
Abstract
Intermetallic as well as (carbides and nitrides) interstitial compounds present functional and structural properties which make these materials necessary for advanced technologies. Meanwhile fabrication routes based on melting and casting or plastic deformation, are usually far to compete with powder metallurgy processes likely to provide near net shaped parts and components. The present study is devoted to a model system exemplified by nitrided iron and steel powders for which the thermal stability of nitrides is severely decreasing when temperature exceeds critical values during densification treatments. Thanks to the analysis of the thermal treatment induced transformations mainly characterised by Mössbauer spectroscopy, the consequences and impact on driving forces for densification under critical thermal conditions are discussed in order to achieve an optimised sintering process and an actual development.
Keywords
Introduction
Intermetallic (IM) and interstitial compounds (IC) are characterised by a very broad spectrum of thermal, mechanical, electrical, chemical, magnetic, properties likely to fulfil the demanding design of advanced parts and devices.1,2 Most often these materials are leading to toughness and resilience higher than the majority of ceramics and to higher hardness than metals. Therefore thanks to the specific properties IM and IC add to the mechanical ones they are considered simultaneously as structure and as functional materials. The main reason which often limits or impedes the spreading of IM and IC, results from difficult forming and machining. Therefore their processing is usually based on powder metallurgy.
In order to improve densification, sintering is achieved under high temperature and high pressure such as hot isostatic pressing (HIP). Meanwhile some IM and IC materials are unstable under these high temperatures 3 and pressure treatments, phase transformations,4–6 recovery and re-crystallisation, loss of alloying elements may take place and could severely damage their properties. 7 This is particularly the case when the vapour pressure of alloying elements is high or when the diffusion rate is large during the different stages of the sintering treatments.
Good friction–wear properties are most often associated with a high hardness and lamellar morphology such as hexagonal crystalline structures and corrugated stacking layers such as obtained with MoS2, BN, graphite, Fe3C, ϵFe3N. 1 In order to keep these compounds far from the temperature domain of transformation, treatments are achieved under as low as possible temperature.
Sintering of particles containing ϵ-nitride includes stages of cold isostatic pressing (CIP) and HIP. The nature of the Fe–N powders, gas nitrided in a fluidised furnace, depends on the NH3–H2 gas mixture, on the gas flowrate, partial pressure of NH3 and H2, as well as from temperature according to the chemical potential of monoatomic N resulting from ammonia decomposition. It is necessary to underline that the usual binary Fe–N diagram does not correspond to a simple stable thermodynamics state because the monoatomic N concentration axis corresponds to very different chemical potentials resulting from activated states resulting from chemical reaction or from controlled N2 gas pressure, likely to exceed hundreds MPa, in agreement with Ellingham-like diagrams and Sievert's law. 8
In addition to the transformation resulting from purely thermal treatments, the contribution of mechanically driven transformations such as observed after Mechanical Grinding (MG), Ball Milling (BM),9,10 Mechanical Alloying (MA), Wear and Friction (WF) may interfere during the different stages of fabrication especially at low or moderate temperature (200–400°C). The goal of this study is to estimate this phenomenon, the disordering induced by MG has been studied, as well as the thermal reordering at 200 and 400°C.7,9 From here, after reported studies, the possibility to make massive parts and components from nitrided steel powder as well as the subsequent properties resulting from an optimisation of the driving forces and mechanisms involved in the sintering process, are discussed.
Experimental procedure
The initial steel composition is Fe–2·7Cr–1·2Mn–0·9Mo–0·42V–0·23Ni–0·32C (wt-%). Powder nitriding is achieved in a fluidised bed furnace. The experimental protocol depends on the particle size, the total amount of powder, composition in H2, NH3, N2 of the gas mixture, flowrate and T(t) temperature variation versus time. The gas flow is determined by the dynamical stability of the fluidised bed, as well as by chemical potential of N which increases with the partial pressure of NH3 and decreases with the partial pressure of H2. The steady state conditions utilised are obtained at a temperature fixed in the interval 550–620°C for an average duration of 2h30. Thanks to the a posteriori characterisation parameters of processing likely to lead to reproducible products are obtained. Cooling and removal from the furnace are achieved under nitrogen atmosphere. As frequently made to improve the densification thanks to addition of low temperature melting binders, an electrolytic surface treatment of powder aimed to make a thin coating of metallic elements suitable to reinforce the chemical bond between powder and binder has been applied. Among the elements of the first metal transition line a priory suitable electro-deposition of about 3 μm nickel has been tested.
