from SEM observations by using the intercept method. 18
The electrical conductivity of green specimens and specimens heated to various temperatures at 10°C min−1 was measured at room temperature using the four-point method. The green material exhibits a conductivity of 3·5×105 S m−1. After heating at 400°C, the conductivity increased to 4·106 S m−1, although no significant densification has taken place. Finally a compact heated to 1000°C has got a relative density of 0·97 and a conductivity of 1·5 107 S m−1. As the literature provides us with the conductivity of dense nickel versus temperature, the conductivity of a porous specimen at any given temperature can be deduced from the conductivity of this specimen measured at room temperature by assuming a simple rule of three. Therefore, introducing the results of these calculations in equation (2) allowed us estimating the penetration depth throughout a given sintering experiment, as soon as we know the variation of relative density versus temperature during this experiment. As an example, for a sintering test at 25°C min−1, the following figures have been found. At room temperature, the penetration depth δ of the green material is very low, around 0·1 μm, because the relative magnetic permeability is very high. At 400°C, above nickel Curie temperature, δ drastically increases to 2·2 mm for a frequency of 50 kHz. At 1000°C, as a result of opposite effects of interparticle bonding and temperature increase, the conductivity has slightly increased and the penetration depth is thus a little bit lower, around 2 mm.
Conventional sintering
Conventional sintering experiments were carried out with four different heating rates (1·6, 4, 10 and 25°C min−1) and the same maximal temperature, 1000°C, without any dwell time. The variation of the relative density ρ and of the densification rate, defined as dρ/dT, versus temperature, T, during each test is shown in Fig. 3. It is observed that the densification starts between 300 and 400°C and that the final density is between 0·95 and 0·97. At a given temperature, the relative density is higher when the heating rate is lower. Also the temperature corresponding to the maximum densification rate increases with increasing heating rate. These results are consistent with classical solid state sintering analysis. A shoulder is observed on densification rate curves between 400 and 600°C, which is particularly marked for the higher heating rate. It is likely related with the particle size distribution of the powder that includes a significant fraction of particles smaller than the average size. 19
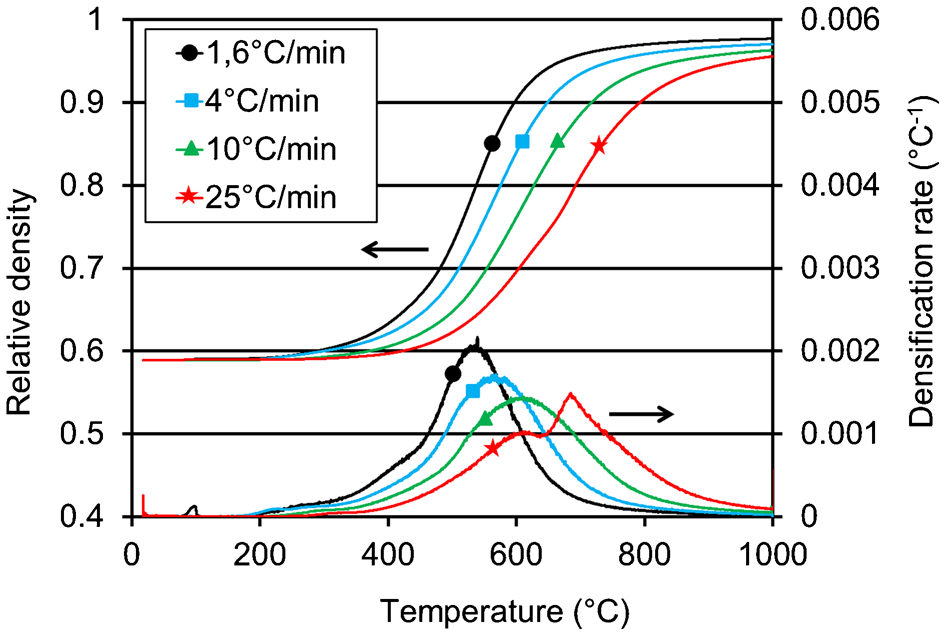
Effect of heating rate on densification kinetics during conventional sintering test on nickel compacts: relative density ρ and densification rate dρ/dT versus temperature T
Figure 4 shows SEM images of two specimens that have been sintered at 10 and 25°C min−1 respectively, and that present close relative densities, around 0·97. Both micrographs show rather homogeneous microstructure with grains of 20 μm average size and numerous twins, as already observed by Bhattacharjee et al. 20 and Fullman and Fisher. 21 Most residual pores are enclosed in the grains and thus, they would be difficult to remove, even after a long dwell time.
