
Abstract
In recent years, many efforts have been made to obtain more environmentally acceptable powder injection moulding processes. In this sense, the purpose of this study is to optimise an eco-binder based on polyethylene glycol (PEG) as a water soluble component and cellulose acetate butyrate (CAB) as a natural backbone polymer derived from cellulose for powder injection moulding of zirconium silicate powders until a solvent debinding stage. Four different feedstocks have been investigated. As well as, a volume fraction of PEG and CAB 70/30 (vol.-%) and a solid loading of 57·5 (vol.-%) were maintained, molecular weights of polymers were combined in order to minimize distortion during binder solvent extraction. Water solvent debinding was carried out at three temperatures stepwise during 5 h. As a result, efficient removal of the PEG as well as free defects samples were obtained after solvent debinding for binder systems based on low molecular weight of PEG.
Keywords
Introduction
Zirconium silicate, commonly known as zircon, is a mineral ubiquitous in the crust of Earth. This is a ceramic material that can be found in form of natural mineral sand or can be synthetically produced. The interest in zircon arises from its wide availability and its excellent and stable thermo-physical properties in a wide range of temperatures. A very low and uniform thermal expansion coefficient compared with conventional structural ceramics (4·1×10−6 °C−1 from room temperature to 1400°C) and low thermal conductivity (5·1 W m−1 °C−1 at room temperature and 3·5 W m−1 °C−1 at 1000°C) derive in an outstanding thermal shock resistance. Mechanical properties, especially at high temperatures, are also remarkable, maintaining good strength up to 1400°C for fully densified zircon. 1 Moreover, zircon exhibits excellent chemical and corrosion resistance. Owing to these properties, zircon is commonly used in refractory applications. The processing of structural ceramic materials is the main limitation in many applications due to its high cost or the difficulty of the technology. Most of the processes for zircon powder consolidation that can be found in the literature are based on press and sintering. The study of new processing methods may lead to interesting advantages for ceramic material increasing widely the number of their applications.
Powder injection moulding (PIM) is a cost effective and competitive manufacturing technology for high volume production of small, complex shaped and high performance parts of metal or ceramic materials. 2 PIM process involves four main stages: mixing, where metal or ceramic powders are mixed with a binder to obtain the ‘feedstock’, injection moulding, debinding and sintering. Binder system design and debinding phases become crucial for the success of the process since time consuming and defect appearance. Among the debinding methods, two-step debinding (solvent followed by thermal) brings about shortening debinding times and defect free parts. 3 Therefore, multicomponent binder system should be composed at least by two different polymers. On one hand, a low molecular polymer (major binder) can be chemically removed by using solvent, leading to create an open pore network through which gasses from thermal degradation of insoluble polymer (minor binder compound) can diffuse easily to the surface, avoiding common defects in thermal debinding such as blistering, cracking or swelling. On the other hand, insoluble backbone polymer must keep the strength and shape maintenance in the whole solvent debinding process.
Although solvent extraction is probably the fastest debinding route, solvents are often flammable, toxic, carcinogenic and not environmentally acceptable. 4 In addition, several types of defects could still occur during the solvent debinding step because of large dimensional changes when parts are immersed in the solvent. The use of polyethylene glycol (PEG), a water soluble polymer, has been reported with good results in the process. However, a polyolefin component is commonly used as backbone polymer.5–7 Lately, several studies have proposed the use of natural derived cellulose acetate butyrate (CAB) as a potential alternative to polyolefin binder systems, which also brings about zero balance of CO2 emissions from its thermal degradation. This binder combination exhibits acceptable results to both ceramic zirconium silicate (zircon) and metallic invar powders.8,9
Development of new binders has always been at the most interest of researches, especially of environmentally acceptable binder systems. The present work carries out the optimisation of an eco-friendly binder composition, based on PEG and CAB, focusing on the solvent debinding stage. Defect free parts with excellent mechanical properties have been achieved in short time combining different molecular weights of binder polymers.
Experimental procedure
Materials
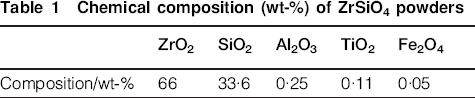
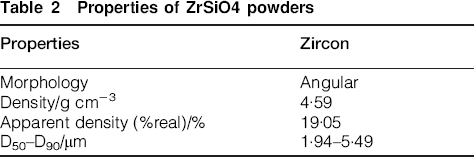
Zirconium silicate powder used in this study was supplied by Guzman Global S.L (Spain). Its chemical composition (provided by the supplier) and powder characterisation are shown in Tables 1 and 2 respectively. A Malvern 2000 laser scattering particle size analyser was used to measure the particle size distribution curve for the powder. Its morphology was analysed by scanning electron microscopy (SEM) (Philips XL30 microscope). In Fig. 1, the irregular morphology of this material contrasts with the spherical or round shaped powders conventionally used in metal injection moulding.
