
Abstract
The production process of a reduced activation oxide dispersion strengthened ferritic steel with nominal composition of Fe–12Cr–2·5W–0·2Ti–0·25Y2O3 (designated 12Cr-ODS) was investigated in this study. Master alloy with designed composition was prepared first, and the powder with two sizes obtained by atomising was prealloyed by mechanical alloying with added Y2O3 powder, followed by consolidated spark plasma sintering. Characteristics of the samples were investigated by X-ray diffraction, scanning electron microscopy, transmission electron microscopy and relative density, and the mechanical properties such as hardness (HV), bending strength and tensile strength were also tested. Sample with 50% coarse particles and 50% fine particles was found to be of better comprehensive properties. Mechanical properties of the sample changed with the improved microstructure of refining grains and optimised oxide particles that were acquired through annealing. However, further research on the dispersion and properties of oxide particles is needed in the future.
Introduction
As one of the most promising materials for the fuel cladding and blanket materials of future fusion reactors, oxide dispersion strengthened (ODS) ferritic steels have attracted a lot of attention of researchers for their excellent high temperature performance and resistance to radiation and void swelling.1,2–8
Mechanical alloying (MA), which is usually used to prepare supersaturated solid solution and amorphous nanocrystalline materials, is the most frequently used method for preparing prealloyed ODS ferritic steel powder before densification.9,10–12 However, densification process such as hot extrusion or hot isostatic pressing is complicated; thus, new densification methods need to be introduced. Spark plasma sintering (SPS) has exhibited many features such as fast sintering, obtaining dense sintering product and low sintering temperature, which make it superior to other sintering methods.13,14
To develop and optimise the new process of fabricating ODS ferritic steel, a novel method was used to prepare master alloy with designed composition,15,16 and two different particle sizes of Fe based 12Cr-ODS alloy powder were prepared and used in MA and SPS. Moreover, the mechanical properties of sample alloy were investigated in this paper.
Experimental
In order to obtain alloy powder with uniform composition, the master alloy was prepared first. The alloy ingot was smelted by vacuum induction furnace, followed by forging into bars with 25 mm diameters and then annealing at 1250°C for 1·5 h.
Spherical alloy powder was obtained from nitrogen atomisation with two different particle sizes. Y2O3 with average particle size of 5 μm was mixed with alloy powder of 50% coarse powder and 50% fine powder (A1), and then the mixed powders were mechanically milled in the three-dimensional vibration ball mill using stainless steel balls and tanks for alloying, with a ball/powder weight ratio of 10∶1 and a loading coefficient of 0·5. Three sizes (4, 6 and 8 mm in diameter) of milling balls were used. Small amount of anhydrous ethanol was added into the tank as process control agent, the rotational speed was 1400 rev min−1 and the milling time is 20 min. All the parameters were set to make powders realise MA. Furthermore, samples of 100% coarse powder (A2), 75% coarse and 25% fine powder (A3), 25% coarse and 75% fine powder (A4), and 100% fine powder (A5) were prepared for comparison.
Round pieces of sample with a size of Φ30 mm×5 mm mm3 were obtained by SPS at 1000°C with a compressive pressure of 50 MPa and a holding time of 5 min. A1 sample was then annealed at 1000°C for 1 h.
In order to detect the pollution brought by atomisation, the oxygen content of the atomised alloy powder was tested. Qualitative analysis of the composition of the prealloyed powder before and after milling as well as the sintered samples was accomplished by X-ray diffraction (XRD) with Cu Kα radiation, and surface and fracture of the sintered sample morphology were observed by JSM-6510A scanning electron microscope (SEM) and JEM-2010 transmission electron microscope (TEM). Relative density was tested through Archimedes method, and the mechanical properties such as hardness (HV), bending strength and tensile strength were tested by Leica VMHT 30M Vickers, RG3000A and CMT4105 mechanical testing machine respectively.
Results
Composition analysis
Samples of the alloy ingots were collected for component analysis before the nitrogen atomisation. The master alloy used to prepare prealloyed powder with designed and real nominal composition is shown in Table 1.
Compositions of master alloy/wt-%

The real composition of the master alloy was almost the same with that of the designed nominal composition, which guarantees to obtain the alloy powder with uniform composition as well as superior performance.
The oxygen content of the atomised alloy powder was 224 ppm; this result proved the purity of the alloy powder as well as the stability of the atomising process, which is conducive to the densification in the sintering process.
X-ray diffraction analysis
The uniform composition and alloying extent could be analysed by XRD diagram contrast of different samples. The XRD results of atomised, mechanical alloyed, sintered alloy powder of A2 and A5 are shown in Fig. 1. Homogenous ferrite phase could be seen from the diagram, which proved the uniform distribution of the various alloying elements after atomisation of the master alloy. The diffraction peaks of fine powder, which diffuses X-ray seriously because of its small particle size, were of larger intensity than that of the coarse powder. The powder particles were refined, and the surface area was larger during the high energy ball milling; thus, the structure defects of the surface layer increased, which resulted in the reduction of the diffraction intensity and broadening of the full width at half maximum. Weak diffraction peak of yttria was detected in the milled powder because of its low content. After sintering, the overall diffraction intensity increased, which indicates that the crystallisation extent was better and better. Moreover, the grain grew up orderly along different crystal face especially the (110)bcc. Diffraction peaks of titanium containing oxides were detectable after sintering signified reaction between yttria and matrix alloy powder.