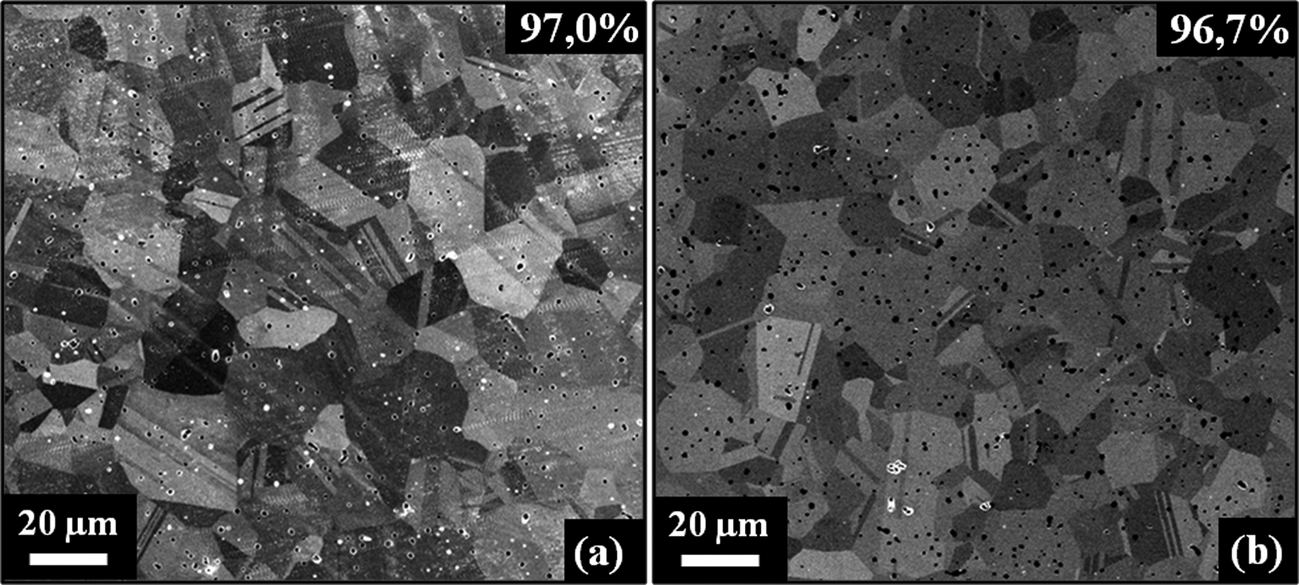
Micrographs (SEM) of cross-section in bulk of two nickel specimens conventionally sintered at a 25°C min−1 and b 10°C min−1 respectively, until 1000°C without dwell time: for every micrograph, relative density of specimen is reported in upper right corner
From above densification curves, the activation energy of the main densification mechanism can be estimated by using Wang and Raj method. 22 According to this method, the activation energy is the slope of isodensity lines in an Arrhenius diagram Ln (RT. dρ/dt) versus 1/T. Fig. 5 presents such diagram with six isodensity lines, for relative densities between 0·65 and 0·9, which have been adjusted to the experimental points deduced from Fig. 3. The slopes of these lines are close to each other and lie between 90 and 120 kJ. This value is close by the value of 115 kJ mol−1 used by Swinkels and Ashby 23 for modelling the sintering of nickel powder by grain boundary diffusion. We thus assume that the sintering of this nickel powder is mainly controlled by grain boundary diffusion for every value of the heating rate in the investigated range and we choose 100 kJ mol−1 as the apparent activation energy of the densification process.
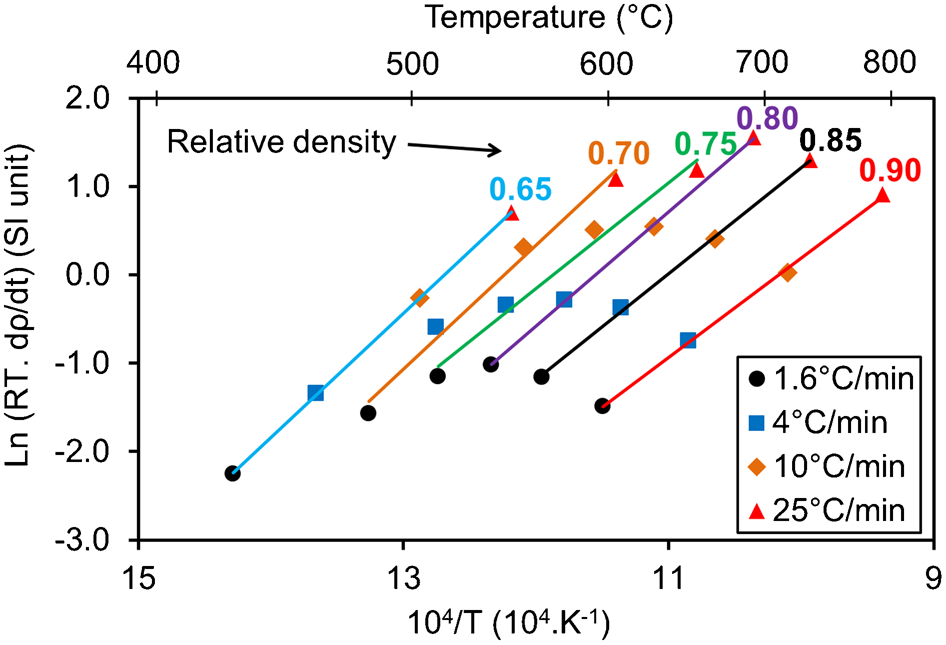
Arrhenius diagram drawn from conventional sintering tests performed at various heating rates: apparent activation energy of densification process is estimated to be average slope of adjusted isodensity lines