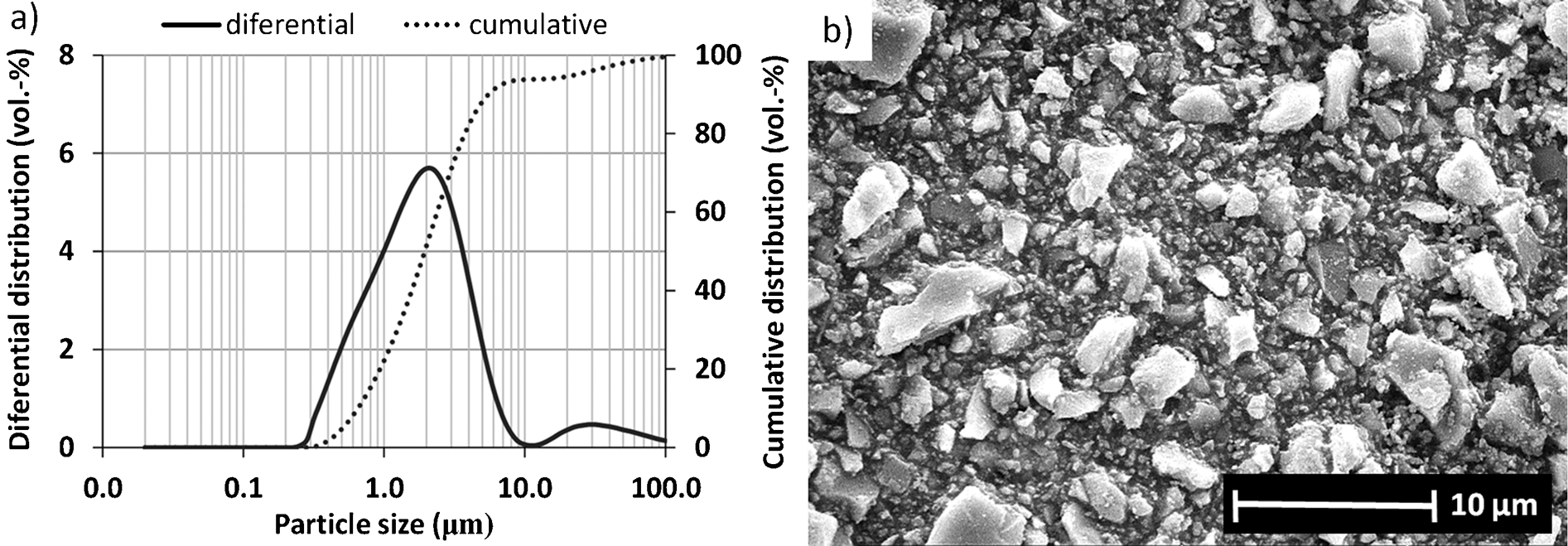
a particle size distribution of zircon obtained by laser diffraction and b SEM image of zircon powders
Chemical composition (wt-%) of ZrSiO4 powders
Properties of ZrSiO4 powders
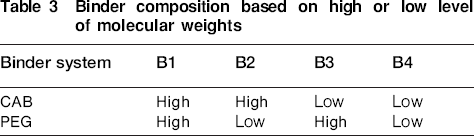
Four different binder systems were selected. All of them are based on mixes of PEG and CAB. As long as the volume fraction of PEG and CAB 70/30 (vol.-%) is maintained, their molecular weights are modified combining PEG and CAB of high molecular weight and low molecular weight. Surfactant and Antioxidant components are added to the mix. Binder systems were tagged as B1, B2, B3 and B4 in accordance with Table 3.
Binder composition based on high or low level of molecular weights
Previous studies based on PEG, CAB, and zircon determined 57·5 vol.-% as optimal solid loading for their composition. 10 Although optimal solid loading depend on binder system composition, in this study it has been maintained in 57·5 vol.-% in order to compare the influence of the binder system composition.
Feedstock development and characterisation
Feedstocks were prepared in a Rheomix 600 Haake rheometer coupled with a Haake Rheocord 252p module. Roller blade type rotors were used to perform the mixing stage. This process was carried out at 160°C and at a rotors speed of 50 rev min−1 for 60 min. Torque was monitored as the output parameter, hence homogeneity of the feedstock was observed. Obtained feedstocks were tagged F1, F2, F3 and F4 (from binders B1, B2, B3 and B4).
The capillary rheology measurements to determine apparent viscosity were carried out in a Reoflixer Haake capillary rheometer varying the shear rates from 10 to 10 000 s−1 at four different temperatures: 150, 160, 170 and 180°C. It was used in the measurements a length/diameter (L/D) relationship of 40∶1.
After granulation, injection stage was performed in a Bimba AB transfer moulding machine. Low pressure of 0·8 MPa and a holding time of 11 s in all cases were employed. The injection and mould temperatures were varied depending on each composition and dimensions of the green pieces obtained were 60×8×4 mm.
Green samples were tested on a three-point bending machine, equipped with a 1 KN load cell. A crosshead speed of 0·15 mm min−1 was applied. Homogeneity was determined by pycnometer density measurements (five samples were tested for each feedstock). Fracture surfaces of green parts were also examined by scanning electron microscopy (SEM).
Debinding
The first stage of the two-step debinding process was carried out in this study, where PEG was extracted by solvent elimination in distilled water at three different temperatures (40, 50 and 60°C). Samples were immersed at room temperature. Percentage of PEG removed with time during solvent was evaluated by simple weighing the parts before immersion in water and after drying them at 60°C during 3 h in a furnace. Dimensional change was calculated for specimens just taken them out the water and after drained them in a furnace at 60°C during 3 h.
Thermal analysis of the feedstocks was carried out in a simultaneous thermal analyser (STA) Perkin Elmer STA6000. Differential scanning calorimetry (DSC) was employed to determine the solvent temperatures and thermogravimetry (TG) to determine the degradation temperature interval. The test was carried out from 50 to 600°C at a heating rate of 10°C min−1 in air. Fracture surfaces of solvent debinded parts were also examined by SEM.
Results and discussion
Feedstock characterisation
The main concern during feedstock manufacturing is to obtain a homogenous product. The stabilised torque (when it reaches the steady state) indicates a homogeneous feedstock mixture. Previous studies reveal the good compatibility between PEG-CAB-Zircon 10 and in Fig. 2 the homogeneity in all the compositions can be appreciated. For feedstock with a low molecular weight PEG, F2 and F4 (overlayed), the steady state is achieved faster (10 min) than the other ones.
