
Abstract
The oxygen content of a Cu powder has a significant influence on the transient liquid phase sintering (TLPS) behaviour of a Cu–Ni powder mixture. For Cu with low oxygen content, interdiffusion occurs between the Cu and Ni powders during heating and melting of the Cu phase. This interdiffusion leads to isothermal solidification of the Cu rich liquid and full TLPS behaviour. For Cu with a high oxygen content, a displacement reaction at the Cu/Ni interface occurs. Under certain conditions, this reaction leads to the formation of a continuous NiO layer over the Ni powder surface. This prevents Cu/Ni interdiffusion and wetting of the Ni particles by the molten Cu, thus eliminating the possibility for a TLPS process. Analysis of the results, indicate that the extent of NiO layer formation depends on oxygen content of the Cu, the composition of the powder mixture and the Ni particle size.
Introduction
The use of transient liquid phase sintering (TLPS) in microelectronics soldering,1–7 wide gap transient liquid phase bonding8,9 and repair of gas turbine components 10 represents an important and growing process technology. When TLPS technology is applied to braze or solder pastes consisting of mixed powders, it can offer a number of advantages, including the following:
a reduction in the joining temperature required to form a liquid phase
rapid densification via the liquid's capillary action
liquid removal at the process temperature by diffusional (or isothermal) solidification
variable melting point behaviour due to in situ alloying, allowing stepwise joining
increased microstructural homogeneity by avoiding the formation of detrimental non-equilibrium phases and a cast structure that would otherwise form due to athermal solidification upon cooling5–8,11,12
shorter brazing times
the bonding of wider joint gaps. 10
In the context of a TLPS variable melting point braze, the amount of liquid initially formed during TLP processing is particularly important as it should be sufficient to densify the braze as well as bond the faying surfaces of the substrates to be joined, yet isothermally solidify within a reasonable, known time frame. Base metal particle size aB,7,13–15 relative diffusivities D,14,16 base metal grain size d, 14 heating rate RH,7,13,15,17,18 processing temperature TP,13,15,17–19 base/additive solubilities,12,16 powder purity and morphology 13 and bulk alloy composition7,15,17,19,20 have all been found to influence the amount of liquid formed and it's duration during TLPS.5–7,13,15 The amount of liquid formed critically affects densification.5,15,18,20 The influence of powder purity on TLPS behaviour has received little attention. Oxygen is a common impurity in gas and water atomised powders. 21 The purpose of this research was to examine the influence of oxygen content of Cu powders on the TLPS behaviour of Cu–Ni mixtures.
Materials and methods
In this study, the TLPS behaviour of Cu–Ni powders was characterised for blends made using Ni powders mixed with Cu powders having four different oxygen contents. The Cu–Ni binary system was chosen because it represents a simple TLPS system to study and has commercial relevance as a braze material. The copper powder is the liquid forming powder with a melting point between 1066 and 1085°C, depending on its oxygen content. Figure 1 presents the Cu rich end of the binary Cu–O phase diagram. A eutectic reaction, (Cu)+Cu2O = L, occurs at an oxygen content of 0·43 wt-% and a temperature of 1066°C. The maximum solubility of oxygen in solid solution with Cu is only 0·008 wt-%. Therefore, only small levels of oxygen as an impurity are needed to alter the melting behaviour of Cu. Cu powders with four different purity specifications were purchased from Alfa Aesar. Subsequent C, H, O and N analysis was performed on each of these Cu powders by ATI Wah Chang analytical services. N and O levels were determined by the inert gas fusion technique using a LECO TC-436 instrument. C and H levels were determined using a LECO CS-444 and LECO RH-404 instrument respectively. For all four Cu powders, the C, H and N contents were below 65 ppm. The oxygen content was found to vary in such a way that the Cu powders were designated as having very high (vh), high (h), low (l) and very low (vl) oxygen levels corresponding to 0·65, 0·46, 0·052 and 0·028 wt-% respectively. The Cu powders had d50 particle sizes in the range of 40 to 65 μm. The Ni powder with a melting point of 1455°C represents the base metal phase. The current study also included an investigation of three different Ni base metal powder sizes of d50 equal to 160, 114 and 6·8 μm respectively. The Alfa Aesar purity specification for all three Ni powders was 99·9 wt-%, and therefore, separate chemical analysis was not performed on these powders. Metallographic analysis of polished cross-sections of the Ni powders indicated no evidence of a native oxide surface. Each powder was stored in a humidity controlled chamber before use in order to avoid long term oxidation.
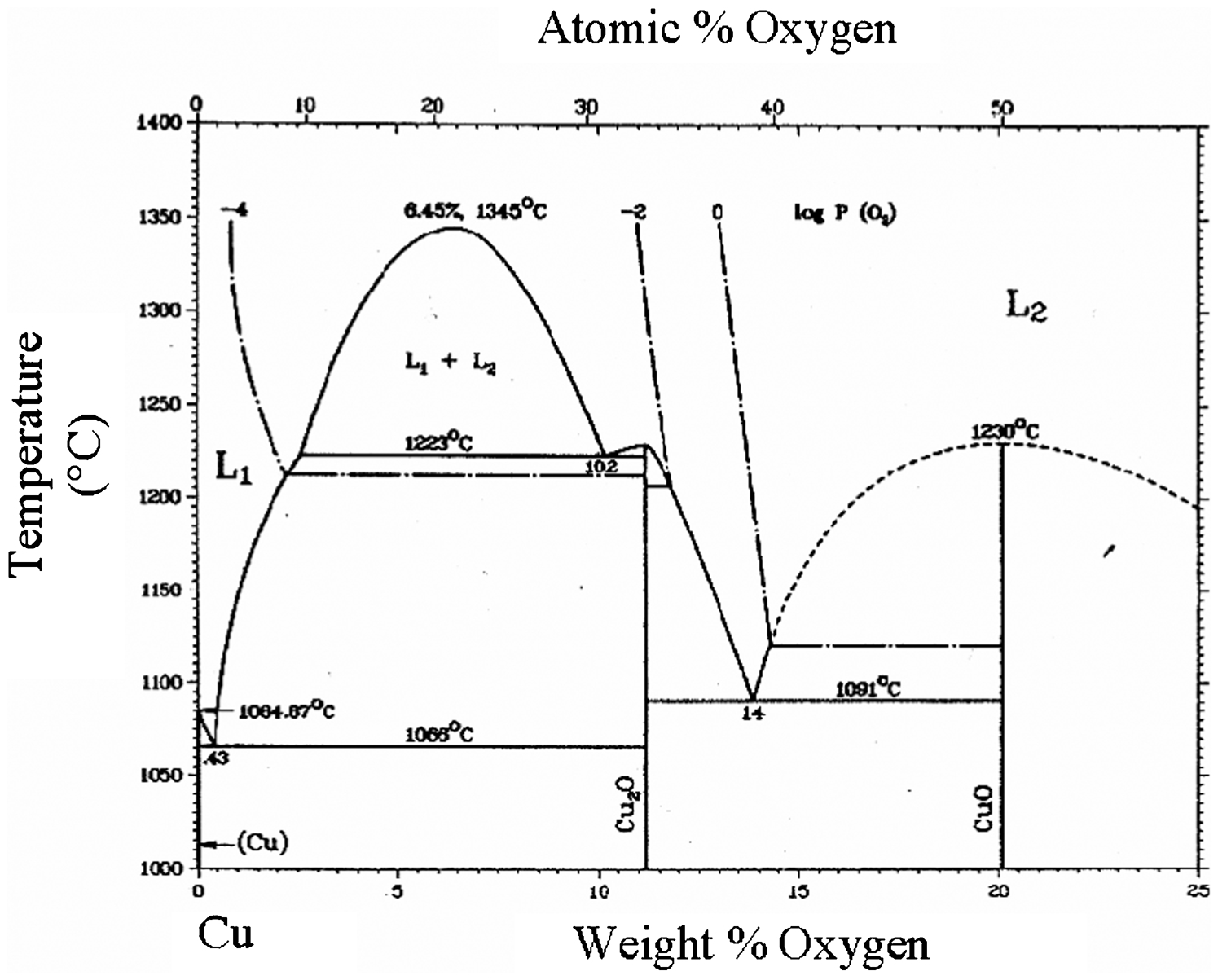
Cu rich end of Cu–O phase diagram 25
Transient liquid phase sintering braze compositions ranging from 50 to 75 wt-%Cu were studied. Mixtures with 75 wt-%Cu and 25 wt-% coarse Ni were made using all four Cu powders. Mixtures with 50 wt-%Cu or using the medium and fine Ni powders were made with only the very high oxygen Cu powder. Cu and Ni powders were mixed to the desired bulk composition of 50 to 75 wt-%Cu and milled for 1 h. This created a well distributed Cu powder among the Ni powders, which would, in turn, lead to a well distributed initial liquid mixture. In the case of mixtures made with the coarse Ni powders, weighing and mixing the samples directly in a sample crucible were performed. This was necessary because of the tendency for Ni segregation in the normal mill procedure, which made it difficult to accurately sample the milled mixture for placement in the crucible.