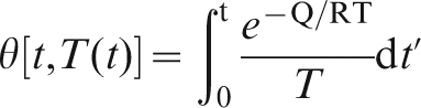
A Master Sintering Curve (MSC), which will be used in the following section as a guide to evaluate the densification during induction sintering experiments, has then been fitted to the set of conventional sintering data. MSC model describes the densification of a powder when a single sintering mechanism is predominant in every thermal cycle. It states the following equation


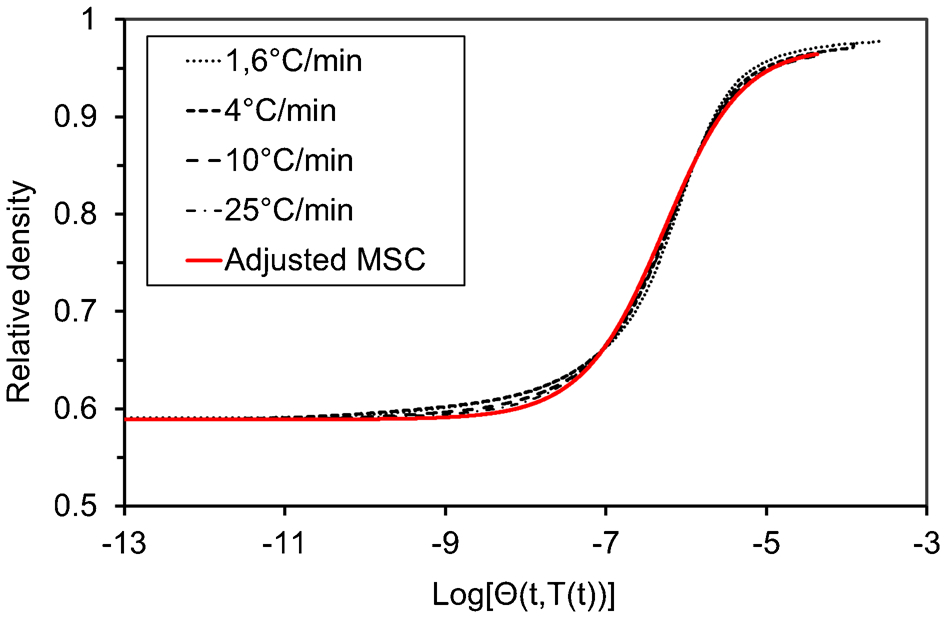
Master Sintering Curve (MSC) adjusted from conventional sintering experiments at various heating rates with 100 kJ mol−1 as activation energy by using equation (4)
Induction sintering
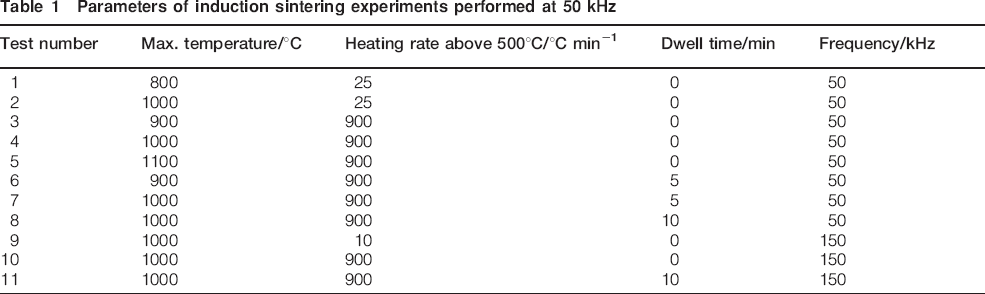
Direct induction sintering experiments (i.e. without any susceptor) have been performed in the above described set-up. The parameters of these experiments are displayed in Table 1. A set of eight experiments have been conducted with a frequency of 50 kHz. In every test, the specimen is heated from room temperature and 500°C in less than 1 s, without temperature control. Two heating rates have been tested above 500°C, 25°C min−1, which is the maximum value achieved by conventional heating, and 900°C min−1. The maximal temperature was between 800 and 1100°C. Several fast heating rate tests included a dwell period of 5 or 10 min. Three additional experiments have been achieved at 150 kHz frequency. In the following, only the results of 50 kHz tests will be accurately described.