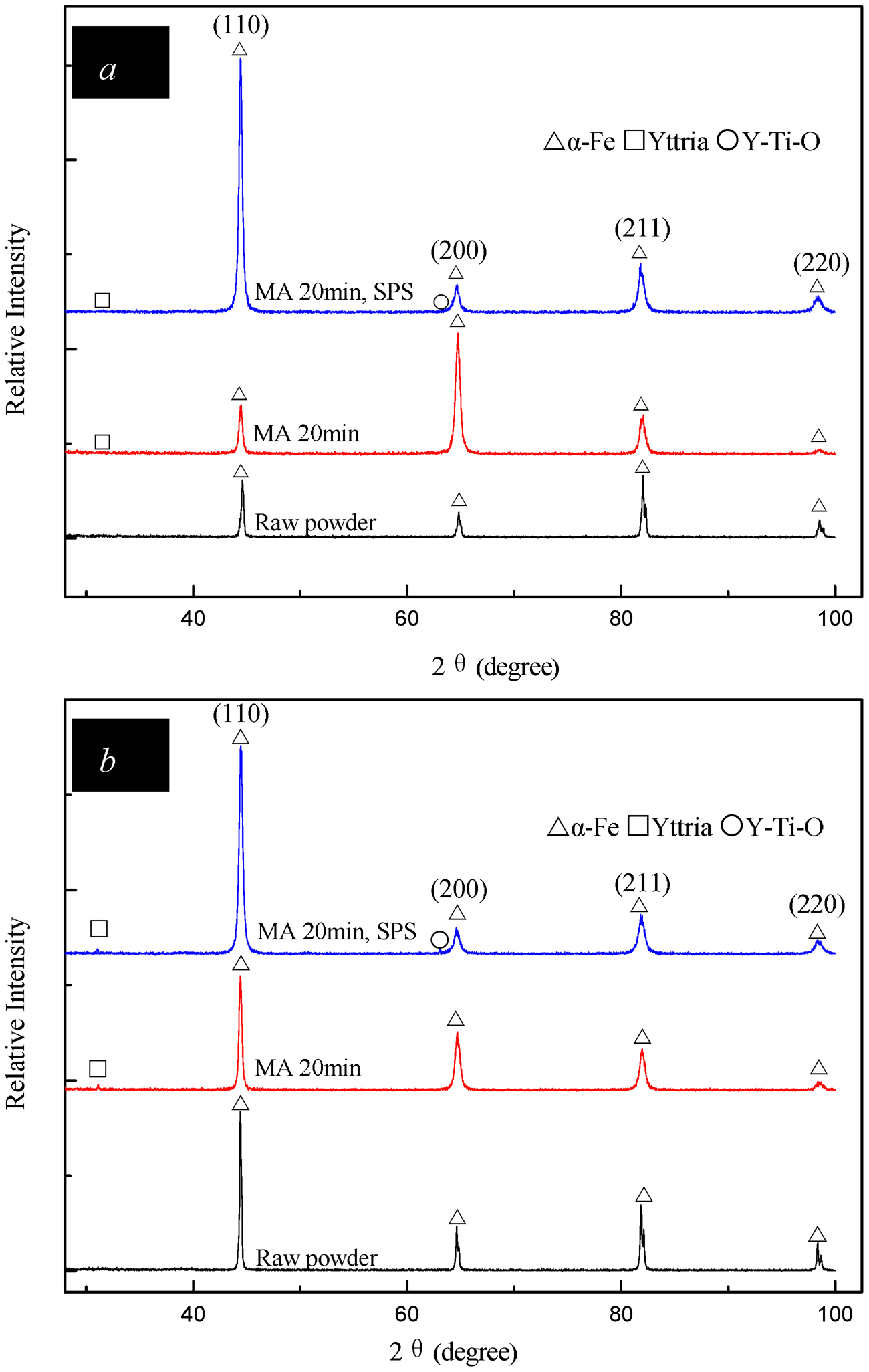
a coarse powder; b fine powder
X-ray diffraction result of A1 alloy powder with different milling time is shown in Fig. 2. The diffraction peaks were of a trend to left with milling time from 2 to 15 min. Comparatively, the diffraction peak shifted to the right after milling for 20 min.