Mechanical grinding (MG) of the nitrided powder was achieved under the following conditions:
as received particle roughly spherical of 55 μm average diameter
steel vial and balls
two balls (12 g) to the powder weight ratio 10
high energy SPEX 8000 vibratory mill
To reduce the role of shocks induced heating sequences of cycles of 1 h grinding interrupted 30 min were chosen. In these conditions, the temperature of the external wall of the vial has never exceeded 40°C (contact thermocouple). The efficient grinding time equal to 32 h which corresponds to a 48 h maintain in the vial. In order to avoid or at least to minimise oxidation, the extraction of powder from the vial was only made once cooled. The annealing of the steel powder, in as nitrided state or after MG, under different fixed temperatures in the range 200–600°C, was performed in controlled atmosphere furnaces.
The phase transformations induced by the different mechanical and thermal treatments were characterised by X-ray diffraction (XRD) and Transmission Mössbauer spectrometry (TMS). XRD patterns were analysed with a Panalytical X'Pert Pro diffractometer using the Co Kα radiation. TMS was performed, at room temperature, with a source of 57Co in rhodium matrix. TMS allows the quantification of iron based phases and the determination of theirs interstitial atoms amounts.13–15 Furthermore TMS it is providing a unique way to characterise interstitial atoms redistributions ordering or clustering induced by ageing and ball milling.