Parameters of induction sintering experiments performed at 50 kHz
The final relative density of nickel compacts after induction sintering at 50 kHz is plotted versus time in Figs. 7 and 8. We also introduced in these figures the curves (plain lines) calculated with the master sintering curve for each thermal cycle of induction sintering experiment, which are supposed to depict conventional sintering behaviour. Figure 7 (with time in logarithmic scale) shows the results of tests 1–6 without dwell time. For the lower heating rate, 25°C min−1, the relative density of the specimen sintered by induction up to 800°C is 0·74, whereas the density of the one sintered at 1000°C is 0·88. Both values are much below the conventional sintering curve. For the higher heating rate, 900°C min−1, the relative densities of the specimens sintering by induction up to 1000 and 1100°C (0·89 and 0·92) are significantly above the conventional sintering curve, whereas the density of the one sintered up to 900°C (0·67) is slightly below. Figure 8 presents the effect of the dwell time on the densification up to 900 and 1000°C after heating at 900°C min−1. At 900°C, 10 min dwell time results in an increase of relative density from 0·67 to 0·87, which is close to the increase predicted by MSC. At 1000°C, the increase is from 0·89 to 0·97. The latter density value is higher than the one expected for conventional sintering from MSC extrapolation (0·955).
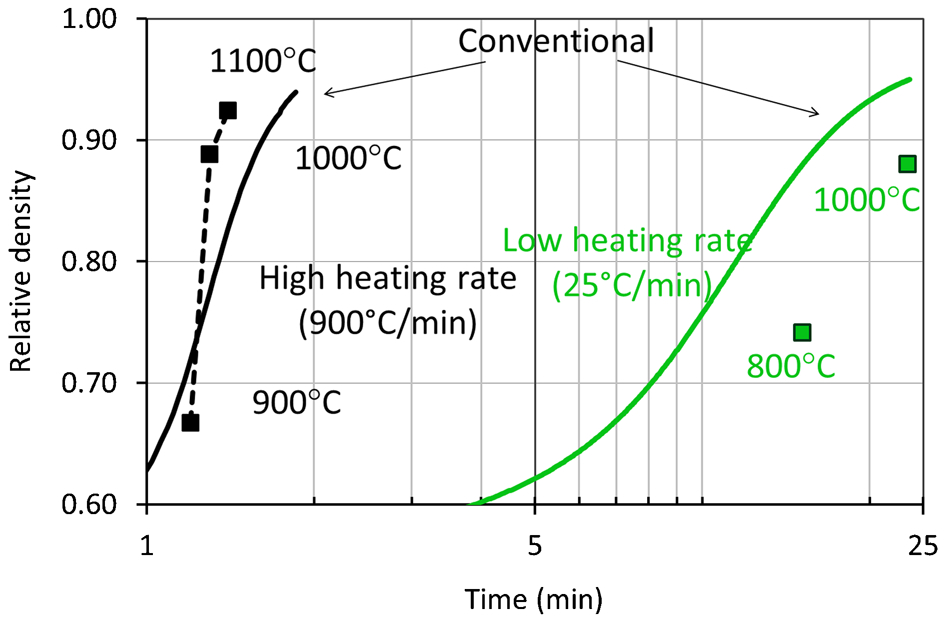
Effect of heating rate and maximal temperature on relative density of specimens sintered by induction at 50 kHz without dwell time (marks): comparison with conventional sintering curves obtained by MSC extrapolations for same thermal cycles as ones used during induction sintering tests (plain lines)
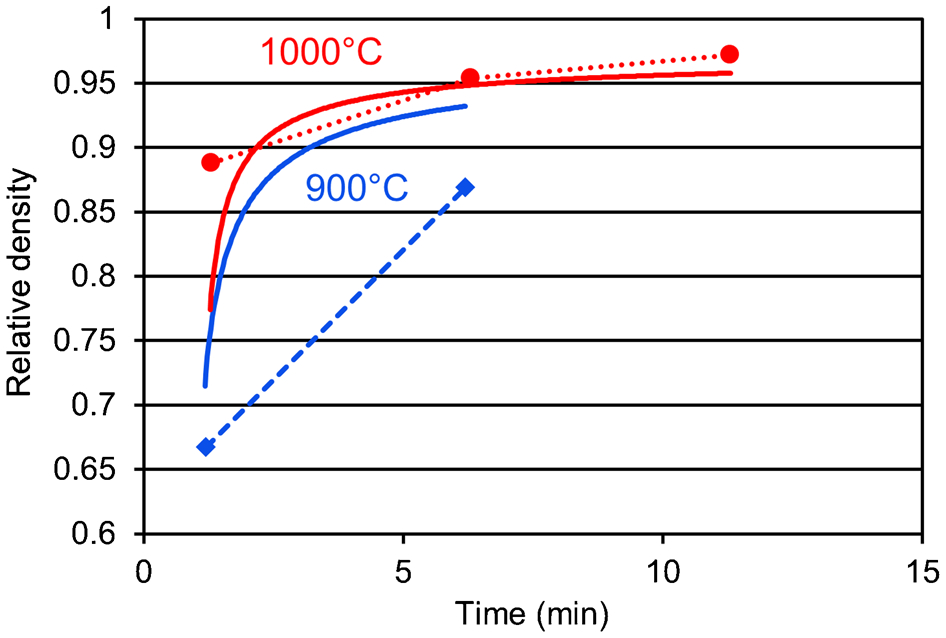
Effect of dwell time on relative density of induction sintered specimens at two different temperatures (900 and 1000°C) and 900°C min−1 heating rate (marks): left points correspond to material at end of heating period (zero dwell time); comparison with conventional sintering curves (MSC extrapolations) for same thermal cycles (plain lines)
The next step of our study has consisted in controlling the homogeneity of the sintered materials. Figure 9 shows optical macrographs of vertical cross-sections of specimens induction sintered up to 1000°C with either 25 or 900°C min−1 heating rate without dwell time (tests 2 and 4). In these micrographs, darker areas are denser ones. The fast sintered specimen appears to be homogeneous, except for a 1 mm thick layer in the bottom that is less dense. On the opposite, the slowly sintered one exhibits a heterogeneous density distribution with a low density core surrounded by a 2 mm thick dense shell. This counterintuitive effect of the heating rate on the density distribution has been observed on all induction sintered specimens.