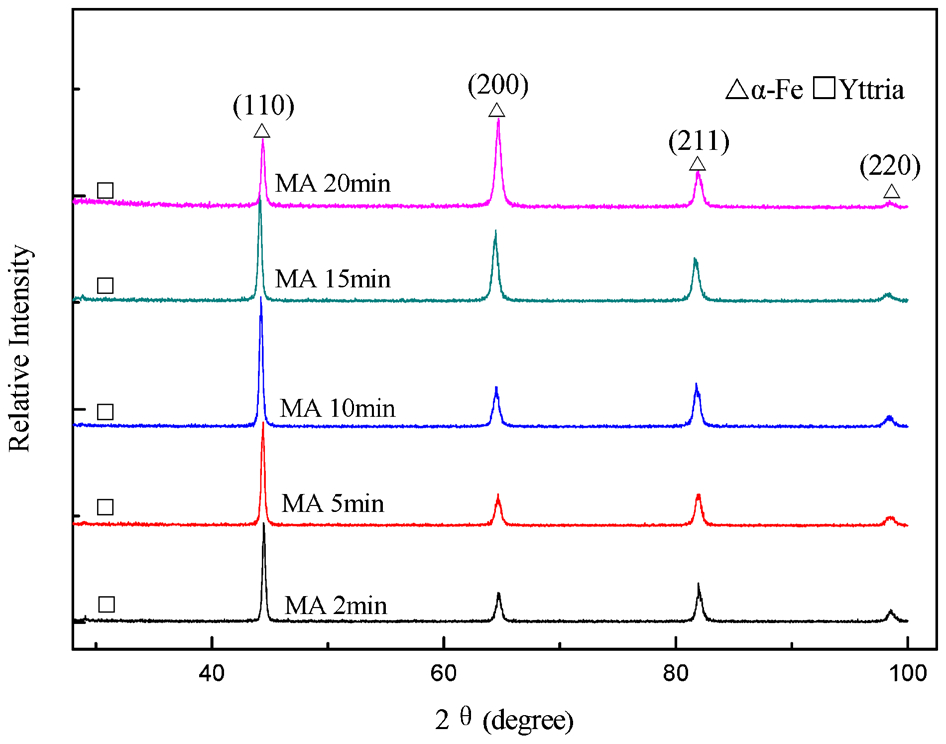
X-ray diffraction patterns of alloy powder samples with different milling times
Scanning electron microscopy, energy dispersive spectroscopy (EDS) and TEM analysis
Scanning electron microscopy photos of the atomised powder with coarse and fine particle size are shown in Fig. 3, which showed that both of the coarse powder and the fine powder particles were in regular shape, mostly spherical and rarely near spherical. The average particle sizes were 120 and 30 μm respectively. The particle surface was rough with obvious small boundary as shown in Fig. 3a. Grains were emerged after etching in the particle section of coarse particles as well as fine particles, which would be broken in the following milling process.
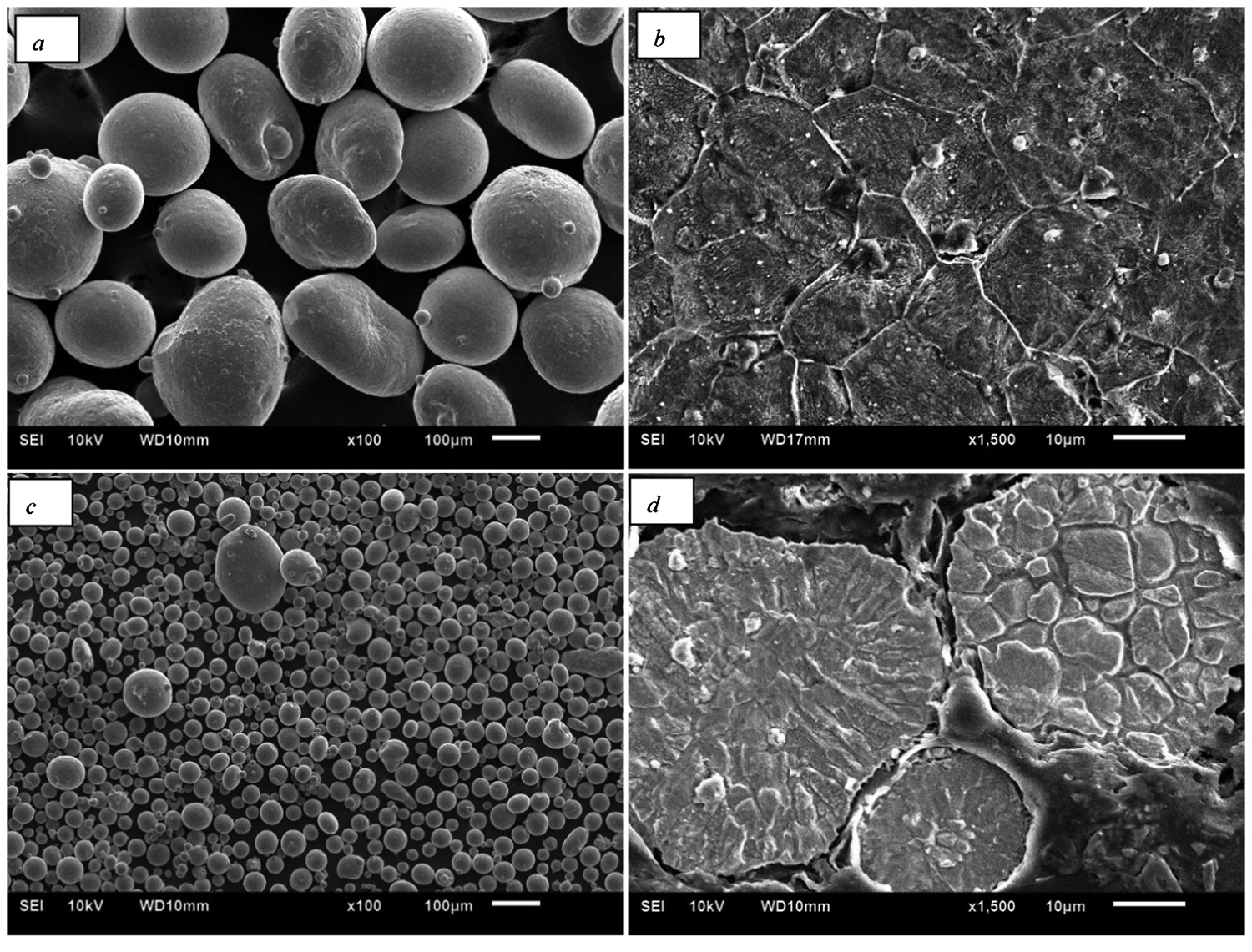
a coarse powder; b coarse powder, etched; c fine powder; d fine powder, etched
Images of A1 alloy powder with different milling time are shown in Fig. 4, which showed that the particle size and the morphology of the alloy powder changed with the milling time. The particles with small size reunited together and attached to the large particles gradually with the milling time. The shape of the mixed powder particles changed from spherical to lamellar and branch-like, as obviously seen in Fig. 4d. Moreover, the surface of the powder was rougher than that of the original powder, in which many tiny particles could be seen, and further EDS analysis confirmed the uniformly dispersed particles as yttrium oxide, which was shown in Fig. 5.