Results
The structural evolution of powder, resulting from nitriding, from thermal and mechanical treatments before and during the different stages of powder metallurgy fabrication, is determining the service properties of the obtained parts or the components. Two types of treatments likely to exemplify the consequences on processing and final properties are hereafter examined and discussed.
Transformations sequences after nitriding, grinding and aging
Six different successive steps (as received, nitrided, mechanically grinded 32 h, aged 1 h at 200°C, further 30 h at 200°C and finally 3 h more at 400°C) are characterised by X-ray diffraction (Fig. 1) and Mössbauer spectroscopy (Fig. 2). In the as received case XRD (Fig. 1a) showed diffraction peaks (1 1 0)α, (2 0 0)α and (2 1 1)α. TMS (Fig. 2a) is also consistent with the ferritic or bainitic structure. The presence of shoulders on the external absorption peaks and a non-magnetic peak (Fig. 2a) result from alloying elements and precipitation.
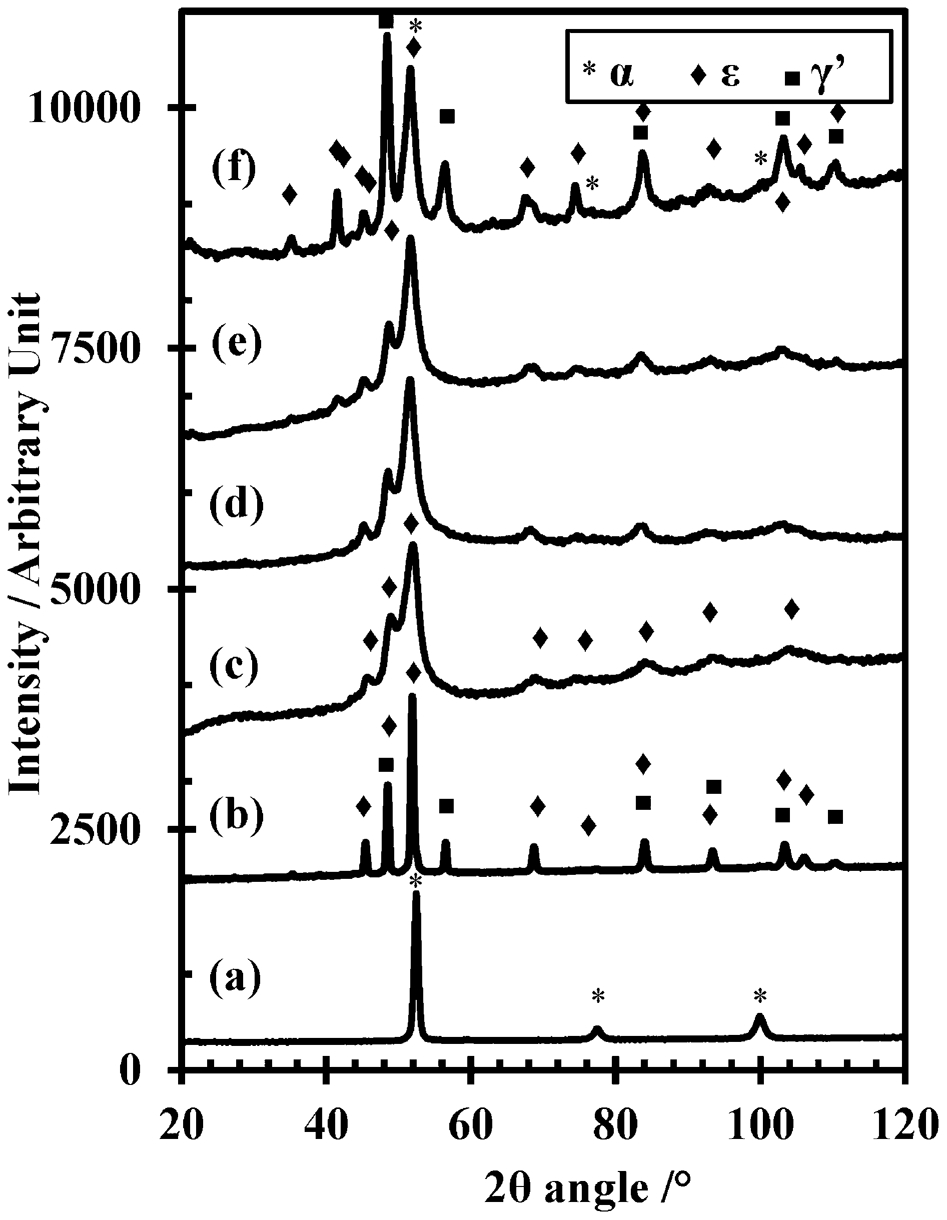
X-ray diffraction pattern recorded on a steel powder, b after nitriding in fluidised bed, c after additional 32 h of mechanical grinding (MG), followed by heat treatments of d 1 h or e 30 h at 200°C and f 3 h at 400°C
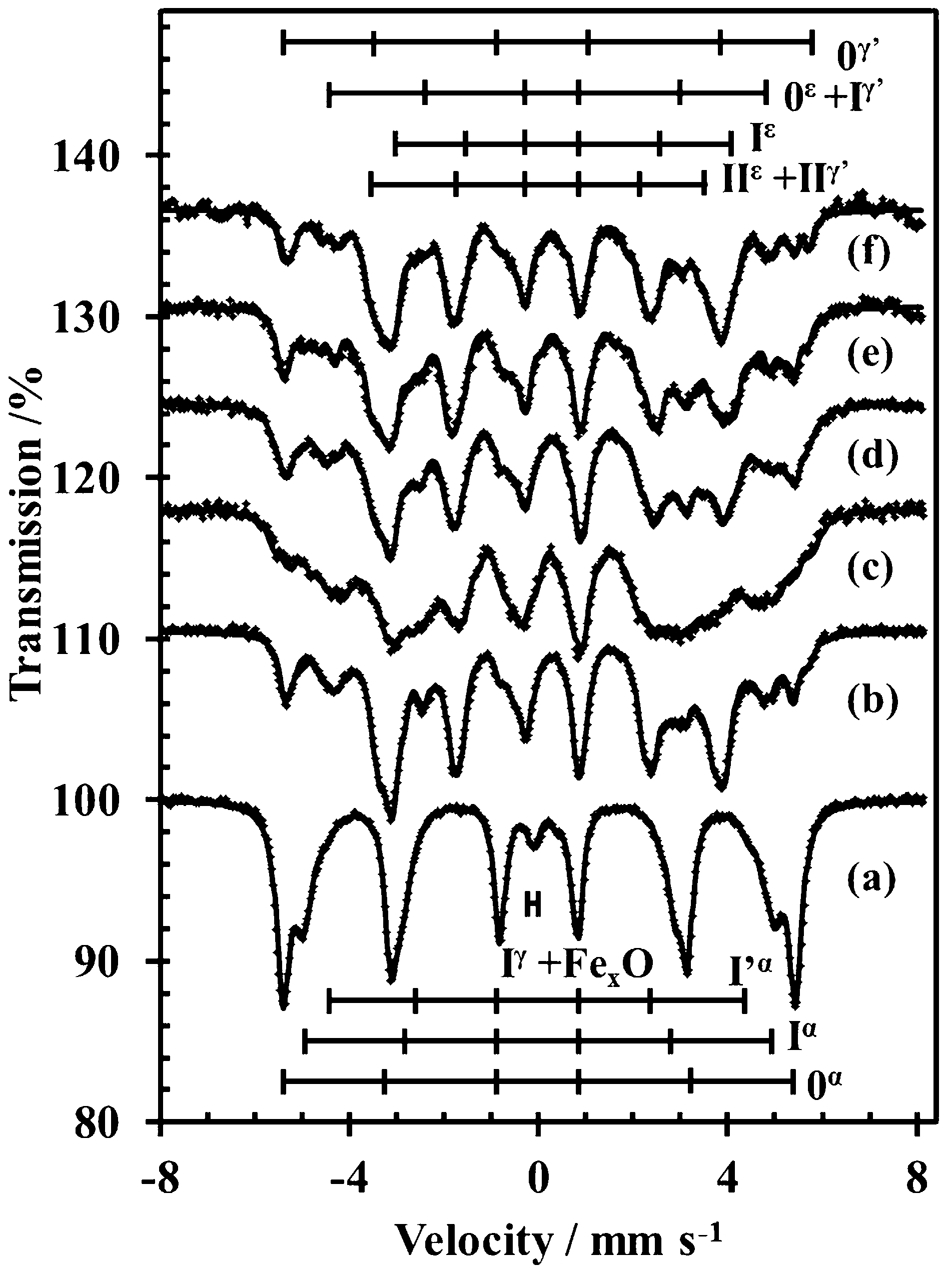
Mössbauer spectra recorded on a steel powder, b after nitriding in fluidised bed, after c additional 32 h of mechanical grinding (MG), followed by heat treatments of d 1 h or e 30 h at 200°C and f 3 h at 400°C