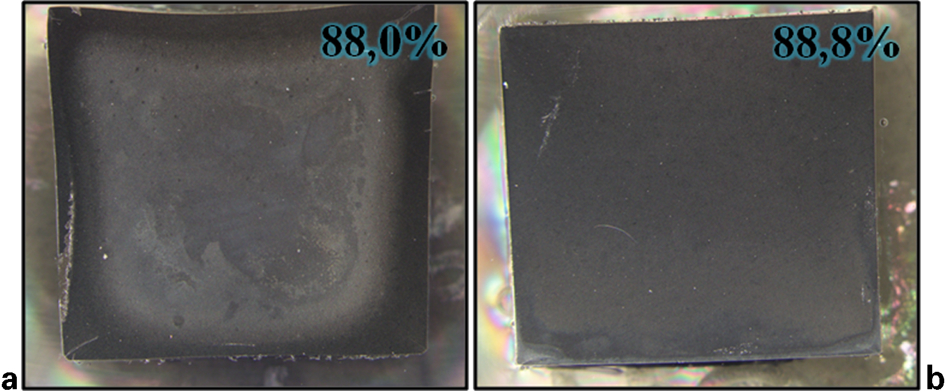
Optical macrographs of diametrical cross-sections of specimens sintered by induction at a 25°C min−1 and b 900°C min−1 respectively, up to 1000°C without dwell time: for every macrograph, relative density of specimen is reported in upper right corner
Finally the microstructure of specimens sintered by induction has been analysed. SEM micrographs of two etched zones – one in the core and the other in the edge – of a specimen sintered by induction at 25°C min−1 until 1000°C without dwell time (test 2) are displayed in Fig. 10. These micrographs confirm the heterogeneity of slowly sintered specimens. The porous core exhibits smaller grains than the denser shell, whose microstructure looks like the conventionally sintered material one (cf. Fig. 4). Figure 11 shows the microstructure of three specimens that has been sintered by induction at 1000°C after fast heating (tests 4, 7 and 8). As expected, the grain size increases with increasing dwell time and relative density.