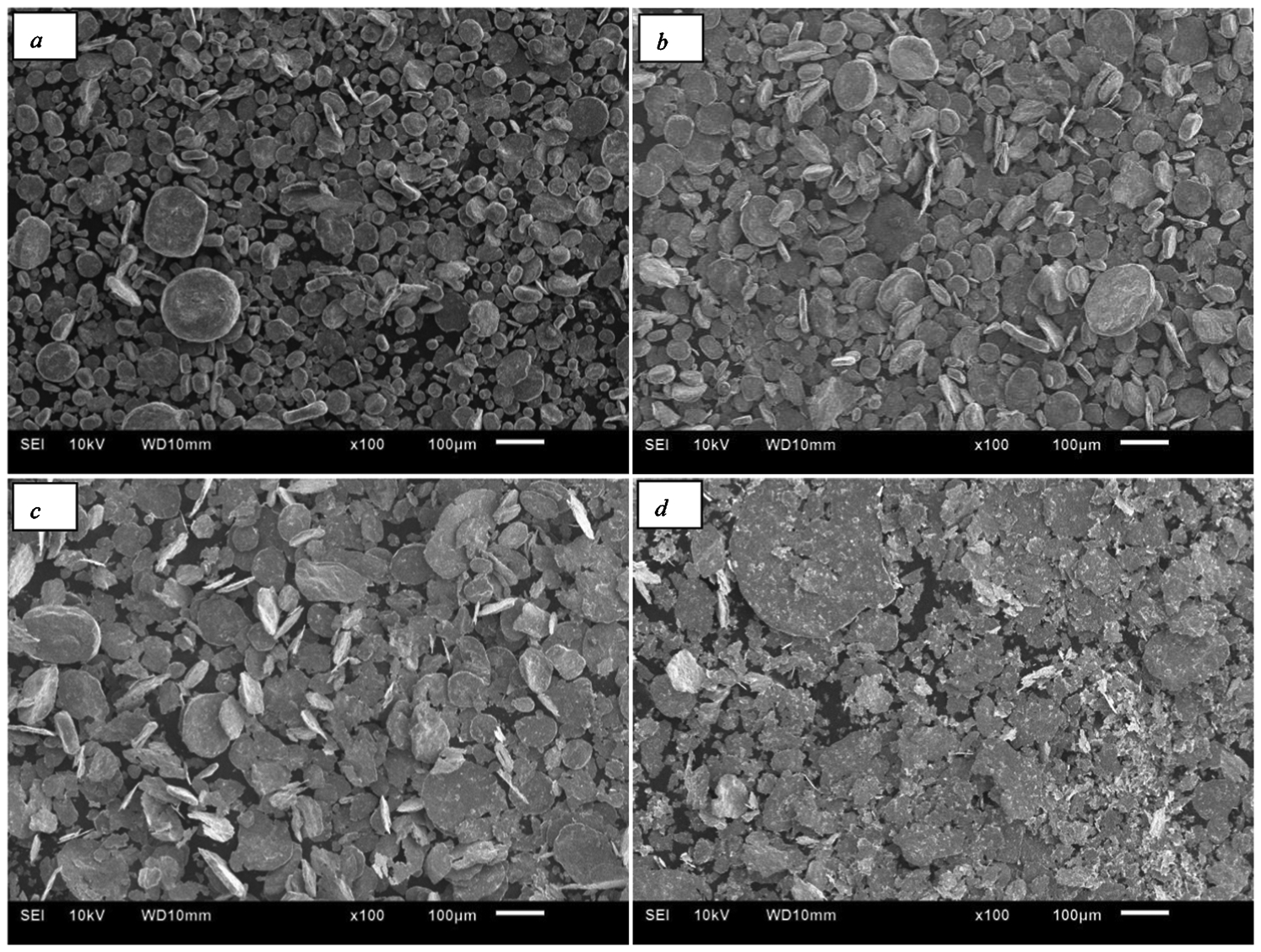
a 5 min; b 10 min; c 15 min; d 20 min
Energy dispersive spectroscopy analysis of milled A1 alloy powder
Images of fracture morphology of SPS sintered A1 sample are shown in Fig. 6, which showed that the uniform grain microstructure with dispersed white tiny particles as second phase could be obtained after SPS, as seen in Fig. 6a. Large and small dimples were spread in the fracture surface, as seen in Fig. 6b, indicating that the ductile fracture was the main fracture mode of the sintered sample. However, the existence of few cleavage planes showed characteristics of brittle fracture, as seen in Fig. 6b.