After nitriding powder is mainly transformed into γ′ and ϵ nitrides as shown in Figs. 1b and 2b which clearly shows the Mössbauer signature of both γ′- and ϵ-FexN iron nitrides, for which x may vary in the interval 2·5–3·9. According to the numerical deconvolution of Mössbauer spectra, which correlates the number of nitrogen interstitial neighbours of the resonant Fe atom with the proportion of phases, the structure corresponds to: 78·6±3%ϵ-FexN and 21·4±2%γ′-Fe4N.
After 32 h grinding, diffraction peaks became dramatically larger (Fig. 1c) and revealed disordering and partial destruction of the nitride structure as well as diminution of grain size and increase in internal stresses. This is consistent with the mechanically driven transformation of γ′ into ϵ-Fe4N unambiguously unveiled by Mössbauer spectroscopy which showed that under ball milling impacts the perovskite-like γ′-Fe4N structure is leading to the ϵ hexagonal one, and corresponding to shear (111)γ′ plane which transforms into (001)ϵ with reordering of interstitials.4,6,13,16 The grinded powder may present attractive properties for sintering and densification: the reduced size of powder as well the stored internal stresses, the dislocation and interface and interphase energies are increasing the driving force for sintering, likely to be exploited for lowering temperature of further densification treatments.