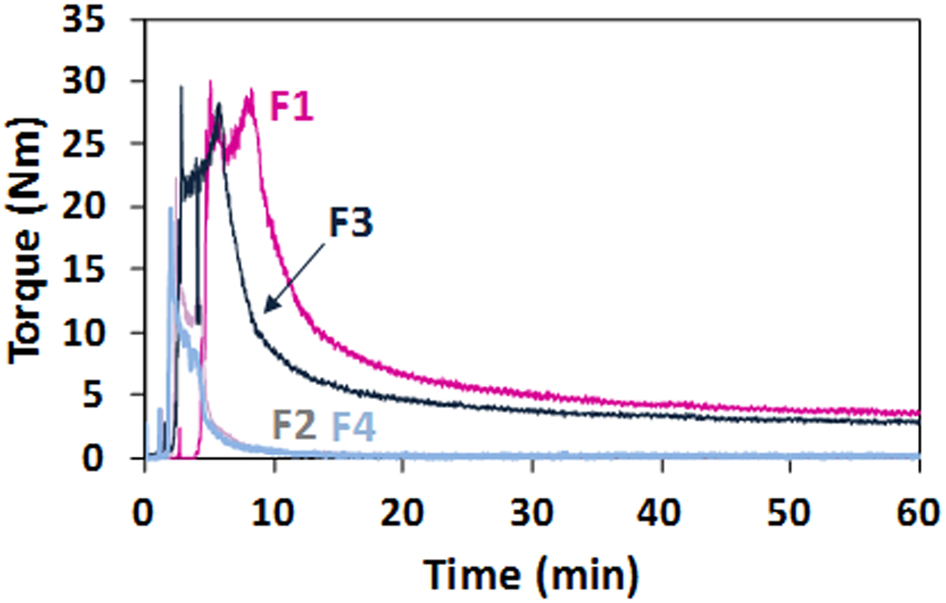
Torque versus time curves of feedstocks F1, F2, F3 and F4 obtained by torque rheometry
First approximation to rheological behaviour of these systems has been performed in this study. The effect of temperature and shear rate on the viscosity of the feedstocks is shown in Fig. 3. There is a clear shift of curves when high (F1–F3) or low (F2–F4) molecular weight of PEG are employed; in this way, molecular weight of PEG could govern the rheological behavior of these feedstocks. F1–F3 exhibit a pseudoplastic behaviour, this is the most suitable for injection molding process because viscosity drops when it is approached to the nozzle and when the mold is filled the viscosity increases to ensure that the parts retain the shape. It is widely accepted in PIM that viscosity should be below than 1000 Pa s and the shear rates achieved are between 102–104 s−1 (104 s−1 occasionally achieved in high pressure injection moulding) because of F1 only has acceptable values for PIM when the temperature is increased up to 180°C in whole range of shear rate. Even more, at high shear rates and at 150°C an overpressure is registered at the transducer. In case of F3, values can be obtained at four temperatures in the whole range of shear rate. However, to inject both systems (F1–F3) at low pressure, where lower shear rate values are achieved during injection and lower viscosity values are required, it would be necessary increase the temperature. Feedstocks based on lower molecular weight of PEG (F2–F4) exhibit lower viscosity values than F1 and F3 in whole range of shear rate therefore a better low pressure injection stage could be expected for F2–F4. These systems do not show a pseudoplastic behaviour in whole range of shear rate. However, this behaviour can be appreciated at low and at high shear rates. Viscosity begins decreasing up to stabilise in middle range and it decreases again at high shear rates in case of F2. Similar occur for F4, however this system does not stabilise at middle range, and it shows a slightly increasing of viscosity values when shear rate is increasing. It could be indicate a slightly dilatant behaviour completely undesirable in PIM since this could be indicating a powder binder separation. It makes sense since this feedstock is composed by the lowest molecular weights elements and it should have a weak adhesion to powder than the other with high molecular weight. 11