Samples of the above mixtures having approximately 100 mg total mass were placed in Al2O3 crucibles (5 mm in diameter and 5 mm tall) for sintering in a differential scanning calorimeter (DSC), using a high purity 99·998%N2 purge gas. The powders remained loosely packed within the crucible to simulate the packing density that powders would have within a braze paste. Experiments were performed using a temperature and enthalpy calibrated heat flux Netzsch 404 F1 or 404C DSC. Samples were heated at 40°C min−1 to a peak temperature between 1125 and 1143°C and immediately cooled at the same rate. In this case, a relatively high heating rate was used to minimise the extent of solid state interdiffusion that can occur between the Ni and Cu powders during heating. Previous work 22 has indicated that slower heating rates lead to extensive interdiffusion during heating and in some cases the prevention of a liquid phase sintering process. Some samples were heated just below the Cu–O eutectic melting point (1055±5°C) and cooled to observe the solid state sintered ‘premelt’ structure.
The oxygen content of the milled and DSC sintered samples was not measured in the current study. However, other work using Ti powders milled and sintered in a similar manner 23 indicated that minimal oxygen pickup occurred for a similar powder size as that studied here. Given the higher affinity of Ti for oxygen compared to Ni and Cu, it was concluded that oxygen pickup during milling and sintering of the current Cu and Ni powder mixtures did not occur.
Post-processed DSC specimens and as received powders were mounted and polished parallel to the disc shaped specimen plane using conventional metallographic techniques. Microstructures of the DSC specimens were observed using both optical and scanning electron microscopy.
Results and analysis
Figure 2a illustrates DSC traces measured during heating up to 1150°C for all four Cu powders used in this investigation. Figure 2b provides the corresponding cooling traces obtained during the athermal cooling segment immediately after the respective heating segments in Fig. 2a. The Cu powders with the two highest oxygen contents (i.e. vh and h) exhibit very similar endothermic peaks, which onset at 1062°C and display a single peak shape. The low (l) oxygen Cu powder displays a bimodal peak with an onset close to 1062°C but a second major peak on setting at 1081°C. The vl oxygen Cu powder has no melting onset at 1062°C, where the onset of the main melting peak is 1074°C.
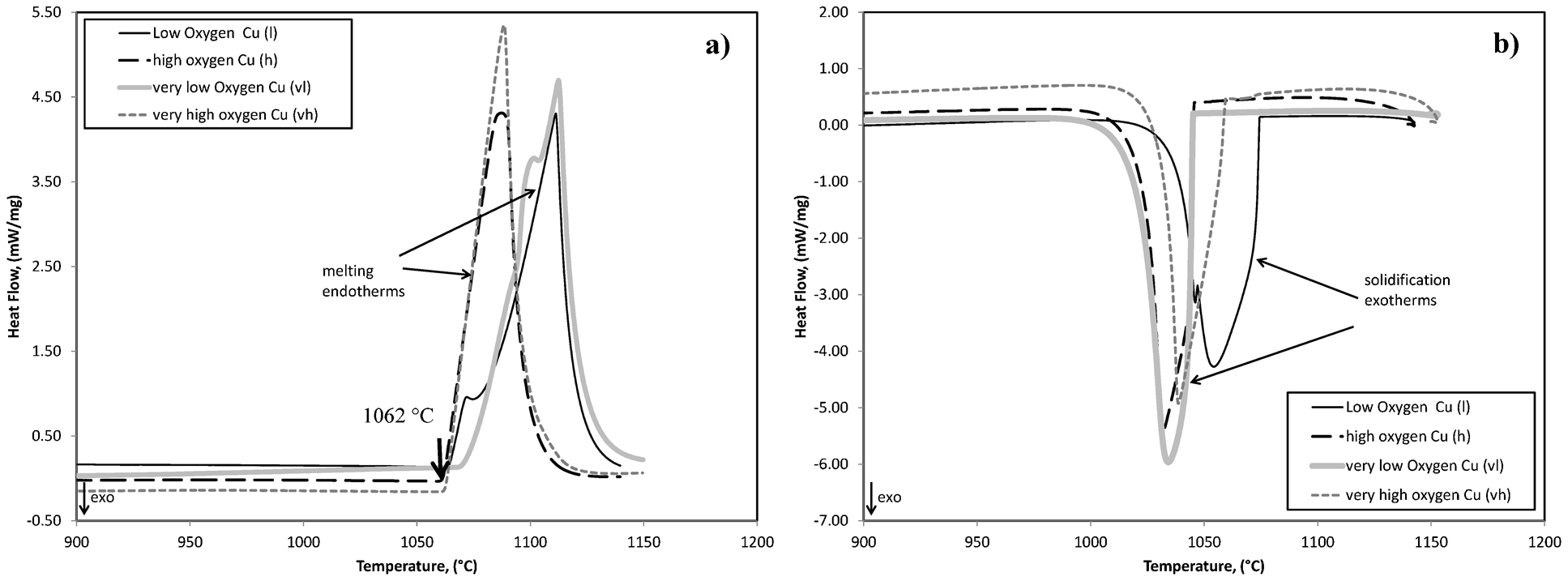
Traces (DSC) showing a melting peaks and b solidification peaks of four Cu powders under investigation
The data of Fig. 2a indicate that, when the oxygen content is high, melting occurs at the Cu/Cu2O eutectic temperature (approximately 1066°C). As the oxygen content of the Cu powders is reduced, melting occurs at higher temperatures due to the relative absence of oxygen (and therefore little or no eutectic Cu–O melting). For the very low oxygen content Cu powder, the primary onset melting temperature corresponds to a Cu–O solid solution phase, which approaches that of pure Cu.
All powders have similar solidification behaviour, showing onset temperatures in the range of 1044–1073°C. Interpretation of the value of the onset temperature of the solidification peak with respect to the oxygen content of the Cu powders is not possible due to the complications of undercooling.
The microstructures of the ‘as received’ Cu powders support the DSC traces (Fig. 3). Included in the figure are the polished sections for the 0·052 wt-% oxygen (l) and 0·43 wt-% oxygen (h) Cu powders. The microstructures of the 0·028 wt-% (vl) and 0·65 wt-% (vh) oxygen containing Cu powder were very similar to the l and h Cu powder respectively. The vl and l Cu powders predominantly consist of single phase grains of solid solution (Cu). The h and vh Cu powders consist of primary Cu dendrites with a significant fraction of interdendritic (Cu2O+Cu) eutectic phase.