How does the powder behave under low and medium temperature treatments achieved during sintering or further usage is a question demanding the following additional study. When XRD and TMS results are compared after aging 1 h at 200°C the previous grinding (Figs. 1d and 2d) a striking difference is observed. In contrast with XRD patterns which are similar to that of the previous stage (Fig. 1c and d), the Mössbauer spectra changed (Fig. 2c and d). This difference corresponds to a redistribution of interstitial N atoms in zones where the nitrogen concentration is close to Fe4N and corresponds to a reversibility or the disordering resulting from ball milling, it can be considered as pre-precipitation of γ′-Fe4N a phenomenon difficult to observe by diffraction.
When aging time is increased by 30 h at 200°C diffraction pattern clearly shows the peaks corresponding to the growth of γ′-Fe4N precipitates (Fig. 1e) but the relative amount of environments revealed by TMS did nearly not vary (Fig. 2d and e). After an additional 1 h treatment at 400°C, the reversibility to the as nitrided state is observed (Fig. 1b and f on the one hand and Fig. 2b and f on the other hand). Meanwhile, the broadening of diffraction lines and of Mössbauer peaks shows that, at the nano- and meso-scale, the microstructure is much finer, with a higher density of lattice defects. It is also shown that, below 400°C, usual thermal treatments do not lead to de-nitriding.
Thermal destabilisation of nitrided steel powder
The thermal stability of transition metal nitrides is a decreasing function of d electron density, heating can therefore become critical for high nitrogen steel and for iron nitrides. It is well known that in powder metallurgy high densification is obtained under HIP at high temperature but thermal decomposition must be strictly avoided. In order to prevent this danger without avoiding insufficient sintering, deleterious for mechanical properties, it is necessary to calculate or to measure the influence of the temperature on the kinetics of nitrogen loss. A complementary strategy is possible by developing means likely to inhibit or slow the decomposition down. Industrial know how is supporting the view that in the present case, 600°C is close to the critical limit. In order to assess both the acceptable temperature limit as well as to test the possible role of powder coating following experiments were done.