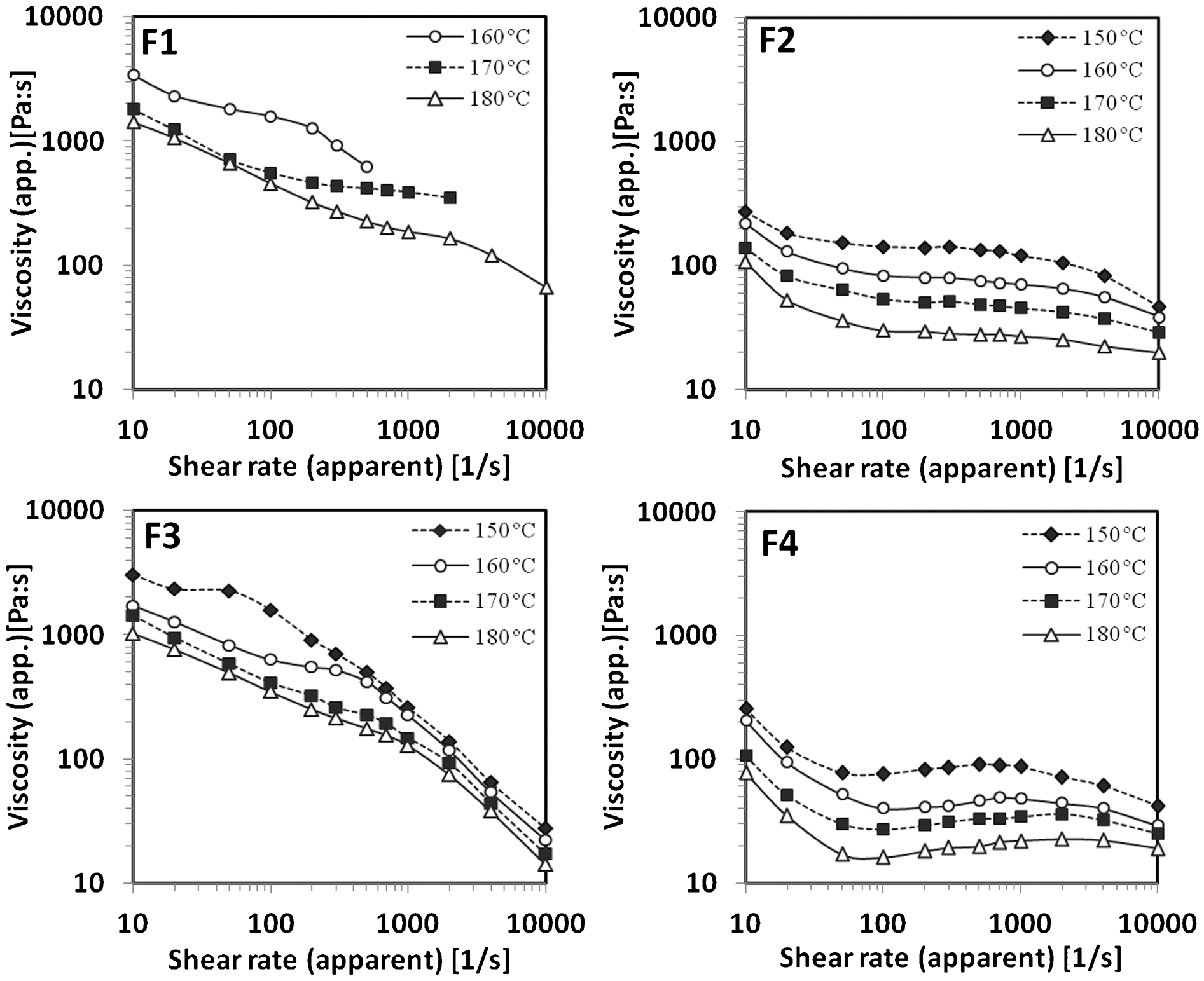
Apparent viscosity versus shear rate curves of feedstocks F1, F2, F3 and F4 at 150, 160, 170 and 180°C
Table 4 shows the injection parameters for each system. Injection temperature is highly related with the PEG molecular weight, the lower is molecular weight the lower is the injection temperature. Nevertheless, temperatures are below the temperature of initial degradation of the feedstocks, thermogravimetric curve is not included in this paper but the initial degradation temperature obtained was 260°C using STA. The surface finishing for F2 and F4 shows better appearance than the other ones (F1 and F3).
Injection moulding parameters
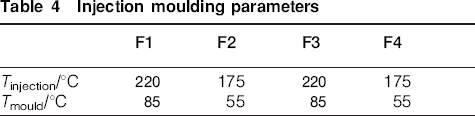
Table 5 exhibits the green density values of each feedstock and the theoretical ones calculated with the rule of the mixes. In all cases experimental values slightly differ from theoretical ones. On one hand, green strength depends on the binder system components, especially on the backbone polymer. 12 On the other hand, homogeneity, internal defects such as air trapped voids and residual stresses, among other things, can affect strongly the strength values. The bending strength of the injection moulded parts must be above 5MPa in order to assess enough rigidity to undergo the process. 2 According to Fig. 4, where the measurements were registered for every system are shown, values could be governed by the quality of the samples injection because the higher values are achieved for F2 and F4 and they presented an easy and better injection moulding phase. Nevertheless, every system achieved excellent values of green strength.
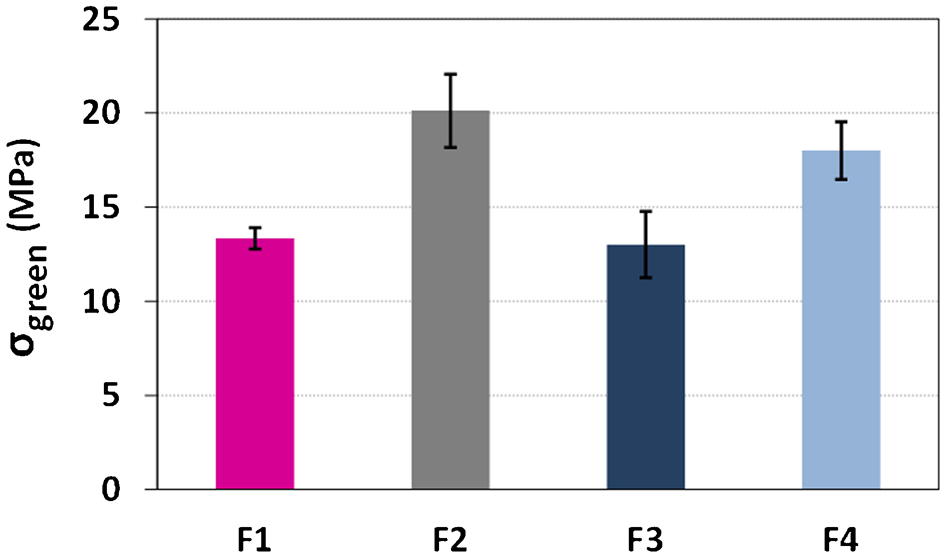
Green strength of samples obtained by three point bending test
Experimental and theoretical density values
Figure 5 shows the fracture surface micrographs of the green parts. All of them show a homogeneous surface where the binder embeds the particles in a good way. Although for feedstock F4 it can be observed some binder agglomeration. That could confirm the powder binder separation detected by rheology.