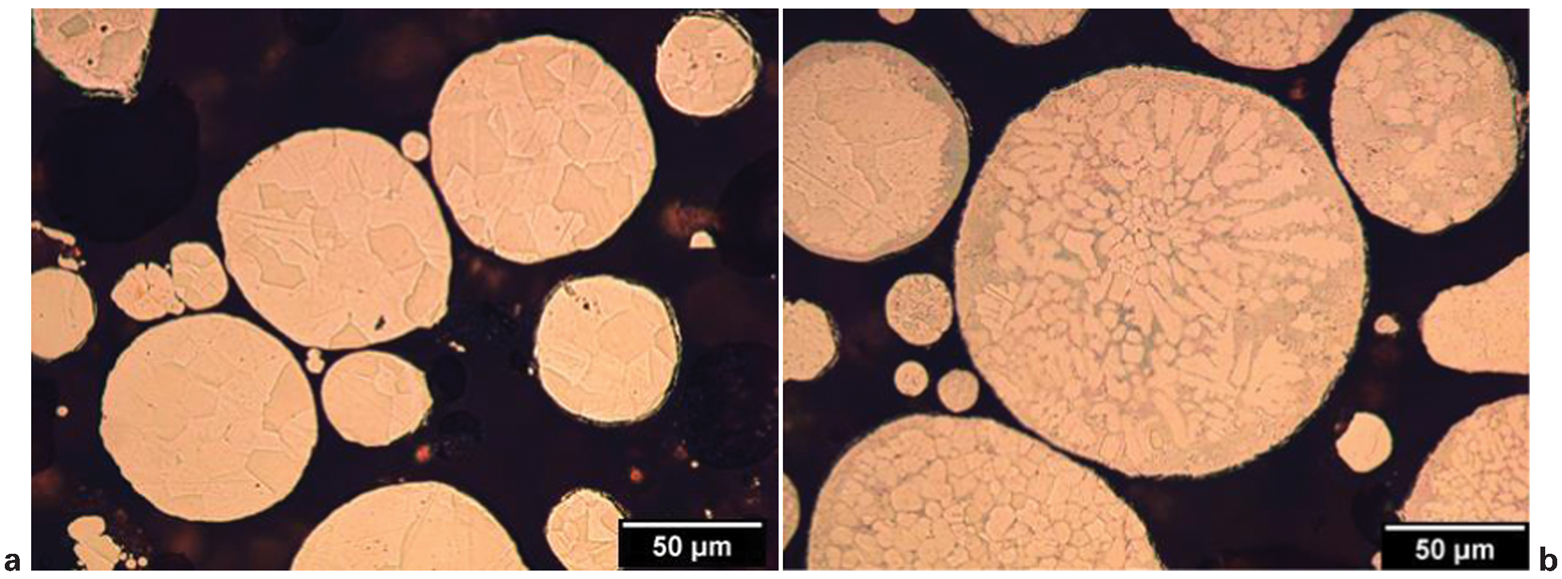
Optical microscope images of polished cross-sections of as received a 0·05 wt-% oxygen (l) Cu and b 0·46 wt-% oxygen (h) Cu powders
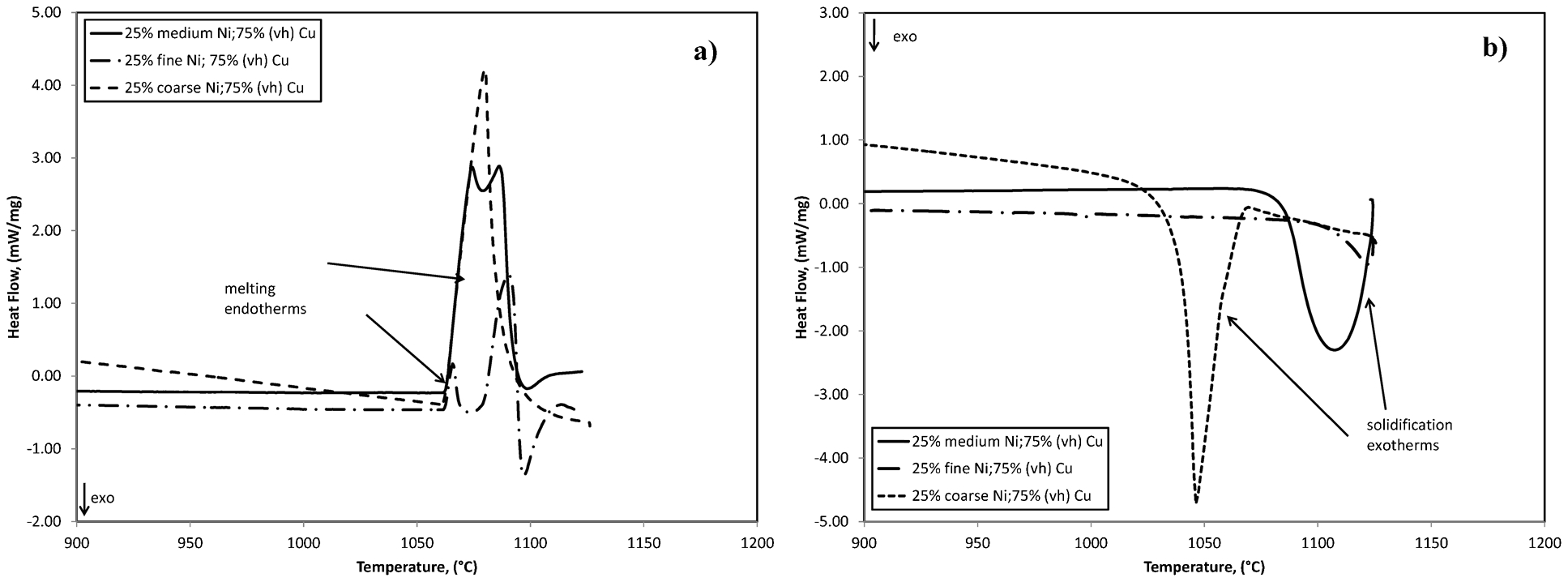
Figure 4a presents the initial melting traces for the 25 wt-% coarse Ni–75 wt-%Cu TLPS mixtures made with each Cu powder. The melting peak for the mixture containing the vh Cu powder is similar to the pure vh Cu powder, with a single, sharp peak on setting at 1062°C. For the other mixtures, the presence of Ni shifts the melting process to higher temperatures. The h mixture now exhibits a bimodal melting process, with the first onset at 1062°C and the second at 1081°C. The l mixture no longer displays melting at the eutectic temperature, with a single melting peak on setting at 1082°C. The vl mixture is similar to l, with a single melting peak. However, the temperature range over which melting occurs has increased further in the vl mixture.
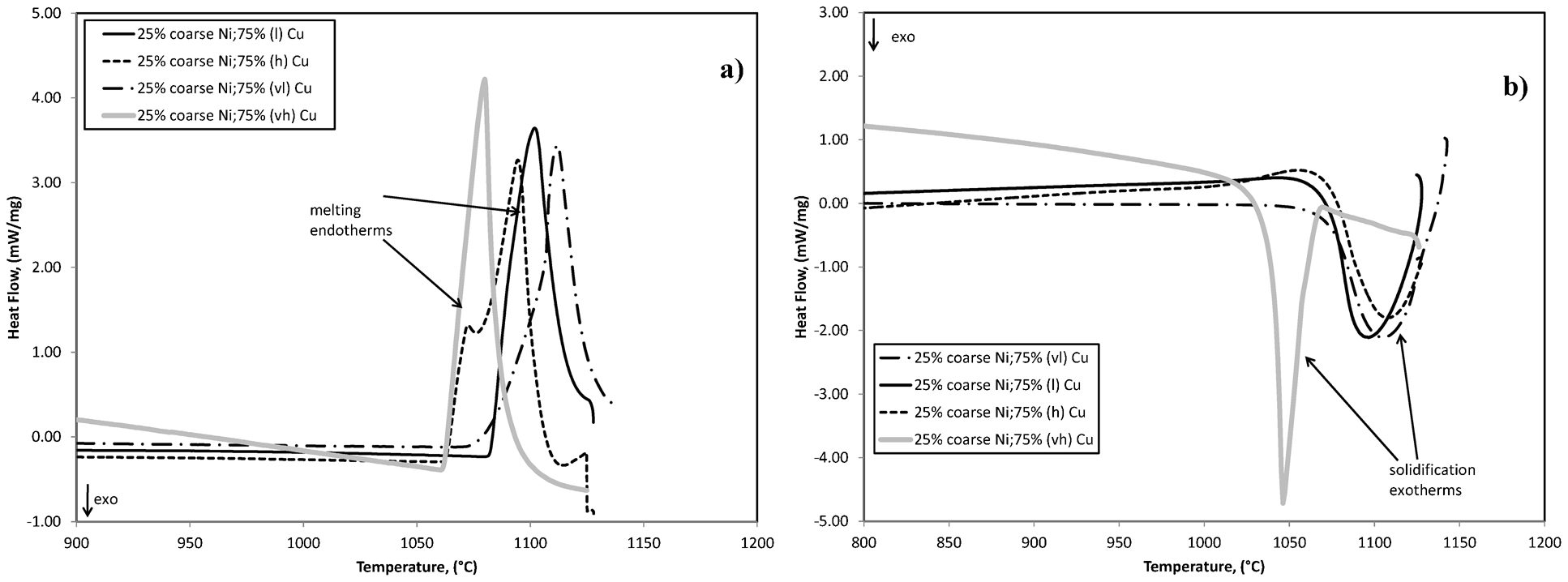
Traces (DSC) showing a melting and b solidification peaks of powder mixtures made from 25 wt-% coarse Ni powders and 75 wt-% of four Cu powders from this study
The solidification behaviour of the 75 wt-%Cu mixtures offers further insight into the influence of Ni powder in the mixture (Fig. 4b). The vl, l and h Cu/Ni mixtures all exhibit a solidification exothermic peak immediately upon cooling, with unmelted Ni particles providing nucleation sites. Previous work indicates that this immediate resolidification at liquidus temperatures above that of pure Cu is evidence of interdiffusion between the Ni and Cu phases, creating a liquid phase with a slightly elevated Ni content approximating the Ni–Cu phase diagram liquidus. 24 The vh mixture exhibits a solidification peak that does not occur immediately upon cooling, but requires some undercooling and onsets at a lower temperature of 1077°C. This behaviour in the very oxidised Cu (vh) mixture is similar to the solidification of the pure Cu mixtures of Fig. 2, indicating that interdiffusion between the Cu and Ni in the vh mixtures has not occurred, and undercooling is needed to cause solidification of the unalloyed Cu phase.