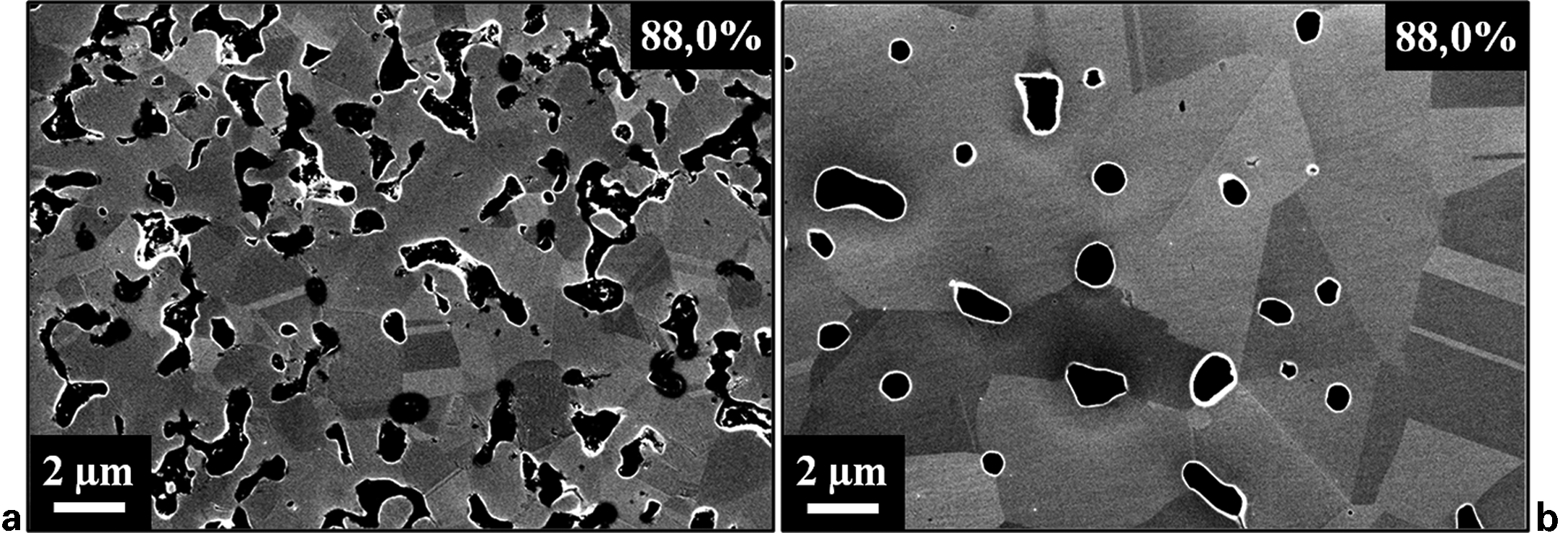
Micrographs (SEM) taken a in the core and b in the edge respectively, of specimen sintered by induction at 25°C min−1 up to 1000°C without dwell time: relative density of specimen is 88%
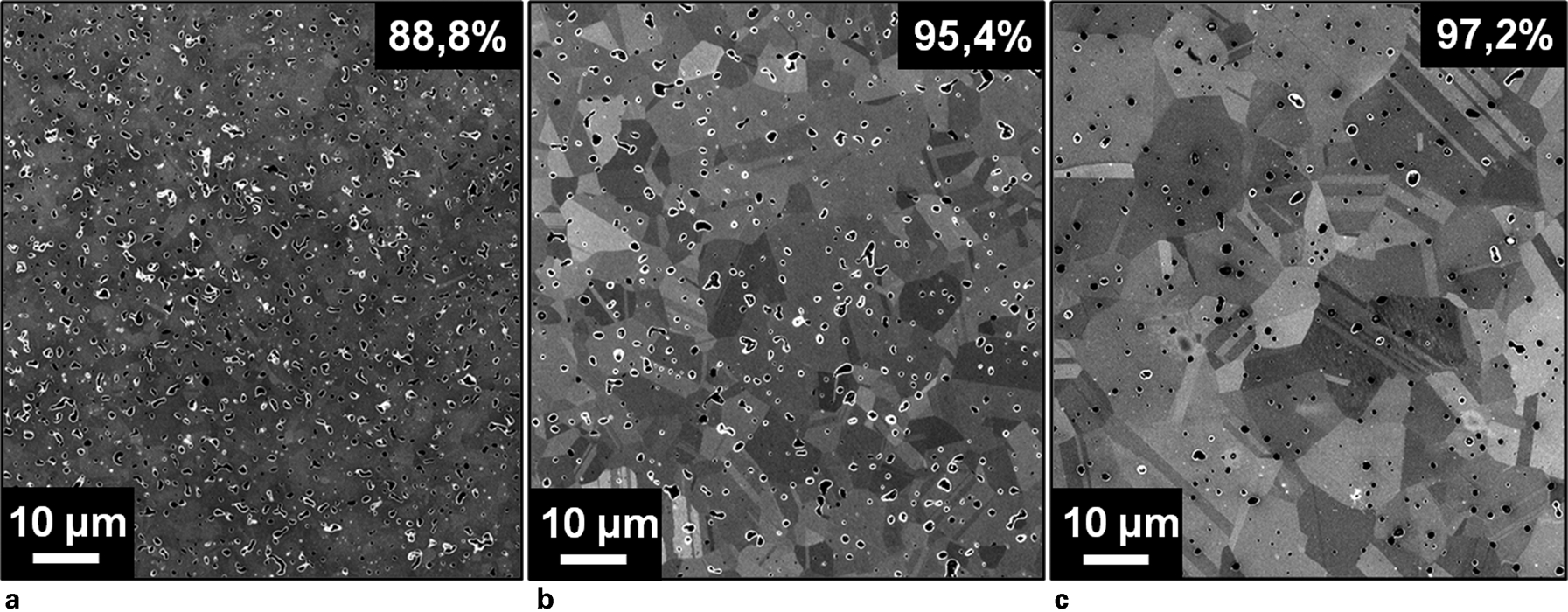
Micrographs (SEM) of cross-sections of three specimens sintered by induction at 900°C min−1 up to 1000°C with a 0, b 5 and c 10 min dwell times respectively: relative density of each specimen is reported in upper right corner
To summarise microstructure observation, the average grain size of the sintered specimens is plotted versus relative density in Fig. 12. Note that for heterogeneous specimens obtained during slow induction heating, we put in this graph the grain size measured in the dense shell and the overall relative density of the specimen, which is of course lower than the density of the shell; this shortcoming will not affect the following analysis. Figure 12 shows that the grain size of all induction sintered materials is significantly below the value found for the specimen conventionally sintered at 25°C min−1. If we make the comparison at the same relative density, 0·95, we find that the grain size after induction sintering is four times lower (5 μm against 20 μm). We also observe that all experimental points for induction sintering lie along a single curve in grain size versus relative density diagram (usually called sintering path), whatever the heating rate and the holding time are. After plotting grain size G versus porosity (1−ρ) with logarithmic scales, we found that the following equation finely describes these results, as proved in Fig. 12.