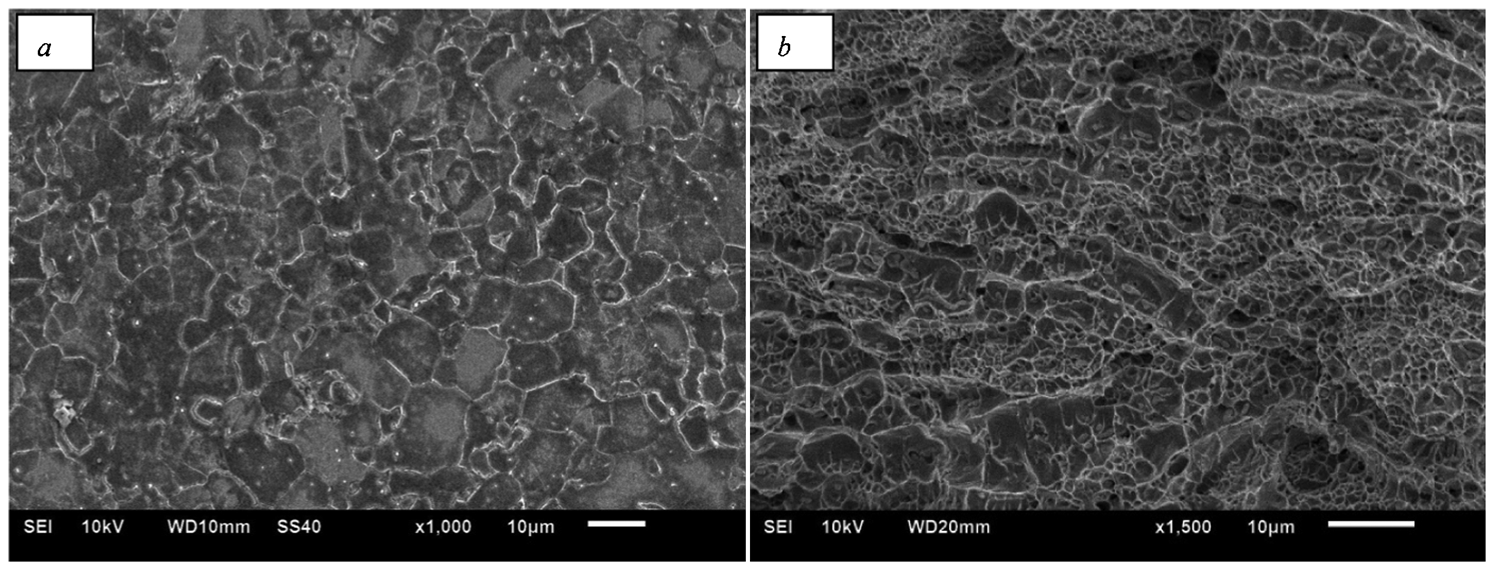
a surface; b fracture
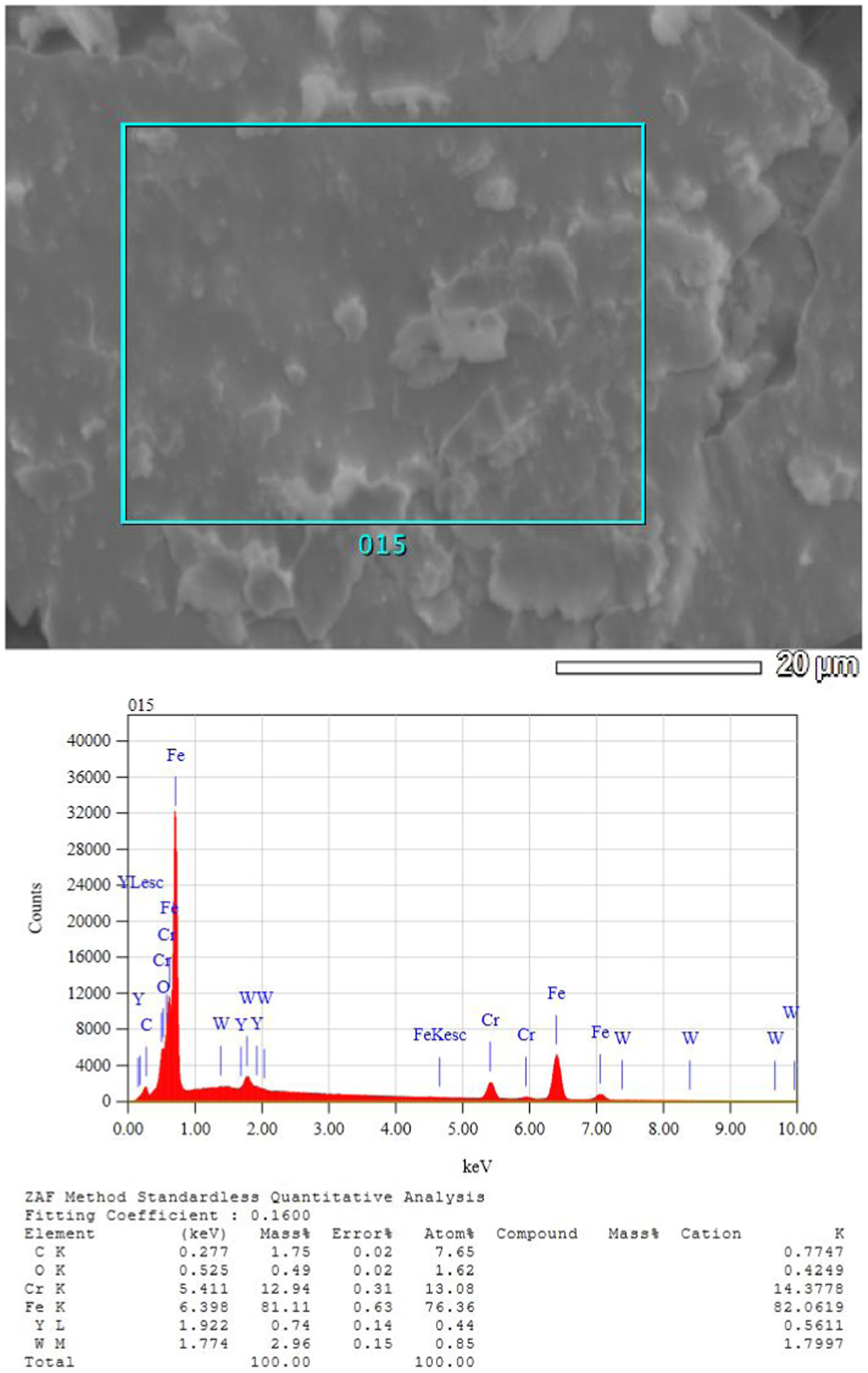
The EDS analysis of SPS A1 sample is shown in Fig. 7, which showed that the tiny particles that dispersed along the grain boundary were yttrium oxide including Y2O3, Y–Ti–O compound or their mixtures. Though the yttrium oxide was dispersed in the whole cross-section of the sintered sample, obvious non-equilibrium segregation along the grain boundary of yttrium oxide could be seen, which was deeply observed in the TEM images shown in Fig. 8a. Yttrium oxide with different sizes ranging from several nanometres to hundreds of nanometres distributed in the matrix. Furthermore, different distribution position of the oxides could also be observed after annealing, a certain amount of nanoscale oxide particles appeared in the grain interior and multiple dislocations were pinned by these intragranular oxide particles, as seen in Fig. 8b.