Fracture surfaces of feedstocks F1, F2, F3 and F4 obtained by SEM
Solvent debinding
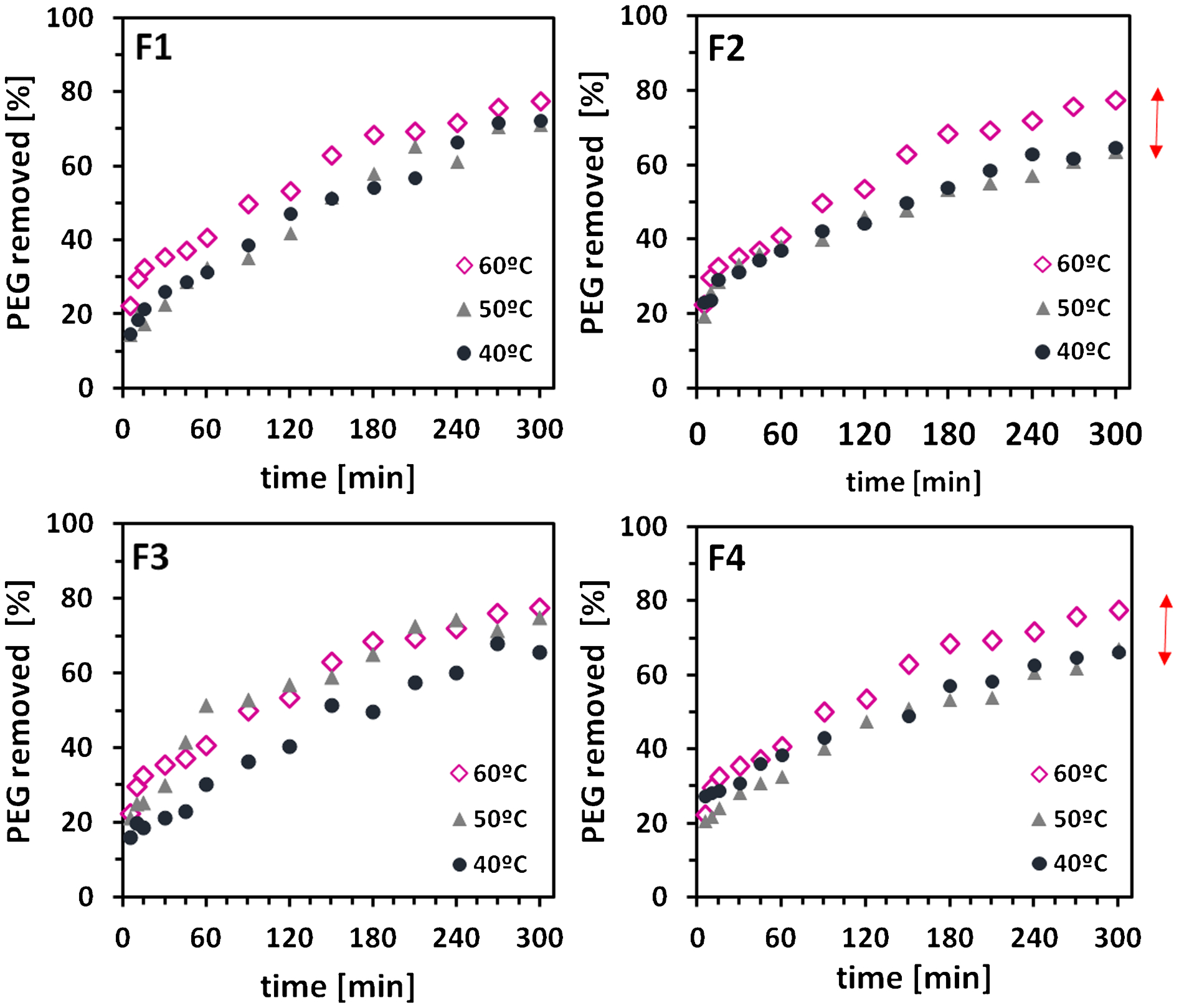
In order to study the evolution of the amount of PEG (soluble polymer) removed in water solvent for different feedstocks, several green parts were immersed in distilled water at three different temperatures (40, 50 and 60°C) and extracted after certain times during 300 min. Higher temperatures make easier the PEG removing, since solubility of PEG increased with temperature as is showed in Fig. 6.
PEG removed versus time of feedstocks F1, F2, F3 and F4 at 40, 50 and 60°C
Up to 80% of polymer can be removed in a relative short time at 60°C. For all the systems, it can be appreciated a similar tendency of the curves. However, for systems based on low level of molecular weight of PEG, there is a higher difference between the curve at 60°C and the other ones. This might be due to the fact that at 60°C PEG with low molecular weight is already melted, improving its dissolution. It can be confirmed by the thermal analysis of feedstocks plotted in Fig. 7.