The above trends in melting and solidification of the 75 wt-%Cu mixtures can be better understood by examining the microstructures of the mixtures after cooling in the DSC from 1125°C (Figs. 5 and 6). In the case of the vh Cu/Ni mixture of Fig. 5, an oxide layer has formed at the Cu/Ni interface, which is ∼5 to 20 μm thick. Energy dispersive spectroscopy (EDS) line and point scans across the Ni/Cu interface indicate that the oxide formed is NiO. The Cu matrix away from the NiO layer has a eutectic microstructure, consisting of a mixture of Cu2O particles in a Cu matrix. The Cu adjacent to the NiO has no Cu2O particles, indicating that it has been depleted of oxygen and has achieved a hypoeutectic composition. No Ni has diffused into the Cu matrix, and very little Cu has diffused into the Ni particle, indicating that the NiO layer acts like a diffusion barrier. Consequently, the high initial oxygen content in the vh Cu mixtures allows the formation of an NiO layer that has prevented the Ni from altering the Cu composition through interdiffusion and dissolution of the Ni particles. The results also indicate that the oxygen depletion of the Cu through NiO formation is localised around the Ni particle, and the overall oxygen content in the Cu phase remains close to the original composition of the vh powder. The lack of Ni diffusion results in a melting and solidification behaviour in the 75% (vh) Cu mixture that is similar to that of the 100%vh Cu powder in the DSC traces.
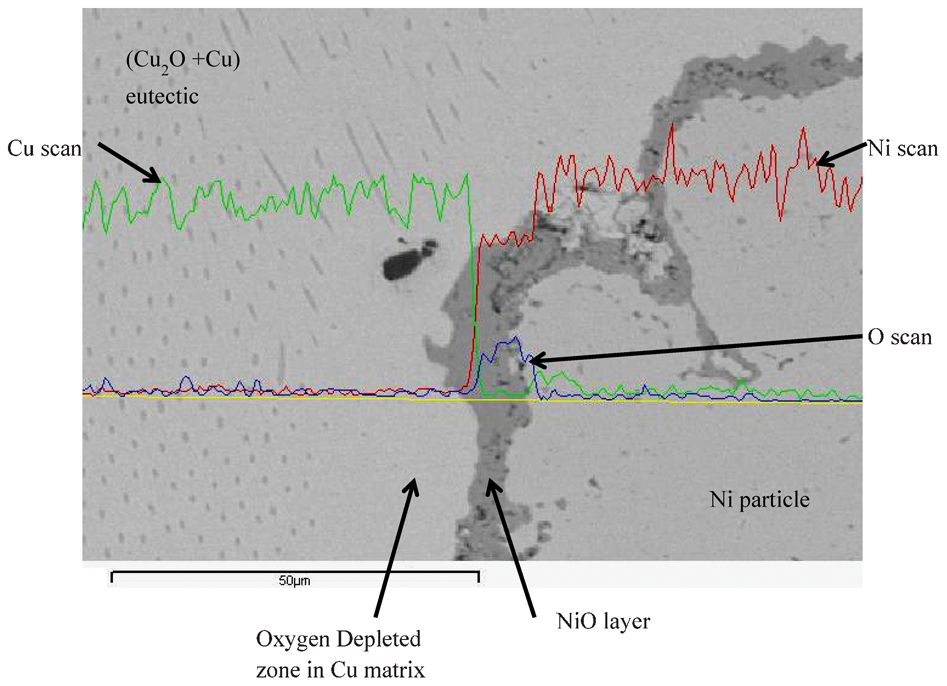
Image (SEM) of mixture made from 25 wt-% coarse Ni powders and 75 wt-%vh Cu heated to 1125°C and cooled
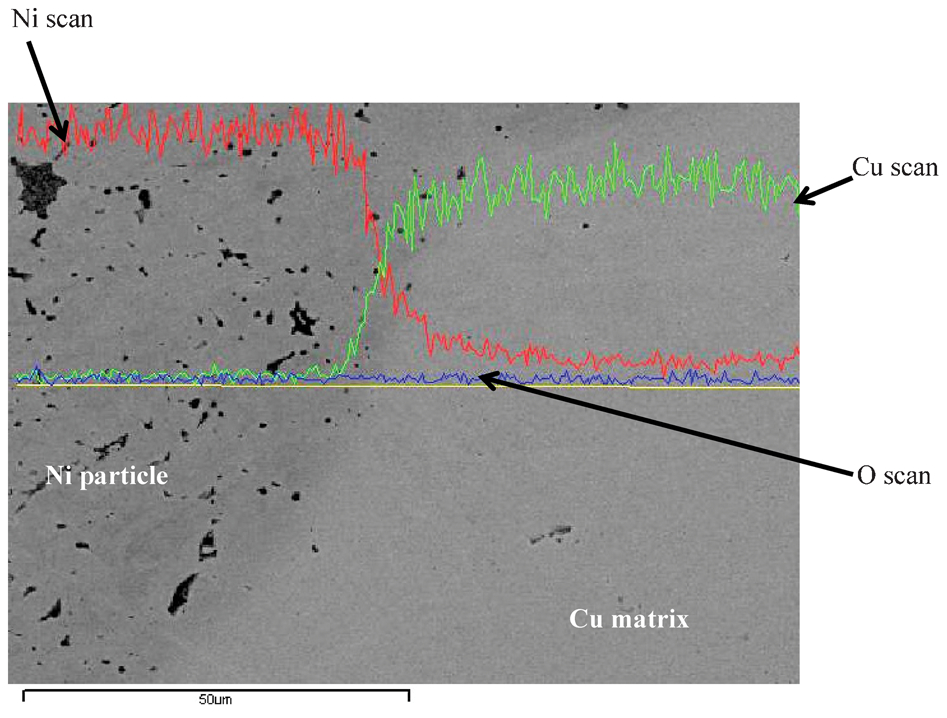
Image (SEM) of mixture made from 25 wt-% coarse Ni powders and 75 wt-%vl Cu heated to 1125°C and cooled
In the case of the vl Cu/Ni mixture of Fig. 6, no NiO layer has formed at the interface. In addition, an interdiffusion zone extends 5–10 μm on either side of the original Ni/Cu interface as would be expected in this system since there is complete, mutual solubility of Cu in Ni and Ni in Cu. In this case, the presence of the Ni powder has modified the Cu composition through interdiffusion, altering the melting and solidification behaviour as observed in the DSC.
A significant consequence of the formation of a NiO layer at the Cu/Ni powder contact points is that subsequent wetting and consolidation of the powder mixture are poor and a transient liquid phase process is prevented since it relies on diffusion across this interface. Inhibited wetting and consolidation effects are clearly shown in the optical microscopy images of Fig. 7a and b of the 75%vh and vl Cu powder mixtures respectively. These samples are still within the DSC crucible after heating in the DSC up to 1125°C. In both cases, the Ni and Cu powders were initially uniformly mixed and spread over the bottom of the crucible before heating in the DSC. For the 25% coarse Ni:75%vl Cu powder mixture, the molten Cu has completely wetted the Ni powder surface and consolidated the entire mixture into an entirely new, dense shape. In the case of the 25% coarse Ni:75%vh Cu powder mixture, the Cu has consolidated into a ball, but the Ni particles have dewetted and moved to the top of the molten Cu ball as a result of surface tension forces. The formation of the NiO layer at the surface of the Ni particles prevents the wetting and spreading of the liquid Cu over the surface of the Ni powder.