Two sets of powders either from as nitrided steel (ANS) either also nickel coated (NCANS) were submitted the following heating sequences: 30 h at 200°C, 3 h at 400°C and 1 h at 600°C. The evolution of powder was characterised by XRD and TMS, and compared with the starting as received cooled after nitriding (Figs. 3 and 4, Table 1). Concerning non-coated ANS powder, X-ray diffraction patterns (Fig. 3a–d) did not present any noticeable change before reaching the last 1 h heating at 600°C (Fig. 3d). At this stage the formation of bcc ferrite is revealing a limited decomposition of iron nitride. Even if it could be concluded that this decomposition could be negligible, it could lead to the formation high pressure molecular nitrogen in closed porosities during HIP stage, from this defect a sensible reduction of mechanical properties of the final product is to fear.
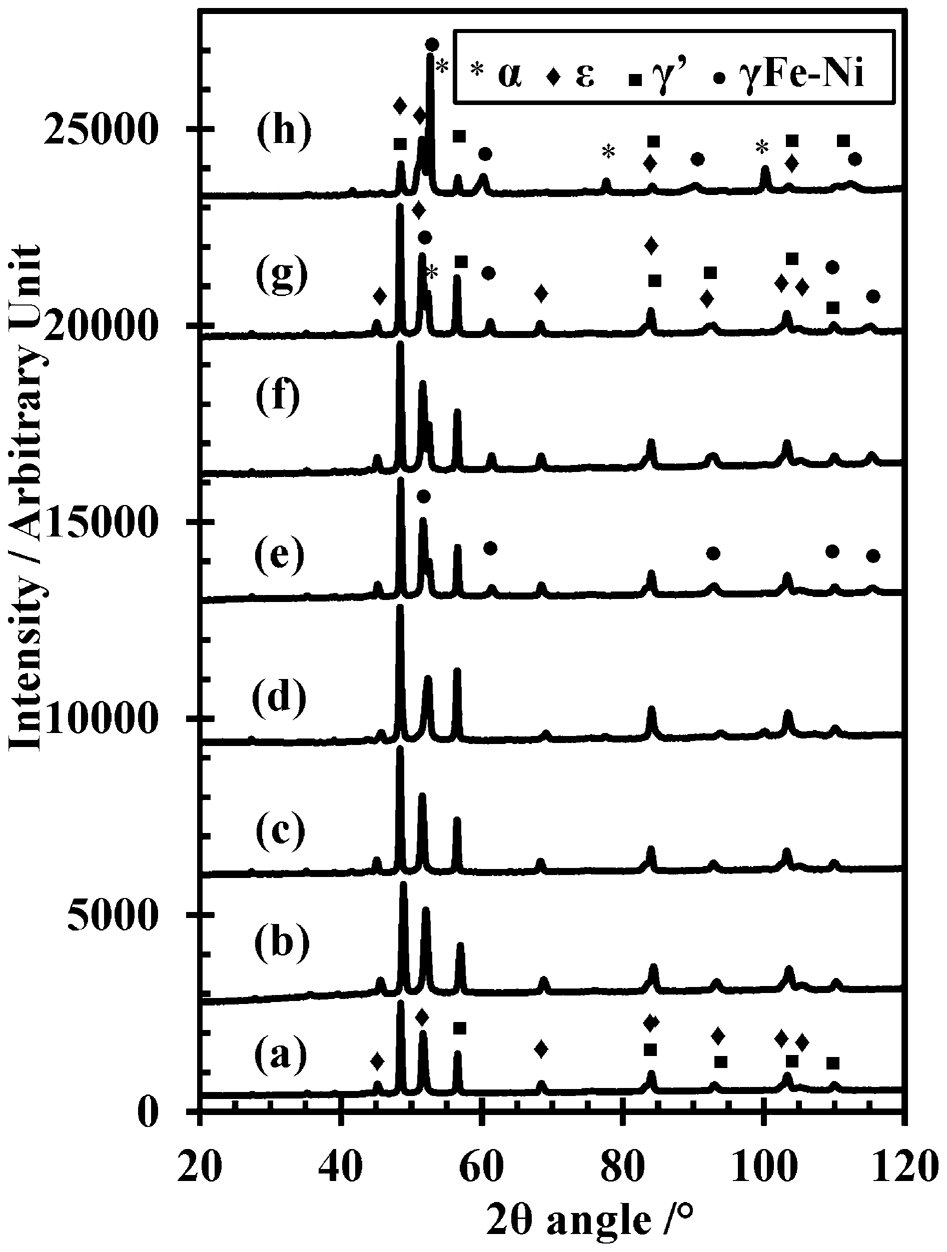
Stability in temperature of as nitrided steel powder (ANS) and nickel coated as nitrided steel powder (NCANS): XRD pattern recorded on ANS powder a before heat treatment and after b 30 h at 200°C, c 3 h at 400°C and d 1 h at 600°C; XRD pattern recorded on NCANS powder e before heat treatment and after f 30 h at 200°C, g 3 h at 400°C and h 1 h at 600°C
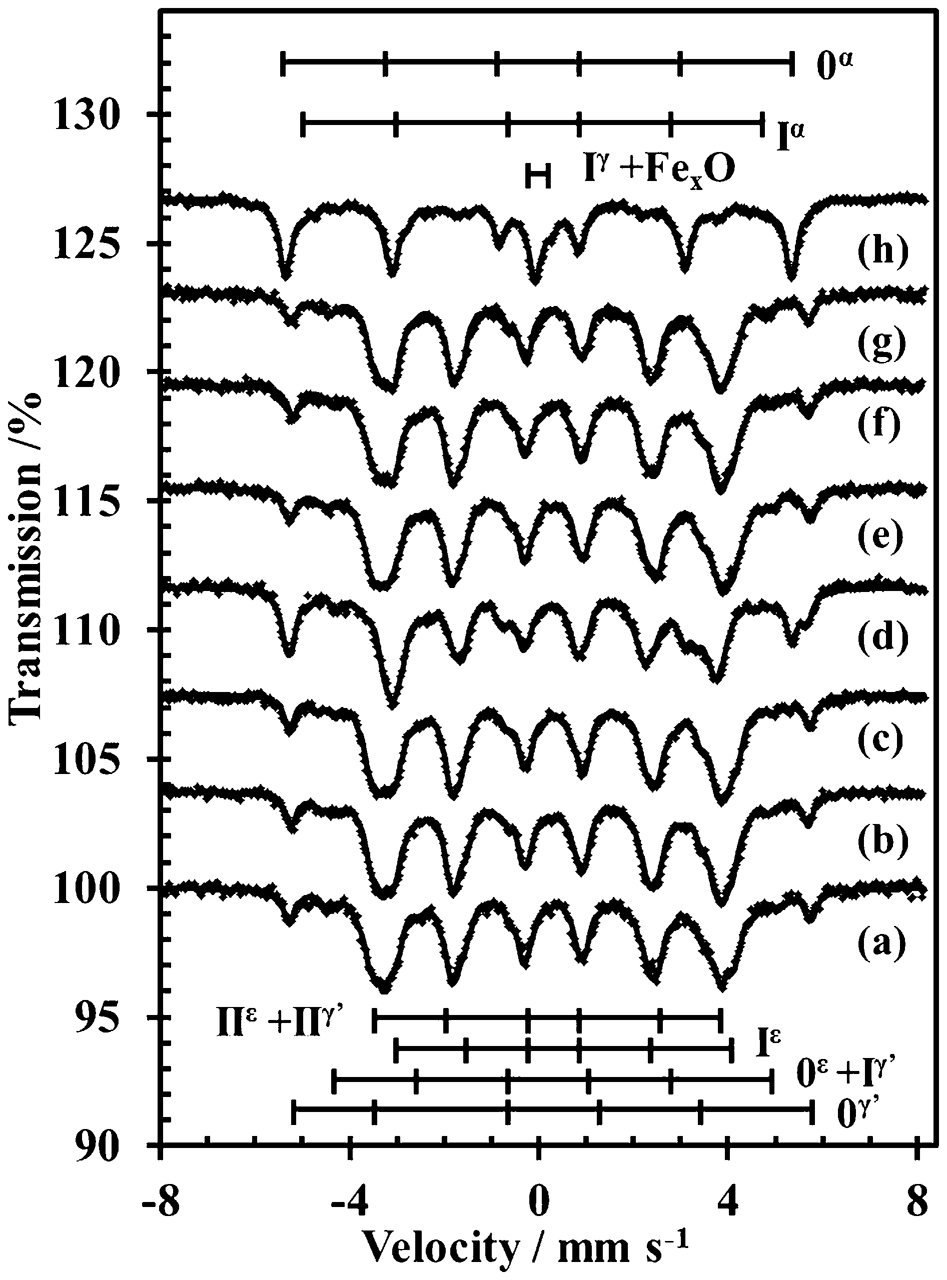
Stability in temperature of as nitrided steel powder (ANS) and nickel coated as nitrided steel powder (NCANS): Mössbauer characterisation of ANS powder a before heat treatment and after b 30 h at 200°C, c 3 h at 400°C and d 1 h at 600°C; Mössbauer spectra recorded on NCANS powder e before heat treatment and after f 30 h at 200°C, g 3 h at 400°C and h 1 h at 600°C
Relative amounts of iron phases, in nitrided steel powder (ANS) and Ni coated nitrided steel powder (NCANS), deduced from numerical deconvolution of Mössbauer spectra
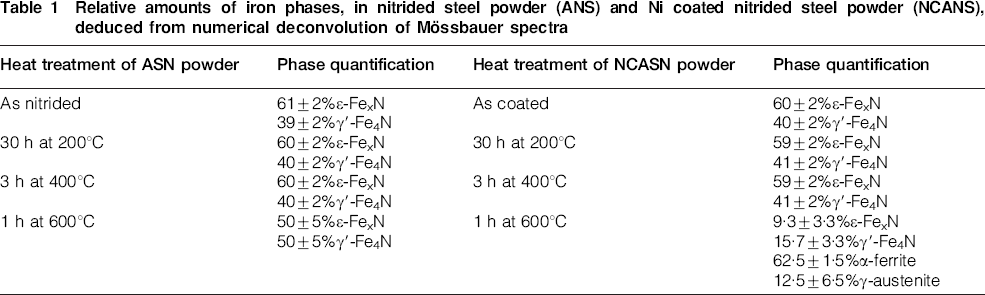