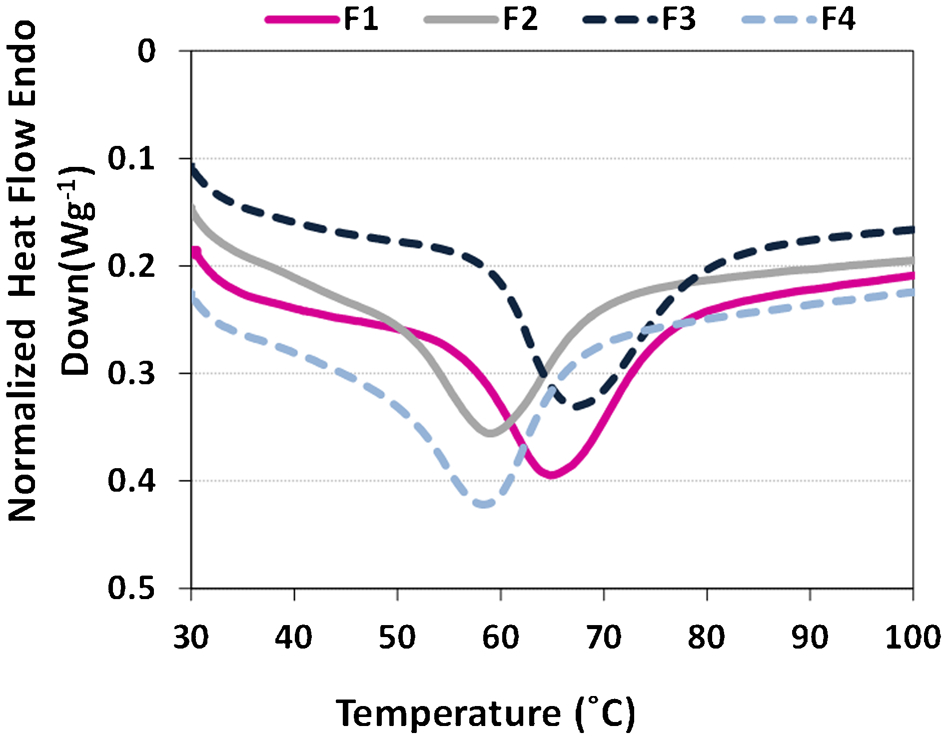
DSC of feedstocks F1, F2, F3 and F4 in range of temperatures of 30–100°C
At this point of the process, debinding results for feedstocks F1 and F3 could be promising, but these binders system are not capable to maintain the shape.
The water solvent debinding mechanism have been widely studied 13 and it can be divided in three stages: the initial stage, when water diffuses into the PEG to produce a swollen gel which expands drastically the sample; the second stage, where debinding continues till the equilibrium between PEG and water is achieved and gel gradually disintegrates in a true solution that diffuses toward the surface; and finally, the sample shrinks drastically when water drained out.
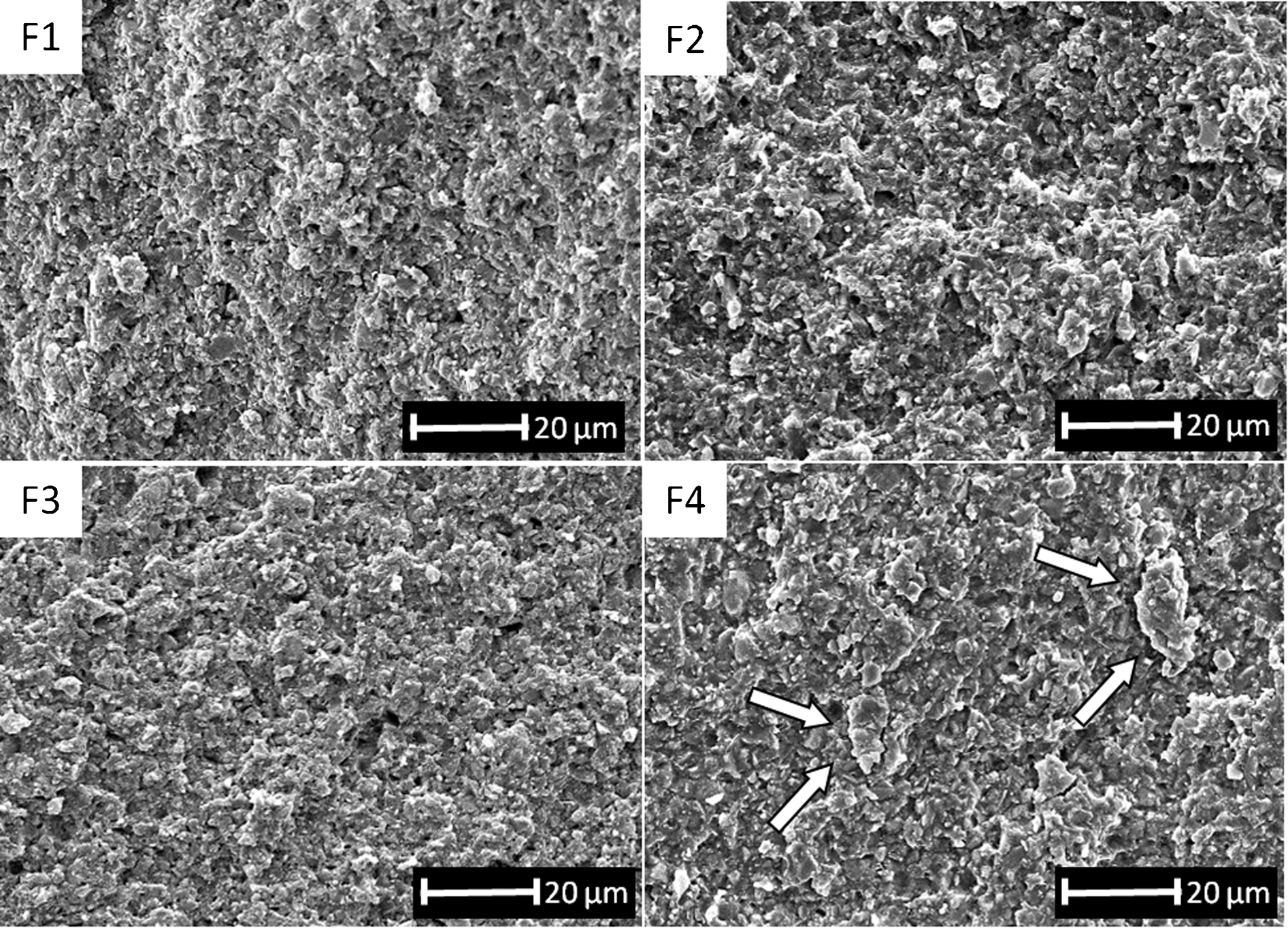
Shape maintenance is normally affected by the backbone and soluble polymer at the same time. Binder system design is crucial in this phase, since the backbone must have enough strength to maintain the shape during gel formation and soluble component must be easy removed. Fracture surfaces of debinded samples are exhibit in Fig. 8. With respect to the fracture mode of the samples, the backbone polymer molecular weight does not affect, because there are broken samples with high and low molecular weight of CAB. However, molecular weights of soluble polymers play a critical role because binders with lower molecular weight of PEG have an efficient extraction. It might be explained because at 60°C PEG is already in liquid phase and polymer can diffuse fast from the compact creating pores inward the sample. Therefore, the rest of PEG has enough space to swell without producing the catastrophic distortion in the sample. In this way, backbone can maintain this swelling without shape changes.