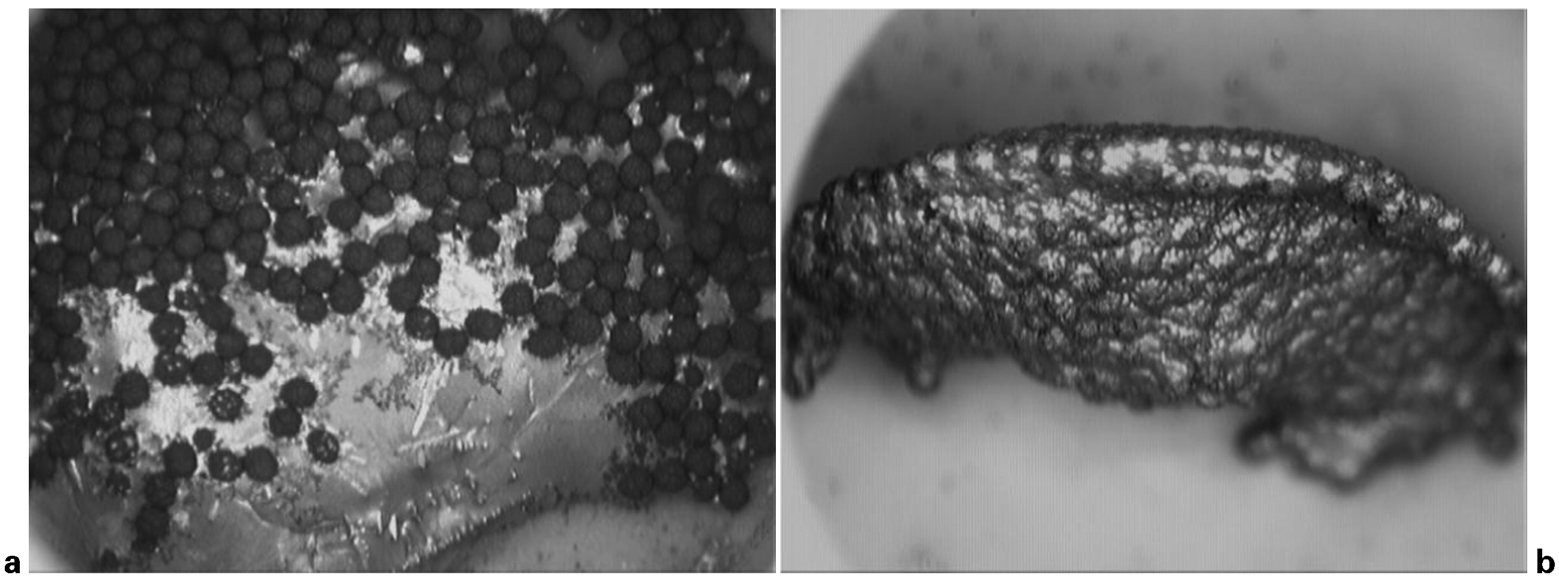
Optical micrographs of coarse Ni mixtures with a 75 wt-%vh Cu (×20 magnification) and b 75 wt-%vl Cu (×30 magnification) heated to 1125°C
Examination of the 75% mixtures made from l and h Cu powders revealed behaviour intermediate to that observed for the vl and vh oxygen containing mixtures. For example, some ‘dewetting’ of the Ni powders occurred with the h oxygen Cu powder mixtures. Discrete NiO phases were formed at the Cu/Ni interface, but a continuous layer of NiO was not formed in either the l or the h mixtures. The primary difference between the l and h mixtures was that the volume fraction of discrete NiO particles decreased with a decrease in the oxygen content of the Cu powder.
Influence of powder mixture composition
For the case of the very high vh oxygen Cu powders, a further investigation was completed to determine the influence of Ni powder bulk composition on the initial sintering behaviour of the mixture. Figure 8 illustrates the DSC trace of a 50 wt-%vh oxygen Cu/coarse Ni mixture in comparison with the same mixture at 75 wt-%Cu composition first reported in Fig. 4. The initial melting peak of the 50% mixture is lower in magnitude due to the lower fraction of Cu powder added to the mixture, but otherwise is similar in profile and onset. In contrast, the solidification peak of the 50% coarse Ni mixture differs from all other mixtures studied. Namely, solidification does not occur immediately upon cooling, but does occur at a higher temperature compared to the 75 wt-%vh mixture, having less Ni particles. The 50%vh mixture also exhibits a double solidification peak, which indicates two separate solidification events.
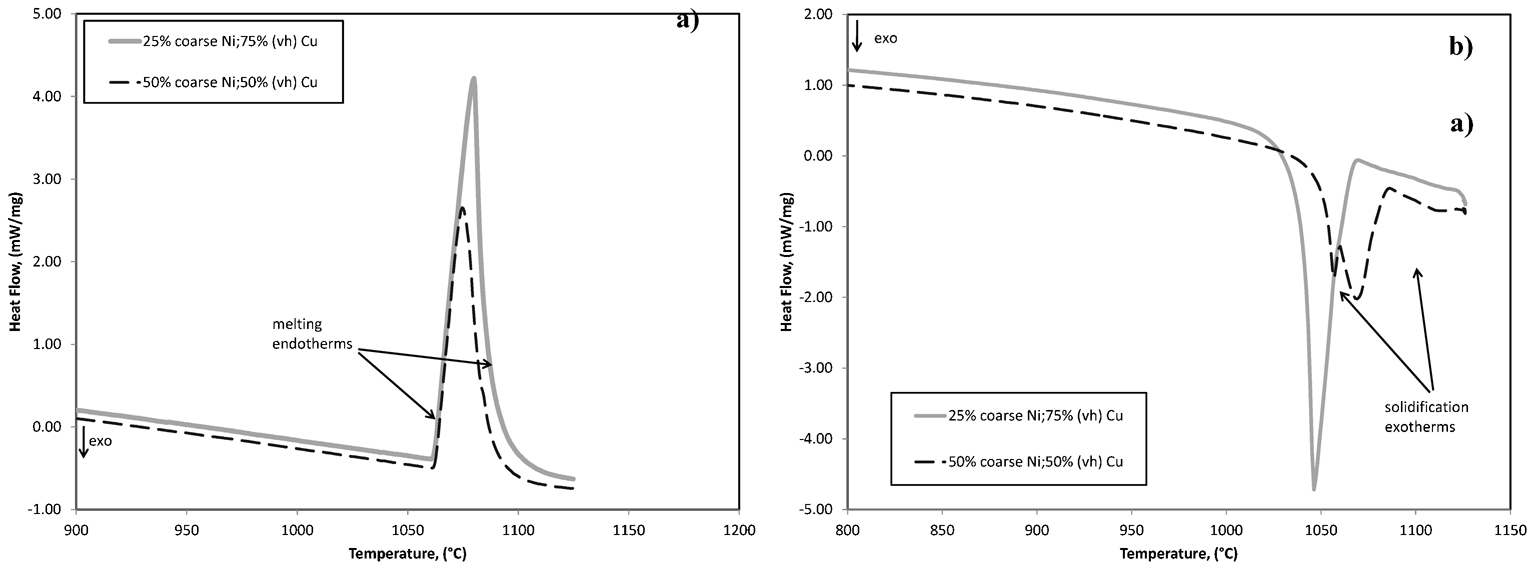
Traces (DSC) showing a melting and b solidification peaks of powder mixtures made from 25 and 50 wt-% coarse Ni powders, both mixed with (vh) Cu powder
Comparison of the microstructure of the 75 wt-% and 50 wt-%vh Cu mixtures helps elucidate the differences in solidification behaviour indicated by the DSC. Figure 9a and b illustrates an SEM image of the surface of the consolidated 75 and 50 wt-%vh Cu mixtures respectively, after heating to 1125°C in the DSC. Both compositions exhibit Ni particles that have ‘dewetted’ from the Cu as was illustrated earlier in Fig. 7a for the 75 wt-% mixture. The surrounding macrostructure of the Cu phase is uniform in the 75 wt-% case, and higher magnification (Fig. 10a) reveals it consists of 100% (Cu)–Cu2O eutectic. This is consistent with the single solidification peak observed for this 75 wt-%Cu mixture in Fig. 8b. The 50 wt-% mixture exhibits a two-phase microstructure that consists of primary (Cu) dendrites with interdendritic eutectic (Figs. 9b and 10b). This is also consistent with the double solidification peak observed for the 50 wt-% mixture in Fig. 8b. The EDS Ni element map confirms the location of the Ni particles and also indicates the presence of some finer NiO distributed over the surface of the Cu slug.