In comparison with the above commented results, the XRD characterisation concerning Ni coated powder (NCANS) is clearly changed, the presence of fcc Ni phase is confirmed but curiously, the formation of ferrite is more important than without coating (Fig. 3g and h).That the Ni coating did act as a catalyst for decomposition of iron nitrides is still a matter of debate. Conclusions resulting from the analysis of XRD patterns (Fig. 3) are confirmed by TMS (Fig. 4), and even made clearer. In contrast with spectra corresponding to thermal treatments below 600°C which do not reveal noticeable modifications the final treatment leads to dramatic changes: External peaks moved on the energy (velocity) scale and became sharper (Fig. 4h). This is the unambiguous signature of the decomposition of γ′-Fe4N and ϵ-FexN into α-ferrite. It should be also underlined that a central peaks doublet corresponds to para- or super-para-magnetic phase likely to correspond to alloyed Fe–N austenite or iron oxide such as Wüstite. The deleterious role of the nickel coating observed on diffraction patters is also clearly confirmed by Mössbauer spectra as proven by the comparison of Fig. 4d and h and summarised in Table 1.
Discussion
Among all the different utilisations of low alloyed steel nitride powders, it is necessary to avoid or, at least, reduce thermal decomposition of unstable nitrides and formation of N2 gas phase. Therefore, thermal treatments at temperature higher than 600°C are excluded. In the scope of powder metallurgy (PM) and related processes, it is shown that sintering at temperatures close to 600°C is deleterious.
In contrast with the destabilisation taking place at a temperature higher than 400°C, mechanical alloying, ball milling and grinding increase the driving force for sintering at a much lower temperature than 600°C, i.e. 100°C (or more) below. It is also shown that low temperature aging, near and below 200°C, induced transformations taking place in connexion with mechanically driven phenomena likely to improve cold and temperate sintering and green density before higher temperature treatments.13,14 It is worth underlining that any decomposition of iron nitride during the last stage of sintering, before final cooling must be imperatively avoided because the N2 gas pressure released in open and specially closed porosities would severely damage mechanical strength and toughness.