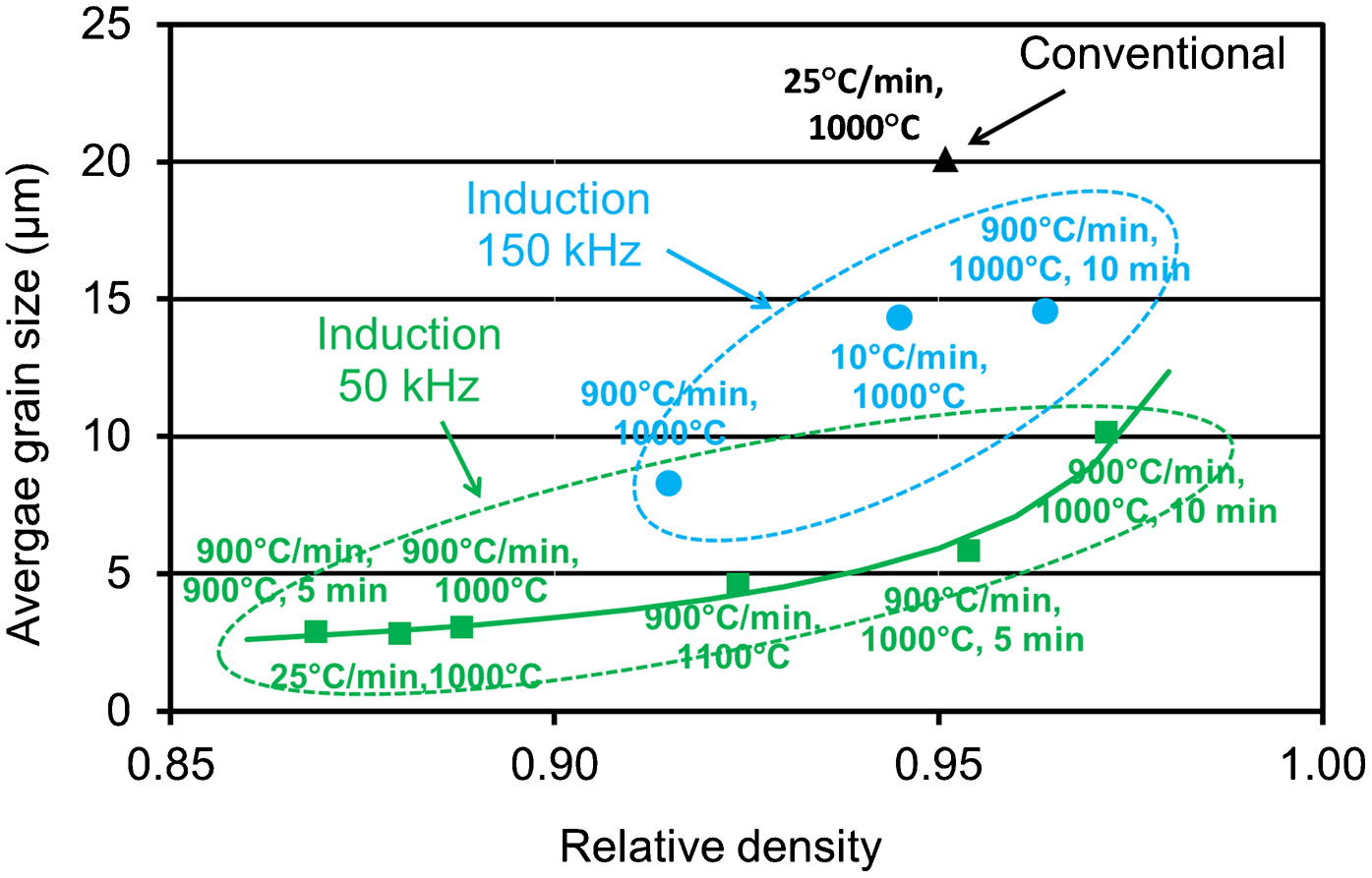
Average grain size versus relative density of various specimens sintered by induction with 50 kHz (square) or 150 kHz (circle) frequency: comparison with conventional sintering (triangle); for each point, heating rate, sintering temperature and dwell time, if any, are reported; plain line exhibits variation predicted by equation (5)
We added in Fig. 12 the data drawn from induction sintering tests performed with 150 kHz frequency. These data lie above the 50 kHz sintering path but they are still below conventional sintering point. We did not adjust an equation to these data due to the limited numbers of points available for this purpose.