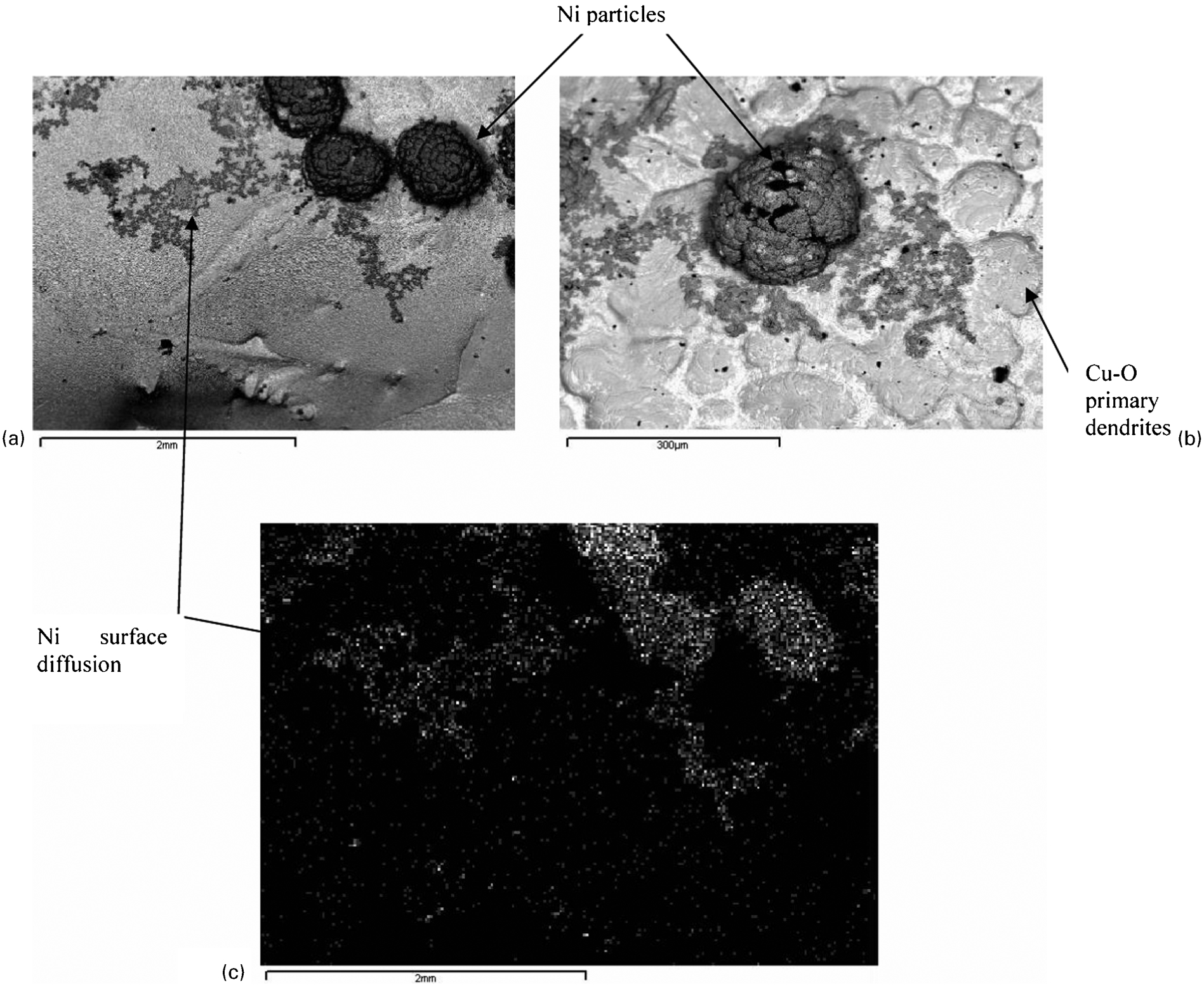
a 25 wt-% coarse Ni:75 wt-% (vh) Cu; b 50 wt-% coarse Ni:50 wt-% (vh) Cu; c EDS Ni element map a
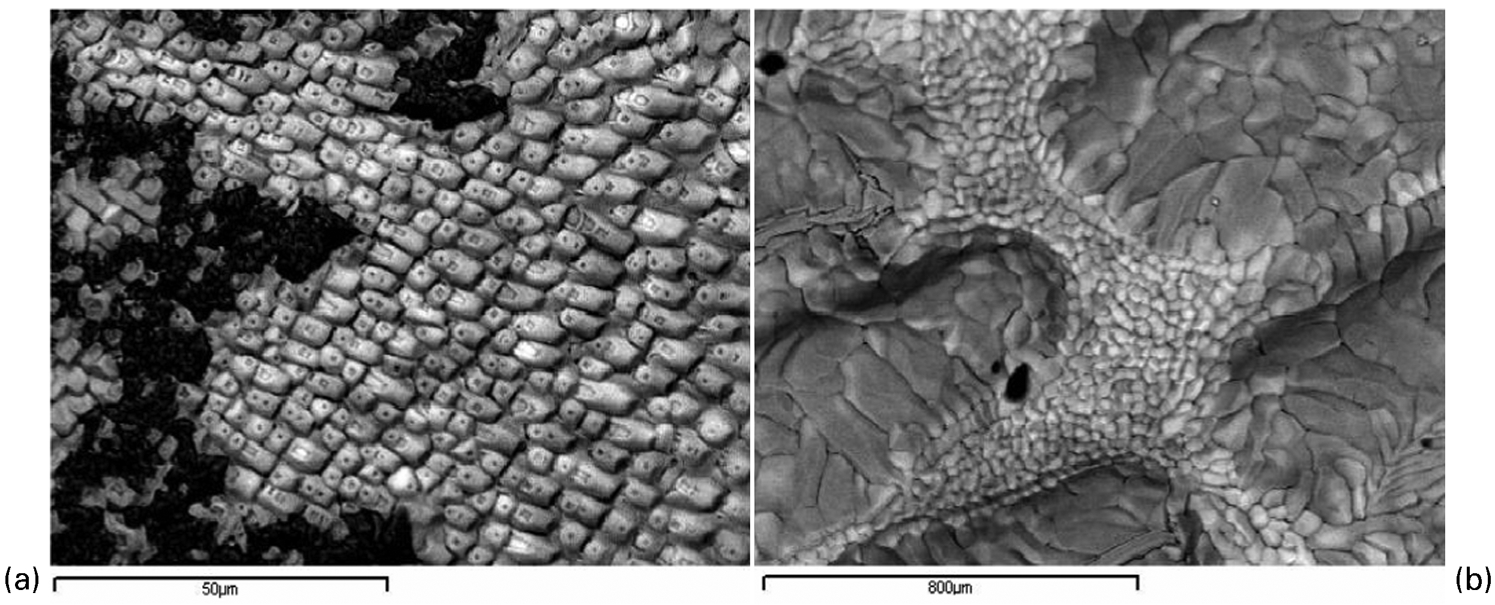
a 25 wt-% coarse Ni:75 wt-% (vh) Cu; b 50 wt-% coarse Ni:50 wt-% (vh) Cu
The polished cross-sections of the two samples from Figs. 9 and 10 (Fig. 11) also reveal important differences. For the 75 wt-% mixture, nearly all of the Ni particles remain unwetted at the surface of the consolidated Cu braze. However, most of the Ni particles have been incorporated into Cu braze for the 50 wt-% case. A higher magnification of a Ni particle within the 50 wt-% mixture (Fig. 12) reveals that, in this case, the NiO layer is continuous in some areas, but discontinuous in other regions where the Cu has made contact. The EDS linescans through the cross-section of the Ni particle in Fig. 12 also indicate that some short range interdiffusion between the Cu and Ni has occurred where the NiO layer is discontinuous. No interdiffusion has occurred where the NiO layer is continuous, which is consistent with the previous observations for the 75 wt-%vh mixture presented in Fig. 5.