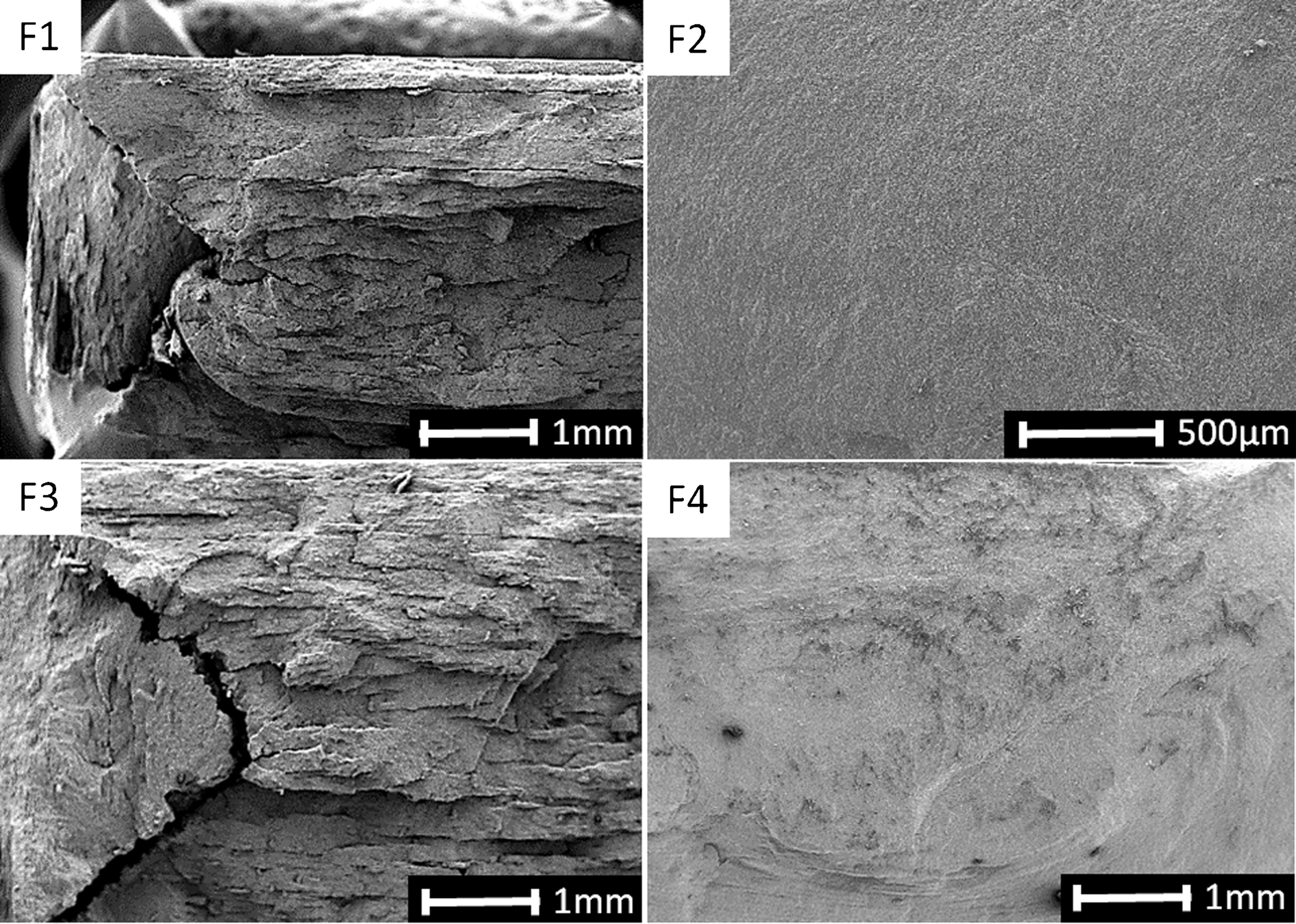
Images (SEM) of cross-section of samples after 5 h at 60°C of water solvent debinding
Huge defects can be appreciated for systems based on high molecular weight of PEG (F1 and F3). These defects are not the typical ones such as cracking or blistering; it seems to be a delamination from the surface to the inner part of the sample through the time. Swollen of the PEG molecules could be restricted by the swollen of the other ones involving an increase in the internal stresses, bring about this special kind of fracture. The rest of binder based on low molecular weight of PEG (F2 and F4) have almost none defects, even zoom in the image for F2.