To improve the densification of the powder particles, a nickel deposit was added to the grain surface of the nitrided powder. As shown by the present study, this intermediate nickel coating was, in fact, not suitable because the kinetics of nitrides destabilisation increased. The formation of N2 gas, trapped in the inter-particles closed porosities, is leading to make the sintered solid brittle. This phenomenon is consistent with the low affinity of nickel for nitrogen. When nickel replaced iron atoms in iron nitrides, nitrogen is rejected from the crystal lattices.
Conclusions
In order to meet the goal to add to steel functional property such as improvement of wear and friction resistance, the possibility offered by powder metallurgy of iron nitride based composite was analysed and led to the following results.
Steel powder submitted to gas nitriding in a fluidised bed was providing particles made of both γ′ and ϵ nitrides. Grinding of these particles results into the refinement of the micro- and nano-structure and transformation of cubic Perovskite-like of γ′ into the hexagonal one ϵ. The increase in free energy resulting from these treatments improves densification at low temperature below 400°C.
The partial or total reversibility of the grinding, induced transformation leading to reconstruction of γ′ as well as possible residual γ′, is not likely to reduce friction properties because the wear is continuously achieving the γ′ ↔ ϵ transformation.
Decomposition of nitrides leading to the formation of nitrogen gas and taking place when the temperature of densification treatments reaches or exceeds 600°C, is deleterious for mechanical properties and must be strictly avoided.
Additional treatments of powder aimed at increasing densification such as pre-coating and addition of binder needs special care in order not to act as catalysts of de-nitriding.
Finally, as a component of an approach inspired by ‘Alloying by Design’ the above interpretation of characterisation of the different transformations of nitrided steel powders traces the barriers not to be crossed in order to fabricate resistant and multi-functional parts and components from sintered iron nitrides.