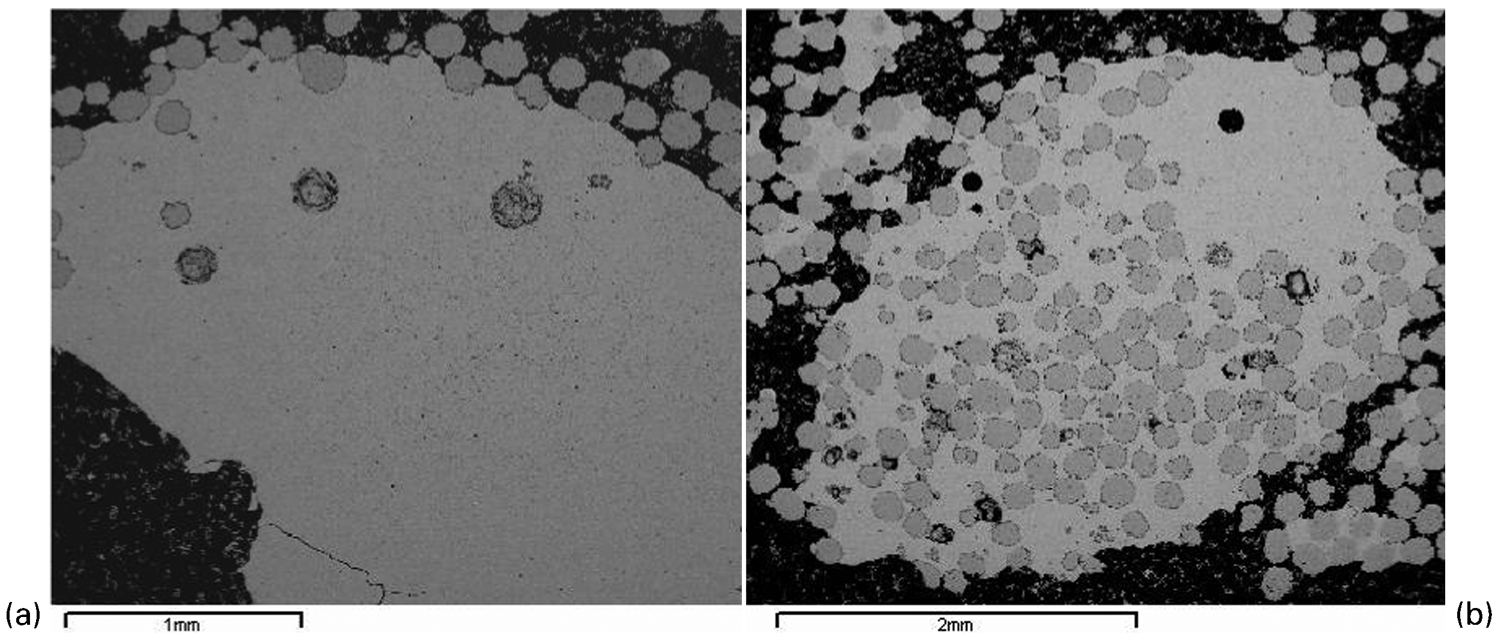
a 25 wt-% coarse Ni:75 wt-% (vh) Cu; b 50 wt-% coarse Ni:50 wt-% (vh) Cu
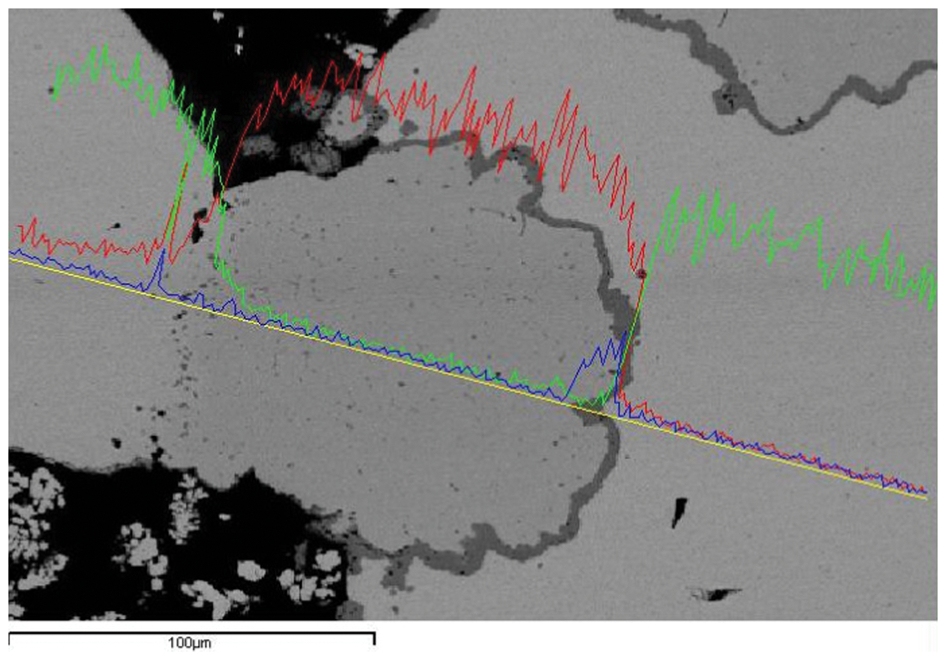
Image (SEM) with EDS linescan of Ni particle/Cu interface in 50 wt-% coarse Ni:50 wt-% (vh) Cu mixture after heating to 1125°C
Influence of Ni powder size
Further investigations were completed to determine the influence of Ni powder size on the initial sintering behaviour of mixtures made with vh Cu powder. The initial DSC heating trace for 75 wt-%vh Cu mixtures made with coarse, medium and fine Ni powders are presented in Fig. 13a. Interestingly, the reduction in Ni particle size promotes the development of a bimodal melting peak, with an overall shift to higher temperatures. In the particular case of the vh Cu/fine Ni mixture, this trend develops to the point where only a small melting peak is observed at the eutectic temperature, with a distinct second melting peak on setting at 1079°C. This sample also exhibits an exothermic peak just before 1100°C, which is expected to be the diffusional resolidification of the Cu rich liquid produced at 1079°C, as it comes into increased contact with the finer Ni powder during liquid flow.
Traces (DSC) showing a melting and b solidifications peaks of powder mixtures made from 25 wt-% coarse, medium and fine Ni powders, all mixed with (vh) Cu powder
The cooling traces for the same three samples are shown in Fig. 13b. As described above, the 75 wt-%vh Cu mixture made with coarse Ni powder exhibits solidification behaviour, which onsets at 1077°C, indicating no interdiffusion between the Cu and Ni phases. Conversely, the mixtures made with medium and fine Ni powder indicate solidification immediately upon cooling, indicating interdiffusion between the Cu and Ni phases.
The magnitude of the melting and solidification peaks is reduced as the particle size of the Ni powder is decreased, particularly for the mixture made with fine Ni. This can be understood by realising that the melting point of the Cu rich phase increases as the Ni content increases. According to the Cu–Ni binary phase diagram, 25 a homogeneous, equilibrium 75Cu–25Ni alloy has a solidus temperature of 1180°C. During heating, solid state interdiffusion between the Ni and Cu phase that occurs before 1062°C would create regions of Cu near the Ni particles with an elevated Ni content. These regions would not melt at 1062 or 1085°C and thus reduce the amount of liquid that initially forms. Further interdiffusion between the liquid Cu and solid Ni regions from 1062 to 1125°C would cause diffusional solidification such that, upon cooling, the smaller fraction of liquid phase present would reduce the solidification exotherm. A 75Cu–25Ni mixture can undergo diffusional solidification to the extent that an all solid mixture could be produced at 1125°C. From Fig. 13b, it is clear that, for the case of fine Ni particles, interdiffusion and diffusional solidification is rapid enough that nearly all of the mixture is solid by the time a temperature of 1125°C is reached. This is evidenced by only a small solidification peak in this sample upon cooling from 1125°C. The increased total Ni particle surface area provided by the fine Ni powders provides much greater opportunity for interdiffusion mass flux across the larger net interface.
Discussion
The above DSC and microstructural results can be understood through a consideration of the diffusion couple that forms at the contact point between the Ni and vh Cu powders (Fig. 14). Initially, mechanical contact between pure Ni and a Cu–CuO2 eutectic mixture is expected. During heating, interdiffusion between the phases occurs. The evidence of Fig. 5 indicates that where the Cu powder contains high oxygen content, interdiffusion results in the formation of a continuous NiO layer and an adjacent oxygen depletion zone in the (vh) Cu phase.
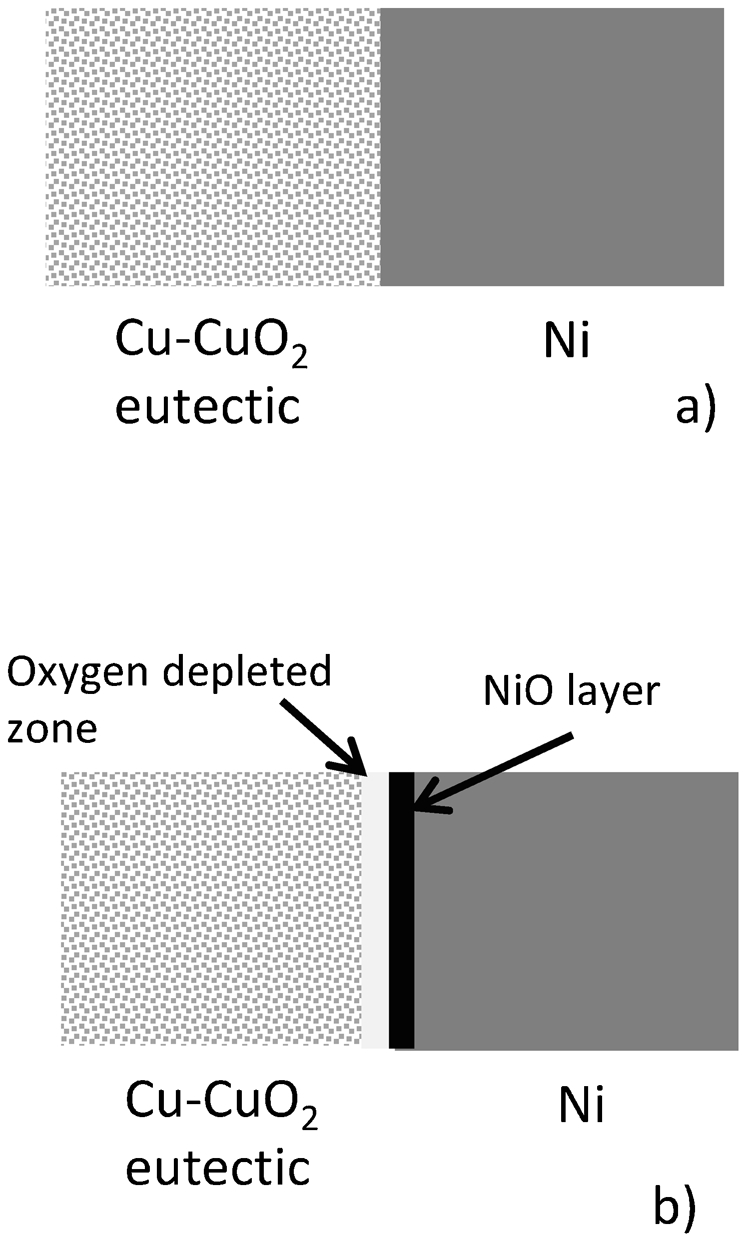
a initially at room temperature; b after heating up to 1125°C
This microstructural evolution and oxide formation can be understood by considering the simple displacement reaction of
26