Dimensional changes agree with debinding mechanism stages. Figure 9 exhibit the main dimensional change of the broken samples (thickness) once sample is just taken out of the water at 60°C (Fig. 9a1) and when samples are totally drained in a furnace at 60°C during 3 h (Fig. 9a2). Samples swell in water and shrink when water is drained out. Systems based on low molecular weight of PEG, maintain the shape with almost no dimensional change. Whereas, the rest of systems swell up to 20–30% thickness change and shrink up to 6% of change caused by delamination of the samples as can be observed in real picture of Fig. 9b.
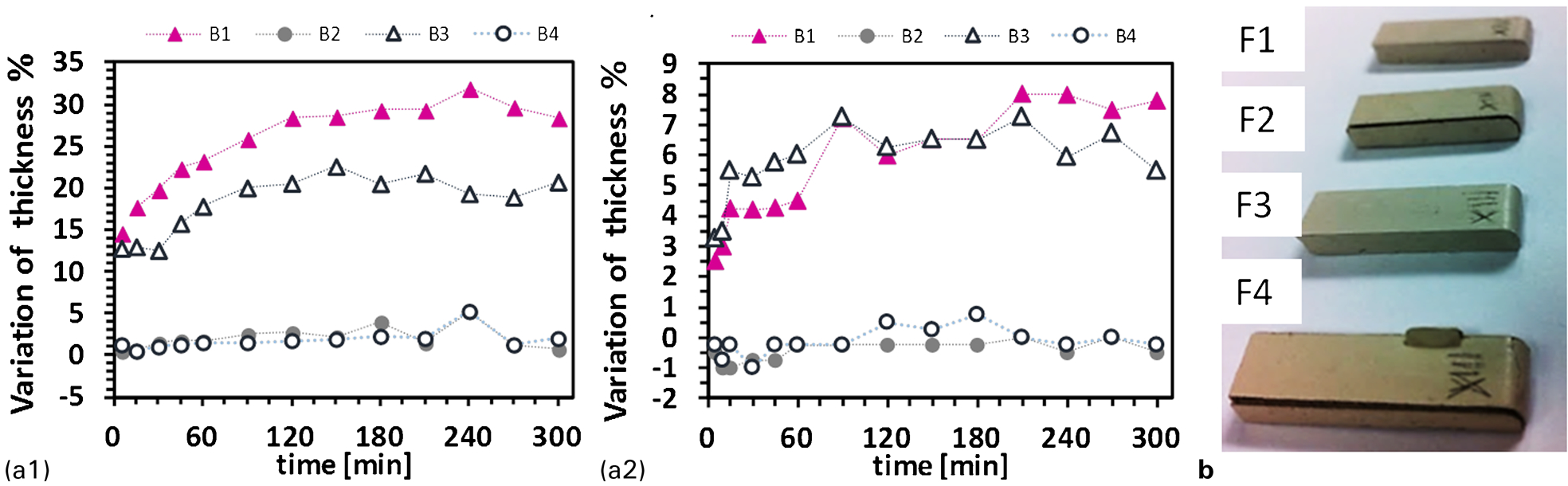
a1 just removed from water at 60°C; a2 after drained samples at 60°C during 3 h; b drained samples pictures after solvent debinding
Conclusions
Four feedstocks based on water soluble and natural polymers binders have been studied until solvent debinding stage. As long as solid loading 57·5 (vol.-%) of zircon powder and 30/70 vol.-% CAB/PEG are maintained, two different grades (high/low) of molecular weight have been combined and some conclusions can be obtained.
The main conclusion is the possibility to obtain a homogeneous and injectable feedstock that brings about a successful water solvent debinding stage from non-conventional properties of powder and from a binder system composition based on polymers that make more environmental friendly PIM process.
Partial conclusions can be sum up as follows.
Two different tendencies of the rheology curves can be observed. Lower molecular weight of PEG governs the rheological behaviour, this changed when high molecular weight of PEG is employed.
Viscosity values of feedstocks based on low molecular weight of PEG, F2 and F4, are more suitable for the low pressure injection bringing about easier injection step and better injected samples with higher green strength values.
Green fracture surfaces show a good compatibility between the polymers for molecular weights used in F1–F2–F3 and some little agglomerations can be detected for system based on low molecular weight for both polymers (F4).
Molecular weight of the backbone polymer does not affect the shape maintenance during the solvent debinding.
Up to 80% of PEG is removed for binder systems based on low molecular weight of PEG without defect appearance.
The best feedstock composition obtained from this study is F2 since it has accepted rheological behaviour without powder binder separation and it can maintain the shape after water solvent debinding.
The optimisation of feedstock based PEG/CAB and zircon could spread out the applications of zircon obtaining samples by powder injection moulding. This is a study in progress performed until solvent debinding stage. Thermal debinding and sintering stages are being optimised.
Footnotes
Acknowledgements
The authors wish to thank Guzmán Global S.L. and Mimtech Alfa for their collaboration on the ECOPIM project (ref. IPT-2011-0931-20000) that was funded by the Spanish Ministry of the Economy and Competitiveness. Furthermore, the authors would like to acknowledge the strong support from the ESTRUMAT projects (ref. S2009/MAT-1585), which were funded by the CAM-Consejería Educación Dirección General Universidades e Investigación, and from the MITICO project (ref. MAT2012/38650-C02-01), which was funded by the Spanish Ministry of the Economy and Competitiveness.