Discussion
The most outstanding and meaningful result of this study is that induction heating with 50 kHz frequency can sinter a nickel powder compact up to high density in a very short time in comparison with conventional sintering. For example, we obtained a relative density of 0·93 after 70 s (heating at 900°C min−1 to 1100°C without dwell time) and 0·96 after 11 min (heating at 900°C min−1 to 1000°C and 10 min dwell time in 11 min). As a reference, ‘fast’ conventional sintering at 25°C min−1, up to 1000°C, led to a 0·95 dense material in 40 min. Total processing times including the cooling period (about 1 min for induction, tens of minutes for conventional devices) are even farther from each other. To better quantify the specific effect of induction heating on densification, we calculated the densities predicted by the master sintering curve that has been adjusted from conventional sintering data for the thermal cycles followed during induction experiments. Indeed, using MSC model requires that the densification mechanism is the same whatever the heating rate is. The density predicted by MSC above 900°C is always lower than the one obtained for the faster induction test. This favourable effect of induction heating on densification is likely a direct (field/current induced) or indirect (through high heating rates, unachievable in classic devices) consequence of induction heating on diffusion mechanisms responsible for densification. Note that electric field/current effects has already been proposed in the literature for explaining specific phenomena observed during spark plasma sintering.25,26
An important issue that has been pointed out by previous authors is the possible heterogeneity of induction sintered components. 11 We checked that the specimens sintered during fast induction experiments were homogeneous, except for a less dense bottom layer. It means that the thermal conductivity of our material is high enough, even at low density, to allow fast heat transfer from the zone where eddy currents flow towards the centre of the specimen. The porous bottom layer may be due to the interaction of the material with the support of the specimen.
The last criterion to be analysed is the control of grain growth. This criterion is favourable since all sintered specimens showed an average grain size lower than after conventional sintering: 5 μm for the 1100°C induction test and 10 μm for the 1000°C induction test with 10 min dwell time, to be compared with 20 μm for conventional heating at 1000°C.
The different outcome of slow induction tests is difficult to understand. The overall densification during such tests was much slower than during equivalent conventional heating and induction sintered specimens were heterogeneous, with a low density core surrounded by a denser shell. The thickness of the dense shell is between 1 and 2 mm, i.e. close to the penetration depth of eddy currents. This concordance suggests that interparticle contacts directly heated by eddy currents sinter earlier than the ones located in the central part of the specimen, which are heated by conduction. This enhancement of sintering should once again be an effect of electric field/current or a consequence of local overheating, mainly at the beginning of sintering when the current getting through small interparticle contacts is particularly high. When the material in the core of the specimen starts sintering, the denser shell acts as a mechanical shield that hinders the advancement of densification in the core. Indeed, if this phenomenon occurs during slow sintering tests, it should also occur during fast tests. Two concomitant factors can explain why the densification is nevertheless homogeneous during these tests. First, the penetration depth is significantly larger (around 3 mm, according to a rough estimate with the previously described method) when sintering starts, because this start occurs at higher temperature (above 800°C), when the effective electrical conductivity is smaller. Therefore, the major part of the specimen is directly heated by eddy currents. Second, still because sintering begins at higher temperature, the viscosity of the material is much smaller at this moment. In this case, the prompt formation of a more strongly sintered envelope does not prevent the densification of the core of the specimen.
Finally, the smaller grain size of induction sintered specimens with regard to conventionally sintered ones indicates that the mechanisms responsible for grain mobility are not notably activated under electric current.
Conclusion
This study shows that induction heating with 50 or 150 kHz current frequency can be efficiently used for direct sintering of metal powders. During fast induction sintering experiments, nickel specimens with high density and reasonably low grain size have been obtained with processing times much smaller than typical conventional sintering times. In addition, these specimens showed homogeneous microstructure. The advantage of induction heating in comparison with conventional heating with the same thermal cycle has been revealed by using MSC model. This advantage is supposedly due to the enhancement of diffusion mechanisms under electric field/current and to local overheating. A surprising result of this paper is that slow induction sintering experiments provided heterogeneous specimens with a denser outer part. This result has been explained by the smaller eddy current penetration depth and the larger material viscosity at the beginning of sintering during slow tests, which led to the formation of a dense and strong shell around the specimens. As a continuation work, the interest of induction sintering will be tested with miscellaneous metal powders.
Footnotes
Acknowledgements
The authors thank Eurotungstene Poudres for supplying the powder used in this study.