This reaction is thermodynamically favourable with a net free energy of formation of −15 kcal mol−1. 27 This displacement reaction has been investigated using Cu2O/Ni diffusion couples in the solid state at 1000°C.26,28 Results were in agreement with those of Fig. 5 and are well represented by the diffusion couple of Fig. 14. The authors observed that an NiO layer grew adjacent to the Ni phase and an oxygen depleted Cu layer grew next to the Cu2O layer. The overall result was that a Cu2O/Ni interface developed into a Cu2O/Cu/NiO/Ni diffusion couple. No diffusion of Ni into the Cu layer or Cu into the Ni layer was detected even after a hold time of 96 h at 1000°C. 27
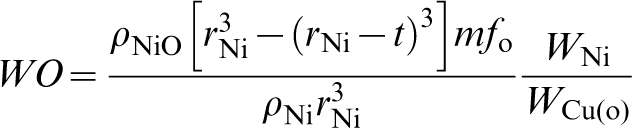
In the current case, the diffusion couple is between an oxygen containing Cu phase with dispersed Cu2O rather than a 100%Cu2O phase. Therefore, the relative quantity of oxygen to form the NiO layer is more limited. An estimate of the oxygen content required to form a continuous NiO layer at the surface of the Ni powders is possible if the Ni particles are assumed to have a spherical shape with a smooth surface and particle radius rNi. Further, if it is considered that a uniform NiO surface oxide layer thickness of t forms, then the oxygen content required in the Cu powder in weight % (WO) can be calculated as
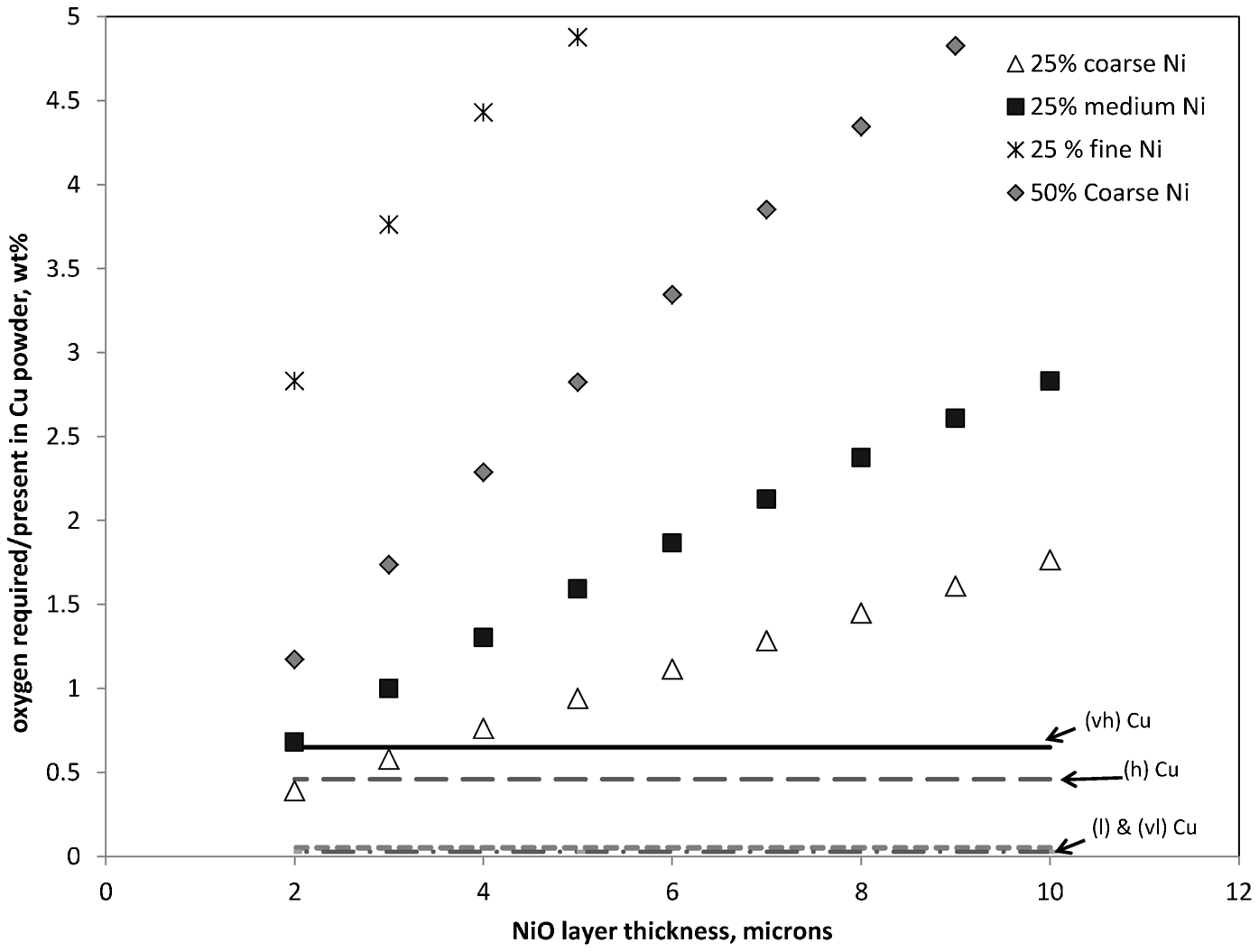
Predicted Cu powder oxygen content required to form continuous NiO layer and experimentally measured oxygen content within Cu powders
The predicted oxygen content required in the cases of the 25 wt-% medium and fine Ni and 50 wt-% coarse Ni range from 0·68 to >5 wt-% depending on the NiO oxide layer thickness. These values are above the highest oxygen content measured for the vh Cu at 0·65 wt-%. Therefore, the predictions of equation (2) are in agreement with the experimental results of this study. Namely, the formation of a continuous NiO layer such that interdiffusion can be prevented is not possible and did not occur in most of the Cu–Ni mixtures of this study. The only mixture where a continuous NiO layer was observed to form such that interdiffusion was prevented, was in the 25 wt-% coarse Ni:75 wt-% vh Cu powder. Interestingly, the predictions of Fig. 15 indicate that the Cu powder in this case would provide a sufficient amount of oxygen to form a continuous NiO layer up to a thickness of approximately 3·5 μm. This thickness value is close to the average oxide thickness observed to form in this powder mixture in Fig. 5.
Conclusions
In this study it has been determined that the oxygen content of a Cu powder has a significant influence over the TLPS behaviour of a Cu–Ni elemental powder mixture. When the oxygen content in the Cu is low, interdiffusion occurs between the Cu and Ni powders during heating. This results in a reduction in the amount of pure Cu that melts up to 1125°C. Previous work on a 65 wt-%Cu/35 wt-% coarse Ni mixture 24 made using a low oxygen containing Cu powder (i.e. the vl Cu powder of this study) indicates that this interdiffusion between the powders also lead to isothermal solidification of the Cu rich liquid and a full TLPS affect. When the oxygen content of the Cu is high, a displacement reaction at the Cu/Ni interface occurs. In this reaction, the oxygen within the Cu powder promotes the growth of a NiO layer where the Cu and Ni make contact. This depletes the oxygen content in the Cu adjacent to the Cu/Ni interface. Providing a high enough oxygen content is present in the Cu, a continuous NiO layer forms at the Cu/Ni interface. This prevents interdiffusion of the Cu in Ni and Ni in Cu. This lack of interdiffusion between the mixed powders prevents isothermal solidification of the Cu phase. The molten Cu is also unable to wet the NiO surface, causing the Cu and Ni phases to segregate into two separate regions. Under these conditions, a TLPS effect is prevented.
A simple model was developed that was able to predict the oxygen content within the Cu powder required in order to form a continuous NiO layer on the surface of the Ni powders. This model elucidated the important role of the Cu and Ni content and Ni particle size in continuous oxide layer formation. The model agreed well with the experimental results. Namely, only the experimental mixture containing 25 wt-% coarse Ni powder (i.e. 160 μm) mixed with 75 wt-% of the highest oxygen containing Cu (i.e. 0·65 wt-%) displayed continuous NiO layer formation and the complete absence of TLPS behaviour.
Footnotes
Acknowledgements
The authors would like to thank Materials and Manufacturing Ontario and the National Sciences and Engineering Research Council for their support of this work.