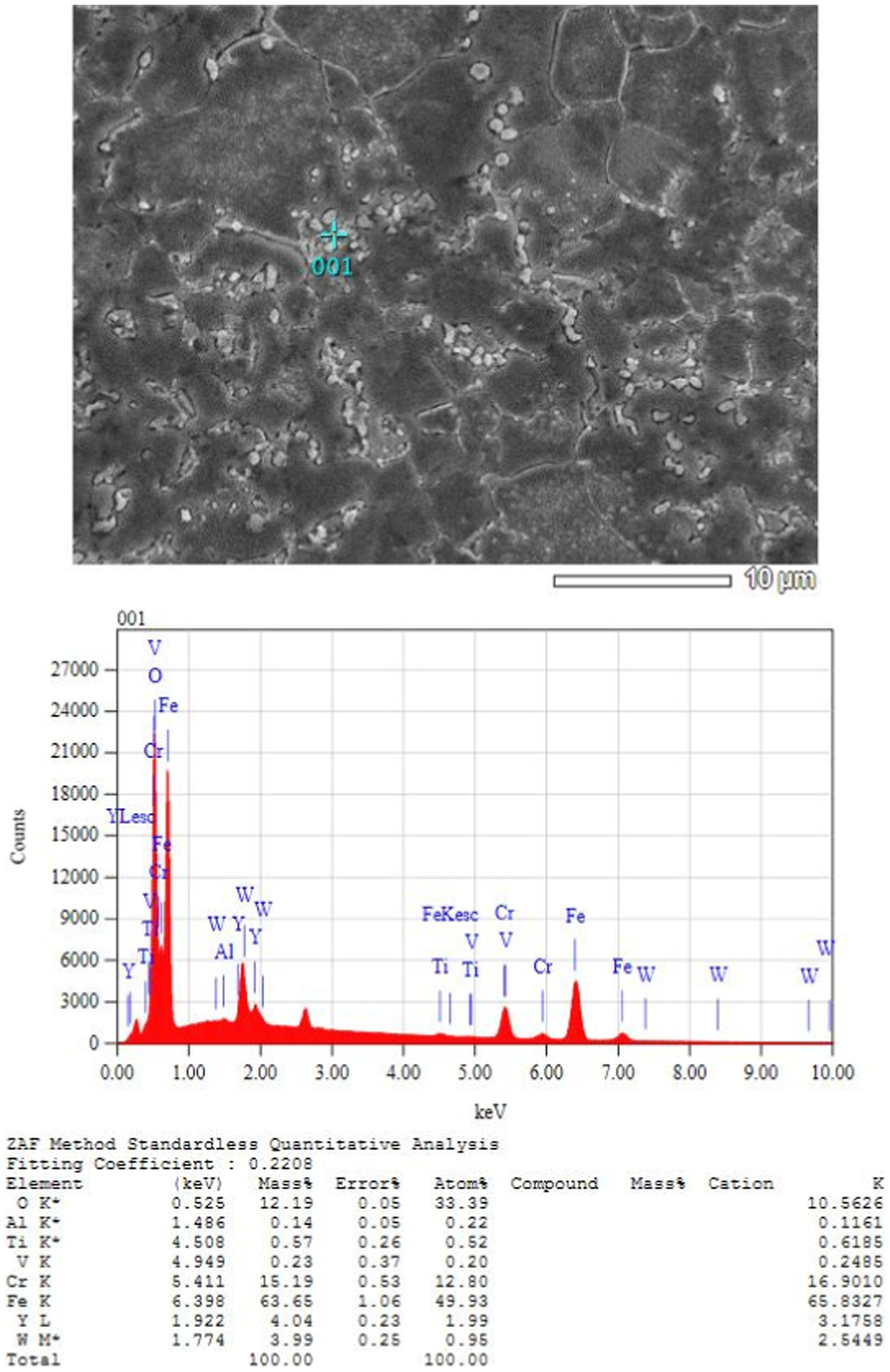
Energy dispersive spectroscopy analysis of SPS A1 sample
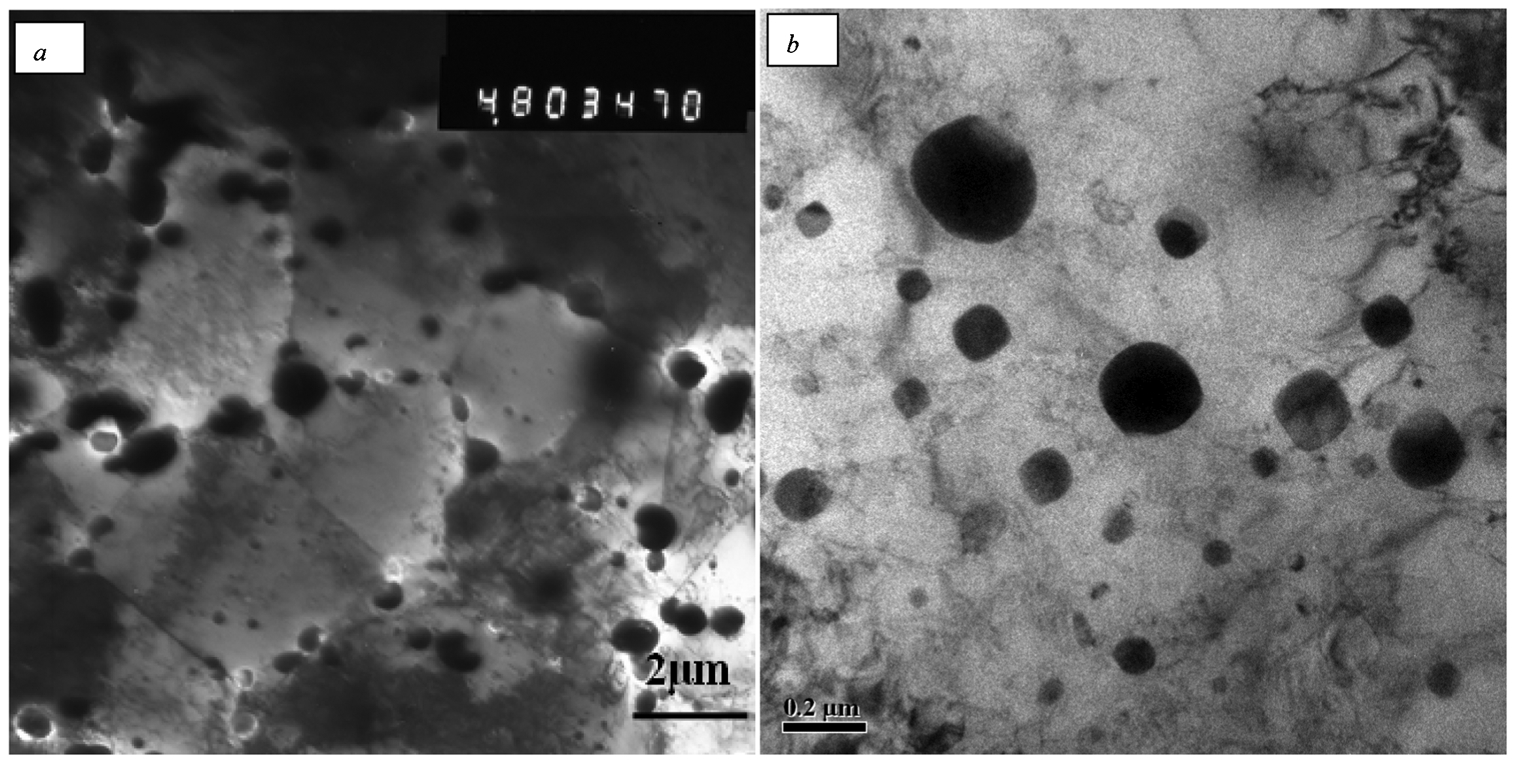
a A1; b A1*
Mechanical properties
The density of five samples was tested, and the results of relative density are shown in Fig. 9. All the values were above 99%, and the A3 sample was near 99·6% especially, which exhibited the feasibility and the repeatability of SPS processing for the preparation of 12Cr-ODS ferritic steel.
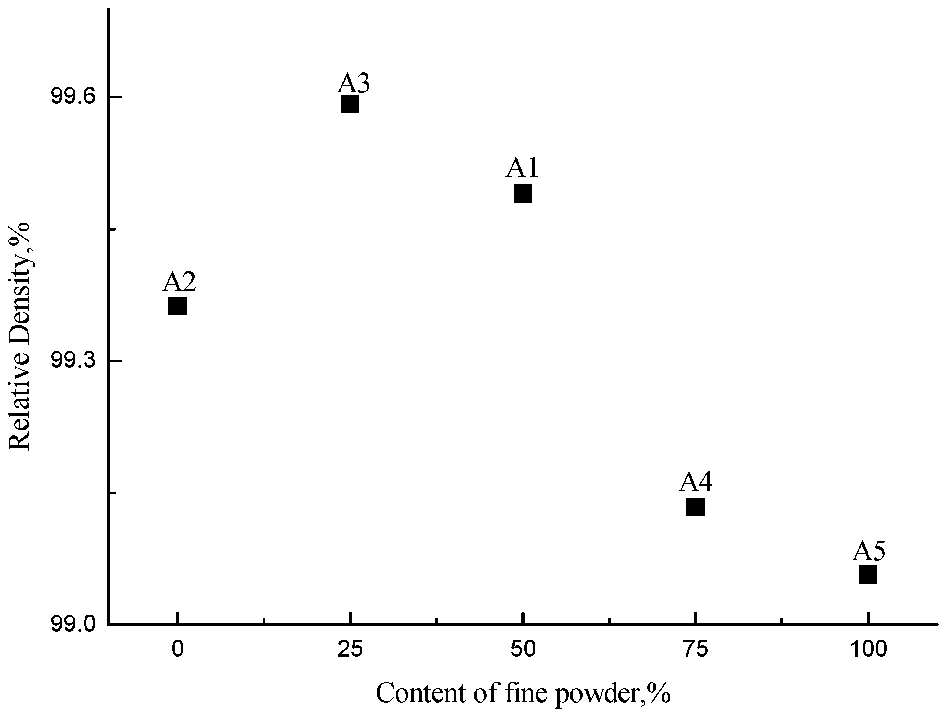
Relative density of samples
The measured values of the mechanical properties of different samples are shown in Table 2. A1 sample of better comprehensive mechanical properties in comparison with other samples was annealed, and the mechanical properties are also shown in Table 2, as A1*. The elongation of the sample increased from 2·3 to 4·4%, nearly twice, while the hardness and bending strength declined to different extents; however, the tensile strength increased obviously.
Measured values of mechanical properties of different samples

Discussion
Under the premise of ensuring the low activity of the alloy, composition design in the preparation of master alloy and the adjustment in the atomisation process according to the actual working conditions contributed to obtain the samples with uniform microstructure and superior properties.
The continuous acting forces of braking and cold welding between milling balls and alloy powders as well as powders and powders should be accounted for the realisation of MA, 17 in which the yttria powders were mechanically scattered and dispersed in the broken grains of the powder matrix with the solid solution reaction, and it was the solid solution that makes the diffraction peaks shift to the left gradually in the first 15 min of the high energy milling, as seen in Fig. 2. Moreover, the offset of the diffraction peaks to the high angle was the evidence of the achievement of the alloying because small grains generated and substituted large grains and then the lattice constant decreased. In addition, intragranular defects brought by MA increased comparatively.
The dispersed yttria particles might decompose in the sintering process; parts of Y and O atoms would dissolve in the matrix, in which they combine with Ti atoms and precipitated in the form of a composite oxide of Y–Ti–O, as seen in Figs. 1 and 5; and the precipitation of oxides grew up and agglomerate along the corresponding crystal surface. This phenomenon was coincident with the research of others. 18 The multiple oxide particles of Y2O3 and Y–Ti–O distributed in different sizes and locations as strengthening phase. On one hand, dispersion of the oxide spots in the interior of the recrystallised grains could pin dislocations and subgrain boundaries; on the other hand, segregation of the multiple oxides at grain boundaries could effectively inhibit the growth of grains.17,19 These two strengthening mechanisms guaranteed for obtaining the alloy samples with excellent properties. However, the existence of the oxide segregation would produce large stress concentration, which could reduce the interfacial bonding strength between the particles and then easily become crack source, as seen in Fig. 6b. Therefore, further processing is needed to improve the microstructure.
The excellent mechanical properties of the samples could be attributed to high density, uniform structure and the dispersed strengthening phase obtained by SPS processing, in which the mutual effect of temperature, pressure and plasma not only accelerated the atomic diffusion in the particles but also completed the forming and densification in a short time. A1 sample had the better comprehensive properties due to its higher relative density, which might benefit from the collocation of powder particles with two different sizes in the prealloying process, and the small particles could effectively fill up the interspace between large particles. However, whether there is connection between densification and collocation of powder particles with different sizes needs further research.
Increase of the elongation as well as the tensile strength of A1* was attributed to the improved microstructure of refining grains with optimised oxide particles acquired through annealing in which the nanoscale multiple oxide particles of Y2O3 and Y–Ti–O would further distribute with the atomic reorganisation and grain refinement. As a result, the dislocation in the grain interior pinned by the particles contributed to sustain workhardening and uniform elongation. Furthermore, the isolated intragranular nanoparticles not only helped to block dislocations without generating cracks localised at grain boundaries but also alleviated the propensity for intergranular fracture and thus increased the total elongation. 20 As such, the annealing process resulted in remarkable rises in tensile properties including both of the ductility and strength at room temperature.
Comparatively, decline of the hardness and bending strength indicated that a certain number of structural defects and internal stress concentration introduced by the oxide particles around the grain boundaries were eliminated during annealing, resulting in softening of the material, which is beneficial to the further plastic processing.
Conclusions
12Cr-ODS ferritic steel has been fabricated by the combination of MA and SPS. This study investigated the effect of collocation of two sizes of powder particle on the process of preparing alloy powders and sintered samples. The main findings were as follows.
Composition design in the preparation of master alloy and the adjustment in the atomisation process contributed to obtain alloy powders with uniform composition.
Alloys with superior properties and uniform structure were acquired by MA and SPS. Collocation of powder particles with two different sizes contributed to obtain samples with high relative density. A1 sample alloy was of better comprehensive mechanical properties including HV 489, bending strength of 1869 MPa and tensile strength of 665 MPa.
Annealing contributed to improve tensile properties including elongation and strength of sample due to the optimised microstructure of refined grains with dispersed nanoscale multiple oxide particles.
Footnotes
Acknowledgement
We thank the National Basic Research Program of China (973 Program) for the financial support through project no. 2007CB209801.